192
Impreso en Canadá |3036189E20510(~ Automatización y robótica Software para fresadora CNC Manual del usuario 36189-E2
Impreso en Canadá
|3036189E20510(~
Automatización y robótica
Software parafresadora CNC
Manual del usuario36189-E2

Impreso en Canadá
|3036189E20510(~
Automatización y robótica
Software parafresadora CNC
Manual del usuario36189-E2
AB



AUTOMATIZACIÓN Y ROBÓTICA
SOFTWARE PARAFRESADORA CNC
porel personal
deLab-Volt (Quebec) Ltda.
Copyright © 2005 Lab-Volt Ltda.
Todos los derechos reservados. Ninguna parte de estapublicación puede ser reproducida, de ninguna forma ni porningún medio, sin la previa autorización escrita de Lab-VoltQuebec Ltda.
Depósito legal – Cuarto trimestre de 2005
ISBN 2-89289-822-62-89289-744-0 (1ra Edición, 2004)
SEGUNDA EDICIÓN, OCTUBRE DE 2005
Impreso en CanadáOctubre de 2005

III
Índice
Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VII
Instalación del Software para Torno/Fresadora CNC de Lab-Volt . . . . . . . IX
Sección 1 Introducción al Software para fresadora CNC . . . . . . . . . . . . 1-1
1.1 La pantalla principal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
1.2 La barra de herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
1.3 La barra de Menús . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-5
Sección 2 Menús . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.1 Menú Archivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-12.1.1 Comando Nuevo . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-22.1.2 Comando Abrir . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-52.1.3 Comando Cerrar . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-62.1.4 Comando Guardar . . . . . . . . . . . . . . . . . . . . . . . . . 2-62.1.5 Comando Guardar como . . . . . . . . . . . . . . . . . . . . 2-62.1.6 Comando Revertir . . . . . . . . . . . . . . . . . . . . . . . . . 2-72.1.7 Comando Importar . . . . . . . . . . . . . . . . . . . . . . . . . 2-72.1.8 Comando Exportar . . . . . . . . . . . . . . . . . . . . . . . . . 2-82.1.9 Comando Información . . . . . . . . . . . . . . . . . . . . . . 2-82.1.10 Comando Imprimir . . . . . . . . . . . . . . . . . . . . . . . . . 2-82.1.11 Comando Configuración de impresora . . . . . . . . . 2-82.1.12 Comando Salir . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-8
2.2 Menú Editar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-82.2.1 Comando Deshacer . . . . . . . . . . . . . . . . . . . . . . . . 2-92.2.2 Comando Rehacer . . . . . . . . . . . . . . . . . . . . . . . . . 2-92.2.3 Comando Cortar . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-92.2.4 Comando Copiar . . . . . . . . . . . . . . . . . . . . . . . . . . 2-92.2.5 Comando Pegar . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-92.2.6 Comando Duplicar . . . . . . . . . . . . . . . . . . . . . . . . 2-102.2.7 Comando Borrar . . . . . . . . . . . . . . . . . . . . . . . . . . 2-102.2.8 Comando Seleccionar todo . . . . . . . . . . . . . . . . . 2-102.2.9 Comando Conversacional . . . . . . . . . . . . . . . . . . 2-10
2.3 Menú Buscar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-102.3.1 Comando Encontrar . . . . . . . . . . . . . . . . . . . . . . . 2-112.3.2 Comando Encontrar siguiente . . . . . . . . . . . . . . . 2-112.3.3 Comando Reemplazar . . . . . . . . . . . . . . . . . . . . . 2-112.3.4 Comando Ir a línea . . . . . . . . . . . . . . . . . . . . . . . . 2-122.3.5 Comando Colocar marcador . . . . . . . . . . . . . . . . 2-122.3.6 Comando Ir a marcador . . . . . . . . . . . . . . . . . . . . 2-122.3.7 Comando Borrar marcador . . . . . . . . . . . . . . . . . . 2-12

Índice (cont.)
IV
2.4 Menú Fresadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-132.4.1 Comando Emular . . . . . . . . . . . . . . . . . . . . . . . . . 2-13
2.4.1.1 Compilación . . . . . . . . . . . . . . . . . . . . . . 2-132.4.1.2 Ventana Emulador de fresadora en 3D . 2-14
2.4.2 Comando Ver Control . . . . . . . . . . . . . . . . . . . . . 2-192.4.3 Comando Ejecutar . . . . . . . . . . . . . . . . . . . . . . . . 2-202.4.4 Comando Pausa . . . . . . . . . . . . . . . . . . . . . . . . . 2-202.4.5 Comando Paso . . . . . . . . . . . . . . . . . . . . . . . . . . 2-202.4.6 Comando Restablecer . . . . . . . . . . . . . . . . . . . . . 2-202.4.7 Descargar programa vía el puerto serial . . . . . . . 2-212.4.8 Descargar el programa vía Ethernet . . . . . . . . . . 2-22
2.5 Menú Opciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-222.5.1 Opción Entorno . . . . . . . . . . . . . . . . . . . . . . . . . . 2-232.5.2 Opción Configuración de la máquina . . . . . . . . . . 2-252.5.3 Opciones avanzadas de fresado . . . . . . . . . . . . . 2-262.5.4 Opción Tabla de herramientas de fresadora . . . . 2-282.5.5 Opción Materiales . . . . . . . . . . . . . . . . . . . . . . . . 2-302.5.6 Opción Rendering . . . . . . . . . . . . . . . . . . . . . . . . 2-32
2.6 Menú Ventana . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-34
2.7 Menú Ayuda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-342.7.1 Comando Contenido . . . . . . . . . . . . . . . . . . . . . . 2-342.7.2 Comando Índice . . . . . . . . . . . . . . . . . . . . . . . . . . 2-342.7.3 Comando Acerca de... . . . . . . . . . . . . . . . . . . . . . 2-35
Sección 3 Editores de programas de pieza . . . . . . . . . . . . . . . . . . . . . . . 3-1
3.1 Editor por líneas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-13.1.1 Ventana del Editor por líneas . . . . . . . . . . . . . . . . . 3-13.1.2 Edición de un programa de pieza . . . . . . . . . . . . . 3-23.1.3 Menú Contextual . . . . . . . . . . . . . . . . . . . . . . . . . . 3-3
3.1.3.1 Submenú Editar . . . . . . . . . . . . . . . . . . . . 3-43.1.3.2 Submenú Buscar . . . . . . . . . . . . . . . . . . . 3-43.1.3.3 Submenú Herramientas . . . . . . . . . . . . . 3-5
3.1.4 Teclas de control . . . . . . . . . . . . . . . . . . . . . . . . . . 3-53.1.5 Emulación y descarga . . . . . . . . . . . . . . . . . . . . . . 3-63.1.6 Campos de mensaje del Editor por líneas . . . . . . . 3-7
3.2 Editor por bloques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-73.2.1 Ventana del Editor por bloques . . . . . . . . . . . . . . . 3-73.2.2 Creación de bloques de comandos G y M . . . . . . . 3-83.2.3 Exportar, emular y descargar . . . . . . . . . . . . . . . . 3-10

Índice (cont.)
V
Sección 4 Ejercicios guiados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
4.1 Creación de un programa de pieza de códigos G y M sencillo con el Editor por líneas . . . . . . . . . . . . . . . . . . . . . . 4-1
4.2 Emular y descargar el programa de pieza de códigos G y M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-10
4.3 Crear, editar y exportar un sencillo programa de pieza en bloques usando el Editor por bloques . . . . . . 4-22
4.4 Importar un archivo *.DXF al Editor por líneas . . . . . . . . . 4-41
Apéndice A Códigos G y M utilizados por el Software para fresadora CNCde Lab-Volt
Apéndice B Términos importantes
¡Nosotros valoramos su opinión!

VI
VII
Introducción
El software para torno/fresadora CNC de Lab-Volt hace posible la programación yel control de diferentes fresadoras y tornos CNC de Lab-Volt mediante el uso deuna computadora ejecutándose bajo Microsoft Windows 98® o una versión superior.
Una vez que el Software para torno/fresadora es instalado, cualquiera de las dosaplicaciones de este software, ya sea Torno o Fresadora, puede ser seleccionada:
• Mediante la selección de la opción Torno, es posible programar y controlartornos CNC de Lab-Volt, tal como los modelos 5300 y 5500.
• Mediante la selección de la opción Fresadora es posible programar y controlarfresadoras CNC de Lab-Volt, tal como los modelos 5400 y 5600.
Este manual del usuario, trata exclusivamente lo relacionado con la aplicaciónFresadora del Software para torno/fresadora CNC de Lab-Volt. Para simplificar, alo largo de este manual, al software para torno/fresadora CNC se le llamaráSoftware para fresadora CNC.
Este manual provee toda la documentación referente a cada uno de los menús, loselementos dentro de éstos y los cuadros de diálogo del Software parafresadora CNC. Toda esta información le permitirá iniciar su trabajo con el softwarey configurarlo para la correcta operación con el modelo de fresadora que estéutilizando.
De igual manera, este manual describe los dos diferentes editores con que cuentael Software para fresadora CNC, mediante los cuales se pueden crear y editarprogramas de pieza CN.
• El Editor por líneas (programación línea por línea mediante códigos G y M).
• El Editor por bloques (programación por bloques de códigos G y M).
Finalmente, los ejercicios guiados le permitirán aprender los pasos básicosrelacionados con:
• la creación de programas de pieza sencillos con cada uno de los editores; • la emulación de programas de pieza con la función emulador tridimensional
(3D) del Software para fresadora CNC;• el proceso de descarga a la fresadora de los programas de pieza creados.

VIII

IX
Instalación del Software paraTorno/Fresadora CNC de Lab-Volt
El procedimiento que sigue es una descripción de los pasos requeridos para lainstalación del Software para torno/fresadora CNC de Lab-Volt, en el disco duro dela computadora que va a usar para controlar la fresadora CNC de Lab-Volt.
1. Introduzca el CD-ROM de instalación del Software para torno/fresadora CNCen la unidad de CD-ROM de la computadora.
En algunas computadoras personales, con sólo introducir el CD-ROM delsoftware de instalación, aparece la pantalla Configuración del software.
2. Seleccione el comando Ejecutar en el menú Inicio de Windows®. Escriba"X:SETUP" en la línea de comandos y luego haga clic sobre el botón Aceptar.
Nota: Esta instalación es llevada a cabo utilizando una unidad deCD-ROM. Reemplace la letra "X" del paso descrito anteriormente, por laletra asociada a su unidad de CD-ROM. Si el CD-ROM de instalación delSoftware para torno/fresadora se encuentra en la unidad de CD-ROM deotra computadora de una misma red, reemplace la letra "X" por la letrautilizada para designar esa unidad.
3. Para completar la instalación del software, siga las instrucciones queaparezcan en la pantalla de su computadora.
Nota: Si ocurre algún problema durante la instalación, deshabilite todoslos programas residentes (como el antivirus, el protector de pantalla, etc.)y vuelva a ejecutar la instalación.
4. Retire el CD-ROM de instalación del Software para torno/fresadora CNC de suunidad y guárdelo en un lugar seguro.
Con esto, se finaliza la instalación del Software para torno/fresadora.
5. Ahora puede ejecutar cualquiera de las dos aplicaciones, Torno o Fresadora,del Software para torno/fresadora CNC. Para ejecutar la aplicación Fresadora,seleccione el comando Fresadora del grupo de programa de Lab-Volt.
Nota: Se recomienda descargar periódicamente la última versión delSoftware para torno/fresadora CNC de Lab-Volt desde el sitio web deLab-Volt: www.labvolt.ca, para volver a instalarlo en la computadora. Deigual manera, se recomienda descargar periódicamente desde el sitio webmencionado, la última versión del firmware para la Fresadora CNC y volvera instalarlo en dicha máquina.

X

1-1
Sección 1
Introducción al Software para fresadora CNC
Nota: Este manual del usuario trata exclusivamente sobre la funcionalidad dela aplicación Fresadora del Software para torno/fresadora CNC de Lab-Volt.Para simplificar, a lo largo de este manual, al Software paratorno/fresadora CNC se le llamará Software para fresadora CNC.
El Software para fresadora CNC es una herramienta poderosa para el aprendizajedel maquinado CNC. Permite la creación de programas de pieza CN, la emulaciónde los programas de pieza creados para simular el proceso de fresado real y ladescarga de los programas de pieza creados a una fresadora CNC de Lab-Volt.
Los programas de pieza CN pueden ser creados mediante el uso de cualquiera delos siguientes editores incorporados al Software para fresadora CNC:
• Editor por líneas: un programa de pieza es editado línea por línea mediante lainserción de instrucciones con códigos G y M (o sus códigos conversacionalesequivalentes). El programa de códigos G y M resultante puede ser emulado ydescargado a la fresadora.
• Editor por bloques: Se crean bloques de instrucciones de códigos G y Mmediante la introducción de los parámetros requeridos para cada uno de loscódigos. Los bloques editados, los cuales conforman un programa de parte porbloques, son luego exportados al Editor por líneas con el objetivo de convertirlosen programas de pieza de códigos G y M estándar. Luego, este programa puedeser emulado y descargado a la fresadora.
El Software para fresadora CNC trae implementado un Emulador tridimensional(3D) que hace posible la verificación de un programa de pieza de códigos G y Mantes de proceder a descargarlo a la fresadora. El Emulador 3D, una vez iniciado,muestra la condición de inicio del material en bruto, permite ver la pieza mientrassimula las trayectorias descritas por la herramienta de corte y los cortes para cadaoperación dentro del programa de pieza. Finalmente, muestra la condición final dela pieza. De ser necesario, esta herramienta permite verificar y modificar elprograma de pieza antes de proceder a la descarga en la fresadora.
1.1 La pantalla principal
Cuando se selecciona la aplicación Fresadora del Software para torno/fresadora,se muestra la pantalla de introducción, seguida rápidamente por la pantallaprincipal (figura 1-1).
Nota: En todas las ventanas y cuadros de diálogo del software ilustrados eneste manual, se asume que la unidad usada para la medición de longitud es lapulgada (pulg.).

Introducción al Software para fresadora CNC
1-2
En la parte superior de la pantalla principal se encuentra la barra de título Lab-Volt Fresadora CNC. Bajo la barra se encuentran:
• Una barra de Menús con un listado de menús;
• Una Barra de herramientas con una hilera de botones de comando para rápidoacceso a funciones del software comúnmente utilizadas.
Figura 1-1. Pantalla principal del Software para fresadora CNC.
A lo largo de la parte inferior de la pantalla principal se encuentran varios camposde mensaje. De izquierda a derecha, éstos son:
• un campo de mensaje: reservado para mensajes del Software parafresadora CNC para el usuario. Los mensajes son actualizados cuando lasoperaciones estándar son realizadas o terminadas.
• campos relacionados con el Editor por líneas (si el Editor por líneas no esutilizado, estos campos permanecen vacíos en todo momento).
Introducción al Software para fresadora CNC
1-3
1.2 La barra de herramientas
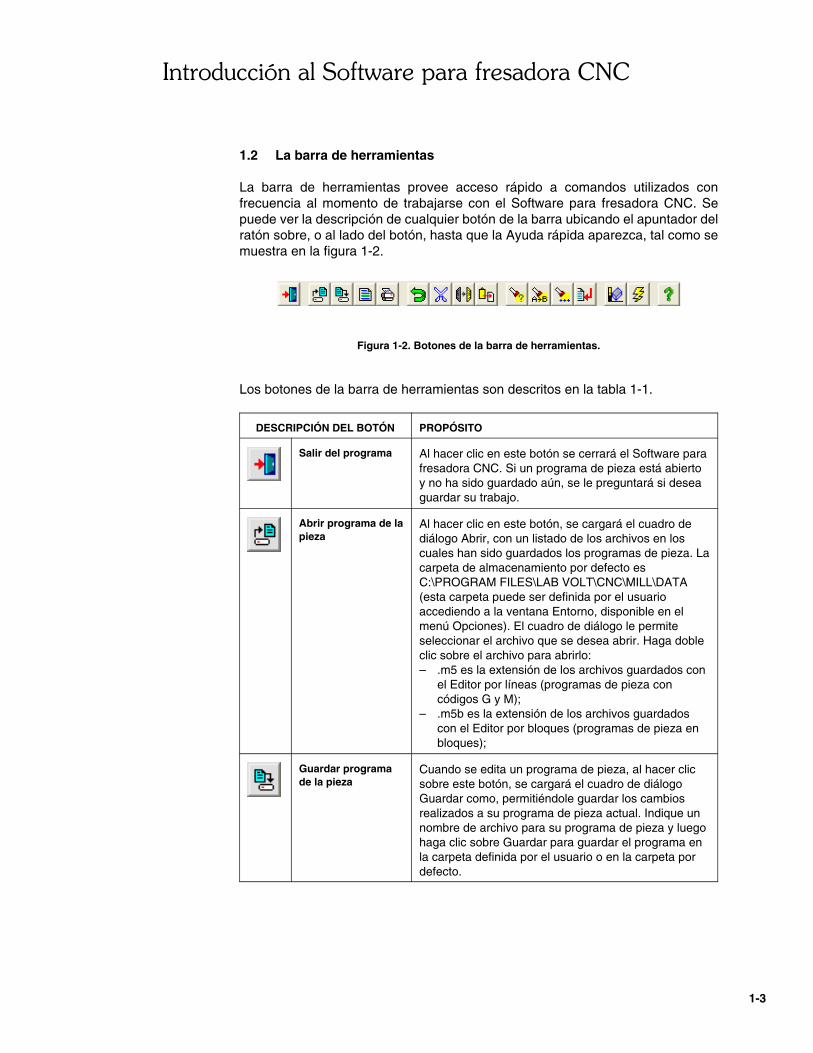
La barra de herramientas provee acceso rápido a comandos utilizados confrecuencia al momento de trabajarse con el Software para fresadora CNC. Sepuede ver la descripción de cualquier botón de la barra ubicando el apuntador delratón sobre, o al lado del botón, hasta que la Ayuda rápida aparezca, tal como semuestra en la figura 1-2.
Figura 1-2. Botones de la barra de herramientas.
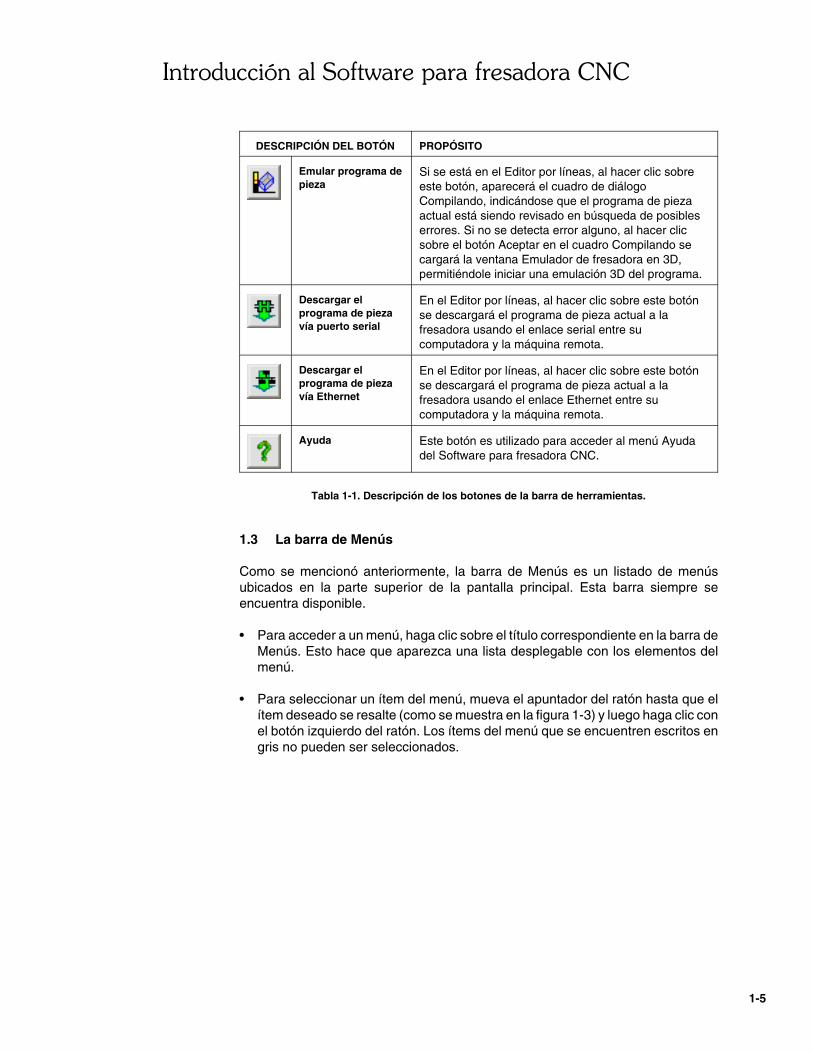
Los botones de la barra de herramientas son descritos en la tabla 1-1.
DESCRIPCIÓN DEL BOTÓN PROPÓSITO
Salir del programa Al hacer clic en este botón se cerrará el Software parafresadora CNC. Si un programa de pieza está abiertoy no ha sido guardado aún, se le preguntará si deseaguardar su trabajo.
Abrir programa de lapieza
Al hacer clic en este botón, se cargará el cuadro dediálogo Abrir, con un listado de los archivos en loscuales han sido guardados los programas de pieza. Lacarpeta de almacenamiento por defecto esC:\PROGRAM FILES\LAB VOLT\CNC\MILL\DATA(esta carpeta puede ser definida por el usuarioaccediendo a la ventana Entorno, disponible en elmenú Opciones). El cuadro de diálogo le permiteseleccionar el archivo que se desea abrir. Haga dobleclic sobre el archivo para abrirlo:– .m5 es la extensión de los archivos guardados con
el Editor por líneas (programas de pieza concódigos G y M);
– .m5b es la extensión de los archivos guardadoscon el Editor por bloques (programas de pieza enbloques);
Guardar programade la pieza
Cuando se edita un programa de pieza, al hacer clicsobre este botón, se cargará el cuadro de diálogoGuardar como, permitiéndole guardar los cambiosrealizados a su programa de pieza actual. Indique unnombre de archivo para su programa de pieza y luegohaga clic sobre Guardar para guardar el programa enla carpeta definida por el usuario o en la carpeta pordefecto.
Introducción al Software para fresadora CNC
DESCRIPCIÓN DEL BOTÓN PROPÓSITO
1-4
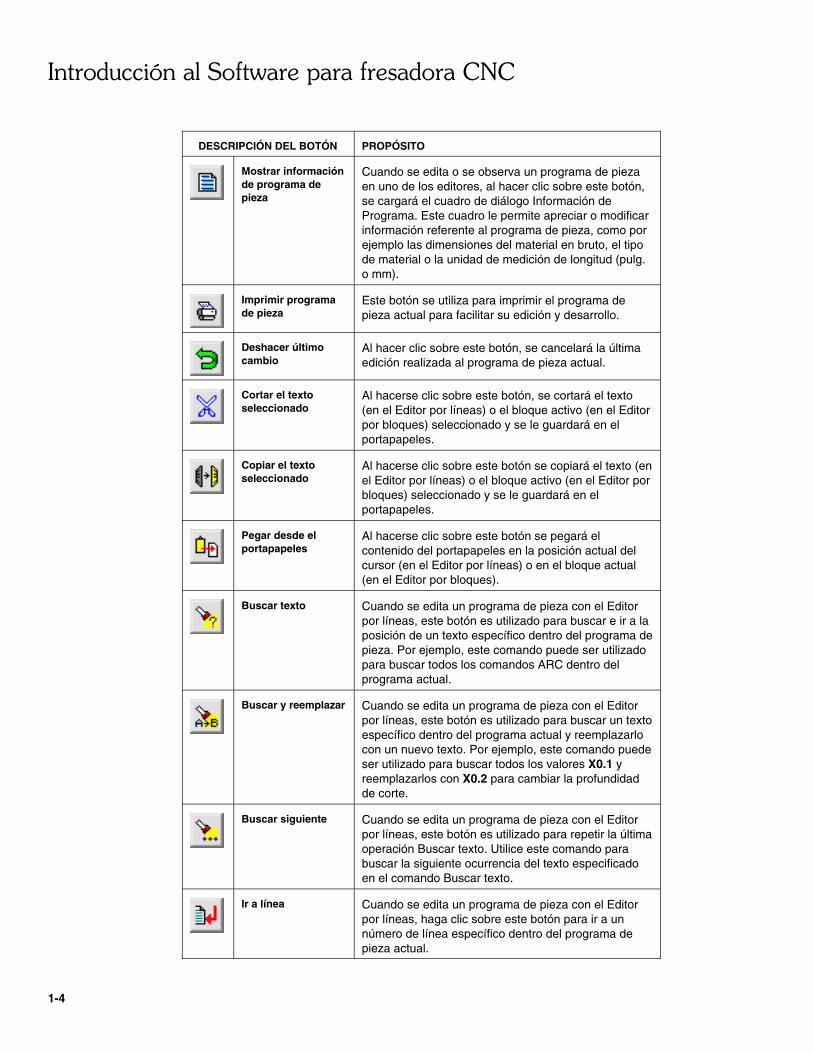
Mostrar informaciónde programa depieza
Cuando se edita o se observa un programa de piezaen uno de los editores, al hacer clic sobre este botón,se cargará el cuadro de diálogo Información dePrograma. Este cuadro le permite apreciar o modificarinformación referente al programa de pieza, como porejemplo las dimensiones del material en bruto, el tipode material o la unidad de medición de longitud (pulg.o mm).
Imprimir programade pieza
Este botón se utiliza para imprimir el programa depieza actual para facilitar su edición y desarrollo.
Deshacer últimocambio
Al hacer clic sobre este botón, se cancelará la últimaedición realizada al programa de pieza actual.
Cortar el textoseleccionado
Al hacerse clic sobre este botón, se cortará el texto(en el Editor por líneas) o el bloque activo (en el Editorpor bloques) seleccionado y se le guardará en elportapapeles.
Copiar el textoseleccionado
Al hacerse clic sobre este botón se copiará el texto (enel Editor por líneas) o el bloque activo (en el Editor porbloques) seleccionado y se le guardará en elportapapeles.
Pegar desde elportapapeles
Al hacerse clic sobre este botón se pegará elcontenido del portapapeles en la posición actual delcursor (en el Editor por líneas) o en el bloque actual(en el Editor por bloques).
Buscar texto Cuando se edita un programa de pieza con el Editorpor líneas, este botón es utilizado para buscar e ir a laposición de un texto específico dentro del programa depieza. Por ejemplo, este comando puede ser utilizadopara buscar todos los comandos ARC dentro delprograma actual.
Buscar y reemplazar Cuando se edita un programa de pieza con el Editorpor líneas, este botón es utilizado para buscar un textoespecífico dentro del programa actual y reemplazarlocon un nuevo texto. Por ejemplo, este comando puedeser utilizado para buscar todos los valores X0.1 yreemplazarlos con X0.2 para cambiar la profundidadde corte.
Buscar siguiente Cuando se edita un programa de pieza con el Editorpor líneas, este botón es utilizado para repetir la últimaoperación Buscar texto. Utilice este comando parabuscar la siguiente ocurrencia del texto especificadoen el comando Buscar texto.
Ir a línea Cuando se edita un programa de pieza con el Editorpor líneas, haga clic sobre este botón para ir a unnúmero de línea específico dentro del programa depieza actual.
Introducción al Software para fresadora CNC
DESCRIPCIÓN DEL BOTÓN PROPÓSITO
1-5
Emular programa depieza
Si se está en el Editor por líneas, al hacer clic sobreeste botón, aparecerá el cuadro de diálogoCompilando, indicándose que el programa de piezaactual está siendo revisado en búsqueda de posibleserrores. Si no se detecta error alguno, al hacer clicsobre el botón Aceptar en el cuadro Compilando secargará la ventana Emulador de fresadora en 3D,permitiéndole iniciar una emulación 3D del programa.
Descargar elprograma de piezavía puerto serial
En el Editor por líneas, al hacer clic sobre este botónse descargará el programa de pieza actual a lafresadora usando el enlace serial entre sucomputadora y la máquina remota.
Descargar elprograma de piezavía Ethernet
En el Editor por líneas, al hacer clic sobre este botónse descargará el programa de pieza actual a lafresadora usando el enlace Ethernet entre sucomputadora y la máquina remota.
Ayuda Este botón es utilizado para acceder al menú Ayudadel Software para fresadora CNC.
Tabla 1-1. Descripción de los botones de la barra de herramientas.
1.3 La barra de Menús
Como se mencionó anteriormente, la barra de Menús es un listado de menúsubicados en la parte superior de la pantalla principal. Esta barra siempre seencuentra disponible.
• Para acceder a un menú, haga clic sobre el título correspondiente en la barra deMenús. Esto hace que aparezca una lista desplegable con los elementos delmenú.
• Para seleccionar un ítem del menú, mueva el apuntador del ratón hasta que elítem deseado se resalte (como se muestra en la figura 1-3) y luego haga clic conel botón izquierdo del ratón. Los ítems del menú que se encuentren escritos engris no pueden ser seleccionados.

Introducción al Software para fresadora CNC
1-6
Figura 1-3. Selección del comando Abrir en el menú Archivo.
La sección 2 de este manual provee una descripción detallada de cada uno de losmenús y los elementos del Software para fresadora CNC.
2-1
Sección 2
Menús
La barra Menú del Software para fresadora CNC provee acceso a los menúslistados a continuación. En esta sección se describen cada uno de estos menús ylos comandos que éstos contienen.
• menú Archivo• menú Editar• menú Buscar• menú Fresadora• menú Opciones• menú Ventana• menú Ayuda
Figura 2-1. La barra de Menús.
2.1 Menú Archivo
El menú Archivo provee acceso para los comandos relacionados con laconfiguración, almacenamiento, conversión e impresión de programas de pieza, talcomo se muestra en la figura 2-2. Cada comando del menú Archivo es descrito acontinuación, en el mismo orden en que aparecen en el menú.
Menús
2-2
Figura 2-2. Menú Archivo.
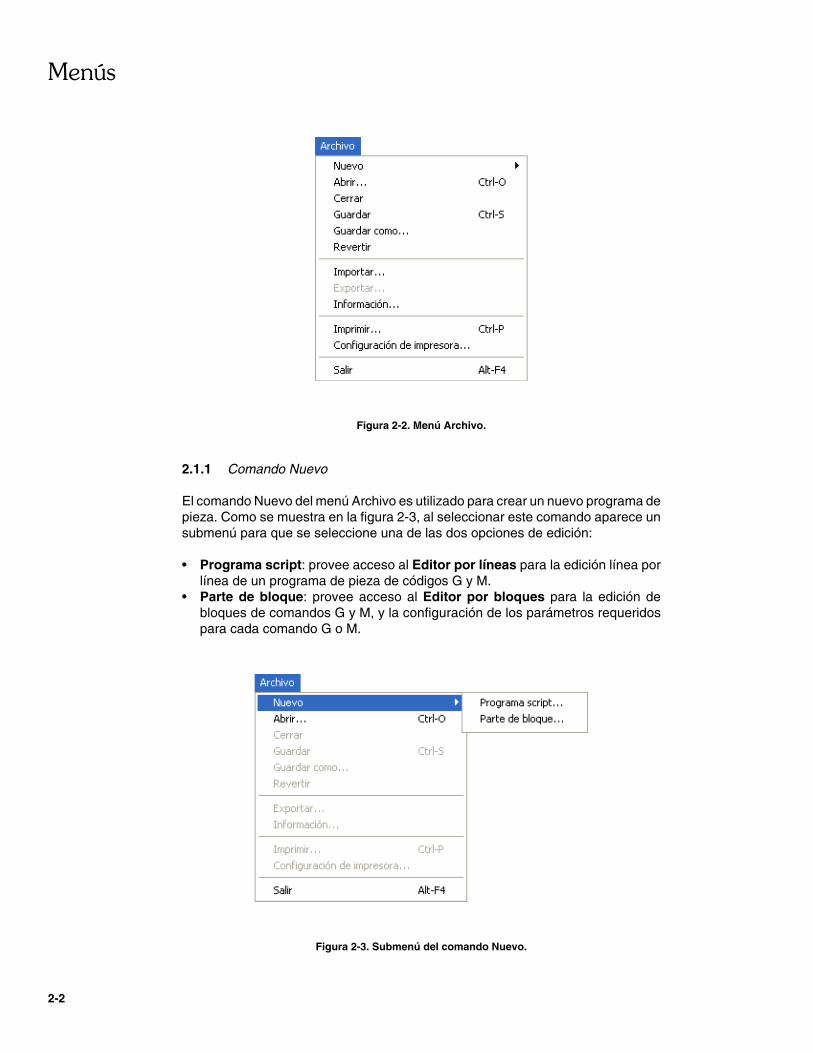
2.1.1 Comando Nuevo
El comando Nuevo del menú Archivo es utilizado para crear un nuevo programa depieza. Como se muestra en la figura 2-3, al seleccionar este comando aparece unsubmenú para que se seleccione una de las dos opciones de edición:
• Programa script: provee acceso al Editor por líneas para la edición línea porlínea de un programa de pieza de códigos G y M.
• Parte de bloque: provee acceso al Editor por bloques para la edición debloques de comandos G y M, y la configuración de los parámetros requeridospara cada comando G o M.
Figura 2-3. Submenú del comando Nuevo.

Menús
2-3
Seleccionar cualquiera de las opciones de edición mencionadas anteriormente,hará que aparezca el cuadro de diálogo Información de Programa, tal como semuestra en la figura 2-4. Este cuadro de diálogo es utilizado para especificarinformación acerca del programa de pieza que se va a crear.
En la tabla 2-1 se describe la utilidad de cada campo o sección del cuadro dediálogo Información de Programa.
Figura 2-4. Cuadro de diálogo Información de Programa.

Menús
2-4
NOMBRE DELCAMPO O SECCIÓN
DESCRIPCIÓN
Autor Nombre de la persona que crea el programa de pieza.
Proyecto El nombre y el número de identificación del proyecto en el cualestá basado el programa de pieza, o el proyecto que incluye elprograma de pieza que se va a crear.
Fecha Fecha de creación. La fecha es ajustada automáticamente a lafecha actual cuando el programa de pieza es creado. Éstapuede ser editada para hacer evidentes las fechas en que serealizaron cambios al programa de pieza.
Revisión Número o letra que identifica la versión del programa de piezapara tener seguimiento de los cambios y modificaciones.
Tipo de Material El tipo de material para el programa de pieza.
Comentarios Área destinada para la introducción de notas y comentariosgenerales acerca del proyecto.
Máquina remota Lista desplegable usada para seleccionar el número de modelode la fresadora de Lab-Volt.
Posición absolutainicial
Permite definir los ejes X, Y y Z de la posición absoluta inicialde la herramienta.
Unidad de Medida Especifica si los valores de medición se ajustan en pulgadas oen milímetros.
Tipo de coordenada El tipo de coordenadas predeterminado que se va implementaren el programa de pieza. El término Absoluto indica que losvalores de las coordenadas deben ser medidos tomando comoreferencia la posición de la referencia de cero programada(PRZ). El término Incremental indica que los valores de lascoordenadas han de ser medidos teniendo como referencia laúltima posición de la fresa. El tipo de coordenadas puede sermodificado en el Editor por líneas.
Posición del cero dereferencia de la pieza
El tamaño inicial del material en bruto y la posición del cero dereferencia. Los valores de X+ y X- determinan el ancho de lapieza; los valores Y+ e Y- determinan la longitud de la pieza ylos valores de Z+ y Z- determinan la profundidad de la pieza.Los valores de los campos X+, Y+, y Z+ deben ser mayoresque los de su contraparte X-, Y-, y Z-. El origen de la piezaquedará definido en el punto (x, y, z) = (0, 0, 0).
Tabla 2-1. Campos y secciones del cuadro de diálogo Información de Programa.
Una vez los valores del cuadro de diálogo Información de Programa se ajustan alos requerimientos de su proyecto, haga clic sobre Aceptar para guardarlos. Estohará que se cierre el cuadro de diálogo y se abra la ventana Editor apropiada:
• la ventana Editor por líneas si se seleccionó la opción Programa script parala creación del nuevo programa de pieza;

Menús
2-5
• la ventana del Editor por bloques si se seleccionó la opción Parte de bloquepara la creación del nuevo programa de pieza;
Refiérase a la sección 3 de este manual para información detallada acerca de cadaeditor.
2.1.2 Comando Abrir
El comando Abrir del menú Archivo es utilizado para abrir un programa de piezaexistente. Al seleccionar este comando, aparecerá el cuadro de diálogo Abrir, conun listado de archivos en los cuales están almacenados los programas de pieza.La carpeta de almacenamiento por defecto es la C:\PROGRAM FILES\LABVOLT\CNC\MILL\DATA, o aquella definida por el usuario en la ventana Entorno, ala cual se puede acceder desde el menú Opciones (refiérase a la sección 2.5.1 deeste manual para mayor información al respecto).
La figura 2-5 muestra el cuadro de diálogo Abrir. Allí se encuentra una lista dearchivos en los cuales están guardados los programas de pieza en la carpetaseleccionada. Para abrir un programa de pieza, haga clic sobre el programa quedesee abrir y luego haga clic sobre Abrir. (También se puede hacer doble clic sobreel archivo para abrirlo).
Figura 2-5. Cuadro de diálogo Abrir.

Menús
2-6
Fíjese que es posible abrir varios programas de pieza a la vez, con el objetivo defacilitar la comparación entre programas.
2.1.3 Comando Cerrar
Al seleccionar el comando Cerrar del menú Archivo, se cerrará el programa depieza actual. Si el programa ha sido modificado, se le preguntará si desea guardarsu trabajo.
2.1.4 Comando Guardar
Al seleccionar el comando Guardar en el menú Archivo, se guardará el programade pieza en la carpeta en la cual fue creado. Si no se le ha asignado un nombre alprograma, aparecerá el cuadro de diálogo Guardar como, solicitándole queintroduzca un nombre y una ubicación para el programa. (Ver el comando Guardarcomo, que se encuentra más adelante).
Si ya le ha sido asignado un nombre al programa y ya éste ha sido guardado, sele preguntará si desea sobrescribir el archivo correspondiente.
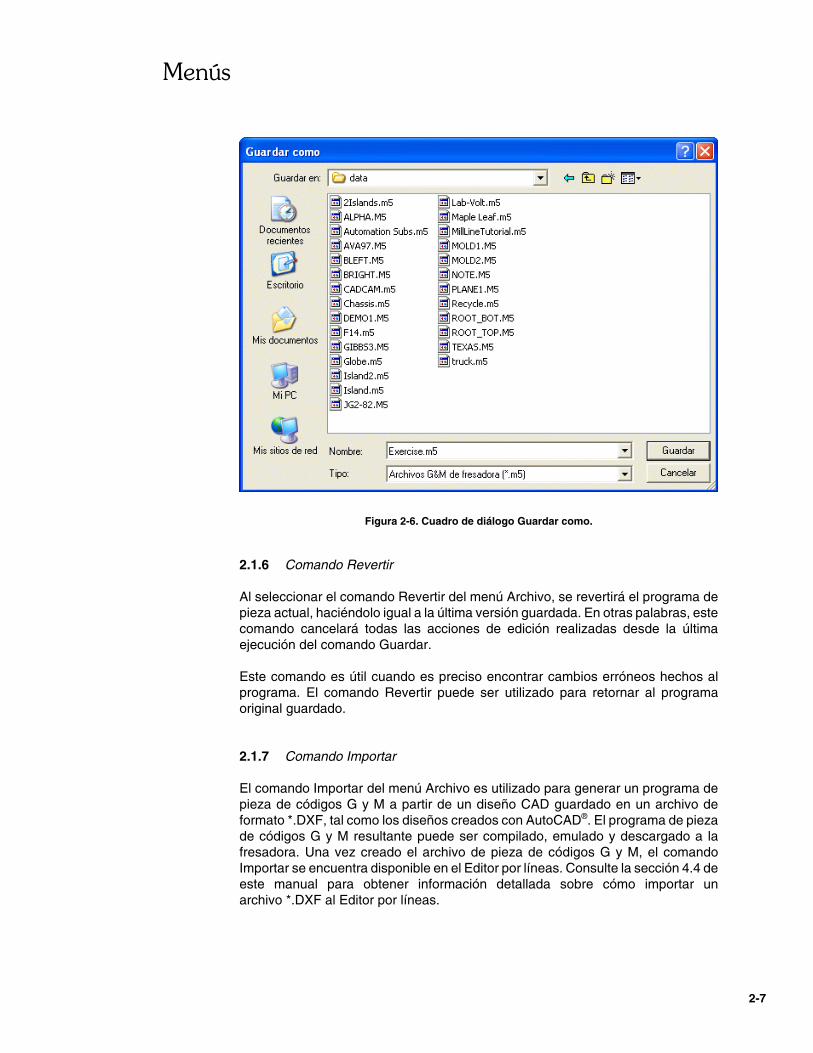
2.1.5 Comando Guardar como
El comando Guardar como del menú Archivo es utilizado para guardar el programade pieza con un nombre diferente o en una nueva ubicación. Al seleccionar estecomando, aparecerá el cuadro de diálogo Guardar como, tal como se muestra enla figura 2-6. Fíjese que el comando Guardar como deja una copia del archivooriginal igual a como se guardó la última vez y crea un nuevo archivo de acuerdoal nuevo nombre o ubicación que se especifique.
Menús
2-7
Figura 2-6. Cuadro de diálogo Guardar como.
2.1.6 Comando Revertir
Al seleccionar el comando Revertir del menú Archivo, se revertirá el programa depieza actual, haciéndolo igual a la última versión guardada. En otras palabras, estecomando cancelará todas las acciones de edición realizadas desde la últimaejecución del comando Guardar.
Este comando es útil cuando es preciso encontrar cambios erróneos hechos alprograma. El comando Revertir puede ser utilizado para retornar al programaoriginal guardado.
2.1.7 Comando Importar
El comando Importar del menú Archivo es utilizado para generar un programa depieza de códigos G y M a partir de un diseño CAD guardado en un archivo deformato *.DXF, tal como los diseños creados con AutoCAD®. El programa de piezade códigos G y M resultante puede ser compilado, emulado y descargado a lafresadora. Una vez creado el archivo de pieza de códigos G y M, el comandoImportar se encuentra disponible en el Editor por líneas. Consulte la sección 4.4 deeste manual para obtener información detallada sobre cómo importar unarchivo *.DXF al Editor por líneas.

Menús
2-8
2.1.8 Comando Exportar
El comando Exportar del menú Archivo está disponible sólo para el Editor porbloques. Es utilizado para generar un programa de pieza de códigos G y M a partirde un programa de pieza creado con el Editor por bloques. El programa de piezade códigos G y M resultante de esta operación podrá posteriormente ser compilado,emulado y descargado a la fresadora. Refiérase a la sección 4.3 de este manualpara información detallada al respecto.
2.1.9 Comando Información
Cuando se edita un programa de pieza en uno de los editores, al seleccionar elcomando Información del menú Archivo, aparecerá el cuadro de diálogoInformación de Programa (ver figura 2-4), con la información introducida durante lacreación del programa de pieza. Este cuadro de diálogo puede ser utilizado paramodificar la información del programa de pieza.
2.1.10 Comando Imprimir
El comando Imprimir del menú Archivo es utilizado para imprimir el programa depieza actual para facilitar su edición y desarrollo.
2.1.11 Comando Configuración de impresora
El comando Configuración de impresora del menú Archivo es utilizado paraconfigurar la impresora que se va a utilizar y ajustar las opciones de impresión,tales como el tamaño del papel, los márgenes y la orientación de la página.
2.1.12 Comando Salir
Al seleccionar el comando Salir del menú Archivo, se cerrará el Software parafresadora CNC. Si se ha realizado algún cambio al programa de pieza actual, se lepreguntará si desea guardarlos antes de cerrar el programa.
2.2 Menú Editar
El menú Editar, mostrado en la figura 2-7, provee acceso a los comandos utilizadospara ayudar en la edición de los programas de pieza. Cada comando del menúEditar es descrito a continuación, en el orden en que son mostrados en el menú.

Menús
2-9
Figura 2-7. Menú Editar.
2.2.1 Comando Deshacer
Al seleccionar el comando Deshacer del menú Editar, se revertirá la última ediciónrealizada en el programa de pieza actual.
2.2.2 Comando Rehacer
Al seleccionar el comando Rehacer del menú Editar, se volverá a realizar la ediciónque acaba de ser deshecha con el comando Deshacer.
2.2.3 Comando Cortar
Al seleccionar este comando, se cortará el texto (Editor por líneas) o el bloqueactivo (Editor por bloques) seleccionado y se le almacenará en el portapapeles. Eltexto o bloque guardado puede entonces ser ubicado en una nueva posición o enun nuevo bloque, utilizando el comando Pegar.
2.2.4 Comando Copiar
Al seleccionar este comando, se copiará el texto activo (Editor por líneas) o elbloque activo (Editor por bloques) seleccionado y se le almacenará en elportapapeles. El texto o bloque guardado puede entonces ser ubicado en unanueva posición o en un nuevo bloque, utilizando el comando Pegar.
2.2.5 Comando Pegar
Al seleccionar este comando, se insertará el contenido del portapapeles en laposición actual del cursor (Editor por líneas) o en el bloque actual (Editor porbloques). Si el portapapeles está vacío, no ocurrirá ningún cambio.

Menús
2-10
2.2.6 Comando Duplicar
El comando Duplicar del menú Editar sólo está disponible cuando se trabaja conel Editor por líneas. Al seleccionar este comando, se copiará el texto seleccionadoy se ubicará una copia de él en el espacio inmediatamente contiguo.
2.2.7 Comando Borrar
Al seleccionar este comando, se borrará el texto seleccionado y se eliminarácualquier línea en blanco (Editor por líneas), o se borrará todo en el bloque activodel programa de pieza (Editor por bloques).
2.2.8 Comando Seleccionar todo
El comando Seleccionar Todo del menú Editar sólo está disponible cuando setrabaja con el Editor por líneas. Al seleccionar este comando, se seleccionará todoel texto correspondiente al programa de pieza actual. Este comando es útil paracopiar un programa o una subrutina para su posterior ubicación en un nuevoprograma.
2.2.9 Comando Conversacional
El comando Conversacional del menú Editar sólo está disponible cuando se trabajacon el Editor por líneas. Al seleccionar este comando, se conmutará el texto entrelos códigos del tipo G y M y sus equivalentes conversacionales. Es decir, si seselecciona este comando de nuevo, volverán a aparecer los códigos G y M. Deigual manera, también es posible intercambiar la notación entre los códigos G y My sus equivalentes conversacionales mediante el uso de la tecla F2.
2.3 Menú Buscar
El menú Buscar, ilustrado en la figura 2-8, provee comandos que únicamente estándisponibles en el Editor por líneas. Estos comandos proveen capacidad debúsqueda y reemplazo, al igual que herramientas para la inserción y salto amarcadores dentro del programa. Este menú es especialmente útil cuando seeditan programas extensos. A continuación se encuentra la descripción de cadacomando, en el mismo orden en que aparecen en el menú.

Menús
2-11
Figura 2-8. Menú Buscar.
2.3.1 Comando Encontrar
El comando Encontrar del menú Buscar es utilizado para localizar una cadena decaracteres dentro de un programa de pieza. Al seleccionar este comando,aparecerá el cuadro de diálogo Buscar, tal como se muestra la figura 2-9.
• Introduzca los caracteres que desea encontrar en el campo: Buscar.• Indique la dirección en la cual se debe buscar: Arriba para buscar en posiciones
anteriores a la ubicación actual del cursor o Abajo para posiciones posteriores.
Figura 2-9. Cuadro de diálogo Buscar.
2.3.2 Comando Encontrar siguiente
El comando Encontrar siguiente del menú Buscar es utilizado para encontrar lasiguiente ocurrencia de la cadena de caracteres introducida en el campo Buscar sintener que volver a ingresar los caracteres.
2.3.3 Comando Reemplazar
El comando Reemplazar del menú Buscar es utilizado para localizar una cadenade caracteres dentro del programa de pieza y reemplazarla con otra cadena. Alseleccionar este comando, aparece el cuadro de diálogo Reemplazar, tal como semuestra en la figura 2-10.

Menús
2-12
• Introduzca los caracteres que desea buscar en el campo: Buscar.• Introduzca los nuevos caracteres con los que desea reemplazar la cadena en
el campo: Reemplazar por.• Haga clic sobre Reemplazar para reemplazar la siguiente ocurrencia de la
cadena.• Haga clic sobre Buscar siguiente para saltar hasta la posición de otra ocurrencia
de la cadena.• Haga clic sobre Reemplazar todo para reemplazar todas las ocurrencias de la
cadena de caracteres.
Figura 2-10. Cuadro de diálogo Reemplazar.
2.3.4 Comando Ir a línea
El comando Ir a línea del menú Buscar le permite mover el cursor en forma directahasta un número de línea específico dentro del programa de pieza.
2.3.5 Comando Colocar marcador
El comando Colocar marcador del menú Buscar fija un marcador en la posición dela línea actual del cursor, dentro del programa de pieza, haciendo que esta líneaaparezca resaltada. Esto coloca una marca en la línea para futuras referencias.
2.3.6 Comando Ir a marcador
Al seleccionar el comando Ir a marcador del menú Buscar, se generará una listacon todos los números de línea donde fueron colocados marcadores. Mediante laasignación de un número de línea, el cursor se desplazará directamente hasta ésta.
2.3.7 Comando Borrar marcador
Al seleccionar el comando Borrar marcador del menú Buscar, se generará un listacon todos los números de línea donde fueron colocados marcadores. Mediante la

Menús
2-13
asignación de un número de línea, el marcador asignado a ésta será removido ypor ende dicha línea ya no aparecerá resaltada.
2.4 Menú Fresadora
El menú Fresadora provee las herramientas necesarias para compilar, emular ydescargar programas pieza creados con códigos G y M. Los comandos de estemenú se encuentran disponibles en el Editor por líneas una vez la ventanaEmulador se encuentre abierta. Cada comando del menú Fresadora es descrito acontinuación, en el mismo orden en que es mostrado en el menú.
Figura 2-11. Menú Fresadora.
2.4.1 Comando Emular
Una vez seleccionado, el comando Emular del menú Fresadora hace que elprograma actual sea compilado y, si no hay errores, aparezca la ventana Emuladorde fresadora en 3D.
El Emulador de fresadora en 3D, una vez iniciado, muestra la condición inicial delmaterial en bruto, permite ver la pieza mediante la realización de la simulación delas trayectorias descritas por la herramienta y los cortes para cada operación delprograma de pieza, además de ilustrar la condición final de la pieza. Esteprocedimiento permite verificar que el programa en efecto va a maquinar la piezadeseada y evitar así, posibles conflictos entre el material y la morsa.
2.4.1.1 Compilación
Al seleccionar el comando Emular del menú Fresadora, el cuadro de diálogoCompilando aparecerá, indicando que se está verificando la presencia de erroresdentro del programa. Mientras se compila el programa, se verifica la sintaxis deéste, se agrupa información para la manipulación de cualquier subrutina y si existealgún error, éstos son resaltados y reportados.
• Cuando se detectan errores, el cuadro de diálogo Compilando reporta cadaerror, una línea a la vez, tal como se muestra en la figura 2-12. En ese caso, se

Menús
2-14
hace clic sobre el botón Cancelar para cerrar el cuadro de diálogo, el error enla línea especificada es corregido y se vuelve a seleccionar el comando Emularpara continuar con el procedimiento de compilación. Este procedimiento debeser repetido hasta que no se detecten más errores.
Figura 2-12. Reporte de un error en la línea número 7 en el cuadro de diálogo Compilando.
• Cuando no se detectan errores, el cuadro de diálogo Compilando... emite elmensaje “compilación exitosa”, tal como se muestra en la figura 2-13. En esecaso, se presiona el botón Aceptar, para cerrar el cuadro de diálogo y cargar laventana del emulador.
Figura 2-13. Cuadro de diálogo Compilando cuando no se detectan errores.
2.4.1.2 Ventana Emulador de fresadora en 3D
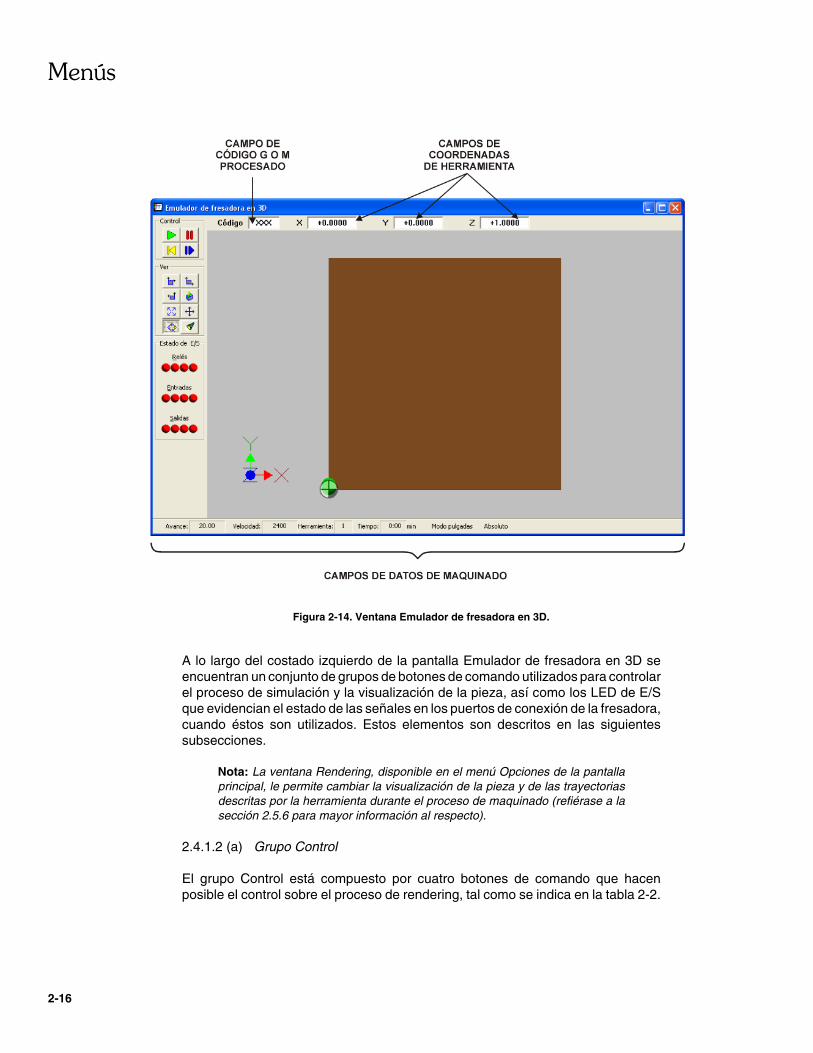
Al abrir la ventana Emulador de fresadora en 3D, se puede apreciar una vistasuperior del material en bruto en su condición inicial, tal como se muestra en lafigura 2-14. A su vez, se puede apreciar un círculo sólido que representa la

Menús
2-15
herramienta del programa y el cual tiene una proporción directa con lasdimensiones del material. En este ejemplo, el material es un bloque cuadrado de2 pulg. (50,8 mm) de ancho, 2 pulg. (50,8 mm) de largo y 0,5 pulg. (12,7 mm) deprofundidad.
En la parte superior y a lo largo de la parte inferior de la ventana Emulador defresadora en 3D se encuentran una serie de campos que son utilizados paramostrar información acerca de qué está siendo procesado cuando el Emulador esejecutado. Estos campos son descritos a continuación.
– Código: código G o M procesado en ese instante.– Campos X, Y y Z: coordenadas actuales X, Y y Z de la herramienta.– Campo Avance: velocidad de avance actual.– Campo Velocidad: velocidad actual del husillo.– Campo Herramienta: número de la herramienta que está siendo utilizada.– Campo Tiempo: al final del proceso de simulación, este campo indica un
tiempo estimado requerido para llevar a cabo el fresado de la pieza.– Modo: pulgadas o milímetros.– Tipo de coordenadas: absoluto o incremental.
Menús
2-16
Figura 2-14. Ventana Emulador de fresadora en 3D.
A lo largo del costado izquierdo de la pantalla Emulador de fresadora en 3D seencuentran un conjunto de grupos de botones de comando utilizados para controlarel proceso de simulación y la visualización de la pieza, así como los LED de E/Sque evidencian el estado de las señales en los puertos de conexión de la fresadora,cuando éstos son utilizados. Estos elementos son descritos en las siguientessubsecciones.
Nota: La ventana Rendering, disponible en el menú Opciones de la pantallaprincipal, le permite cambiar la visualización de la pieza y de las trayectoriasdescritas por la herramienta durante el proceso de maquinado (refiérase a lasección 2.5.6 para mayor información al respecto).
2.4.1.2 (a) Grupo Control
El grupo Control está compuesto por cuatro botones de comando que hacenposible el control sobre el proceso de rendering, tal como se indica en la tabla 2-2.

Menús
2-17
DESCRIPCIÓN DEL BOTÓN PROPÓSITO
Iniciar emulador Al hacer clic sobre este botón se iniciará el proceso deemulación desde la operación que se encuentreresaltada en el Editor por líneas. El maquinado serásimulado hasta que se haga clic sobre cualquier otrode los botones del grupo Control o hasta que la últimaoperación sea simulada.
Hacer pausa en elemulador
Al hacer clic sobre este botón se detendrá lasimulación, una vez se haya completado la operaciónactual del programa.
Restableceremulador
Al hacer clic sobre este botón se reiniciará elprocedimiento de emulación del maquinado desde laprimera operación del programa, haciendo que la vistade la pieza retorne a la condición inicial.
Emulador paso apaso
Botón utilizado para desacelerar el proceso deemulación de maquinado. Cada vez que se hace clicsobre este botón, la siguiente operación del programaes emulada, por lo tanto todo el proceso de emulaciónes detenido hasta que se vuelve a hacer clic sobre elbotón.
Tabla 2-2. Botones de comando del grupo Control.
2.4.1.2 (b) Grupo Ver
El grupo Ver está compuesto por cinco botones de comando relacionados con lasdiferentes formas de visualización de la pieza. La pieza puede ser rotada, vistadesde cualquier ángulo, hacerla más grande o más pequeña, y también desplazadadentro de la ventana Emulador, tal como se muestra en la figura 2-15.

Menús
2-18
Figura 2-15. Vista tridimensional de la pieza durante el proceso de simulación del maquinado.
En la tabla 2-3 se describe cada botón del grupo Ver.
DESCRIPCIÓN DEL BOTÓN PROPÓSITO
Vista frontal Al hacer clic sobre este botón, se puede visualizar lapieza de una manera frontal.
Vista superior Cuando se hace clic en este botón, se obtiene unavista superior de la pieza. Esto le permite ver el diseñode la pieza sobre el bloque de material.
Vista lateralizquierdo
Al hacer clic sobre este botón, aparece una vistalateral de la pieza. Ésta le permite ver la profundidadde los cortes programados.
Vista oblicua Al hacer clic sobre este botón, aparece una vistatridimensional de la pieza.
Zoom Una vez seleccionada esta opción, al presionar elbotón izquierdo del ratón y simultáneamente mover elapuntador hacia arriba, aumentará la escala de la vistade tal manera que la pieza se hace más grande. Almover el apuntador del ratón hacia abajo mientras sepresiona el botón izquierdo, disminuirá la escala de lavista de tal manera que la pieza se hace máspequeña.
Panorámica La selección de esta opción permite desplazar la piezaa lo largo de la pantalla Emulador con sólo mover elapuntador del ratón mientras se mantiene presionadoel botón izquierdo.

Menús
DESCRIPCIÓN DEL BOTÓN PROPÓSITO
2-19
Rotación Este comando permite rotar la pieza en el espacio yverla desde cualquier ángulo. Para hacerlo bastamover el apuntador del ratón mientras se mantienepresionado el botón izquierdo.
Control de la luz La selección de esta opción permite proyectar un hazde luz sobre la pieza. Es posible controlar la ubicaciónde la fuente de luz, moviendo el apuntador del ratónmientras se mantiene presionado el botón izquierdo.
Tabla 2-3. Botones de comando del grupo Ver.
2.4.1.2 (c) Indicadores de Estado de E/S
Durante el proceso de emulación de maquinado, estas luces indicadoras sonencendidas y apagadas si el programa contiene códigos M utilizados para controlarlas señales en el conector TTL E/S y en el conector de salida de accesorio. Estosindicadores reflejan el estado de las señales presentes en esos puertos mientrasla pieza es maquinada.
Nota: La fresadora CNC de Lab-Volt posee un conector de 5 pines que daacceso a los controladores de solenoide y que permite realizar conexiones dehasta cuatro dispositivos auxiliares, como por ejemplo un plato neumático. Deigual manera, la fresadora está en capacidad de manipular señales decomunicación TTL con dispositivos y unidades robóticas, como fijadores yalimentadores de pieza, para hacer posible la creación de celdas de trabajoautomatizado, ideales en la implementación de sistemas de fabricación flexible(FMS, por sus siglas en inglés) y de fabricación integrada por computadora(CIM). Para este propósito, la fresadora integra un conector TTL E/S de15 pines, entre los cuales se incluyen cuatro puertos de entrada y cuatropuertos de salida digitales de 5 V para comunicación TTL con una celda detrabajo automatizada. Este conector puede ser conectado, por ejemplo, a unode los robots de Lab-Volt que se ofrece como opción adicional, con el objetivode crear un sistema automático de cargado y descargado del material medianteel uso de un brazo robot. Las señales en el conector TTL E/S y en el conectorde salida de accesorio pueden ser activadas o desactivadas mediante el usode códigos M que el Software para fresadora CNC está en capacidad demanipular (para ejemplos al respecto, refiérase a las explicaciones de loscódigos M10, M11 y M22 a M27 que se encuentran en el Apéndice A de estemanual). Para utilizar el Software para fresadora CNC en un entorno FMS oCIM, el software debe ser configurado en modo CIM, para asegurar laapropiada manipulación de las comunicaciones con la fresadora. Esto puedeser realizado accediendo a la ventana Configuración de la máquina que sepuede encontrar en el menú Opciones (refiérase a la sección 2.5.2 de estemanual, para mayor información al respecto).
2.4.2 Comando Ver Control
El comando Ver Control del menú Fresadora está disponible cuando se está enmodo Emulador. Al seleccionar este comando se generará una lista de cincocomandos: Zoom, Panorámica, Rotación, Control de luz y Restablecer la vista en3D. Estos comandos son iguales a los provistos en el grupo Ver en la pantalla
Menús
2-20
Emulador de fresadora en 3D. En consecuencia, refiérase a la tabla 2-3 para unadescripción de cada uno de estos comandos.
2.4.3 Comando Ejecutar
El comando Ejecutar del menú Fresadora está disponible cuando se está en modoEmulador. Al seleccionar este comando, se iniciará el proceso de simulación desdela operación del programa que esté resaltada en el Editor por líneas.
Fíjese que este comando también puede ser seleccionado haciendo clic sobre elbotón Iniciar emulador del grupo Control encontrado en la pantalla Emulador defresadora en 3D.
2.4.4 Comando Pausa
El comando Pausa del menú Fresadora está disponible cuando se está en modoEmulador. Al seleccionar este comando, se detendrá el proceso de simulación encualquier punto. Fíjese que este comando también puede ser seleccionadohaciendo clic sobre el botón Hacer pausa en el emulador del grupo Controlencontrado en la pantalla Emulador de fresadora en 3D.
2.4.5 Comando Paso
El comando Paso del menú Fresadora está disponible cuando se está en modoEmulador. Éste es utilizado para desacelerar el procedimiento de emulación delproceso de maquinado. Cada vez que se selecciona este comando, la siguienteoperación dentro del programa es emulada y por lo tanto, todo el procedimiento deemulación es detenido hasta que el comando es ejecutado de nuevo.
Fíjese que este comando también puede ser seleccionado haciendo clic sobre elbotón Emulador paso a paso del grupo Control encontrado en la pantalla Emuladorde fresadora en 3D.
2.4.6 Comando Restablecer
El comando Restablecer del menú Fresadora está disponible cuando se está enmodo Emulador. Al seleccionar este comando, se reiniciará el proceso desimulación en la primera operación del programa, haciendo que la vista de la piezaretorne a su condición inicial.
Fíjese que este comando también puede ser seleccionado haciendo clic sobre elbotón Restablecer emulador del grupo Control encontrado en la pantalla Emuladorde fresadora en 3D.

Menús
2-21
2.4.7 Descargar programa vía el puerto serial
Está disponible únicamente en el Editor por líneas. El comando Descargarprograma vía el puerto serial se usa para descargar a la fresadora el programa depieza de códigos G y M usando un enlace serial entre la computadora y la máquinaremota. Al seleccionar este comando, aparecerá el cuadro de diálogo Descargarprograma vía el puerto serial, tal como se muestra en la figura 2-16. Para descargarel programa a la fresadora, haga clic en el botón Descargar de este cuadro dediálogo.
En la tabla 2-4 se describe la utilidad de cada uno de los campos o secciones deeste cuadro de diálogo.
Figura 2-16. Cuadro de diálogo Descargar programa vía el puerto serial.
NOMBRE DEL CAMPO OSECCIÓN
DESCRIPCIÓN
Máquina Remota El número de modelo de la fresadora de Lab-Volt, tal comofuera seleccionado en el campo Máquina Remota de laventana Configuración de la máquina, a la cual se puedeacceder desde el menú Opciones.
Estado Muestra varios mensajes alusivos al estado actual delproceso de descarga.
Último Error Muestra el último error ocurrido durante la descarga, si esque llegara a surgir alguno (muestra el código del mensajede error para el problema específico).

Menús
NOMBRE DEL CAMPO OSECCIÓN
DESCRIPCIÓN
2-22
Progreso Muestra información acerca del seguimiento de la descarga,la realimentación, los intentos realizados para la transmisióndel paquete actual y los errores, si es que llega a surgiralguno.
Tabla 2-4. Campos del cuadro de diálogo Descargar programa vía el puerto serial.
2.4.8 Descargar el programa vía Ethernet
Está disponible únicamente en el Editor por líneas. El comando Descargarprograma vía Ethernet se usa para descargar a la fresadora el programa de piezade códigos G y M usando un enlace Ethernet entre la computadora y la máquinaremota. Al seleccionar este comando, aparecerá el cuadro de diálogo Descargarprograma vía Ethernet, tal como se muestra en la figura 2-17. Para descargar elprograma a la fresadora, haga clic en el botón Descargar de este cuadro dediálogo.
Los campos del cuadro de diálogo Descargar programa vía Ethernet son similaresa aquellos que aparecen en el cuadro de diálogo de la descarga vía el puerto serial,con la diferencia de que la sección de Progreso no está presente. Para unadescripción de los campos Máquina Remota, Estado y Último Error de este cuadrode diálogo refiérase a la tabla 2-4.
Figura 2-17 Cuadro de diálogo Descargar programa vía Ethernet.
2.5 Menú Opciones
El menú Opciones que se muestra en la figura 2-18, provee acceso a diversasventanas utilizadas para introducir información de configuración. Esta informaciónhace posible la interacción apropiada entre la fresadora y el Software para

Menús
2-23
fresadora CNC. Cada opción del menú Opciones es descrita a continuación en elmismo orden en que aparecen dentro del menú.
Figura 2-18. Menú Opciones.
2.5.1 Opción Entorno
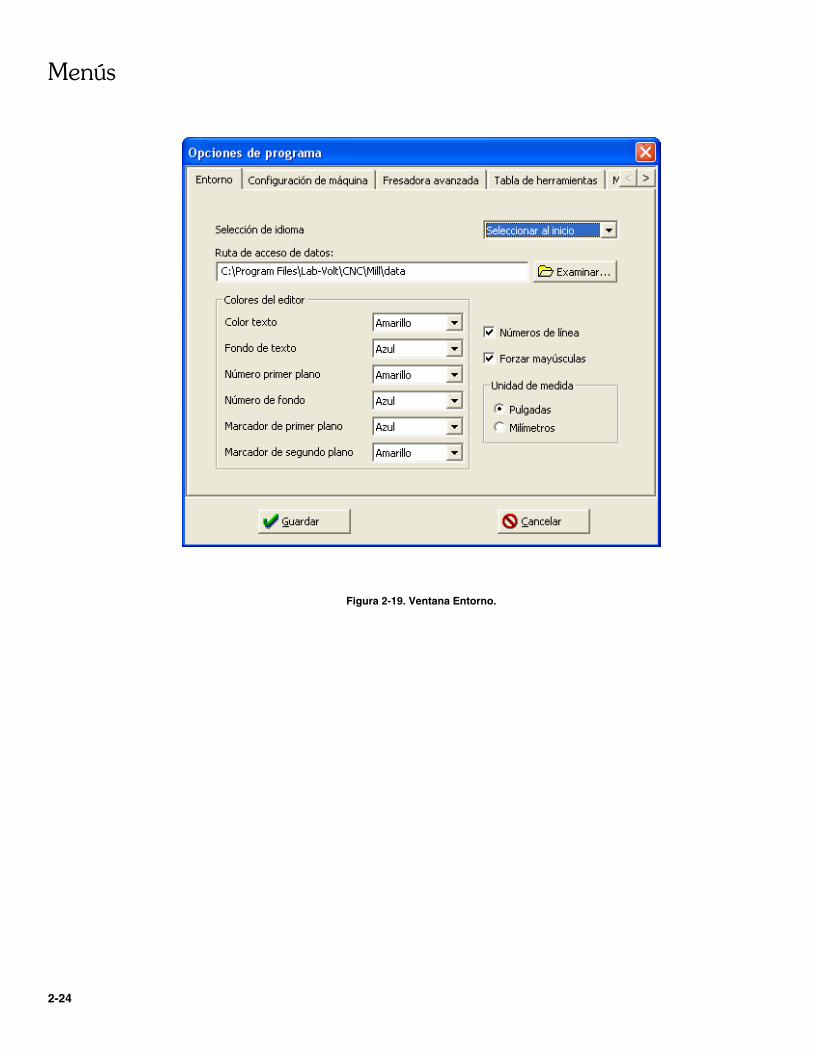
Al seleccionar Entorno en el menú Opciones, aparecerá la ventana Entorno, talcomo se muestra en la figura 2-19. Utilice esta ventana para personalizar elSoftware para fresadora CNC y facilitar su interacción con el programa.
Por ejemplo, se puede cambiar el idioma bajo el cual es ejecutado el software,especificar la carpeta en la cual desea guardar los programas de pieza y editar loscolores de fondo de la pantalla del Editor por líneas.
En la tabla 2-5 se describe la utilidad de cada uno de los campos o secciones dela ventana Entorno.
Menús
2-24
Figura 2-19. Ventana Entorno.

Menús
2-25
NOMBRE DELCAMPO O SECCIÓN
DESCRIPCIÓN
Selección de idioma Lista desplegable utilizada para seleccionar el idioma bajo elcual ha de ejecutarse el Software para fresadora CNC. Fíjeseque cuando el ítem Seleccionar al inicio es escogido, uncuadro de diálogo aparecerá cada vez que el software escargado, solicitándole que escoja el idioma que desea utilizaren dicha sesión. Cuando el ítem Parámetros regionales esseleccionado, el programa escogerá el idioma apropiado deacuerdo a la información provista por el sistema operativo dela computadora.
Ruta de acceso dedatos
Esta casilla le permite modificar la ruta de acceso por defectodonde los nuevos programas de pieza habrán de guardarse.La ruta de acceso predeterminada, por lo regular, es:C:\PROGRAM FILES\LAB VOLT\CNC\MILL\DATA).
Colores del editor Listas desplegables que hacen posible la selección de loscolores de fondo utilizados para mostrar el texto, los númerosde línea y los marcadores del Editor por líneas.
Números de línea Esta casilla de verificación determina si los números de líneaserán o no mostrados en el Editor por líneas. Si la casilla estáseñalada, los números de línea serán mostrados.
Forzar mayúsculas Si esta casilla de verificación está seleccionada, las líneas detexto (instrucciones en código de máquina) escritas en elEditor por líneas serán introducidas automáticamente en letrasmayúsculas.
Unidad de medida Esta sección permite especificar si la unidad utilizada para lasmediciones de longitud en todas las ventanas y cuadros dediálogo del programa será la pulgada o el milímetro.
Tabla 2-5. Campos de la ventana Entorno.
Una vez los parámetros de la ventana Entorno son ajustados de acuerdo a suspreferencias, haga clic sobre el botón Guardar para guardar la configuración ycerrar la ventana.
2.5.2 Opción Configuración de la máquina
Al seleccionar Configuración de la máquina en el menú Opciones, aparecerá laventana Configuración de máquina, tal como se muestra en la figura 2-20. Utiliceesta ventana para configurar el Software para fresadora CNC para unacomunicación apropiada con la fresadora.
En la tabla 2-6 se describe el uso de cada campo o sección de esta ventana.

Menús
2-26
Figura 2-20. Ventana Configuración de máquina.
NOMBRE DEL CAMPO OSECCIÓN
DESCRIPCIÓN
Comunicaciones Permite la selección del puerto serial de lacomputadora (COM) al que está conectado la fresadora.
Celda CIM Al señalar la casilla Activar modo CIM, se configurará elsoftware para que trabaje en modo CIM (fabricación asistidapor computadora). La Repetición de conteo CIM determinael número de veces que la fresadora debe volver a ejecutarel programa de pieza. (Ver sección 2.4.1.2 (c) para mayorinformación acerca de celdas CIM).
Tabla 2-6. Campos y secciones del cuadro de diálogo Configuración de máquina.
2.5.3 Opciones avanzadas de fresado
Al seleccionar el comando Opciones avanzadas de fresado, se abre el cuadro dediálogo Fresadora avanzada, tal como se muestra en la figura 2-21.
En la tabla 2-7 se describe cada sección de la ventana Fresadora avanzada.

Menús
2-27
Figura 2-21. Ventana Fresadora avanzada.
NOMBRE DE LASECCIÓN
DESCRIPCIÓN
Rendering deherramienta
Provee control sobre la vista de la herramienta y del soportedurante el proceso de emulación de maquinado. El campoLongitud de la herramienta determina el largo de la herramientamostrada. Al seleccionar la opción Mostrar soporte deherramienta hará que también se pueda apreciar el soporte, deacuerdo al diámetro y a la longitud especificadas en los camposLongitud y Diámetro. El cuadro de diálogo Rendering, al cual sepuede acceder desde el menú Opciones, provee más opcionesde control sobre la ventana Emulador de fresadora en 3D y elproceso de emulación de maquinado (refiérase a la sección 2.5.6.para mayor información al respecto).
Tabla 2-7. Sección de Rendering de herramienta del cuadro de diálogo Fresadora avanzada.

Menús
2-28
2.5.4 Opción Tabla de herramientas de fresadora
Al seleccionar la Tabla de herramientas de fresadora, se abrirá la ventana Tabla deherramientas, tal como lo muestra la figura 2-22. Utilice esta ventana para introducirinformación acerca de cada herramienta que se va a utilizar en un programa depieza. Esta información es utilizada por el sistema para calcular las trayectorias dela herramienta de maquinado.
La tabla de herramientas está en capacidad de trabajar hasta 20 herramientas enun mismo programa.
En la tabla 2-8 se describe la utilidad de cada campo de la ventana Tabla deherramientas.
Figura 2-22. Ventana Tabla de herramientas.

Menús
2-29
NOMBRE DELCAMPO
DESCRIPCIÓN
Número deherramienta
Número de la herramienta que se va a definir. Es posible definiruna herramienta para cada número entre el 1 y el 20.
Nombre Le permite introducir un nombre para el número de herramientaque se está visualizando en el momento.
Tipo de punta Lista desplegable utilizada para seleccionar el tipo de punta parael número de herramienta que se proyecta en el momento: plana,redonda, de achaflanado.
Diámetro de labroca
Diámetro de la herramienta de corte. Esta información es utilizadapor las rutinas de compensación de herramienta de la fresadora.
Compensaciónbroca [eje-Z]
Cuando se vayan a utilizar diferentes herramientas de corte parael maquinado de un mismo programa de pieza, utilice este campopara introducir las diferencias de longitud de las herramientas.Por lo regular, la herramienta inicial se define como referencia:para ello, ésta es posicionada en su ubicación inicial, luego sucoordenada Z es ajustada en cero (posición de referencia en Z),utilizando los comandos del panel de control de la fresadora. Lacompensación Z de cada posición inicial de herramienta es luegomedida contra la posición de referencia Z e introducida en laTabla de herramientas del software.
Longitud o ángulode punta
Este campo ofrece la posibilidad de ajustarse a característicasespecíficas de las puntas en rutinas de compensación deherramienta. Este campo aparece en gris y con un valor de 0cuando en el campo Tipo de punta se selecciona la opción Fresapara acabado. De otro lado, cuando la opción seleccionada esFresa para redondeado, este campo vuelve a aparecer en gris,pero su valor es ajustado a la mitad del valor del diámetro de labroca. Finalmente, cuando la fresa seleccionada es Fresa paraachaflanado, el campo toma el valor de un ángulopredeterminado que puede ser modificado de acuerdo a losrequerimientos.
Tabla 2-8. Campos del cuadro de diálogo Tabla de herramientas.
¡ADVERTENCIA!
Cuando los diseños de las piezas son creados con el softwareGibbsCAM® y luego procesados para crear archivos *.m5 que sonabiertos con el Software para fresadora CNC y luego descargados a lafresadora, usted debe asegurarse, antes de descargar el archivo, que lainformación de la herramienta de corte definida para éste en el cuadro dediálogo Tabla de herramientas del Software para fresadora CNC, coincidacon la información definida en GibbsCAM® para el diseño original de lapieza.

Menús
2-30
2.5.5 Opción Materiales
Al seleccionar el comando Materiales desde el menú Opciones, aparecerá elcuadro de diálogo Materiales, tal como se muestra en la figura 2-23. Esta base dedatos sugiere valores típicos para los parámetros de cada número de herramientadefinido en la ventana Tabla de herramientas, cuando se cortan diversosmateriales. Estos parámetros son el avance por diente y la profundidad de cortepara las pasadas de desbaste y final, así como la velocidad de corte.
Cuando se edita un programa de pieza de códigos G y M en el Editor por líneas,usted puede referirse a los valores típicos indicados en la Base de datos demateriales para obtener una idea aproximada de los valores que debe introducirpara cada parámetro de herramienta (códigos de máquina F y M03).
Adicionalmente, cuando se requieran valores para los pasos de desbaste o final,el software automáticamente usará los valores definidos en la Base de datos demateriales. Ya que los valores predeterminados encontrados en la Base de datosde materiales son provistos como una guía, usted puede cambiarlos, cuando seanecesario, para cumplir con suficiencia las necesidades propias de su aplicación.
En la tabla 2-9 se describe la utilidad de cada campo de la ventana Materiales.

Menús
2-31
Figura 2-23. Ventana Materiales.
NOMBRE DELCAMPO
DESCRIPCIÓN
Número deherramienta
Número de herramienta cuyos valores de parámetros sonmostrados en el momento. El campo junto al número deherramienta es el nombre de la herramienta, tal como seespecifica en la ventana Tabla de herramientas.
Avance por diente Máximo valor de la velocidad de avance por diente que va a serutilizado para las pasadas de desbaste y final. Este valor estádado en pulgadas (o en milímetros). Para calcular la velocidad deavance a partir del valor de avance por diente, el Software parafresadora CNC multiplica el valor de avance por diente porrevolución por el número de dientes y las RPM. Debido a que lasherramientas provistas con la fresadora CNC de Lab-Volt tienen 2dientes, el software usa el valor de 2 como valor por defecto parael número de dientes.
Profundidad decorte
Profundidad de corte utilizada para las pasadas de desbaste yfinal. Dado en pulgadas (o milímetros).
Velocidad de corte Velocidad máxima de corte en pies de superficie por minuto(SFM) o metros de superficie por minuto (SMPM).

Menús
NOMBRE DELCAMPO
DESCRIPCIÓN
2-32
Cargar base dedatos
Al hacer clic sobre este botón, se abrirá el cuadro de diálogoAbrir, con una lista de las bases de datos de materialespreviamente guardadas. La carpeta de almacenamiento pordefecto es: C:\PROGRAM FILES\LAB-VOLT\CNC\MILL\DATA(esta carpeta puede ser modificada por el usuario accediendo a laventana Entorno del menú Opciones). Las bases de datos demateriales tienen una extensión [.MMD]. El cuadro de diálogoAbrir le permite seleccionar el archivo deseado. Para abrirlo bastacon hacer doble clic sobre el archivo escogido.
Guardar base dedatos
Al hacer clic sobre este botón, se abrirá el cuadro de diálogoGuardar como, permitiéndole guardar la base de datos demateriales. Especifique un nombre de archivo para la base dedatos y luego haga clic en Guardar. La base de datos demateriales será guardada en la carpeta establecida por defecto yel software automáticamente le asignará una extensión [.MMD].
Tabla 2-9. Campos de la ventana Materiales.
2.5.6 Opción Rendering
Al seleccionar Rendering en el menú Opciones, se abrirá la ventana Rendering, talcomo se muestra en la figura 2-24. Esta ventana provee la capacidad de controlsobre la ventana Emulador de fresadora en 3D y la imagen de pieza maquinadadurante el proceso de emulación de maquinado.
En la tabla 2-10 se describe la utilidad de cada campo o sección de la ventanaRendering.

Menús
2-33
Figura 2-24. Ventana Rendering.
NOMBRE DELCAMPO O SECCIÓN
DESCRIPCIÓN
Rendering delmaterial
Lista desplegable para hacer posible la selección del materialpara el programa de pieza y, por lo tanto, del color que en elque se va a mostrar la pieza maquinada en la pantallaEmulador de fresadora en 3D.
Factor de escala deRendering
Controla la regularidad de las curvas de la pieza maquinada.El valor por defecto es de 100. Un número mayor producecurvas más suaves, pero el Emulador requiere de más tiempopara visualizarlas, agrandarlas o desplazarlas. Un númeromenor hace que los círculos parezcan polígonos.
Cuadriculado (orejilla)
Al seleccionar la casilla Mostrar cuadriculado, se habilitaránlas cuadrículas de la ventana Emulador de fresadora en 3D. ElEspaciado de cuadrícula determina el espaciamiento entre laslíneas del cuadriculado.
Seguimiento deherramienta concámara
Seleccionar esta casilla hará que la visualización se centre enla herramienta de corte, haciendo que la imagen de la pieza semueva alrededor de la herramienta a medida que se simula elmaquinado.

Menús
NOMBRE DELCAMPO O SECCIÓN
DESCRIPCIÓN
2-34
Mostrar trayectoria deherramienta
Seleccionar esta casilla hará que se muestren las trayectoriasde la herramienta durante la simulación del maquinado.
Mostrar cortes deherramienta
Seleccionar esta casilla hará que se muestren los cortes de laherramienta durante la simulación del maquinado.
Colores de trayectoria Cuando la casilla Mostrar trayectoria de herramienta estáseleccionada, estas dos listas desplegables permitenseleccionar los colores utilizados para visualizar losmovimientos de avance y los movimientos rápidos de laherramienta.
Tabla 2-10. Campos y secciones del cuadro de diálogo Rendering.
2.6 Menú Ventana
El menú Ventana provee comandos utilizados para organizar las ventanas encascada o agrupadas vertical u horizontalmente, en el caso en que sea precisoabrir múltiples ventanas. Este menú también provee aquellos comandos utilizadospara cerrar, minimizar o maximizar todas las ventanas en forma simultánea. Ustedpuede aprender más acerca de estos comandos utilizando la función Ayuda deWindows®.
2.7 Menú Ayuda
El menú Ayuda permite acceder a la información sobre los menús, pantallas ytérminos utilizados en el Software para fresadora CNC. Cada comando del menúAyuda se describe a continuación en el orden en que aparecen en el menú.
2.7.1 Comando Contenido
Al seleccionar Contenido en el menú Ayuda aparece la pantalla que contiene laIntroducción de Ayuda. A partir de esta pantalla se puede acceder a las otrasfunciones de Ayuda descritas más abajo. Cuando se hace clic en Tópicos de Ayudade la pantalla principal, aparece la ventana de igual nombre. Esta ventana sedescribe en la próxima sección.
2.7.2 Comando Índice
Al seleccionar Índice en el menú Ayuda aparece la ventana Tópicos de Ayuda. Enesta ventana hay tres pestañas en la parte superior: Contenido, Índice y Buscar.
– Si se selecciona la pestaña Contenido se accede a la pantalla que lista loscontenidos del archivo de ayuda. Al hacer clic en un ítem o subítem de la lista,aparece la información sobre el mismo.

Menús
2-35
– Si se selecciona la pestaña Índice aparece la ventana del mismo nombre en laque se puede escoger un tópico de ayuda colocando el cursor sobre la palabrao icono, y haciendo clic con el ratón.
– Si se selecciona la pestaña Buscar aparece la ventana Asistente de búsquedaque permite buscar palabras o frases en los tópicos de ayuda en lugar dehacerlo por categoría.
2.7.3 Comando Acerca de...
Al seleccionar Acerca de... en el menú Ayuda aparece una ventana mostrando laversión del software, el copyright y el estado del sistema, incluyendo informaciónrelativa al usuario.

2-36

3-1
Sección 3
Editores de programas de pieza
Tal como fuera mencionado anteriormente, el Software para fresadora CNC haceposible la creación de programas de pieza CN mediante el uso de cualquiera de lossiguientes editores:
• Editor por líneas: un programa de pieza es editado línea por línea mediante lainserción de instrucciones con códigos G y M (o sus códigos conversacionalesequivalentes). El programa de códigos G y M resultante puede ser emulado ydescargado a la fresadora.
• Editor por bloques: Se crean bloques de instrucciones de códigos G y Mmediante la introducción de los parámetros requeridos para cada uno de loscódigos. Los bloques editados, los cuales conforman un programa de pieza porbloques, son luego exportados al Editor por líneas con el objetivo de convertirlosen programas de pieza de códigos G y M estándar. Luego, este programa puedeser emulado y descargado a la fresadora.
En esta sección se describen los dos editores del Software para fresadora CNC.
3.1 Editor por líneas
El Editor por líneas es utilizado para crear programas de pieza línea por líneamediante instrucciones de códigos G y M (o sus códigos conversacionalesequivalentes). Una instrucción de código G o M es una línea de texto que contienela información requerida para realizar un operación de maquinado específica. Entrelos códigos de máquina que está en capacidad de trabajar el Software parafresadora CNC se incluyen los códigos G y M de estándar EIA (Electronic IndustryAssociation). Los códigos G y M EIA que está en capacidad de trabajar el Softwarepara fresadora CNC son descritos en el apéndice A de este manual.
Nota: Las secciones 4.1 y 4.2 de este manual proveen ejercicios guiados quele permitirán aprender los pasos básicos involucrados con la creación y ediciónde un programa de pieza sencillo elaborado con códigos G y M en el Editor porlíneas. También le permitirán aprender cómo llevar a cabo la emulación ydescarga del programa a la fresadora.
3.1.1 Ventana del Editor por líneas
Al Editor por líneas se puede acceder mediante la creación de un programa depieza, tal como se indica a continuación:
– En el menú Archivo de la pantalla principal del software, seleccione Nuevo yluego Programa script.

Editores de programas de pieza
3-2
– Esto hará que se abra el cuadro de diálogo Información de Programa,permitiéndole ver y modificar, de ser necesario, la información acerca delprograma de pieza que se va a crear (refiérase a la sección 2.1.1 de estemanual para mayor información al respecto). Una vez la información se ajustea los requerimientos de su proyecto, presione el botón Aceptar para cerrar elcuadro de diálogo y cargar la ventana del Editor por líneas, tal como lo muestrala figura 3-1.
En la parte superior de la ventana del Editor por líneas se encuentra el títulocorrespondiente a la ventana. Debido a que el programa recién creado aún no hasido guardado, se muestra el título por defecto de la ventana. Una vez guardado elprograma de pieza, ya sea con el comando Guardar o con el comando Guardarcomo (archivo *.m5), el nombre del archivo aparece como título para la ventana delEditor por líneas, tal como lo muestra la figura 3-1.
Figura 3-1. Ventana del Editor por líneas.
3.1.2 Edición de un programa de pieza
A lo largo del costado izquierdo de la ventana del Editor por líneas se encuentra unlistado de números de línea, utilizados para editar cada línea del programa pieza,tal como puede verse en la figura 3-2.

Editores de programas de pieza
3-3
• Para iniciar la edición de un nuevo programa, haga clic al lado de la línea 00001.
• Utilice una barra inversa para iniciar una línea de comentarios, es decir, textoque sirve como información general pero que no es un código de máquinaG o M. Por ejemplo, algún texto que describa cada sección del programa. Estostextos de comentario pueden ser introducidos en cualquier línea dentro delprograma.
• Introduzca las instrucciones de código de máquina G y M (una por línea) en elorden en el cual deben ser ejecutadas.
• Los códigos de máquina G son utilizados para la ejecución de funcionesgeométricas, es decir, éstos son los códigos que controlan el movimiento de laherramienta de corte.
• Los códigos de máquina M son utilizados para funciones mixtas como ladefinición de la velocidad del husillo o el encendido y apagado de dispositivosexternos.
• Por lo regular, cada código de máquina está seguido por un conjunto decaracteres los cuales indican alguna información acerca de la operación que selleva a cabo con este código. Por ejemplo, el código de máquina para laconfiguración de la velocidad del husillo es el "M03". Para ajustar el valor deésta a 1200 revoluciones/min, es preciso agregar el parámetro "S1200". Portanto, la línea de código que debe ser introducida para la ejecución de estaoperación debe ser así: "M03 S1200".
• Los parámetros requeridos para una operación deben ubicarse en la mismalínea del código de máquina y el espaciamiento entre parámetros debe ser elindicado, para que la operación pueda ser reconocida por el compilador delsoftware.
En el apéndice A de este manual se puede encontrar un listado completo de loscódigos de máquina utilizados por las fresadoras CNC de Lab-Volt, sus funcionesy los parámetros que se requieren para su ejecución.
3.1.3 Menú Contextual
Al hacer clic derecho con el ratón mientras el cursor se encuentra en la ventana delEditor por líneas, aparecerá un menú sensitivo al contexto que permite mayoragilidad en la realización de funciones en este editor, tal como se muestra en lafigura 3-2.
Este menú sensitivo al contexto está provisto de los siguientes ítems: Editar, Buscary Herramientas. Al seleccionar cualquiera de estos ítems, aparecerá un submenúcuyos comandos son descritos a continuación.

Editores de programas de pieza
3-4
Figura 3-2. Edición de un programa de pieza en el Editor por líneas.
3.1.3.1 Submenú Editar
Al seleccionar Editar en el menú sensitivo al contexto, aparecerá un listado decomandos utilizados para ayudar en la edición de programas de pieza. Dichoscomandos son: Deshacer, Rehacer, Cortar, Copiar, Pegar, Duplicar, Borrar ySeleccionar todo.
Refiérase a la sección 2.2 de este manual para una descripción completa de estoscomandos. Fíjese que también se puede acceder a éstos desde el menú Editar dela pantalla principal.
3.1.3.2 Submenú Buscar
Al seleccionar Buscar en el menú sensitivo al contexto, aparecerá un listado decomandos utilizados para la ejecución de funciones de búsqueda y reemplazodentro del Editor por líneas. Dichos comandos son: Buscar, Buscar siguiente,Reemplazar, Ir a línea, Colocar marcador, Ir a marcador y Borrar marcador.
Refiérase a la sección 2.3 de este manual para una descripción completa de estoscomandos. Fíjese que también se puede acceder a éstos desde el menú Buscar dela pantalla principal.

Editores de programas de pieza
3-5
3.1.3.3 Submenú Herramientas
Al seleccionar Herramientas en el menú sensitivo al contexto, aparecerá un listadode comandos utilizados para borrar elementos y configurar opciones de impresión.Dichos comandos son: Borrar búfer de deshacer, Borrar todo, Imprimir yConfiguración de impresora.
• Borrar búfer de deshacer: al seleccionar este comando, se borrará el contenidodel búfer Deshacer.
• Borrar todo (sin deshacer): al seleccionar este comando, se borrará el programade pieza que esté en el Editor por líneas en el momento. Fíjese que la opciónDeshacer no estará disponible una vez se borre el programa.
• Imprimir: utilice este comando para imprimir el programa de pieza actual. Fíjeseque también es posible acceder a este comando desde el menú Archivo de lapantalla principal.
• Configuración de impresora: utilice este comando para configurar la impresoraque se va a utilizar y ajustar opciones de impresión como el tamaño del papel,los márgenes y la orientación de la página. Fíjese que también es posibleacceder a este comando desde el menú Archivo de la pantalla principal.
3.1.4 Teclas de control
Además de los comandos descritos anteriormente, usted puede utilizar teclas decontrol en su teclado para la ejecución de ciertas funciones en el Editor por líneas.Estas teclas son descritas en la tabla 3-1.
TECLAS FUNCIÓN
Flechas Movimiento básico del cursor.
Ctrl + flecha izquierda Mueve el cursor una palabra a la izquierda.
Ctrl + flecha derecha Mueve el cursor una palabra a la derecha.
Inicio (Home) / Ctrl +flecha arriba
Lleva el cursor al inicio de la línea.
Fin (End) / Ctrl + flechaabajo
Lleva el cursor al final de la línea.
RePág (Pg Dn) Lleva el cursor a la siguiente página.
AvPág (Pg Up) Lleva el cursor a la página anterior.
Ctrl + Inicio (Home) Lleva el cursor al inicio del texto.
Ctrl + AvPág (Pg Up) Mueve el cursor hasta la primera línea visible en la ventanadel editor.
Ctrl + Fin (End) Lleva el cursor al final del texto.

Editores de programas de pieza
TECLAS FUNCIÓN
3-6
Ctrl + RePág (Pg Dn) Mueve el cursor hasta la última línea visible en la ventanadel editor.
Shift Cuando esta tecla es combinada con cualquiera de lasteclas anteriores, realiza una expansión de la selecciónactual.
Insert Conmuta el modo de escritura entre el modo Insertar (Insert)y el modo Sobrescribir (Overwrite).
Supr (Delete) Elimina el caracter actual.
Retroceder (Backspace) Elimina el caracter anterior.
Ctrl + Insert / Ctrl + C Copia la selección actual al búfer.
Shift + Insert / Ctrl + V Pega el contenido del búfer en la posición del cursor.
Ctrl + Supr (Delete) Borra la selección actual.
Shift + Supr (Delete) /Ctrl + X
Corta la selección actual de la ventana Editor y la guarda enel búfer.
Ctrl + Retroceder(Backspace) / Ctrl + Z
Cancela la última operación realizada en la ventana deleditor.
Ctrl + Z Otra forma de cancelar la última operación realizada en laventana del editor.
Ctrl + F Busca en la ventana del editor la cadena de caracteresespecificada.
Ctrl + H Busca la cadena de caracteres especificada y la reemplazacon otra.
Ctrl + G Ubica el cursor en un número de línea especificado.
F3 Busca la siguiente ocurrencia de la cadena de caracteresespecificada.
Tabla 3-1. Teclas de control utilizadas para ejecutar funciones en el Editor por líneas.
3.1.5 Emulación y descarga
Una vez el programa de pieza de códigos G y M ha sido editado, éste puede serguardado mediante el comando Guardar como del menú Archivo de la pantallaprincipal. Esto hará que aparezca el cuadro de diálogo Guardar como, solicitándolela introducción de un nombre para el archivo en el cual se va a guardar el programade pieza (archivo *.m5). Una vez introducido el nombre, haga clic sobre el botónGuardar para cerrar el cuadro de diálogo y guardar el programa.
Una vez guardado el archivo, la función Emulador del software puede ser utilizadapara compilar el programa de pieza y apreciar el procedimiento de maquinado,además de la pieza terminada, antes de proceder a descargar el programa a lafresadora.
Editores de programas de pieza
3-7
3.1.6 Campos de mensaje del Editor por líneas
Usted podrá notar que cuando un programa de pieza es editado o modificado enel Editor por líneas, en la sección inferior derecha de la pantalla principal aparececierta información relacionada con el editor. Estos campos son:
• Posición (el campo más a la izquierda): indica la posición del cursor dentro delEditor por líneas, en el formato LÍNEA:COL.
• Estado: indica el estado del programa de pieza que se está editando en el Editorpor líneas. Éste permanece vacío si no se realizan cambios. En él se puedeapreciar el mensaje Modificado si se han realizado cambios al programa depieza
• Modo: indica si el Editor por líneas se encuentra en modo Insertar (Insert) oSobrescribir (Overwrite).
3.2 Editor por bloques
El Editor por bloques puede ser utilizado en lugar del Editor por líneas para creary editar programas de pieza con códigos G y M. Este editor le permite crear bloquesde instrucciones de códigos G y M que se ejecutan de acuerdo a ciertos parámetrosdefinidos, y que por lo tanto le evita la tarea de tener que introducir estasinstrucciones línea por línea.
Una vez editados, los bloques de instrucciones de códigos G y M (programa depieza en bloques) son exportados al Editor por líneas para su conversión enprogramas de pieza de códigos G y M estándar. Después de esto, el programapuede ser emulado y descargado a la fresadora.
Nota: La sección 4.3 de este manual contiene un ejercicio guiado que lepermite aprender los pasos básicos involucrados con la creación, edición yexportación de un programa de pieza en bloques sencillo, utilizando el Editorpor bloques.
3.2.1 Ventana del Editor por bloques
Es posible acceder al Editor por bloques por medio de la creación de un programade pieza en bloques, tal como se indica a continuación:
– En el menú Archivo de la pantalla principal del software, seleccione Nuevo yluego Parte de bloque.
– Esto hará que aparezca el cuadro de diálogo Información de Programa,permitiéndole ver y modificar, de ser necesario, la información acerca delprograma de pieza que se va a crear (refiérase a la sección 2.1.1 de estemanual para mayor información al respecto). Una vez la información se ajustea los requerimientos de su proyecto, presione el botón Aceptar para cerrar elcuadro de diálogo y cargar la ventana del Editor por bloques, tal como lomuestra la figura 3-3.

Editores de programas de pieza
3-8
Ya que el programa recién creado aún no ha sido guardado, la ventana del Editorpor bloques se muestra sin título. Cuando el programa de pieza sea guardado, yasea con el comando Guardar o Guardar como, el nombre del archivo aparecerácomo título para la ventana del Editor por bloques, tal como lo muestra la figura 3-3.
Figura 3-3. Ventana del Editor por bloques.
3.2.2 Creación de bloques de comandos G y M
Cada bloque consta de un comando G y M primario y los parámetros necesariospara éste. Dentro de cada bloque, se pueden seleccionar la velocidad de avance,los cambios de herramienta y la velocidad del husillo, y éstos son incluidos enforma automática en el programa final. Los bloques pueden ser añadidos,modificados, eliminados o examinados. Adicionalmente, las operaciones estándarcortar, copiar y pegar también están disponibles para ayudar en la edición de losprogramas.
En la tabla 3-2 se describen los elementos (campos, botones o seccionesencontrados en la ventana del Editor por bloques.

Editores de programas de pieza
3-9
NOMBRE DEL BOTÓN,CAMPO O SECCIÓN
DESCRIPCIÓN
Estado actual Este campo muestra el estado actual de la velocidad deavance, el número de herramienta, la velocidad del husillo ylas posiciones de los ejes (X, Y y Z) definidas en el últimobloque. Observe que cuando se muestra el bloque 1, losvalores indicados en los campos X, Y y Z corresponden conlos valores definidos en el campo Posición absoluta inicialdel cuadro de diálogo Información de Programa.
Bloque_de_ Este campo indica con un número, la posición del bloqueactual en el editor y el número total de bloques delprograma.
Código “GM” Lista desplegable que es utilizada para seleccionar elcódigo G o M que debe ser ejecutado en el bloque. Una listade los códigos comúnmente usados está disponible en laparte derecha de la ventana. (El Editor por bloques soportalos siguientes códigos: G00, G01, G02, G03, G04 G17,G18, G19, G28, G83, G84, G86, G87, F, M03, M05, M06,M22, M23, M24, M25, M26 y M27).
Valor X Este campo es utilizado para introducir el valor de lacoordenada X para el comando.
Valor Y Este campo es utilizado para introducir el valor de lacoordenada Y para el comando.
Valor Z Este campo es utilizado para introducir el valor de lacoordenada Z para el comando.
Comando Este campo muestra el equivalente conversacional delcódigo G o M seleccionado en la lista desplegable Código"GM".
Avance Control usado para seleccionar la velocidad de avance quese va a utilizar para la ejecución del comando.
Veloc. del husillo Campo utilizado para introducir la velocidad del husillo quese va a utilizar para la ejecución del comando.
Herramienta Control usado para seleccionar el número de herramientaque se va utilizar para la ejecución del comando. (El númeroseleccionado se ajusta a lo definido en la ventana Tabla deherramientas, que está disponible en el menú Opciones.).
Botón Ir al primerbloque
Este botón muestra el primer bloque del editor. Si se estáeditando un bloque en el momento en que es presionadoeste botón, el bloque es guardado y el editor se convierte enuno de Sólo lectura hasta que se haga clic sobre el botónAgregar o Modificar.
Botón Ir al bloqueanterior
Este botón muestra el bloque anterior en el editor. Si unbloque está siendo editado al momento de presionarse estebotón, el bloque es guardado y el editor se convierte en unode Sólo lectura hasta que se haga clic sobre el botónAgregar o Modificar.

Editores de programas de pieza
NOMBRE DEL BOTÓN,CAMPO O SECCIÓN
DESCRIPCIÓN
3-10
Botón Ir al próximobloque
Este botón muestra el siguiente bloque en el editor. Si unbloque está siendo editado al momento de presionarse estebotón, el bloque es guardado y el editor se convierte en unode Sólo lectura hasta que se haga clic sobre el botónAgregar o Modificar.
Botón Ir al último bloque
Este botón muestra el último bloque en el editor. Si unbloque está siendo editado al momento de presionarse estebotón, el bloque es guardado y el editor se convierte en unode Sólo lectura hasta que se haga clic sobre el botónAgregar o Modificar.
Botón Modificar
Permite al usuario cambiar o editar un bloque creadopreviamente. Una vez el botón Modificar es presionado, elárea de edición puede ser modificada. Si es presionado denuevo, se guarda la información correspondiente al bloqueactual, sobrescribiendo el bloque original.
Botón Eliminar
Elimina el bloque actual del editor. Para evitar pérdidas deinformación necesaria, el botón Eliminar guarda el bloqueeliminado en el portapapeles, de esta forma puede serpegado de nuevo en el editor (en el caso que se hayarealizado una eliminación no deseada).
Botón Exportar
Al hacer clic en este botón, aparecerá el cuadro de diálogoGuardar como. En este cuadro de diálogo, debe escribir unnombre para el archivo en el cual el programa de pieza decódigos G y M será guardado una vez que seagenerado.(Archivo *.m5). (Refiérase a la sección 3.2.3 deeste manual para mayor información al respecto).
Botón Agregar
Al hacer clic sobre este botón, se guardará la informacióndel bloque actual y se añadirá un nuevo bloque al programa.En este nuevo bloque, que es una copia del bloque actual,se puede acceder a la lista desplegable Código "GM". Unavez que un nuevo código G o M es seleccionado de estalista, los campos pertinentes pueden ser editados odefinidos.
Comandos Lista de los códigos G y M comúnmente usados y sussignificados.
Tabla 3-2. Elementos de la ventana del Editor por bloques.
3.2.3 Exportar, emular y descargar
Una vez editado, los bloques de instrucciones de códigos G y M (programa depieza en bloques) pueden ser exportados al Editor por líneas para su conversióna un programa de pieza de códigos G y M estándar. Esto es llevado a caboseleccionando Exportar en el menú Archivo de la pantalla principal del software ohaciendo clic en el botón Exportar del Editor por bloques.

Editores de programas de pieza
3-11
Esto hará que aparezca el cuadro de diálogo Guardar como, solicitándole laintroducción de un nombre para el archivo en el cual se va a guardar el programade pieza (archivo *.m5). Una vez se introduce el nombre, haga clic sobre el botónGuardar para cerrar el cuadro de diálogo y cargar la ventana del Editor por líneascon el programa de pieza de códigos G y M resultante del proceso de conversión.
Una vez guardado el archivo y antes de proceder a descargar el programa a lafresadora, la función Emulador del software puede ser utilizada para compilar elprograma de pieza, simular el procedimiento de maquinado y apreciar el aspectode la pieza terminada.

3-12

4-1
Sección 4
Ejercicios guiados
Esta sección de ejercicios guiados ha sido creada con el objetivo de hacer posiblela familiarización con cada uno de los tres editores del Software parafresadora CNC, así como para aprender acerca de la creación y edición deprogramas de pieza de baja dificultad. Los ejercicios guiados también explicancómo generar un programa de pieza de códigos G y M a partir de un diseño CADguardado bajo la extensión *.DXF como por ejemplo los diseños realizados conAutoCAD®. El programa de pieza puede ser luego compilado, emulado ydescargado a la fresadora.
Los ejercicios guiados están basados en los siguientes supuestos:
• la unidad utilizada para las medidas de longitud es la pulgada (pulg.);• los valores de las coordenadas son absolutos (medidos desde la referencia de
cero programada o PRZ);• el material utilizado es una pieza de cera que tiene como medidas 2,0 pulgadas
de ancho, 2,0 pulgadas de largo y 0,5 pulgadas de espesor;• el tipo de herramienta utilizada es una fresa para acabado de 0,125 pulgadas
de diámetro y 0,375 pulgadas de longitud;• se utiliza la fresadora CNC de Lab-Volt modelo 5600, lo que implica que la
máxima velocidad de avance es de 20 pulg./min.
4.1 Creación de un programa de pieza de códigos G y M sencillo con elEditor por líneas
Esta sección describe cómo crear y editar un sencillo programa de pieza decódigos G y M (archivo *.m5) con el Editor por líneas, con el objeto de fresar lapieza mostrada en la figura 4-1. El programa de pieza editado utilizará un ciclospregrabados para crear una cavidad circular parcial, unas copas y perforar algunosorificios.
Un ciclo pregrabado es una secuencia de comandos o subrutinas pregrabadas, loscuales son inicializados por un único código G. Para lograr una forma particular,usted puede utilizar un código G en lugar de escribir un código para cadamovimiento individual de la fresa. Los ciclos pregrabados pueden hacer que la fresarealice todos los movimientos necesarios para crear orificios, picados, cavidadesy copas. Por ejemplo, los ciclos pregrabados pueden ser inicializados utilizando loscódigos G83 (Cavidad), G84 (Copa), G86 (Taladrado), o G87 (Taladradoescalonado).
Nota: Los códigos G y M EIA con los que está en capacidad de trabajar elsoftware para Fresadora CNC son descritos en el Apéndice A de este manual.

Ejercicios guiados
4-2
Figura 4-1. Pieza fresada.
Creación de un archivo de programa de pieza de códigos G y M
G 1. Ejecute el software para Fresadora CNC. Para ello, seleccione el comandoFresadora en el grupo de programa de Lab-Volt. A continuación aparecela pantalla principal del software, tal como se muestra en la figura 4-2.

Ejercicios guiados
4-3
Figura 4-2. Pantalla principal del software.
Nota: Si usted cuenta con un icono del Software parafresadora CNC en su escritorio, haga doble clic sobre éste paraejecutar el programa.
G 2. En el menú Archivo, seleccione Nuevo y luego Programa script. Esto haráque aparezca el cuadro de diálogo Información de Programa, permitiéndoleintroducir información básica acerca el programa que va a crear.
Modifique cada uno de los campos, tal como se indica a continuación(refiérase a la figura 4-3).
– En el campo Autor, escriba su nombre.– En el campo Proyecto escriba "EjercicioGM".– Asegúrese de que el tipo de material seleccionado es Cera.– En la lista desplegable Máquina remota, seleccione el número del
modelo de la máquina remota de Lab-Volt que vaya a utilizar.– En el campo Comentarios escriba "Códigos G y M de tutoría".– Defina la Posición absoluta inicial como se indica a continuación:
• asegúrese que el campo X esté en 0.• asegúrese que el campo Y esté en 0.• asegúrese que el campo Z esté en 1.
– Verifique que en el campo Unidad de Medida, la opción seleccionadaes Pulgadas.

Ejercicios guiados
4-4
– Verifique que en el campo Tipo de coordenada está seleccionada laopción Absoluto.
– Defina las dimensiones de la pieza en la Posición del cero dereferencia de la pieza usando las siguientes especificaciones:
X+ = 2, X- = 0, Y+ = 2, Y- = 0, Z+ = 0, Z- = -0,5.
Esta configuración define unas dimensiones para una pieza de2 pulgadas x 2 pulgadas x 0,5 pulgadas y fije la Posición del cero de referencia enel punto (x, y, z) = (0, 0, 0).
– Cuando haya terminado, haga clic sobre Aceptar para guardar suconfiguración y cerrar el cuadro de diálogo. A continuación aparecerála ventana del Editor por líneas.
Figura 4-3. Cuadro de diálogo Información de Programa.

Ejercicios guiados
4-5
Edición de un programa de pieza de códigos G y M
Nota: Refiérase a la sección 3.1 de este manual. Allí podráencontrar información detallada acerca del Editor por líneas.
G 3. En la ventana del Editor por líneas, aparece un cursor titilante sobre lalínea 0001, seguido por el código conversacional END como se muestraen la figura 4-4. En estos momentos, todo está listo para que ustedintroduzca el programa mostrado en la figura 4-5.
Nota: Para este programa, usted introducirá códigosconversacionales. Una vez el programa haya sido escrito, seconvertirán estos códigos a códigos de máquina G y M parahacer la comparación.
Figura 4-4. Ventana del Editor por líneas.

Ejercicios guiados
4-6
Figura 4-5. Programa de pieza que se va a crear. Aparece en códigos conversacionales (a laizquierda) y en códigos G y M (a la derecha).
G 4. Con el teclado, escriba "\\" (dos barras inversas), seguido por el nombre desu escuela.
Las barras inversas le permiten introducir información de texto diferente aun código de máquina. Esta información puede ser utilizada para realizarcomentarios acerca de la pieza o el programa, o para identificar lasdiferentes secciones de este último.
Nota: ¿Cometió algún error? Seleccione Deshacer en el menúEditar de la pantalla principal para deshacer la última acciónrealizada.
G 5. Presione Acepar (Enter) en el teclado para desplazarse una línea haciaabajo.
G 6. En la línea 2, escriba "\\YYYY", donde YYYY es su nombre. Presione Enterdespués de cada línea para avanzar a la siguiente.
G 7. En la línea 3 escriba "\HERRAMIENTA A UTILIZAR: FRESADO DE 0,125PULG".

Ejercicios guiados
4-7
G 8. En la línea 4 escriba "SPINDLECW.ON S2400". Esto encenderá el husilloy hará que la velocidad de éste sea de 2400 revoluciones/min (RPM).
G 9. En la línea 5 escriba "F8". Este comando define la velocidad de avancepara los ciclos de torneado en 8 pulg./min.
G 10. En la línea 6 escriba "\BOCA" como línea de comentario que indica el iniciode las líneas de código para realizar la boca (cavidad circular).
G 11. En la línea 7 escriba "RAPID X1.624 Y0.875 Z0.03". Esto moverá la fresa,justo por encima de la superficie del material, hasta el punto de inicio de lacavidad que forma la boca, a la velocidad de avance rápida.
G 12. En la línea 8 escriba "POCKET 0 0.05". El comando POCKET da inicio alciclo pregrabado para la elaboración de una cavidad. El valor de parámetro"0" determina el número de lados de la cavidad (0 indica que es un círculo).El valor del parámetro "0,05" determina la profundidad del corte de la fresaen cada paso hasta alcanzar la profundidad final de la cavidad.
G 13. En la línea 9 escriba "X1 Y0.875 Z-0.1". Estas coordenadas especifican elpunto centro de la cavidad.
G 14. En la línea 10 escriba "X0.375 Y0.875 Z-0.1". Estas coordenadasespecifican el punto final de la cavidad y produce la cavidad semicircularque da forma a la boca.
G 15. En la línea 11 escriba el comentario "\OJO IZQUIERDO".
G 16. En la línea 12 escriba "RAPID Z0.1". Esto hará que la fresa se retire delmaterial de tal manera que pueda desplazarse por encima de éste hastallegar la posición de corte del ojo izquierdo (la primera copa que se va acortar).
G 17. En la línea 13 escriba "RAPID X0.375 Y1.375 Z0.03". Este comando llevala fresa al punto inicial de fresado del ojo izquierdo, justo por encima de lasuperficie del material. Para crear los ojos se utilizará el ciclo pregrabadode copa.
G 18. En la línea 14 escriba "CUP 8 0.05". Este comando especifica que se vaa maquinar una copa de 8 lados con una profundidad de corte máxima de0,05 pulgadas por paso de la fresa.

Ejercicios guiados
4-8
El siguiente paso es especificar el centro de la copa, el cual correspondea la mitad inferior de la esfera. El centro de la copa y el de la esfera son elmismo punto. Todas las copas deben ser completamente simétricas (bienproporcionadas o balanceadas). La profundidad de una copa es unparámetro determinado por el radio o lo que es lo mismo, la distancia delpunto de inicio al centro de la copa.
G 19. En la línea 15 escriba "X0.375 Y1.625". Estas coordenadas especifican elcentro de la copa. La copa será cortada 0,22 pulg. hacia el interior delmaterial debido a que la fresa comienza ubicada a 0,03 pulgadas porencima de la superficie y se desplaza 0,25 pulg. hacia abajo desde supunto de inicio. La distancia desde el punto inicial hasta el centro de lacopa es de 0,25 pulg., lo cual es equivalente al radio de la copa.
G 20. En la línea 16 escriba "ARC" para iniciar un copa de 8 lados a 360 grados.(Si se especifica un punto final en lugar del comando ARC, se maquina unacopa parcial (menos de un círculo completo). Los arcos, las cavidades ylas copas son todos especificados de esta forma).
G 21. En la línea 17 escriba el comentario "\OJO DERECHO".
G 22. En la línea 18 escriba "RAPID Z0.1".
G 23. En la línea 19 escriba "RAPID X1.625 Y1.375 Z0.03". Los comandosanteriormente descritos retiran la fresa del material y la desplazan hasta elpunto inicial de fresado del ojo derecho, justo por encima de la superficiedel material.
G 24. En la línea 20 escriba "CUP 8 0.05".
G 25. En la línea 21 escriba "X1.625 Y1.625".
G 26. En la línea 22 escriba "ARC".
G 27. En la línea 23 escriba "\NARIZ".
G 28. En la línea 24 escriba "RAPID Z0.1".
G 29. En la línea 25 escriba "DRILL". El ciclo pregrabado de taladrado seráutilizado para perforar tres orificios que darán la forma de la nariz.

Ejercicios guiados
4-9
G 30. En la línea 26 escriba "X1 Y1.25 Z-0.1". Éstas son las coordenadas delorificio superior que se va a ser perforado con una profundidad de 0,1 pulg.
G 31. En la línea 27 escriba "X1.125 Y1.125 Z-0.15". Éstas son las coordenadasdel orificio inferior derecho que va a ser perforado con una profundidad de0,15 pulg.
G 32. En la línea 28 escriba "X0.875 Y1.125 Z-0.15". Éstas son las coordenadasdel orificio inferior izquierdo que va a ser perforado con una profundidad de0,15 pulg.
G 33. En la línea 29 escriba "FINISH". Este comando es utilizado para dar fin alos ciclos pregrabados.
G 34. En la línea 30 escriba "HOME". Este comando se utiliza para regresar laherramienta a su posición de inicio.
G 35. En la línea 31 asegúrese de que hay escrito un código "END". Estoterminará el programa.
El listado del programa se debe ver como el de la figura 4-5.
G 36. Presione la tecla F2 en su teclado y observe que el listado de comandosdel programa cambia en forma automática de códigos conversacionales acódigos G y M ISO.
Una vez más, presione la tecla F2 en su teclado y fíjese que en el listadode comandos del programa vuelven a aparecer los códigosconversacionales.
Nota: Se puede cambiar de manera muy simple entre loscódigos G y M ISO y sus equivalentes conversacionales con sóloseleccionar el comando Conversacional en el menú Editar opresionando la tecla F2.
G 37. Guarde el programa seleccionando la opción Guardar como en el menúArchivo de la pantalla principal. Esto hará que aparezca el cuadro dediálogo Guardar como, solicitándole la inserción de un nombre para elarchivo en el cual será almacenado el programa (archivo *.m5). Una vezintroducido el nombre, haga clic sobre el botón Guardar, el cual cerrará elcuadro de diálogo Guardar como, a su vez que hará aparecer el nombredel archivo como el nuevo título de la ventana del Editor por líneas.

Ejercicios guiados
4-10
Ahora, la función Emulador del software puede ser utilizada para compilarel programa y apreciar el proceso de emulación del proceso de maquinado,al igual que la pieza terminada, antes de la descarga del programa a lafresadora, tal como se explica en la sección 4.2.
4.2 Emular y descargar el programa de pieza de códigos G y M
En esta sección se describe cómo abrir un programa de pieza de códigos G y M(archivo *.m5), cómo emularlo y descargarlo a la fresadora CNC de Lab-Volt.
Cómo abrir un programa de pieza de códigos G y M
G 1. Ejecute el Software para fresadora CNC.
G 2. En el menú Archivo de la pantalla principal, seleccione la opción Abrir. Acontinuación aparece el cuadro de diálogo Abrir con una lista de todos losarchivos almacenados en la carpeta predeterminada C:\PROGRAMFILES\LAB-VOLT\CNC\MILL\DATA\5400 (o la definida por el usuario enla ventana Entorno), tal como se muestra en la figura 4-6.
Nota: La última carpeta (en este ejemplo la 5400) es el modelode la fresadora CNC de Lab-Volt. Seleccione la carpeta quecorresponde al número de modelo de la fresadora de Lab-Voltque esté usando.

Ejercicios guiados
4-11
Figura 4-6. Cuadro de diálogo Abrir.
G 3. En el cuadro de diálogo Abrir, configure el campo Tipo en "Archivos G&Mde fresadora". Esto hará que aparezcan los archivos G y M (archivos *.m5)contenidos en la carpeta mostrada.
Haga clic una vez sobre el archivo Demo1.l5. El nombre del archivoDemo1.l5 se resaltará. Haga clic sobre el botón Abrir para abrirlo. (Otraforma de abrir el archivo Demo1.l5 es hacer doble clic sobre Demo1.l5 enel cuadro de diálogo Abrir).
La ventana del Editor por líneas aparece a continuación, con un listado depasos o líneas que hacen parte del programa de pieza Demo1, tal comose muestra en la figura 4-7. El listado de comandos aparece en códigosconversacionales.

Ejercicios guiados
4-12
Figura 4-7. Ventana del Editor por líneas con el programa de pieza Demo1 en códigosconversacionales.
G 4. Presione la tecla F2 de su teclado y fíjese que en el listado de comandosaparecen los equivalentes G y M ISO (Industrial Standard Operation), talcomo se muestra en la figura 4-8. Por ejemplo, el M03 indica la velocidaddel husillo y el G00 indica una interpolación lineal rápida.
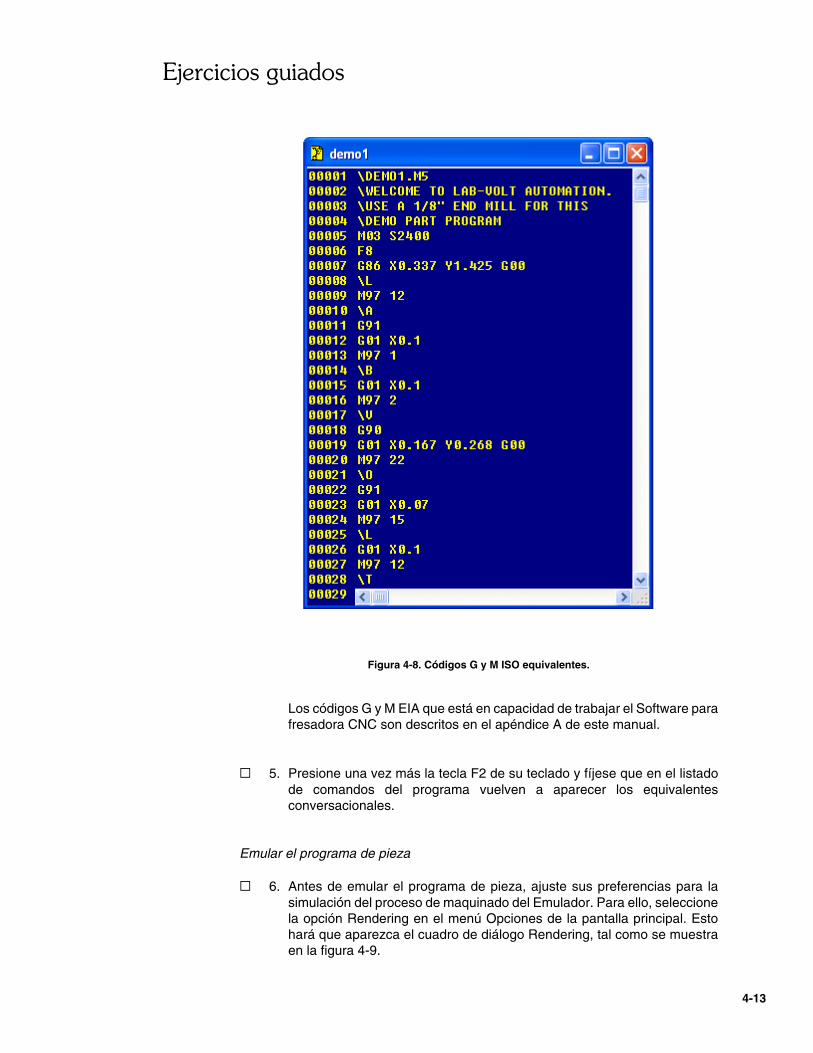
Ejercicios guiados
4-13
Figura 4-8. Códigos G y M ISO equivalentes.
Los códigos G y M EIA que está en capacidad de trabajar el Software parafresadora CNC son descritos en el apéndice A de este manual.
G 5. Presione una vez más la tecla F2 de su teclado y fíjese que en el listadode comandos del programa vuelven a aparecer los equivalentesconversacionales.
Emular el programa de pieza
G 6. Antes de emular el programa de pieza, ajuste sus preferencias para lasimulación del proceso de maquinado del Emulador. Para ello, seleccionela opción Rendering en el menú Opciones de la pantalla principal. Estohará que aparezca el cuadro de diálogo Rendering, tal como se muestraen la figura 4-9.

Ejercicios guiados
4-14
– En el cuadro de diálogo Rendering, ajuste el campo Factor de escalade Rendering en un valor de 100.
– En la sección Rendering de herramienta, asegúrese de que no estéseleccionada la opción Seguimiento de herramienta con cámara.
– Cerciórese de que la opción Mostrar trayectoria de herramienta estéseleccionada.
– Haga clic sobre el botón Guardar para guardar la configuración y cerrarel cuadro de diálogo Rendering.
Figura 4-9. Ajustes en el cuadro de diálogo Rendering
G 7. Seleccione la opción Emular en el menú Fresadora de la pantalla principal.Una vez el software se haya cerciorado de que no hay errores, apareceráel cuadro de diálogo Compilando, indicando "compilación exitosa". Hagaclic sobre el botón Aceptar, el cual cerrará el cuadro de diálogo y haráaparecer la ventana Emulador de fresadora en 3D.
La ventana del emulador muestra una vista estándar predeterminada(plano XYZ) del material en bruto en su condición inicial (sin forma), talcomo lo muestra la figura 4-10.
Nota: Refiérase a la sección 2.4.1 de este manual parainformación detallada acerca de la función Emulador.
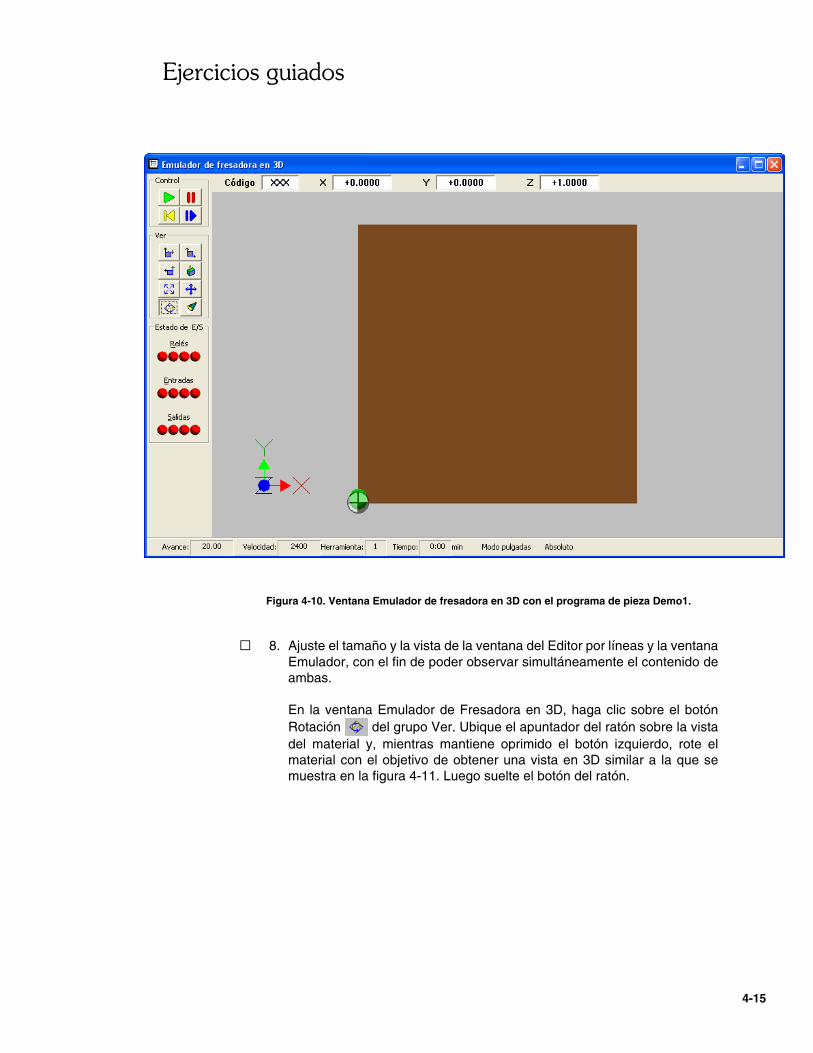
Ejercicios guiados
4-15
Figura 4-10. Ventana Emulador de fresadora en 3D con el programa de pieza Demo1.
G 8. Ajuste el tamaño y la vista de la ventana del Editor por líneas y la ventanaEmulador, con el fin de poder observar simultáneamente el contenido deambas.
En la ventana Emulador de Fresadora en 3D, haga clic sobre el botónRotación del grupo Ver. Ubique el apuntador del ratón sobre la vistadel material y, mientras mantiene oprimido el botón izquierdo, rote elmaterial con el objetivo de obtener una vista en 3D similar a la que semuestra en la figura 4-11. Luego suelte el botón del ratón.

Ejercicios guiados
4-16
Figura 4-11. Las ventanas Editor por líneas y Emulador de fresadora en 3D con una vista de lapieza.
G 9. En la ventana del Emulador de fresadora en 3D, haga clic sobre el botónIniciar emulador del grupo Control. Esto dará inicio al proceso desimulación del procedimiento de fresado.
Una vez se haya finalizado la emulación del procedimiento de fresado,usted puede ver la pieza terminada en la ventana Emulador de fresadoraen 3D. Esto le permite verificar que el programa de pieza de códigos G y Mva a producir la pieza deseada. El campo Tiempo que se encuentra en laparte inferior de la ventana del emulador, indica el tiempo aproximadorequerido para llevar a cabo el fresado de la pieza.

Ejercicios guiados
4-17
G 10. En la ventana Emulador de fresadora en 3D, haga clic sobre el botónIniciar emulador del grupo Control. Esto hará que el proceso desimulación retorne a la primera operación del programa, haciendo que lavista de la pieza vuelva a su condición inicial.
Haga clic varias veces sobre el botón Emulador paso a paso del grupoControl, hasta que la última operación del programa sea simulada. Hagalas observaciones que se enuncian a continuación.
– En la ventana del Editor por líneas, las operaciones del programa vansiendo resaltadas a medida que son simuladas.
– En la ventana Emulador de fresadora en 3D, las trayectorias y cortesrealizados por la herramienta son ilustrados a medida que se simula elmovimiento de la herramienta. Los campos que se encuentran en laparte superior e inferior de la ventana, muestran información quecambia con el objetivo de ilustrar lo que está siendo simulado (códigode máquina, las coordenadas X, Y y Z de la herramienta, la velocidadde avance y la del husillo).
G 11. En la ventana Emulador de Fresadora en 3D, haga clic sobre cada uno delos siguientes botones que se pueden encontrar en el grupo Ver y fíjese encómo éstos le permiten cambiar la visualización de la pieza que se estáemulando (al mover el apuntador del ratón mientras se sostiene oprimidoel botón izquierdo):
– Botón Zoom : le permite aumentar o disminuir la escala de la vista.– Botón Panorámica : le permite desplazar la pieza a través de la
ventana Emulador de fresadora en 3D.– Botón Rotación : le permite rotar la pieza en el espacio para verla
desde cualquier ángulo.– Botón Control de luz : le permite proyectar un haz de luz sobre la
pieza y controlar la ubicación de la fuente de luz.
G 12. Cierre la ventana Emulador de fresadora en 3D. Deje el Editor por líneasabierto, con el programa Demo1 en él.
Descargar el programa de pieza
Nota: Antes de que un programa de pieza de códigos G y Mpueda ser descargado a la fresadora, es preciso llevar a cabo lassiguientes acciones en la fresadora: cargar el material que va aser fresado y configurar la posición de la referencia de ceroprogramada (PRZ).

Ejercicios guiados
4-18
G 13. Configure la Tabla de herramientas de fresadora de acuerdo al tipo deherramienta que se va a utilizar para el programa Demo1 (una fresa paraacabado con un diámetro de 0,125 pulgadas). Para ello, seleccione laopción Tabla de herramientas de fresadora, lo cual hará que aparezca laventana Tabla de herramientas, tal como se muestra en la figura 4-12:
– En el campo Número de herramienta, asegúrese de que aparezca elnúmero 1.
– En la lista desplegable Tipo de punta, seleccione Fresa para acabado.– Ajuste el diámetro de la broca en 0,1250 pulgadas.– Verifique que el campo Compensación broca (eje-Z) está en
0,0000 pulgadas.– Haga clic en Guardar para guardar su configuración y cerrar el cuadro
de diálogo.
Figura 4-12. Ajustes en la ventana Tabla de herramientas.

Ejercicios guiados
4-19
Nota: El siguiente procedimiento explica cómo descargar unprograma de pieza a la fresadora usando un enlace serial entrela computadora y la máquina remota. Use el mismoprocedimiento para descargar un programa de pieza a unafresadora conectada a la computadora con un enlace Ethernet.Si realiza la descarga vía enlace Ethernet, asegúrese de que elfirmware de la máquina remota está configurado apropiadamente.
G 14. Verifique que su computadora esté configurada para llevar a cabo en formaapropiada las comunicaciones con la fresadora. Para ello, seleccione laopción Configuración de la máquina en el menú Opciones. Esto hará queaparezca la ventana Configuración de máquina, tal como se muestra en lafigura 4-13.
– En la lista desplegable Puerto serial, asegúrese de que el puerto decomunicaciones COM apropiado esté seleccionado (puerto COM porel cual está conectada la computadora a la fresadora).
– No modifique la configuración de los campos y cuadros de la secciónCelda CIM.
– Haga clic sobre Guardar para guardar sus cambios y cerrar el cuadrode diálogo.
Nota: Una vez el Software para fresadora CNC esté configuradopara el desarrollo apropiado de las comunicaciones con lafresadora, la configuración de la máquina remota permaneceráigual hasta ser cambiada. Sin embargo, se recomienda siempreverificar la configuración antes de descargar un programa depieza a la fresadora.

Ejercicios guiados
4-20
Figura 4-13. Ajustes en la ventana Configuración de máquina.
G 15. Descargue el programa Demo1 a la fresadora. Para ello, seleccione laopción Descargar programa vía el puerto serial. Esto hará que aparezcala ventana Descargar programa vía el puerto serial, tal como se muestraen la figura 4-14.
– El campo Máquina Remota indica el número del modelo de lafresadora de Lab-Volt que usted está utilizando, tal como se seleccionócon anterioridad en el campo Máquina remota.
– El campo Estado indica que el programa de pieza que se encuentra enel Editor por líneas (programa Demo1) está listo para ser descargadoa la fresadora.

Ejercicios guiados
4-21
Figura 4-14. Cuadro de diálogo Descargar programa vía el puerto serial.
G 16. Haga clic sobre el botón Descargar en el cuadro de diálogo Descargarprograma vía el puerto serial. Si las comunicaciones entre la computadoray la fresadora han sido configuradas en forma apropiada, el panel decontrol de la fresadora indicará que está siendo llevado a cabo el procesode descarga.
Durante el proceso de descarga, los diversos campos del cuadro dediálogo Descargar programa vía el puerto serial muestran informaciónacerca del proceso:
– campo Estado: muestra mensajes alusivos al estado actual delproceso de descarga;
– campo Último Error: muestra el último error ocurrido durante ladescarga, si es que llegara a presentarse alguno (código del mensajede error para el problema);
– sección Progreso: muestra información del seguimiento de ladescarga, de realimentación y acerca de los intentos de transmisióndel paquete actual, al igual que de los errores, si es que llegara a surgiralguno.
Nota: No hay una sección Progreso en el cuadro de diálogo dela descarga vía Ethernet.
Si no ocurre error alguno durante la descarga y una vez completado elproceso, el campo Estado del cuadro de diálogo emitirá el mensajeCerrando puerto serial, mientras el panel de control de la fresadoraindicará que el proceso de descarga ha finalizado.
Ejercicios guiados
4-22
Si llegaran a surgir errores durante la descarga, los diversos campos delcuadro de diálogo Descargar programa vía el puerto serial le proveerán deinformación acerca de éstos, permitiéndole corregirlos y luego reiniciar ladescarga.
4.3 Crear, editar y exportar un sencillo programa de pieza en bloquesusando el Editor por bloques
En esta sección se describe cómo crear un programa de pieza en bloquesutilizando el Editor por bloques y cómo exportarlo para su conversión a unprograma de pieza de códigos G y M estándar.
El programa creado será utilizado para maquinar una pieza similar a la trabajadaen la sección 4.1 cuando se hiciera el ejercicio con el Editor por líneas (verfigura 4-1). El programa editado hará uso de los ciclos pregrabados para crear unacavidad circular, crear las dos copas y taladrar los orificios.
Creación del archivo de un programa de pieza en bloques
G 1. Ejecute el Software para fresadora CNC.
G 2. En el menú Archivo, de la pantalla principal, seleccione Nuevo y luegoParte de bloque. Esto hará que se abra el cuadro de diálogo Informaciónde Programa, permitiéndole configurar la información básica para elprograma que se va a crear.
Modifique los parámetros de estos campos tal como se indica acontinuación (refiérase a la figura 4-15):
– En el campo Autor, escriba su nombre.– En el campo Proyecto escriba "EjercicioGM".– Asegúrese de que el tipo de material seleccionado es Cera.– En la lista desplegable Máquina remota, seleccione el número del
modelo de la máquina remota de Lab-Volt que vaya a utilizar.– En el campo Comentarios escriba "Códigos G y M de tutoría".– Defina la Posición absoluta inicial como se indica a continuación:
• asegúrese que el campo X esté en 0.• asegúrese que el campo Y esté en 0.• asegúrese que el campo Z esté en 1.
– Verifique que en el campo Unidad de Medida, la opción seleccionadaes Pulgadas.
– Verifique que en el campo Tipo de coordenada está seleccionada laopción Absoluto.
– Defina las dimensiones de la pieza en la Posición del cero dereferencia de la pieza usando las siguientes especificaciones:
X+ = 2, X- = 0, Y+ = 2, Y- = 0, Z+ = 0, Z- = -0,5.

Ejercicios guiados
4-23
Esta configuración define unas dimensiones para una pieza de2 pulgadas x 2 pulgadas x 0,5 pulgadas y fija la Posición del cero de referencia enel punto (x, y, z) = (0, 0, 0).
– Cuando haya terminado, haga clic sobre Aceptar para guardar suconfiguración y cerrar el cuadro de diálogo. A continuación aparecerála ventana del Editor por bloques.
Figura 4-15. Cuadro de diálogo Información de Programa.

Ejercicios guiados
4-24
Edición de un programa de pieza en bloques
Nota: En la sección 3.2 de este manual podrá encontrarinformación detallada acerca del Editor por bloques.
G 3. En la ventana del Editor por bloques, el bloque 1 del programa de piezarecién creado luce tal como se muestra en la figura 4-16.
– La sección Estado actual del bloque 1 muestra las coordenadas de losejes X, Y y Z en este punto del programa. La posición por defecto enX, Y y Z para el bloque 1 corresponde con las coordenadas de laPosición absoluta inicial definida previamente en el cuadro de diálogoInformación de programa.
Figura 4-16. Bloque 1.
– La sección Estado actual del bloque 1 también indica la máximavelocidad de avance del modelo de fresadora que se esté utilizando(de acuerdo a como se configuró en el cuadro de diálogo Informaciónde Programa), la velocidad predeterminada para el husillo y el númerode herramienta predeterminado (herramienta número 1, tal como sedefiniera en el cuadro de diálogo Tabla de herramientas).

Ejercicios guiados
4-25
– En el campo Código “GM” utilice la lista desplegable para seleccionarel código G28.
– Observe que el campo Comando ahora muestra “HOME”, el cual es elequivalente conversacional para el código G28 seleccionado de la listadesplegable.
G 4. En el bloque 1, haga clic sobre el botón + Agregar para crear un nuevobloque. Los datos que aparecen en este nuevo bloque son una copia dela configuración del bloque anterior. A continuación, aparece el bloque 2.
– En la lista desplegable Código "GM" seleccione G00.– Observe que el campo Comando despliega ahora la palabra "RAPID",
que corresponde al equivalente conversacional del código G00.– En el campo Valor X introduzca el valor "1,6240" como el valor de la
coordenada X para el código G00.– En el campo Valor Y introduzca el valor "0,8750" como el valor de la
coordenada Y para el código G00.– En el campo Valor Z introduzca el valor "0,0300" como el valor de la
coordenada Z para el código G00.– En el campo Veloc. del husillo introduzca "2400". – Deje el campo Herramienta tal como está.
Ahora, el bloque 2 debe lucir tal como se muestra en la figura 4-17. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.

Ejercicios guiados
4-26
Figura 4-17. Bloque 2.
G 5. A continuación, aparece el bloque 3. Refiérase a la figura 4-18 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En la lista desplegable Código "GM" seleccione G83.– Observe que el campo Comando despliega ahora la palabra
"POCKET", que corresponde al equivalente conversacional delcódigo G83.
– En el campo Valor X introduzca el valor "1,0000" como el valor de lacoordenada X para el punto central de la cavidad.
– En el campo Valor Y introduzca el valor "0,8750" como el valor de lacoordenada Y para el punto central de la cavidad.
– En el campo Valor Z introduzca el valor "-0,1000" como el valor de lacoordenada Z para el punto central de la cavidad.
– En el campo Lados, introduzca 0 para el número de lados rectos de lacavidad.
– En el campo Avance, seleccione 8.– Deje los campos Veloc. del husillo y Herramienta tal como están.– Ajuste la Prof. de corte en 0,0500 pulgadas. Éste es el tamaño de los
pasos de corte que se usará.

Ejercicios guiados
4-27
Nota: Al programar un comando G83 (POCKET) con el Editor porbloques, sólo se pueden definir las coordenadas del punto centralde la cavidad. Para las coordenadas del punto final de ésta, elsoftware introducirá en forma automática, al momento deexportar el programa en bloques al Editor por líneas, elcódigo G05 (ARC) en la segunda línea que siga al código G83,para indicar el maquinado de un círculo completo. Si se deseaelaborar sólo una porción del círculo, usted debe reemplazar elcódigo G05 (ARC) por las coordenadas del punto final de lacavidad deseada en el Editor por líneas, tal como podráapreciarlo más adelante durante el desarrollo de este ejercicio.
Ahora, el bloque 3 debe lucir tal como se muestra en la figura 4-18. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.
Figura 4-18. Bloque 3.
G 6. A continuación, aparece el bloque 4. Refiérase a la figura 4-19 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En la lista desplegable Código "GM" seleccione G00.– Observe que el campo Comando despliega ahora la palabra "RAPID",
que corresponde al equivalente conversacional del código G00.– En el campo Valor X introduzca el valor "0,3750".

Ejercicios guiados
4-28
– En el campo Valor Y introduzca el valor "0,8750".– En el campo Valor Z introduzca el valor "0,1000".– Deje los campos Veloc. del husillo y Herramienta tal como están.
Ahora, el bloque 4 debe lucir tal como se muestra en la figura 4-19. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.
Figura 4-19. Bloque 4.
G 7. A continuación, aparece el bloque 5. Refiérase a la figura 4-20 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– Deje el código G00 seleccionado en la lista desplegable Código “GM”.– Deje el Valor X tal como está.– En el campo Valor Y introduzca el valor "1,3750" como el valor de la
coordenada Y para el código G00.– En el campo Valor Z introduzca el valor "0,0300" como el valor de la
coordenada Z para el código G00.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.
Ahora, el bloque 5 debe lucir tal como se muestra en la figura 4-20. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.

Ejercicios guiados
4-29
Figura 4-20. Bloque 5.
G 8. A continuación, aparece el bloque 6. Refiérase a la figura 4-21 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En la lista desplegable Código "GM" seleccione G84.– Observe que el campo Comando despliega ahora la palabra "CUP",
que corresponde al equivalente conversacional del código G84.– En el campo Valor X introduzca el valor "0,3750" como el valor de la
coordenada X para el punto central de la copa.– En el campo Valor Y introduzca el valor "1,6250" como el valor de la
coordenada Y para el punto central de la copa.– En el campo Valor Z introduzca el valor "0,0300" como el valor de la
coordenada Z para el punto central de la copa.– En el campo Lados, introduzca 8 para el número de lados rectos de la
copa.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.– Ajuste la Prof. de corte en 0,050 pulgadas. Éste es el valor para los
pasos de corte que se usará.

Ejercicios guiados
4-30
Ahora, el bloque 6 debe lucir tal como se muestra en la figura 4-21. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.
Nota: Al programar un comando G84 (CUP) con el Editor porbloques, sólo se pueden definir las coordenadas del punto centrode la cavidad. Para las coordenadas del punto final de ésta, elsoftware introducirá en forma automática, al momento deexportar el programa en bloques al Editor por líneas, elcódigo G05 (ARC) en la segunda línea que siga al código G84,para indicar el maquinado de un círculo completo. Si se deseaelaborar sólo una porción del círculo, usted debe reemplazar elcódigo G05 (ARC) por las coordenadas del punto final de lacavidad deseada en el Editor por líneas.
Figura 4-21. Bloque 6.
G 9. A continuación, aparece el bloque 7. Refiérase a la figura 4-22 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En el campo Código “GM” seleccione G00– Observe que el campo Comando despliega ahora la palabra "RAPID",
que corresponde al equivalente conversacional del código G00.

Ejercicios guiados
4-31
– Deje los campos Valor X y Valor Y tal como están.– En el campo Valor Z introduzca el valor "0,1000" como el valor de la
coordenada Z para el código G00.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.
Ahora, el bloque 7 debe lucir tal como se muestra en la figura 4-22. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.
Figura 4-22. Bloque 7.
G 10. A continuación, aparece el bloque 8. Refiérase a la figura 4-23 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– Deje el código G00 seleccionado.– En el campo Valor X introduzca el valor "1,6250" como el valor de la
coordenada X para el código G00.– En el campo Valor Y introduzca el valor "1,3750" como el valor de la
coordenada Y para el código G00.– En el campo Valor Z introduzca el valor "0,0300" como el valor de la
coordenada Z para el código G00.
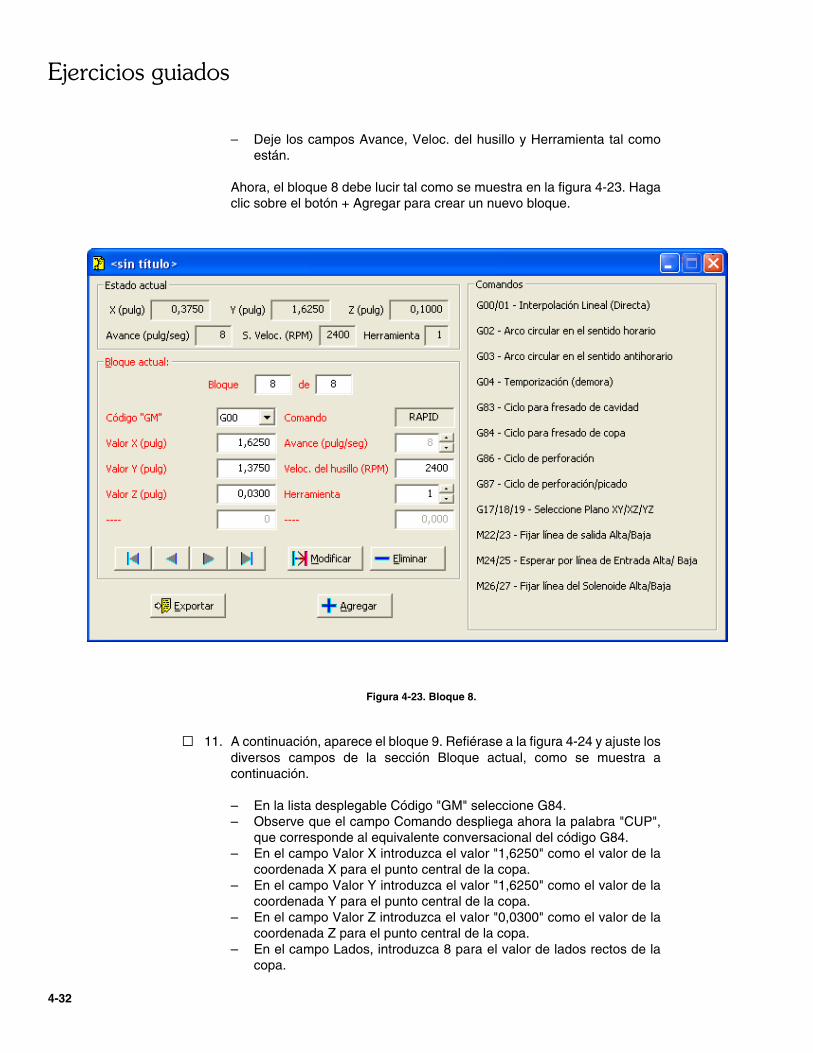
Ejercicios guiados
4-32
– Deje los campos Avance, Veloc. del husillo y Herramienta tal comoestán.
Ahora, el bloque 8 debe lucir tal como se muestra en la figura 4-23. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.
Figura 4-23. Bloque 8.
G 11. A continuación, aparece el bloque 9. Refiérase a la figura 4-24 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En la lista desplegable Código "GM" seleccione G84.– Observe que el campo Comando despliega ahora la palabra "CUP",
que corresponde al equivalente conversacional del código G84.– En el campo Valor X introduzca el valor "1,6250" como el valor de la
coordenada X para el punto central de la copa.– En el campo Valor Y introduzca el valor "1,6250" como el valor de la
coordenada Y para el punto central de la copa.– En el campo Valor Z introduzca el valor "0,0300" como el valor de la
coordenada Z para el punto central de la copa.– En el campo Lados, introduzca 8 para el valor de lados rectos de la
copa.

Ejercicios guiados
4-33
– Deje los campos Avance, Veloc. del husillo y Herramienta tal comoestán.
– Ajuste la Prof. de corte en 0,050 pulgadas. Éste es el valor para lospasos de corte que se usará.
Ahora, el bloque 9 debe lucir tal como se muestra en la figura 4-24. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.
Figura 4-24. Bloque 9.
G 12. A continuación, aparece el bloque 10. Refiérase a la figura 4-25 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En el campo Código “GM” seleccione G00– Observe que el campo Comando despliega ahora la palabra "RAPID",
que corresponde al equivalente conversacional del código G00.– Deje los campos Valor X, Valor Y y Valor Z tal como están.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.
Ahora, el bloque 10 debe lucir tal como se muestra en la figura 4-25. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.

Ejercicios guiados
4-34
Figura 4-25. Bloque 10.
G 13. A continuación, aparece el bloque 11. Refiérase a la figura 4-26 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En el campo Código “GM” seleccione G86.– Observe que el campo Comando despliega ahora la palabra "DRILL",
que corresponde al equivalente conversacional del código G86.– En el campo Valor X introduzca el valor "1,0000" como el valor de la
coordenada X para la ubicación de la perforación.– En el campo Valor Y introduzca el valor "1,2500" como el valor de la
coordenada Y para la ubicación de la perforación.– En el campo Valor Z introduzca el valor "-0,1000" como el valor de la
coordenada Z para la ubicación de la perforación.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.
Ahora, el bloque 11 debe lucir tal como se muestra en la figura 4-26. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.

Ejercicios guiados
4-35
Figura 4-26. Bloque 11.
G 14. A continuación, aparece el bloque 12. Refiérase a la figura 4-27 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– Deje el código G86 seleccionado.– En el campo Valor X introduzca el valor "1,1250" como el valor de la
coordenada X para la ubicación de la perforación.– En el campo Valor Y introduzca el valor "1,1250" como el valor de la
coordenada Y para la ubicación de la perforación.– En el campo Valor Z introduzca el valor "-0,1500" como el valor de la
coordenada Z para la ubicación de la perforación.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.
Ahora, el bloque 12 debe lucir tal como se muestra en la figura 4-27. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.

Ejercicios guiados
4-36
Figura 4-27. Bloque 12.
G 15. A continuación, aparece el bloque 4. Refiérase a la figura 4-28 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– Deje el código G86 seleccionado.– En el campo Valor X introduzca el valor "0,8750" como el valor de la
coordenada X para la ubicación de la perforación.– Deje los campos Valor Y y Valor Z tal como están.– Deje los campos Avance, Veloc. del husillo y Herramienta tal como
están.
Ahora, el bloque 13 debe lucir tal como se muestra en la figura 4-28. Hagaclic sobre el botón + Agregar para crear un nuevo bloque.

Ejercicios guiados
4-37
Figura 4-28. Bloque 13.
G 16. A continuación, aparece el bloque 14. Refiérase a la figura 4-29 y ajuste losdiversos campos de la sección Bloque actual, como se muestra acontinuación.
– En el campo Código “GM” seleccione el código G28.– Observe que el campo Comando despliega ahora la palabra "HOME",
que corresponde al equivalente conversacional del código G28.– Debido a que el código G28 no tiene parámetros, todos los campos
aparecen deshabilitados y en letra gris.
Ahora, el bloque 14 debe lucir tal como se muestra en la figura 4-29.

Ejercicios guiados
4-38
Figura 4-29. Bloque 14.
G 17. Guarde su programa de pieza en bloques seleccionando Guardar como enel menú Archivo de la pantalla principal. Esto hará que se abra el cuadrode diálogo Guardar como, solicitándole que introduzca un nombre para elarchivo en el cual se va a guardar el programa de pieza en bloques(archivo tipo *.m5b). Una vez asignado el nombre, haga clic sobre el botónGuardar para cerrar el cuadro de diálogo y hacer que el nombre aparezcacomo título en la ventana del Editor por bloques. Deje esta ventana abiertacon el bloque 13 como bloque activo.
Exportar el programa de pieza en bloques
G 18. Exporte su programa de pieza en bloques al Editor por líneas para suconversión en un programa de pieza de códigos G y M estándar. Para ello,seleccione Exportar en el menú Archivo de la pantalla principal. Esto haráque aparezca el cuadro de diálogo Guardar como, solicitándole queintroduzca un nombre para el archivo en el cual se va a guardar elprograma de pieza de códigos G y M (archivo tipo *.m5), una vez éste hayasido generado.
Una vez introducido el nombre, haga clic sobre el botón Guardar, el cualcerrará el cuadro de diálogo y abrirá la ventana del Editor por líneas con

Ejercicios guiados
4-39
el programa de pieza de códigos G y M resultante del proceso deconversión. Este programa se muestra en la figura 4-30 en códigos G y My en sus equivalentes conversacionales.:
– En la línea de programa 7, observe que el comando ARC (código G05)ha sido introducido automáticamente, al momento de convertir elprograma editado en bloques. Este comando indica la ejecución de uncírculo completo para el comando POCKET (código G83). Para realizarde manera adecuada la boca, es necesario introducir un punto finalpara el comando POCKET. Por lo tanto, reemplace el comando ARCde la línea 7 por las siguientes coordenadas: "X0.375 Y0.875 Z-0.1".
– En las líneas de programa 12 y 17, el comando ARC también ha sidointroducido automáticamente por el software para indicar la ejecuciónde un círculo completo para cada uno de los comandos CUP(código G84). Deje esas líneas tal como están.
Ahora, el programa debe lucir tal como se muestra en la figura 4-31. Esteprograma es similar al editado en la sección 4.1 de este manual, cuandose trabajó el ejercicio con el Editor por líneas (refiérase a la figura 4-5).
Ahora, la función Emulador del software puede ser utilizada para compilarel programa y simular el proceso de fresado, además de la piezaterminada, antes de proceder a descargar el programa a la fresadora.

Ejercicios guiados
4-40
Figura 4-30. Programa de pieza resultante de la conversión. Se muestra en códigosconversacionales (a la izquierda) y en códigos G y M (a la derecha).

Ejercicios guiados
4-41
Figura 4-31. Programa de pieza modificado (el comando ARC en la línea 7 ha sido reemplazadopor las coordenadas del punto final de la cavidad).
4.4 Importar un archivo *.DXF al Editor por líneas
Esta sección describe cómo importar un archivo *.DXF, como un diseño creado conAutoCAD®, al Editor por líneas del Software para fresadora CNC. El programa depieza de códigos G y M resultante podrá entonces ser compilado, emulado ydescargado a la fresadora.
Introducción
Antes de importar un archivo *.DXF al Editor por líneas, es importante entender elconcepto de capa y cómo el software para Fresadora CNC convertirá éstas en unprograma de pieza.
Los archivos AutoCAD.DXF normalmente (aunque no siempre) contienen múltiplescapas de diseños. A pesar de que cada capa puede ser utilizada por sí sola, escomún encontrar que se combinen muchas capas para crear un diseño de mayorcomplejidad. En la figura 4-32 se puede apreciar una descripción gráfica de cómolas capas de AutoCAD son transformadas en un programa de pieza para lafresadora. Tal como se muestra en la figura, un máximo de 10 capas puede serasignado, manipulado y deshabilitado. El procedimiento de deshabilitar (u omitir)algunas capas mientras se incluyen otras puede ser utilizado para cambiar el

Ejercicios guiados
4-42
diseño. Las 10 capas pueden ser seleccionadas desde cualquiera de las capasimportadas.
El orden dado a las capas de AutoCAD en el software para Fresadora CNCdetermina el orden en que éstas son fresadas. Los códigos G y M enviados a lafresadora son creados para seguir en forma exacta a las funciones de dibujo deAutoCAD. Los dibujos de AutoCAD creados utilizando POLYLINE brindan mejoresresultados que los segmentos LINE en relación a la eficiencia y continuidad defresado.
Figura 4-32. Generación de un programa de pieza a partir de un archivo DXF.
Cómo abrir un archivo *.DXF
G 1. Ejecute el Software para fresadora CNC.
G 2. En el menú Archivo de la pantalla principal, seleccione Nuevo y luegoPrograma script. Esto hará que aparezca el cuadro de diálogo Informaciónde Programa:
– Este cuadro de diálogo le permite ver y modificar, si llegara a sernecesario, la información acerca de la pieza que se va a fresar a partirdel archivo *.DXF que se va a importar.
– Los valores introducidos para las dimensiones del material, noimportan. Esto ocurre ya que al importar el archivo *.DXF, el Software

Ejercicios guiados
4-43
para fresadora CNC introducirá automáticamente los valoresapropiados de acuerdo al tamaño y las dimensiones del dibujo CAD.
– Haga clic sobre Aceptar para cerrar el cuadro de diálogo. Esto haráque aparezca la ventana del Editor por líneas.
G 3. En el menú Archivo de la pantalla principal, seleccione Importar. Esto haráque aparezca el cuadro de diálogo Importar Archivo DXF, tal como semuestra en la figura 4-33. La tabla 4-1 describe los campos encontradosen este cuadro de diálogo.
NOMBRE DELCAMPO
DESCRIPCIÓN
Archivo DXF El nombre del archivo DXF que se va a importar.
Escala Le permite agrandar o reducir el dibujo CAD importado por mediode un factor constante.
Límite Z Distancia que se debe alzar la herramienta de corte entre loscomandos de corte.
Compensación X Si el cero del dibujo CAD se encuentra en el centro del dibujo,entonces debido a la existencia de valores negativos de X, serealiza un ajuste automático para posicionar el cero en el bordeizquierdo.
Compensación Y Si el cero del dibujo CAD se encuentra en el centro del dibujo,entonces debido a la existencia de valores negativos de Y, serealiza un ajuste automático para posicionar el cero en el bordefrontal.
Nombre de la capa Cada capa DXF corresponde a una fila separada en la tabla decapas. A cada capa se le asigna un nombre, un valor Z(profundidad), una velocidad de avance, una velocidad de husilloy un número de herramienta. La misma capa DXF puede serutilizada más de una vez en la tabla, si se desea realizar fresadosen múltiples pasos a diferentes profundidades. Fíjese que todaslas capas están actualmente deshabilitadas ya que no se hacargado todavía ningún archivo DXF a la tabla.
Profundidad Z Profundidad a la cual cortar la capa. El valor 0,0000 es lasuperficie del material en bruto mientras que los valores negativosde Z corresponden a valores de corte del mismo.
Herramienta,Avance yVelocidad
Los valores definidos en estos campos determinan el número deherramienta (tal como está definido en la Tabla de herramientasdel software para Fresadora CNC), la velocidad de avance y ladel husillo que se van a utilizar para el fresado de la capa. Alasignarse valores diferentes para capas diferentes se da origen acambios entre los procedimientos de fresado de las diversascapas.
Tabla 4-1. Campos del cuadro de diálogo Importar Archivo DXF.

Ejercicios guiados
4-44
Figura 4-33. Cuadro de diálogo Importar Archivo DXF.
G 4. Haga clic sobre el botón Examinar del cuadro de diálogo Importar ArchivoDXF. En l a ca rpe ta p rede te rm inada C : \PROGRAMFILES\LAB-VOLT\CNC\MILL\DXF, ubique el archivo BAT.DXF y hagadoble clic sobre él.
El nombre del archivo BAT.DXF aparece ahora en el campo Archivo DXFdel cuadro de diálogo, tal como se muestra en la figura 4-34.
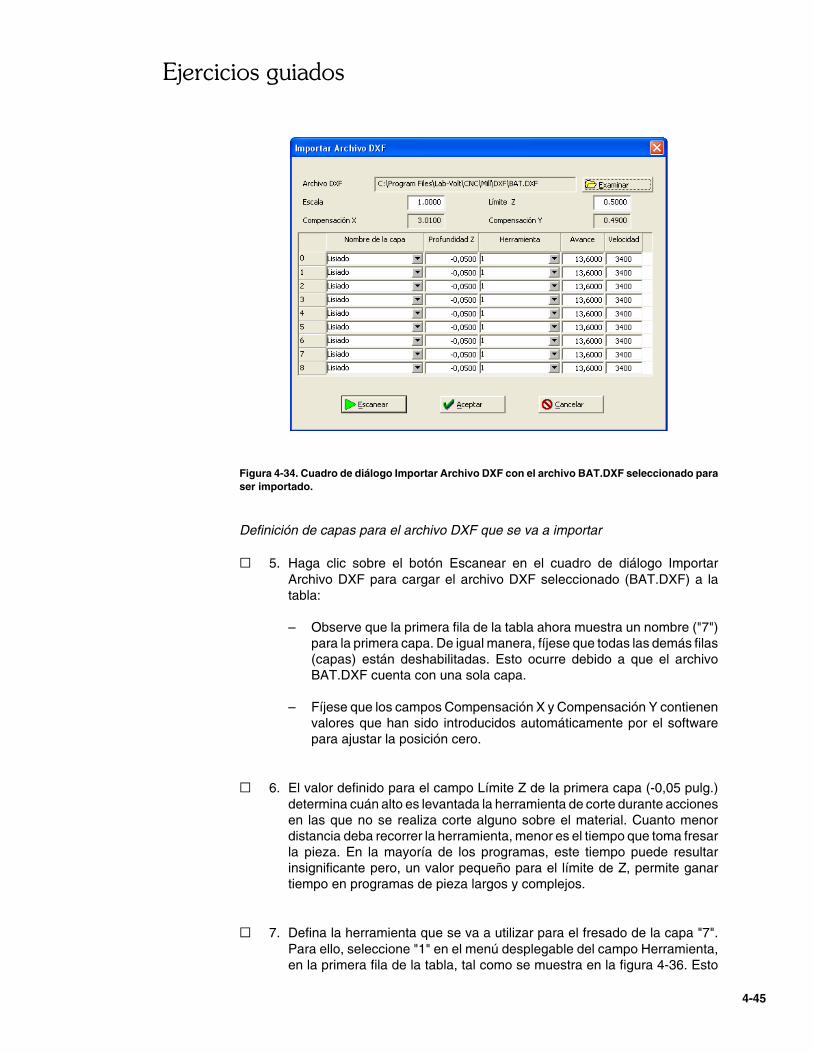
Ejercicios guiados
4-45
Figura 4-34. Cuadro de diálogo Importar Archivo DXF con el archivo BAT.DXF seleccionado paraser importado.
Definición de capas para el archivo DXF que se va a importar
G 5. Haga clic sobre el botón Escanear en el cuadro de diálogo ImportarArchivo DXF para cargar el archivo DXF seleccionado (BAT.DXF) a latabla:
– Observe que la primera fila de la tabla ahora muestra un nombre ("7")para la primera capa. De igual manera, fíjese que todas las demás filas(capas) están deshabilitadas. Esto ocurre debido a que el archivoBAT.DXF cuenta con una sola capa.
– Fíjese que los campos Compensación X y Compensación Y contienenvalores que han sido introducidos automáticamente por el softwarepara ajustar la posición cero.
G 6. El valor definido para el campo Límite Z de la primera capa (-0,05 pulg.)determina cuán alto es levantada la herramienta de corte durante accionesen las que no se realiza corte alguno sobre el material. Cuanto menordistancia deba recorrer la herramienta, menor es el tiempo que toma fresarla pieza. En la mayoría de los programas, este tiempo puede resultarinsignificante pero, un valor pequeño para el límite de Z, permite ganartiempo en programas de pieza largos y complejos.
G 7. Defina la herramienta que se va a utilizar para el fresado de la capa "7".Para ello, seleccione "1" en el menú desplegable del campo Herramienta,en la primera fila de la tabla, tal como se muestra en la figura 4-36. Esto

Ejercicios guiados
4-46
hará que la herramienta número 1, de la manera en que está definida enla Tabla de herramientas de fresadora, sea utilizada para llevar a cabo elmaquinado de la capa "7".
Deje la velocidad de avance y del husillo tal como están. (Normalmente,usted debería adaptar estos valores de acuerdo al tipo de material utilizadopara la pieza que va a fresar).
Figura 4-35. Cuadro de diálogo Importar Archivo DXF con la definición de capas terminada parael archivo BAT.DXF.
Cómo importar el archivo DXF
G 8. Haga clic sobre el botón Aceptar del cuadro de diálogo Importar ArchivoDXF para importar el archivo BAT.DXF al Editor por líneas.
El programa de pieza de códigos G y M resultante del proceso deconversión ha de aparecer ahora en la ventana del Editor por líneas, talcomo lo muestra la figura 4-36.

Ejercicios guiados
4-47
Figura 4-36. Programa de pieza de códigos G y M resultante del proceso de conversión. Semuestran los códigos conversacionales (a la izquierda) y los códigos G y M (a la derecha).
G 9. Configure la Tabla de herramientas de fresadora de acuerdo al tipo deherramienta que se va a utilizar para el programa de pieza decódigos G y M (una fresa con diámetro de 0,125 pulg.). Para ello,seleccione la opción Tabla de herramientas de fresadora en el menúOpciones. Esto hará que aparezca la ventana Tabla de herramientas:
– En el campo Número de herramienta, asegúrese de que el númeromostrado sea el 1.
– En la lista desplegable Tipo de punta, seleccione Fresa para acabado.– Configure el campo Diámetro de la broca a un valor de 0,1250 pulg.– Haga clic sobre el botón Guardar para guardar su configuración y
cerrar el cuadro de diálogo.
G 10. Ahora, la función Emulador del Software para fresadora CNC puede serutilizada para compilar el programa y apreciar el proceso de maquinado dela pieza, además de la pieza terminada, antes de proceder a descargar elprograma a la fresadora.

4-48

A-1
Apéndice A
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
1 Introducción
Los códigos G y M son instrucciones programadas que pueden ser reconocidas yejecutadas por la fresadora con el objetivo de realizar operaciones de maquinadoespecíficas.
• Los códigos G indican funciones geométricas, es decir, controlan el movimientode la herramienta de corte.
• Los códigos M son funciones mixtas. Incluyen por ejemplo la definición de lavelocidad de avance, la velocidad del husillo o el encendido o apagado dediferentes dispositivos.
Este apéndice contiene descripciones detalladas de los códigos estándar G y M dela Asociación de industria electrónica (Electronic Industry Association - EIA) queestá en capacidad de utilizar el Software para fresadora CNC. La sección A.2 cubrelos códigos G que pueden ser utilizados, mientras que la sección A.3 detalla loscódigos M. Finalmente, en las secciones A.4 y A.5 se provee una lista completa delos códigos G y los códigos M respectivamente.
Para cada código se provee la información encontrada a continuación.
• El nombre del código, su equivalente conversacional, sus parámetros y unadescripción de la función que desempeña. Los parámetros encerrados entreparéntesis son opcionales.
• El orden y la ubicación relativa de cada parámetro.• Un pequeño programa de ejemplo que ilustra lo que hace el código. En este
programa, el código y sus parámetros son resaltados mediante su escritura ennegrilla. El resto del programa se incluye sólo para que éste pueda serejecutado realmente.
La mayoría de los ejemplos están basados en los siguientes parámetros:
• Dimensiones del material: 2 pulgadas por 2 pulgadas.• Todas las medidas de longitud están dadas en pulgadas (pulg.), lo que implica
que el código G20 ya ha sido previamente introducido en el programa deejemplo.
• Todos los ejemplos están representados por movimientos en coordenadasabsolutas.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-2
2 Códigos G
Tal como fue mencionado anteriormente, los códigos G indican funcionesgeométricas, es decir, controlan el movimiento de la herramienta de corte.
Un código G consta de dos componentes:
• la letra "G" la cual indica que esta instrucción es utilizada para el movimientode la herramienta de corte y,
• dos dígitos que definen cómo debe moverse la herramienta de corte.
Por ejemplo, el código G90 mueve la herramienta de corte en modo absoluto y elcódigo G01 en línea recta. En la misma línea o en la siguiente, usted puede asignara dónde debe desplazarse la herramienta de corte utilizando ese tipo demovimiento. La asignación es definida mediante la introducción de la letra X (paraindicar el eje X), seguida por la coordenada destino (o la distancia que debedesplazarse en la dirección X en el caso de trabajarse en el modo incremental). Lascoordenadas Y y Z son introducidas de igual manera.
Cada código G tiene un equivalente conversacional que puede ser utilizado en elprograma de pieza en lugar del código. Un programa escrito en equivalentesconversacionales puede ser más sencillo de entender para nuevos programadoresque no estén familiarizados con la definición de cada código. También hay una listade parámetros asociada con cada código, la cual contiene información requeridapara la ejecución el código.
Parámetros
Los parámetros son propiedades o valores que determinan cómo es ejecutado uncódigo. Algunos códigos requieren de éstos mientras que otros no. Cada código deinterpolación lineal (línea recta) requiere de una coordenada destino o distancia.Cada interpolación circular o código arco requiere de una coordenada para el puntoinicial, el punto final y el punto centro. Las coordenadas X y Z deben ser númerosreales (de 0 a 99.999,9999). Las velocidades del husillo y de avance, deben sernúmeros enteros (0 a 9999).
Los parámetros deben ser listados con un espacio entre ellos y sin espacio entreel nombre del parámetro y su valor. Por ejemplo:
G01X0.5 Y0.75 Z0.1
Fíjese que no existe espacio entre la "X" y el "0.5" pero, sí lo hay entre el cadaparámetro.
Cuando se utilizan equivalentes conversacionales, debe dejarse un espacio entrela palabra y el valor del parámetro, al igual que entre parámetros.
SPEED 1200
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-3
Además de los equivalentes conversacionales de los códigos G y M, es posibleutilizar las siguientes abreviaciones de parámetros:
[S] Velocidad del husillo[R] Velocidad de avance máxima[F] Velocidad de avance
Cuando utilice estas abreviaciones, no deje espacio alguno entre la letra y el valor.Por ejemplo, F10 indica una velocidad de avance de 10 pulgadas por minuto. Elsiguiente ejemplo está escrito utilizando algunas abreviaciones de parámetros:
0001: M03 S00002: G01 X0.5 Y0.5 Z0 S1200 F40003: M30
Algunos parámetros deben ser listados en la misma línea del código, como es elcaso del número de lados de una cavidad, mientras que otros parámetros sonlistados en la(s) siguiente(s) línea(s).
Ciclos enlatados
El término "ciclo enlatado" o "ciclo pregrabado" se refiere a un grupo de comandossencillos el cual es iniciado por medio de un solo código G. Por ejemplo, loscódigos G83, G84, G86, y G87 todos constituyen un comando que da inicio a undeterminado ciclo pregrabado. Ésta es una técnica que permite ahorrar tiempo ysimplificar el trabajo ya que un único código puede ser utilizado como un gran grupode comandos.
Todos los ciclos enlatados hacen que la herramienta de corte retorne a la posiciónde inicio, una vez que se culmina la ejecución del ciclo.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-4
2.01 G00 – Interpolación lineal rápida
Equivalente conversacional: RAPID (o R)
Parámetros
[X, Y, Z] [S] [ABS o INCR]
Los parámetros que se pueden utilizar con este código son las coordenadas X, Y,Z, la velocidad del husillo y la designación del modo de movimiento absoluto oincremental. Se necesita al menos una coordenada X, Y o Z; de otra manera elcortador no se desplazará. Si los parámetros adicionales se encuentranenumerados en la misma línea del programa, éstos deben seguir el parámetro dela coordenada. Se usarán los valores previos para la velocidad y el modo demovimiento si estos parámetros no son especificados.
Descripción
Este código desplaza la herramienta de corte desde la posición actual hasta unanueva posición X, Y, Z determinada. Este desplazamiento se hace a la velocidadde avance máxima definida en la fresadora y se hace simultáneamente en los tresejes. Si no se especifica un valor X, Y o Z, se utiliza el valor actual del ejeindefinido. Este código es esencialmente igual al código G01 (MOVE) seguido porel argumento "R" para indicar la velocidad de avance máxima de movimiento.
El programa a continuación ofrece un ejemplo. En este ejemplo, la herramienta semueve a la coordenada X = 0,5 pulgadas, Y = 0,5 pulgadas, Z = 0,1 pulgadas.Luego la herramienta se mueve describiendo un cuadrado de 1,0 pulg. de ancho,finalizando en el centro del cuadrado, 0,1 pulg. bajo la superficie del material. Estoes ilustrado en la figura A-1.
0001: G900002: M03 S12000003: F50004: G000005: X0.5 Y0.5 Z0.10006: Y1.50007: X1.50008: Y0.50009: X0.50010: G010011: X1 Y1 Z-0.10012: G280013: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-5
Figura A-1. Código G00.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-6
2.02 G01 – Interpolación lineal de avance
Equivalente conversacional: MOVE
Parámetros
[X, Y, Z] [F] [R] [S] [ABS o INCR]
Los parámetros que se pueden utilizar con este código son las coordenadas X, Y,Z, la velocidad del husillo y la designación del modo de movimiento absoluto oincremental. Se necesita al menos una coordenada X, Y o Z; de otra manera elcortador no se desplazará. Si los parámetros adicionales se encuentranenumerados en la misma línea del programa, éstos deben seguir el parámetro dela coordenada. Se usarán los valores previos para la velocidad y el modo demovimiento si estos parámetros no son especificados.
Descripción
El código G01 desplaza la herramienta cortadora desde la posición actual hastauna posición determinada por las coordenadas X, Y y Z. El desplazamiento se hacea la velocidad de avance actualmente definida para la fresadora y se hacesimultáneamente en los tres ejes. Si no se da un valor X, Y o Z, se utiliza el valoractual del eje indefinido.
El programa a continuación ofrece un ejemplo. En este programa la herramienta decorte se desplaza hasta el punto X = 0,5 pulgadas, Y = 0,5 pulgadas,Z = 0 pulgadas. Luego, realiza un corte con una pendiente hacia el interior delmaterial, llegando hasta X = 1 pulgada, Y = 1 pulgada, Z = -0,25 pulgadas. Acontinuación, efectúa otro corte con pendiente opuesta a la anterior hasta llegar alpunto X = 1,5 pulgadas, Y = 1,5 pulgadas, Z = 0 pulgadas. Finalmente, laherramienta regresa a su punto de inicio. Esto se ilustra en la figura A-2.
0001: G900002: M03 S12000003: F50004: G010005: X0.5 Y0.5 Z00006: X1 Y1 Z-0.250007: X1.5 Y1.5 Z00008: G280009: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-7
Figura A-2. Código G01.
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-8
2.03 G02 – Arco en sentido horario
Equivalente conversacional: ARC.CW
Parámetros
• La última designación de coordenada X, Y y Z que precede al código G02:Coordenadas del punto de inicio del arco.
• En la misma línea del código G02: [número de lados];• En la siguiente línea después del código G02: coordenadas del punto central
del arco [X, Y, Z];• Segunda línea después del código G02: coordenadas del punto final del arco
[X, Y, Z], o el código G05 (ARC); [F o R] [S] [ABS o INCR].
El punto de inicio del arco es la posición de la herramienta de corte cuando elcódigo G02 es utilizado. Los otros parámetros requeridos para el código G02 sonlas coordenadas X, Y y Z del punto central del arco y las del punto final o elcódigo G05 (ARC) para indicar que es un círculo completo. Entre los parámetrosopcionales se incluyen el número de lados del arco, la velocidad de avance o ladesignación de la velocidad rápida, la velocidad del husillo y la designación ya seadel modo de movimiento absoluto o incremental. Los parámetros opcionaleslistados en la misma línea de las coordenadas son utilizados para suplantar valoresy sólo afectan la ejecución de esa línea. La velocidad de avance y el modo demovimiento ajustados con anterioridad, son utilizados si estos parámetros no sondefinidos.
Descripción
Este código ordena a la fresadora realizar el corte de un arco en sentido horario,con un parámetro adicional que permite configurar el número de lados que se vana maquinar. Si este parámetro no es introducido, se realiza el corte en unatrayectoria circular. El arco comienza en la posición actual de la fresa por lo que sedebe posicionar esta última antes de introducir el comando arco. Introduzca lascoordenadas X, Y y Z para especificar el punto centro del arco. El radio del arco sedetermina a partir de la distancia desde la posición actual (X, Y, Z) hasta el puntocentro. Si el punto de inicio tiene un valor en Z diferente de cero, es recomendableutilizar el mismo valor de Z para la definición del punto centro. Aunque el valor Z delpunto central no tiene efecto alguno sobre la profundidad de corte, sí afecta elcálculo del radio.
El radio es calculado utilizando la siguiente fórmula:
Radio ' (X1 & X2)2 % (Y1 & Y2)
2 % (Z1 & Z2)2
Donde
X1, Y1, Z1 son las coordenadas del punto de inicio;X2, Y2, Z2 son las coordenadas del punto central;

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-9
Figura A-3. Cálculo del radio.
El código G02 realiza el corte del arco iniciando en las coordenadas del punto deinicio y terminando en las coordenadas del punto final, tal como se especifica en elarreglo de parámetros. La compensación del radio de la herramienta se aplicaautomáticamente de tal manera que las dimensiones del corte final son tal como seespecifican en las coordenadas introducidas. La herramienta realiza un paso en latrayectoria definida y la trayectoria de corte depende de el plano de corte actual(refiérase a PLANE.XY, PLANE.XZ, PLANE.YZ). El plano XY es el plano pordefecto.
El programa a continuación ofrece un ejemplo. En este programa, la herramientacorta un cuarto de círculo sobre el plano XY, con centro en X = 1 pulgada,Y = 1 pulgada, y Z = !0,1 pulgadas y a una profundidad de 0,1 pulgadas. Esto seilustra en la figura A-4.
0001: G900002: M03 S12000003: F50004: G010005: X0.5 Y10006: Z-0.1 (inicio del arco)0007: G020008: X1 Y1 Z-0.1 (centro del arco)0009: X1 Y1.5 (final del arco)0010: G280011: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-10
Figura A-4. Código G02.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-11
2.04 G03 – Arco en sentido anti horario
Equivalente conversacional: ARC.CCW
Parámetros
• La última designación de coordenada X, Y y Z que precede al código G03:Coordenadas del punto de inicio del arco [X, Y, Z].
• En la misma línea del código G03: [número de lados];• En la siguiente línea después del código G03: coordenadas del punto central
del arco [X, Y, Z];• Segunda línea después del código G03: coordenadas del punto final del arco
[X, Y, Z], o el código G05 (ARC); [F o R] [S] [ABS o INCR].
Los parámetros que son usados con este código incluyen las coordenadas X, Y yZ del punto central del arco, las del punto final o el código G05 (ARC) para indicarque es un círculo completo y el número de lados. Los parámetros opcionaleslistados en la misma línea de las coordenadas son utilizados para suplantar valoresy sólo afectan la ejecución de esa línea. La velocidad de avance, la velocidad delhusillo y el modo de movimiento ajustados con anterioridad, son utilizados si estosparámetros no son definidos.
Descripción
Este código ordena a la fresadora realizar el corte de un arco en sentido antihorario, con un parámetro adicional que permite configurar el número de lados quese van a maquinar. Si este parámetro no es introducido, se realiza el corte en unatrayectoria circular. El arco comienza en la posición actual de la fresa por lo que sedebe posicionar esta última antes de introducir el comando arco. Introduzca lascoordenadas X, Y y Z para especificar el punto centro del arco. El radio del arco sedetermina a partir de la distancia desde la posición actual (X, Y, Z) hasta el puntocentro. Si el punto de inicio tiene un valor en Z diferente de cero, es recomendableutilizar el mismo valor de Z para la definición del punto centro. Aunque el valor Z delpunto central no tiene efecto alguno sobre la profundidad de corte, sí afecta elcálculo del radio.
Como se explicó en el código G02, el radio es calculado utilizando la siguientefórmula:
Radio ' (X1 & X2)2 % (Y1 & Y2)
2 % (Z1 & Z2)2
Donde
X1, Y1, Z1 son las coordenadas del punto inicial;X2, Y2, Z2 son las coordenadas del punto central;
El código G02 realiza el corte del arco iniciando en las coordenadas del punto deinicio y terminando en las coordenadas del punto final, tal como se especifica en elarreglo de parámetros. La compensación del radio de la herramienta se aplicaautomáticamente de tal manera que las dimensiones del corte final son tal como se

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-12
especifican en las coordenadas introducidas. La herramienta realiza un paso en latrayectoria definida y la trayectoria de corte depende de el plano de corte actual(refiérase a PLANE.XY, PLANE.XZ, PLANE.YZ). El plano XY es el plano pordefecto.
El programa a continuación ofrece un ejemplo. En éste, la herramienta corta uncuarto de círculo sobre el plano XY, con centro en X = 1 pulgada, Y = 1 pulgada,y Z = !0,1 pulgadas y a una profundidad de 0,1 pulgadas. Esto se ilustra en lafigura A-5.
0001: G900002: F50003: M03 S12000004: G010005: X0.5 Y10006: Z-0.1 (inicio del arco)0007: G030008: X1 Y1 Z-0.1 (centro del arco)0009: X1 Y0.5 (final del arco)0010: G280011: M30
Figura A-5. Código G03.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-13
2.05 G04 – Pausa - Intervalo programado
Equivalente conversacional: DWELL
Parámetros
Introduzca el número de décimas de segundos (0,1 s) durante el cual la máquinaquedará en reposo o en espera.
Descripción
Este código le ordena a la máquina remota que efectúe una interrupción duranteun cierto número de décimas de segundo antes de proceder con la siguienteinstrucción. Si no se da ningún argumento o si el valor es 0, el código G04 esperahasta que un usuario presione cualquier tecla antes de continuar.
El programa a continuación ofrece un ejemplo. Con este programa, la fresadora sedetiene durante 5 segundos y luego se mueve a la velocidad máxima de avance1 pulgada sobre la posición actual. Inmediatamente se detiene hasta que el usuariopresione una tecla.
0001: G04 500002: G910003: G000004: Z10005: G040006: G280007: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-14
2.06 G05 – Arco circular
Equivalente conversacional: ARC
Parámetros
Este código no requiere de la introducción de ningún parámetro ya que sólo puedeser utilizado como extensión para los comandos ARC.CW, ARC.CCW, POCKETo CUP.
Descripción
Este código es utilizado para indicar al software que el punto de inicio y final delarco es el mismo y que se va a maquinar un círculo completo. El propósito principalde este código es permitir que los círculos sean fácilmente programables.
El código G05 no produce ningún resultado a menos que un código ARC.CW,ARC.CCW, POCKET, o CUP se encuentre activo.
El programa a continuación ofrece un ejemplo. En este caso, la herramienta cortaun círculo completo de 1,0 pulgada de radio, con centro en el punto X = 1 pulgada,Y = 1 pulgada, a una profundidad de 0,1 pulgadas. Esto ejemplo se ilustra en lafigura A-6.
0001: G900002: F50003: M03 S12000004: G010005: X0 Y10006: Z-0.10007: G030008: X1 Y1 Z-0.10009: G050010: G280011: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-15
Figura A-6. Código G05.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-16
2.07 G17 – Establecer el plano XY
Equivalente conversacional: PLANE.XY
Parámetros
Ninguno
Descripción
Este código establece el plano actual de ARC al plano XY. Éste es el ajuste pordefecto. Este código permite crear arcos con los ejes X e Y formando el plano deinterpolación circular primario. Especificar un valor Z en el punto final producirá unainterpolación helicoidal.
El programa a continuación ofrece un ejemplo. Primero se establece el plano XYy luego se mueve la herramienta hasta la coordenada X = 0 pulgadas,Y = 1 pulgada, Z = -0,1 pulgadas. A continuación se corta un círculo completo hastael punto X = 0 pulgadas, Y = 1 pulgada, Z = 0 pulgadas. El corte final resulta en unaespiral puesto que el valor de Z cambió entre el punto inicial y el punto final. Esteejemplo es ilustrado en la figura A-7.
0001: G170002: G900003: F50004: M03 S12000005: G010006: X0 Y10007: Z-0.10008: G030009: X1 Y1 Z-0.10010: X0 Y1 Z00011: G280012: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-17
Figura A-7. Código G17.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-18
2.08 G18 – Establecer el plano XZ
Equivalente conversacional: PLANE.XZ
Parámetros
Ninguno
Descripción
Este código establece el plano actual de ARC al plano XZ. Este código permitecrear arcos con los ejes X y Z formando el plano de interpolación circular primario.La herramienta corta un arco vertical en el material, de forma paralela al eje X. Sino se hace ningún cambio en el valor de Y, desde una vista superior el corte essemejante a una línea recta. Especificar un valor Y en el punto final producirá unainterpolación helicoidal.
El programa a continuación ofrece un ejemplo. En éste, se establece el plano XZy luego se mueve la herramienta hasta la coordenada X = 1 pulgada,Y = 1 pulgada, Z = 0 pulgadas. A continuación se corta medio círculo en el materialhasta alcanzar el punto X = 0 pulgadas, Y = 0 pulgadas, Z = 0 pulgadas. El cortefinal resulta ser helicoidal debido a que el valor de Y cambió entre el punto inicialy el punto final. Esto puede verse claramente en la figura A-8.
0001: G180002: G900003: F50004: M03 S12000005: G010006: X1 Y10007: Z0 (inicio del arco)0008: G020009: X0.5 Z0 (centro del arco)0010: X0 Y0 Z0 (final del arco)0011: G280012: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-19
Figura A-8. Código G18.
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-20
2.09 G19 – Establecer el plano YZ
Equivalente conversacional: PLANE.YZ
Parámetros
Ninguno
Descripción
Este código establece el plano actual de ARC al plano YZ. Este código permitecrear arcos con los ejes Y y Z formando el plano de interpolación circular primario.La herramienta corta un arco vertical en el material, de forma paralela al eje Y. Sino se hace ningún cambio en el valor de X, desde una vista superior el corte seasemeja a una línea recta. Especificar un valor Y en el punto final producirá unainterpolación helicoidal.
El programa a continuación ofrece un ejemplo. En este programa, el plano YZ seconfigura como el plano de interpolación primario y a continuación la herramientase desplaza hasta X = 1 pulgada, Y = 1 pulgada, Z = 0 pulgadas. Luego, cortamedio círculo hasta el punto X = 0 pulgadas, Y = 0 pulgadas, Z = 0 pulgadas. Elcorte producido es helicoidal ya que el valor de la coordenada X cambió entre elpunto de inicio y el punto final. Este ejemplo es ilustrado en la figura A-9.
0001: G190002: G900003: F50004: M03 S12000005: G010006: X1 Y10007: Z0 (inicio del arco)0008: G030009: Y0.6 Z0 (centro del arco)0010: X0 Y0 Z0 (final del arco)0011: G280012: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-21
Figura A-9. Código G19.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-22
2.10 G20 – Programación en pulgadas
Equivalente conversacional: IN
Parámetros
Ninguno
Descripción
Este código define en pulgadas todos los valores de medición de la máquina y delemulador del software.
El programa a continuación ofrece un ejemplo. En este caso, primero se define enpulgadas la unidad de medida de longitud usando el código G20. Luego elcódigo G01 mueve la herramienta 1,0 pulgada a la derecha.
0001: G200002: G910003: G010004: X10005: G280006: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-23
2.11 G21 – Programación en milímetros
Equivalente conversacional: MM
Parámetros
Ninguno
Descripción
Este código define en milímetros todos los valores de medición de la fresadora ydel emulador del software.
En este caso, primero se define en milímetros la unidad de medida de longitudusando el código G21. Luego el código G01 mueve la herramienta 1,0 mm a laderecha.
0001: G210002: G910003: G010004: X100005: G280006: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-24
2.12 G25 – Posición cero predeterminada
Equivalente conversacional: SET.ZERO
Parámetros
Ninguno
Descripción
Este código permite redefinir la posición cero con las coordenadas de la posiciónactual. Este cambio permanecerá activo hasta que se introduzca elcódigo G26 (ABS.ZERO) para restablecer la posición cero.
El programa a continuación ofrece un ejemplo. En éste, la herramienta se muevehasta X = 0 pulgadas, Y = 0 pulgadas, Z = 0 pulgadas y luego hasta X = 1 pulgada,Y = 1 pulgada, Z = 0 pulgadas y define la posición cero allí. Luego la herramientase mueve hasta X = 1 pulgada, Y = 1 pulgada, Z = 0 pulgadas, el cual esequivalente al punto que antes era X = 2 pulgadas, Y = 2 pulgadas, Z = 0 pulgadas.Los movimientos realizados en este programa son reflejados en la figura A-10.
0001: G900002: G010003: X0 Y0 Z00004: X1 Y1 Z00005: G250006: G010007: X1 Y1 Z00008: G280009: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-25
Figura A-10. Código G25.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-26
2.13 G26 – Restablecer posición cero
Equivalente conversacional: ABS.ZERO
Parámetros
Ninguno
Descripción
Cuando la posición cero (origen) ha sido redefinida por el código G25 (SET.ZERO),el código G26 (ABS.ZERO) es utilizado para reiniciar esta posición de nuevo, enel valor original de la posición cero.
El programa a continuación ofrece un ejemplo. En éste, la herramienta se muevehasta X = 0 pulgadas, Y = 0 pulgadas, Z = 0 pulgadas y luego hasta X = 1 pulgada,Y = 1 pulgada, Z = 0 pulgadas y define la posición cero allí. Luego la herramientase mueve hasta X = 1 pulgada, Y = 1 pulgada, Z = 0 pulgadas, el cual esequivalente al punto que antes era X = 2 pulgadas, Y = 2 pulgadas, Z = 0 pulgadas.Finalmente, se restablece la posición cero original y la herramienta se lleva devuelta a su posición de inicio. Esto se ilustra en la figura A-11.
0001: G900002: G010003: X0 Y0 Z00004: X1 Y1 Z00005: G250006: G010007: X1 Y1 Z00008: G260009: G010010: X0 Y0 Z00011: G280012: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-27
Figura A-11. Código G26.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-28
2.14 G28 – Inicio
Equivalente conversacional: HOME
Parámetros
Ninguno
Descripción
El código G28 (HOME) es utilizado para mover la herramienta de corte de vueltaa su posición de inicio.
El programa a continuación ofrece un ejemplo. Primero la herramienta se muevehasta el punto X = 0,5 pulgadas, Y = 0,5 pulgadas, Z = 0,1 pulgadas. Luego, debidoal código G28 la herramienta de corte vuelve a su posición de inicio.
0001: G900002: G010003: X0.5 Y0.5 Z0.10004: G280005: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-29
2.15 G50 – Desactivar escala de coordenadas
Equivalente conversacional: SCALE.OFF
Parámetros
Ninguno
Descripción
El código G50 desactiva la escala de valores posicionales. Todos los valoresintroducidos se consideran absolutos.
El programa a continuación ofrece un ejemplo. Primero se ajusta el factor de escalaen 0,5 con el código G51. El código G01 (MOVE) debería desplazar la herramienta1,0 pulgada, pero con el código de escala activado, la herramienta solamente sedesplaza 0,5 pulgadas. Después se desactiva el factor de escala con elcódigo G50. Finalmente la herramienta se desplaza 1,0 pulgada a lo largo del ejeX. Esto se ilustra en la figura A-12.
0001: G51 0.50002: G910003: G010004: X1 Y10005: G500006: G010007: X10008: G280009: M30
Figura A-12. Código G50.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-30
2.16 G51 – Activar escala de coordenadas
Equivalente conversacional: SCALE.ON
Parámetros
Ninguno
Descripción
Este código activa la escala (o multiplicación) de todos los valores posicionalesutilizando el valor dado como multiplicador. Por ejemplo, para crear una pieza dosveces más grande, utilice el código G51 2 (SCALE.ON 2.0). El factor de escalapermanece activo hasta que es cambiado mediante el código SCALE.ON odeshabilitado por medio del código SCALE.OFF.
El programa a continuación ofrece un ejemplo. Primero se ajusta el factor de escalaen 0,5 con el código G51. El código G01 (MOVE) debería desplazar la herramienta1,0 pulgada, pero con el código de escala activado, la herramienta solamente sedesplaza 0,5 pulgadas. Después se desactiva el factor de escala con elcódigo G50. Finalmente la herramienta se desplaza 1,0 pulgada a lo largo del ejeX. Esto se ilustra en la figura A-13.
0001: G51 0.50002: G910003: G010004: X1 Y10005: G51 10006: G010007: X10008: G280009: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-31
Figura A-13. Código G51.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-32
2.17 G80 – Terminar ciclo enlatado
Equivalente conversacional: FINISH
Parámetros
Ninguno
Descripción
Este código se utiliza para completar un ciclo pregrabado o enlatado.
El programa anterior sirve como ejemplo. En el programa, primero la herramientase desplaza hasta la coordenada (0,5, 0,5, 0) y luego corta una cavidad (G83).Cuando encuentre el código G05, éste se hará cargo de efectuar una cavidadcompleta (p.e., el punto final es el mismo punto inicial). El código G80 indica queel comando G83 está completo.
0001: G900002: F50003: M03 S12000004: G010005: X0.5 Y0.5 Z0.00006: G83 5 0.10007: X1.0 Y1.0 Z-0.1250008: G050009: G800010: G280011: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-33
2.18 G83 – Ciclo de fresado de cavidad
Equivalente conversacional: POCKET
Parámetros
• La última designación de coordenada precedente al código G83: punto de inicio[X, Y, Z] de la cavidad.
• En la misma línea del código G83: número de lados (0 o 3 hasta 9999), tamañodel paso;
• En la primera línea después del código G83: coordenadas [X, Y, Z] del puntocentro de la cavidad;
• Segunda línea después del código G83: coordenadas [X, Y, Z] del punto finalde la cavidad o el código ARC [F o R] [S].
Este código requiere de la inserción de dos parámetros en la misma línea de lainstrucción. El primer parámetro (número entero) define el número de lados de lacavidad (el número 0 indica que se va a maquinar una cavidad circular) y elsegundo número, el cual debe ser un número real diferente de cero, indica eltamaño del paso de corte que se va a utilizar. La cavidad es fresada en pequeñosincrementos llamados pasos de corte.
En la primera línea después del código G83, introduzca las coordenadas X, Y y Zdel punto centro de la cavidad. La coordenada Z del punto centro determina laprofundidad de corte de la cavidad. En la segunda línea después de la introduccióndel código, introduzca las coordenadas X, Y y Z del punto final de la cavidad o elcódigo G05 (ARC) para indicar el maquinado de un círculo completo. Losparámetros que se pueden listar en la misma línea de coordenadas son utilizadospara suplantar los valores por defecto del programa aunque, sólo afectarán la líneaen que sean implementados. Si los parámetros ya mencionados no sonmodificados para la ejecución de este comando, el programa toma por defecto, losvalores que se hayan definido previamente para estos parámetros.
Descripción
Este código utiliza dos arreglos de coordenadas para definir la cavidad. Éstacomienza a maquinarse en la posición actual de la herramienta de corte de talmanera que se debe posicionar antes de ejecutar el código G83 (POCKET). Lascoordenadas X, Y y Z introducidas en la primera línea después del código indicanla posición del centro de la cavidad, mientras que las ubicadas en la segunda líneaindican el punto final de la misma. Si se introduce el código “ARC”, esto indica a lafresadora que se va a maquinar un círculo completo.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-34
El radio de la cavidad es determinado por medio de la distancia desde lascoordenadas X, Y actuales (punto de inicio) hasta el punto centro:
Radio ' (X1 & X2)2 % (Y1 & Y2)
2
Donde
X1, Y1 son las coordenadas del punto de inicio;X2, Y2 son las coordenadas del punto centro.
Nota: Para crear una cavidad en forma correcta, la herramientade corte DEBE tener un radio definido en la tabla deherramientas. Un radio igual a 0 dará origen a un error y aresultados impredecibles.
El programa a continuación ofrece un ejemplo. En éste, la herramienta realiza loscortes necesarios para dar forma a una cavidad en forma de tarta. La forma esobtenida en cuatro pasos o cortes (0,05 pulgadas X 4 = 0,2 pulgadas deprofundidad). Esto queda ilustrado en la figura A-14.
0001: G900002: F50003: M03 S12000004: G010005: X1.5 Y0.5 Z00006: G83 0 0.050007: X1 Y1 Z-0.20008: X1.5 Y1.50009: G280010: M30
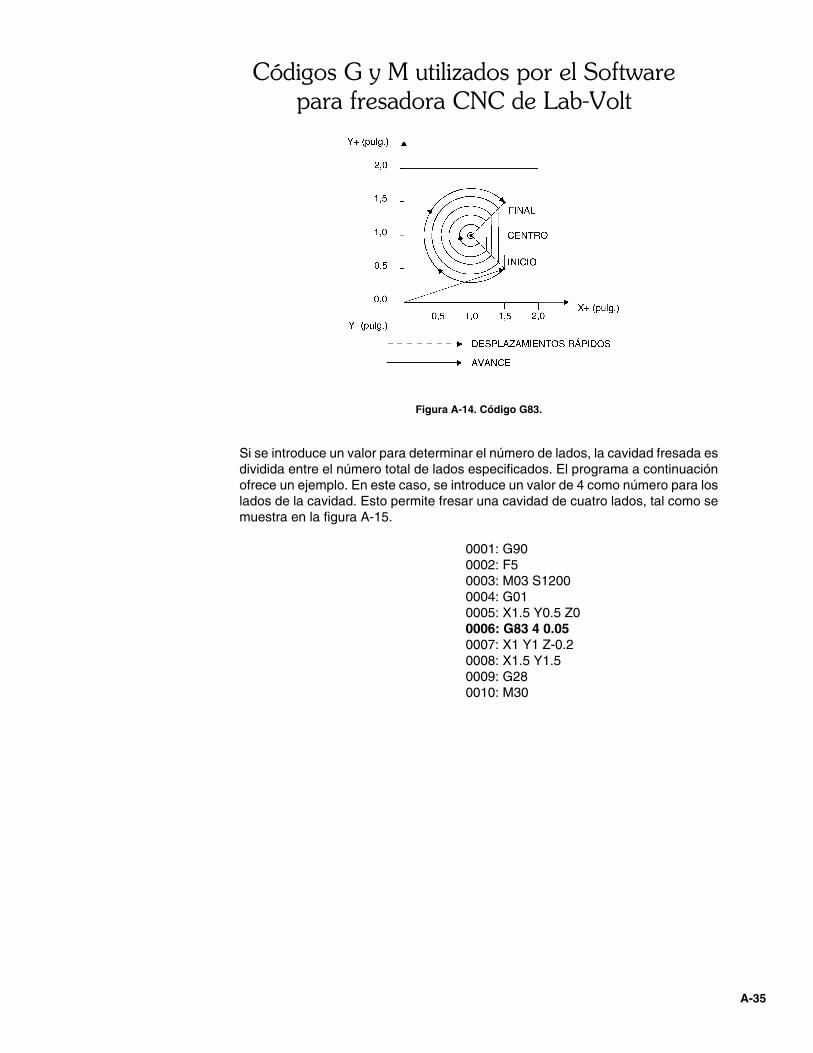
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-35
Figura A-14. Código G83.
Si se introduce un valor para determinar el número de lados, la cavidad fresada esdividida entre el número total de lados especificados. El programa a continuaciónofrece un ejemplo. En este caso, se introduce un valor de 4 como número para loslados de la cavidad. Esto permite fresar una cavidad de cuatro lados, tal como semuestra en la figura A-15.
0001: G900002: F50003: M03 S12000004: G010005: X1.5 Y0.5 Z00006: G83 4 0.050007: X1 Y1 Z-0.20008: X1.5 Y1.50009: G280010: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-36
Figura A-15. Código G83.
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-37
2.19 G84 – Ciclo de fresado de copa
Equivalente conversacional: CUP
Parámetros
• La última designación de coordenada precedente al código G84: punto de inicio[X, Y, Z] de la copa.
• En la misma línea del código G84: número de lados (0 o 3 hasta 9999), tamañodel paso;
• En la primera línea después del código G84: coordenadas [X, Y, Z] del puntocentro de la copa;
• Segunda línea después del código G84: coordenadas [X, Y, Z] del punto finalde la copa o el código ARC [F o R] [S].
Este código requiere de la inserción de dos parámetros en la misma línea de lainstrucción. El primer parámetro (número entero) define el número de lados de lacopa (el número 0 indica que se va a maquinar una copa circular) y el segundonúmero, el cual debe ser un número real diferente de cero, indica el tamaño delpaso de corte que se va a utilizar. La copa es fresada en pequeños incrementosllamados pasos de corte. Pasos de corte más pequeños producen una copa másdefinida pero requieren un mayor tiempo de fresado.
En la primera línea después del código G84, introduzca las coordenadas X, Y y Zdel punto centro de la copa. La coordenada Z del punto centro determina laprofundidad de corte de la copa. En la segunda línea después de la introducción delcódigo, introduzca las coordenadas X, Y y Z del punto final o el código G05 (ARC)para indicar el maquinado de un círculo completo. Los parámetros que se puedenlistar en la misma línea de coordenadas son utilizados para suplantar los valorespor defecto del programa aunque, sólo afectarán la línea en que seanimplementados. Si los parámetros ya mencionados no son modificados para laejecución de este comando, el programa toma por defecto, los valores que sehayan definido previamente para estos parámetros.
Descripción
Este código es utilizado para maquinar una forma equivalente a media esfera.Puede ser utilizado para generar circunferencias compuestas por varios lados ocopas, si se utilizan los parámetros apropiados. El primer valor es un número enteropara definir el número de lados de la copa (el número 0 indica la realización de unacopa circular) y el segundo (un número real diferente de cero) determina el tamañodel paso de corte que se va a utilizar.
El maquinado de la copa comienza en la posición actual de la herramienta de cortede tal manera que, debe posicionársele antes de la ejecución del código G84(CUP). Las coordenadas X, Y ubicadas en la primera línea después del código G84especifican el punto centro y las ubicadas en la segunda línea especifican el puntofinal de la copa. Si se introduce el comando “ARC” en lugar de un punto final, estoindica a la fresadora que se va a maquinar un círculo completo.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-38
La profundidad de corte es igual al radio de la copa. Ésta se define a partir de ladistancia desde el punto de inicio hasta el punto centro.
Radio ' (X1 & X2)2 % (Y1 & Y2)
2
Donde
X1, Y1 son las coordenadas del punto de inicio;X2, Y2 son las coordenadas del punto central.
Si se introduce un valor para la coordenada Z en el punto centro o final, éste esignorado. Por lo tanto se recomienda tener cuidado para que el radio NO seasuperior al grosor del material de trabajo.
El programa a continuación ofrece un ejemplo. Aquí, la herramienta corta unamedia esfera de ocho lados centrada en el punto X = 1 pulgadas, Y = 1 pulgadas,Z = 0 pulgadas. Esto se ilustra en las figuras A-16 y A-17.
0001: G900002: F50003: M03 S12000004: G010005: X0.8 Y0.8 Z00006: G84 8 0.020007: X1 Y10008: G050009: G280010: M30
Figura A-16. Código G84 (vista superior).

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-39
Figura A-17. Código G84 (vista lateral).

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-40
2.20 G86 – Ciclo de taladrado
Equivalente conversacional: DRILL
Parámetros
(X, Y, Z) [F o R] [S] [ABS o INCR]
Los parámetros que pueden ser utilizados con este código incluyen lascoordenadas X, Y y Z para la perforación, la velocidad de avance, la velocidad delhusillo y la designación del modo de movimiento absoluto o incremental. Serequiere especificar por lo menos la coordenada Z, o de lo contrario la herramientano realizará la perforación. Si algunos parámetros adicionales se listan en la mismalínea de programa, deben ser escritos a continuación del parámetro decoordenadas. Si no se especifica un valor para la velocidad de avance, la velocidaddel husillo y el modo de movimiento, es utilizarán los valores actuales programadoscon anterioridad para cada parámetro.
Descripción
Esta función se utiliza para taladrar con la herramienta actual. En este modo, elcortador se desplaza a velocidad rápida hacia la posición X,Y definida para eltaladrado y luego se desplaza a la velocidad de avance en la dirección del eje Zpara crear una perforación taladrada de una profundidad especificada por lacoordenada Z dada como parámetro. Luego la herramienta vuelve a la posición deinicio en Z antes de cada operación de taladrado. Para finalizar el ciclo detaladrado, introduzca un nuevo código o introduzca un comando M30 para finalizarel programa.
El programa a continuación ofrece un ejemplo. En este caso, la herramienta realizatres perforaciones: la primera de ellas está ubicada en X = 0,5 pulgadas,Y = 0,5 pulgadas y tiene una profundidad de 0,1 pulgadas. La segunda perforaciónse realiza en X = 1 pulgada, Y = 0,75 pulgadas, con una profundidad de0,2 pulgadas. La perforación final se realiza en el punto X = 1,5 pulgadas,Y = 1,5 pulgadas, con 0,3 pulgadas de profundidad. Luego la herramienta se muevea X = 1 pulgada. Esto se ilustra en la figura A-18.
0001: G900002: F50003: M03 S12000004: G860005: X0.5 Y0.5 Z-0.10006: X1 Y0.75 Z-0.20007: X1.5 Y1.5 Z-0.30008: G010009: X10010: G280011: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-41
Figura A-18. Código G86.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-42
2.21 G87 – Ciclo de taladrado escalonado
Equivalente conversacional: PECK
Parámetros
Profundidad de la perforación (X, Y, Z) [F o R] [S] [ABS o INCR]
Los parámetros que pueden ser utilizados con este código incluyen lascoordenadas X, Y y Z para la perforación, la velocidad de avance, la velocidad delhusillo y la designación del modo de movimiento absoluto o incremental. Laprofundidad de la perforación es la distancia total que la herramienta se mueve enla dirección -Z para cada operación de taladrado. Las coordenadas X e Y indicandónde se debe realizar la perforación, mientras que la coordenada Z indica laprofundidad final. Si algunos parámetros adicionales se listan en la misma línea deprograma, deben ser escritos a continuación del parámetro de coordenadas. Si nose especifica un valor para la velocidad de avance, la velocidad del husillo y elmodo de movimiento, es utilizarán los valores actuales programados conanterioridad para cada parámetro.
Descripción
Esta función se utiliza para realizar un taladrado incremental con la herramientaactual. En este modo, el cortador se desplaza a velocidad rápida hacia la posiciónX,Y y luego comienza a perforar un orificio realizando descensos sobre el eje Z queaumentan en profundidad de acuerdo al valor especificado en el primer parámetro,hasta alcanzar la distancia Z final. Al final del ciclo, la herramienta vuelve a suposición Z de inicio.
El programa a continuación ofrece un ejemplo. En este programa, la herramientarealiza 3 orificios: el primero de ellos se realiza en X = 0,5 pulgadas,Y = 0,5 pulgadas, a una profundidad de 0,1 pulgadas (dos descensos, es decir 2perforaciones a 0,05 pulgadas por perforación). El segundo orificio se ubica enX = 1 pulgada, Y = 0,75 pulgadas y tiene una profundidad de 0,2 pulgadas (cuatrosdescensos). El orificio final se realiza en X = 1,5 pulgadas, Y = 1,5 pulgadas conuna profundidad de 0,3 pulgadas (6 perforaciones). Esto se ilustra en la figura A-19.
0001: G900002: F50003: M03 S12000004: G87 0.050005: X0.5 Y0.5 Z-0.10006: X1 Y0.75 Z-0.20007: X1.5 Y1.5 Z-0.30008: G280009: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-43
Figura A-19. Código G87.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-44
2.22 G90 – Posicionamiento absoluto
Equivalente conversacional: ABS
Parámetros
Ninguno
Descripción
Cuando este código es introducido por sí solo en una línea de programa, se asumeque todas las coordenadas subsiguientes son valores absolutos medidos enreferencia a la posición cero predefinida.
Si éste hace parte de un listado de parámetros de un código primario, esto indicaque las coordenadas dadas son valores absolutos y que se debe suplantar el modode movimiento por defecto del programa, únicamente para este arreglo decoordenadas.
El programa a continuación ofrece un ejemplo. En éste, la herramienta de corte semueve desde su posición actual, hasta un punto ubicado a 1 pulgada de lascoordenadas X e Y del origen y -0,1 pulgadas desde el origen de la coordenada Z.Esto se ilustra en la figura A-20.
0001: G900002: F50003: M03 S12000004: G010005: X1 Y1 Z-0.10006: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-45
Figura A-20. Código G90.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-46
2.23 G91 – Posicionamiento incremental
Equivalente conversacional: INCR
Parámetros
Ninguno
Descripción
Cuando el código G91 es introducido por sí solo en una línea de programa, seasume que todas las coordenadas subsiguientes son valores incrementales oincrementos con respecto a la última posición de la herramienta de corte.
Si éste hace parte de un listado de parámetros de un código primario, esto indicaque las coordenadas dadas son valores incrementales y que se debe suplantar elmodo de movimiento por defecto del programa, únicamente para este arreglo decoordenadas.
El programa a continuación ofrece un ejemplo. En este programa, la herramientarealiza un corte desde el origen de las coordenadas X e Y hasta el punto relativoal origen X = 1 pulgada, Y = 1 pulgada, Z = 0,1 pulgadas. Desde esta ubicación,corta 0,5 pulgadas a lo largo del eje X hasta la posición final (X = 1,5 pulgadas,Y = 1 pulgada, Z = -0,1 pulgadas) que en realidad está ubicado a X = 1,5 pulgadas,Y = 1 pulgada desde el origen. Esto se ilustra en la figura A-21.
0001: G900002: M03 S12000003: G010004: X1 Y1 Z0.10005: G910006: G010007: X0.50008: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-47
Figura A-21. Código G91.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-48
3 Códigos M
Los códigos M son utilizados para cumplir funciones mixtas como la definición dela velocidad del husillo y el encendido o apagado de dispositivos.
Un código M está compuesto de dos partes:
• la letra "M" que indica que la instrucción es utilizada para diversas operacionesde la fresadora y,
• los dos dígitos que definen la operación a realizar.
Al igual que los códigos G, algunos de los códigos M tienen parámetros(información necesaria para la ejecución del código) asociados a ellos. Losparámetros para los códigos M deben ser colocados en la misma línea de edición,separados del código por medio de un espacio. Por ejemplo:
M03 S1500
Fíjese que no existe espacio alguno entre la "M" y el número "03" pero, sí lo hayentre "M03" y el parámetro "S1500".
Cada código M tiene su equivalente conversacional el cual puede ser utilizado enel programa en lugar del código. Además, algunos de los equivalentesconversacionales pueden ser abreviados. Cuando se utilizan estas abreviaturas,cerciórese de no dejar ningún espacio entre la letra y el valor asignado. Porejemplo, S1200 indica que la velocidad del husillo ha de ser igual a1200 revoluciones por minuto.
Algunos de los códigos M y sus equivalentes conversacionales también pueden serutilizados como parámetros. Si un código M es introducido luego de un arreglo decoordenadas, dentro de una misma línea de programa, esto indica que para esearreglo de coordenadas, el valor de este código debe ser utilizado en lugar delpredeterminado.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-49
3.01 M03 – Velocidad del husillo en sentido horario
Equivalente conversacional: SPINDLECW.ON o SPEED.CW
Abreviatura: M03 S
Parámetros
Introduzca un número entero (entre 0 y 9999) para indicar la velocidad.
Descripción
Cuando este código es introducido por sí solo en una línea de programa, elparámetro especifica la velocidad por defecto del husillo para la ejecución de loscódigos subsiguientes del programa de pieza. Esta velocidad se hace máxima sise introduce un valor mayor que su máximo permitido.
Si este código hace parte de un listado de parámetros de un código primarioestándar, esto indica que para este arreglo de coordenadas, la velocidad del husillodada debe ser implementada en lugar del valor por defecto.
El programa a continuación ofrece un ejemplo. En este programa, la velocidad delhusillo inicia en 500 revoluciones por minuto, luego aumenta a 1000 revolucionespor minuto y luego aumenta nuevamente hasta 1500 revoluciones por minuto. Encada aumento se realiza una pausa de 5 segundos.
0001: M03 S5000002: G04 500003: M03 S10000004: G04 500005: M03 S15000006: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-50
3.02 M05 – Apagar husillo
Equivalente conversacional: SPINDLE.OFF o SPEED.OFF
Parámetros
Ninguno
Descripción
Este comando apaga el motor del husillo. Es completamente equivalente con uncódigo M03 S0. El husillo permanece apagado hasta que se utilice el códigoSPEED posteriormente.
El programa a continuación ofrece un ejemplo. En este caso, la velocidad del husilloinicia en un valor de 500 revoluciones por minuto (en sentido horario) y luego de 5segundos, el husillo es apagado.
0001: M03 S5000002: G04 500003: M050004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-51
3.03 M06 – Seleccionar herramienta
Equivalente conversacional: TOOL
Parámetros
Introduzca el número de la herramienta que se va a utilizar (un valor entre 1 y 20).
Descripción
Este código permite la solicitud de una herramienta de corte alterna durante laejecución de un programa. En una máquina estándar, se solicita al usuario quecambie en forma manual la herramienta, y luego responda al mensaje de solicitud.En las máquinas que están equipadas con mecanismos para cambiar laherramienta, el cambio es realizado en forma automática.
El programa a continuación ofrece un ejemplo. En este caso, el programa esperaa que el usuario instale la herramienta número 6, espera por 5 segundos, luegoespera a que se instale la herramienta número 9. Si se cuenta con unintercambiador de herramientas, la herramienta es cambiada automáticamente sinintervención del usuario.
0001: M06 60002: G04 500003: M06 90004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-52
3.04 M10 – Abrir tornillo de banco
Equivalente conversacional: VISE.O
Parámetros
Ninguno
Descripción
Cuando el Software para fresadora CNC es usado en un entorno de fabricaciónasistida por computadora (CIM), el código M10 le da instrucciones al software decontrol de la fresadora para abrir el tornillo de banco neumático instalado en ella.[Vea la sección 2.4.1.2 (c) para mayor información acerca de las celdas CIM].
El programa a continuación ofrece un ejemplo. En éste, el código M10 abre eltornillo de banco neumático, el programa espera 5 segundos, luego el código M11lo vuelve a cerrar.
0001: M100002: G04 500003: M110004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-53
3.05 M11 – Cerrar tornillo de banco
Equivalente conversacional: VISE.C
Parámetros
Ninguno
Descripción
Cuando el Software para fresadora CNC es usado un entorno de fabricaciónasistida por computadora (CIM), el código M10 le da instrucciones al software decontrol de la fresadora para cerrar el tornillo de banco neumático instalado en ella.[Vea la sección 2.4.1.2 (c) para mayor información acerca de las celdas CIM].
El programa a continuación ofrece un ejemplo. En éste, el código M10 abre eltornillo de banco neumático, el programa espera 5 segundos, luego el código M11lo vuelve a cerrar..
0001: M100002: G04 500003: M110004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-54
3.06 M22 – Nivel de salida alto
Equivalente conversacional: OUTPUT.H
Parámetros
Introduzca el número (1, 2, 3 ó 4) correspondiente al puerto (pin) TTL E/S de lafresadora, al cual se le desea asignar el estado lógico "ALTO".
Descripción
Cuando el Software para fresadora CNC es utilizado en un entorno de fabricaciónasistida por computadora (CIM), el código M22 indica al software colocar el estadológico “ALTO” a la señal del puerto TTL E/S especificado por el usuario. [Versección 2.4.1.2 (c) para mayor información acerca de celdas CIM].
El programa a continuación sirve como ejemplo. En este caso, el código M22coloca el estado lógico “ALTO” en el puerto TTL E/S especificado (para el caso, elpuerto #1) y luego de 5 segundos, el código M23 lo retorna al estado lógico “BAJO”.
0001: M22 10002: G04 500003: M23 10004: M30
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-55
3.07 M23 – Nivel de salida bajo
Equivalente conversacional: OUTPUT.L
Parámetros
Introduzca el número (1, 2, 3 ó 4) correspondiente al puerto (pin) TTL E/S de lafresadora, al cual se le desea asignar el estado lógico "ALTO".
Descripción
Cuando el Software para fresadora CNC es utilizado en un entorno de fabricaciónasistida por computadora (CIM), el código M23 indica al software colocar el estadológico “BAJO” a la señal del puerto TTL E/S especificado por el usuario. [Versección 2.4.1.2 (c) para mayor información acerca de celdas CIM].
El programa a continuación sirve como ejemplo. En este caso, el código M22coloca el estado lógico “ALTO” en el puerto TTL E/S especificado (para el caso, elpuerto #1) y luego de 5 segundos, el código M23 lo retorna al estado lógico “BAJO”.
0001: M22 30002: G04 500003: M23 30004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-56
3.08 M24 – Esperar nivel de entrada alto
Equivalente conversacional: INPUT.H
Parámetros
Introduzca el número (1, 2, 3 ó 4) correspondiente al puerto (pin) TTL E/S de lafresadora que se debe supervisar en espera de un estado lógico "ALTO".
Descripción
Cuando el Software para fresadora CNC es utilizado en un entorno de fabricaciónasistida por computadora (CIM), el código M24 indica al software que suspenda laoperación hasta que la señal en el puerto TTL E/S especificado tome un estadológico "ALTO". Este código se utiliza con frecuencia cuando se necesita coordinarlas operaciones dentro de una celda CIM. [Ver sección 2.4.1.2 (c) para mayorinformación acerca de celdas CIM].
El programa a continuación ofrece un ejemplo. En este caso, se espera a que laseñal en el puerto TTL E/S especificado (para el caso, el puerto #3) tome el estadológico "ALTO". Cuando esto ocurre la velocidad del husillo toma un valor de 500revoluciones por minuto.
0001: M24 30002: M03 S5000003: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-57
3.09 M25 – Esperar nivel de entrada bajo
Equivalente conversacional: INPUT.L
Parámetros
Introduzca el número (1, 2, 3 ó 4) correspondiente al puerto (pin) TTL E/S de lafresadora que se debe supervisar en espera de un estado lógico "BAJO".
Descripción
Cuando el Software para fresadora CNC es utilizado en un entorno de fabricaciónasistida por computadora (CIM), el código M24 indica al software que suspenda laoperación hasta que la señal en el puerto TTL E/S especificado tome un estadológico "BAJO". Este código se utiliza con frecuencia cuando se necesita coordinarlas operaciones dentro de una celda CIM. [Ver sección 2.4.1.2 (c) para mayorinformación acerca de celdas CIM].
El programa a continuación ofrece un ejemplo. En este caso, se espera a que laseñal en el puerto TTL E/S especificado (para el caso, el puerto #3) tome el estadológico "BAJO". Cuando esto ocurre, la velocidad del husillo toma un valor de 0revoluciones por minuto.
0001: M25 30002: M03 S00003: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-58
3.10 M26 – Solenoide alto
Equivalente conversacional: SOL.H
Parámetros
Introduzca el número (1, 2, 3 ó 4) correspondiente al puerto (pin) de la fresadoracorrespondiente al conector del controlador de solenoide.
Descripción
Cuando el Software para fresadora CNC es utilizado en un entorno de fabricaciónasistida por computadora (CIM), el código M26 indica al software que aplique unvoltaje CC de 12 V al puerto de la fresadora correspondiente al conector delcontrolador de solenoide especificado, con el objetivo de energizar el relé externoconectado a éste. [Ver sección 2.4.1.2 (c) para mayor información acerca deceldas CIM].
Los relés externos conectados a los puertos de solenoide de la fresadora puedenser utilizados para controlar el encendido y apagado de dispositivos externosimplementados para llevar a cabo alguna función dentro de un entorno CIM.
El programa a continuación ofrece un ejemplo. En este caso, el código M26 seencarga de aplicar un voltaje CC de 12 V al puerto de la fresadora correspondienteal conector del controlador de solenoide especificado (para el caso, el puerto 2) conel objetivo de energizar el relé conectado a éste. Después de un retardo de 5segundos, el código M27 retira el voltaje CC del puerto 2 con el objetivo dedesenergizar el relé que está conectado al puerto.
0001: M26 20002: G04 500003: M27 20004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-59
3.11 M27 – Solenoide bajo
Equivalente conversacional: SOL.L
Parámetros
Introduzca el número (1, 2, 3 ó 4) correspondiente al puerto (pin) de la fresadoracorrespondiente al conector del controlador de solenoide.
Descripción
Cuando el Software para fresadora CNC es utilizado en un entorno de fabricaciónasistida por computadora (CIM), el código M26 indica al software que aplique unvoltaje CC de 0 V al puerto de la fresadora correspondiente al conector delcontrolador de solenoide especificado, con el objetivo de desenergizar el reléexterno conectado a éste. [Ver sección 2.4.1.2 (c) para mayor información acercade celdas CIM].
El programa a continuación ofrece un ejemplo. En este caso, el código M26 seencarga de aplicar un voltaje CC de 12 V al puerto de la fresadora correspondienteal conector del controlador de solenoide especificado (para el caso, el puerto 3) conel objetivo de energizar el relé conectado a éste. Después de un retardo de 5segundos, el código M27 retira el voltaje CC del puerto 3 con el objetivo dedesenergizar el relé que está conectado al puerto.
0001: M26 30002: G04 500003: M27 30004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-60
3.12 M28 – Iniciar bucle de repetición
Equivalente conversacional: DO
Parámetros
En la misma línea donde se ubique el código M28, introduzca el número de vecesque se desea repetir el bucle,
Descripción
Este código identifica el inicio de un bloque de códigos CNC el cual, se repite tantasveces como indica el parámetro (número entero) introducido. Un bucle consta detodos los códigos encontrados entre el comando M28 y el M29.
El programa a continuación sirve como ejemplo. En este caso, la herramienta decorte maquina una ranura de 0,5 pulg. de profundidad (5 veces 0,1 pulg.) y 1,0pulgada de largo, por medio de 5 cortes consecutivos.
0001: G900002: M03 S12000003: G01 Z00004: G910005: M28 50006: G010007: Z-0.10008: X1.00009: X-1.00010: M290011: G280012: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-61
3.13 M29 – Fin del bucle de repetición
Equivalente conversacional: END.DO
Parámetros
Ninguno
Descripción
El comando M29 indica el final del bucle del código M28. Todos los códigos entreel comando M28 y el M29 son ejecutados el número de veces que se indique en elcomando M28.
El programa a continuación ofrece un ejemplo. En este caso, la herramienta decorte maquina una ranura de 0,5 pulg. de profundidad (5 veces 0,1 pulg.) y 1,0pulgada de largo, por medio de 5 cortes consecutivos.
0001: G900002: M03 S12000003: G01 Z00004: G910005: M28 50006: G010007: Z-0.10008: X1.00009: X-1.00010: M290011: G280012: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-62
3.14 M30 – Final
Equivalente conversacional: END
Parámetros
Ninguno
Descripción
Este código indica el final del programa. Cuando éste es ejecutado, se completa laejecución del programa y se apaga el husillo.
El programa a continuación ofrece un ejemplo. Aquí, la herramienta de corte semueve hasta X = 1,54 pulgadas, Z = 0,1 pulgadas y luego de que el programatermina, se apaga el husillo.
0001: G900002: G010003: X1.54 Z0.10004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-63
3.15 M47 – Reiniciar
Equivalente conversacional: RESTART
Parámetros
Ninguno
Descripción
Este código hace que la fresadora detenga el husillo y reinicie la ejecución delprograma desde el comienzo.
El programa a continuación ofrece un ejemplo. Aquí, la fresadora espera que laseñal del puerto TTL E/S especificado (para el ejemplo, el puerto 4) tome un estadológico "BAJO", y luego reinicia el programa.
0001: M25 40002: M47
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-64
3.16 M97 – Llamar subrutina
Equivalente conversacional: CALL
Parámetros
Introduzca el nombre de la subrutina que se va a llamar.
Descripción
Este código hace que el programa se bifurque en una subrutina predefinida parala ejecución. Cuando la subrutina completa la ejecución, regresa a este punto y elprograma continúa con la siguiente instrucción.
El programa a continuación, dado como ejemplo se llaman tres subrutinas:LETRA_A, X465.5, y 10. Las subrutinas son ejecutadas en el orden en el que sonllamadas.
0001: M97 LETRA_A0002: M97 X465.50003: M97 100004: M30

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-65
3.17 M98 – Etiqueta de subrutina
Equivalente conversacional: SUB
Parámetros
Introduzca el nombre o etiqueta con el cual se asociará la subrutina que se va aeditar. No se permiten espacios en el nombre.
Descripción
Este código indica el inicio de una subrutina y la asocia con un nombre específicopara permitir que ésta sea llamada, dentro del programa, utilizando el código M97(CALL). La subrutina no debe contener otras subrutinas pero puede incluir llamadasa otras subrutinas.
El programa a continuación, dado como ejemplo, se crea y se etiqueta unasubrutina bajo el nombre “LETRA_V” para crear una letra “V”.
0001: M98 LETRA_V0002: F50003: M03 S12000004: G910005: G00 X0.5 Y1.5 Z00006: G010007: X0.5 Y-1 Z-0.10008: X0.5 Y10009: M99

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-66
3.18 M99 – Fin de subrutina
Equivalente conversacional: END.SUB
Parámetros
Ninguno
Descripción
Este código indica al programa que se ha llegado al final de una subrutina. Todoslos comandos comprendidos entre los códigos M98 y M99 son archivados comouna subrutina la cual puede ser llamada desde cualquier otra ubicación delprograma. Los códigos dentro de la subrutina únicamente son ejecutados cuandola subrutina es llamada y no cuando el interpretador de programa pasa en unprincipio, a través de ellos.
El programa a continuación, dado como ejemplo, se crea y se etiqueta unasubrutina bajo el nombre "LETRA_V" para crear una letra "V". Esto es ilustrado enla figura A-22
0001: M98 LETRA_V0002: F50003: M03 S12000004: G910005: G00 X0.5 Y1.5 Z00006: G010007: X0.5 Y-1 Z-0.10008: X0.5 Y10009: M99
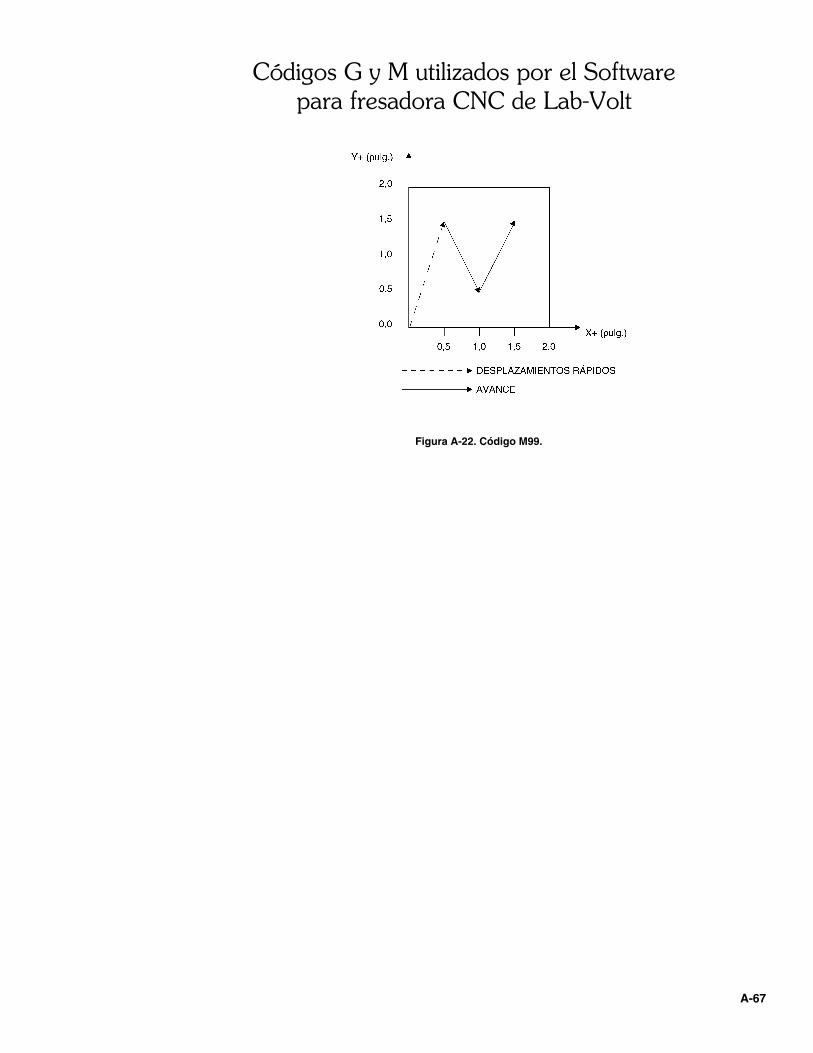
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-67
Figura A-22. Código M99.

Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-68
4 Códigos G
CÓDIGO G Equivalenteconversacional
Descripción
G00 RAPID Interpolación lineal rápida
G01 MOVE Interpolación lineal de avance
G02 ARC.CW Arco en sentido horario
G03 ARC.CCW Arco en sentido anti horario
G04 DWELL Pausa - Intervalo programado
G05 ARC Arco circular
G17 PLANE.XY Establecer el plano XY
G18 PLANE.XZ Establecer el plano XZ
G19 PLANE.YZ Establecer el plano YZ
G20 IN Programación en pulgadas
G21 MM Programación en milímetros
G25 SET.ZERO Posición cero predeterminada
G26 ABS.ZERO Restablecer posición cero
G28 HOME Inicio
G50 SCALE.OFF Desactivar escala de coordenadas
G51 SCALE.ON Activar escala de coordenadas
G80 FINISH Terminar ciclo enlatado
G83 POCKET Ciclo de fresado de cavidad
G84 CUP Ciclo de fresado de copa
G86 DRILL Ciclo de taladrado
G87 PECK Ciclo de taladrado escalonado
G90 ABS Posicionamiento absoluto
G91 INCR Posicionamiento incremental
Tabla A-1.
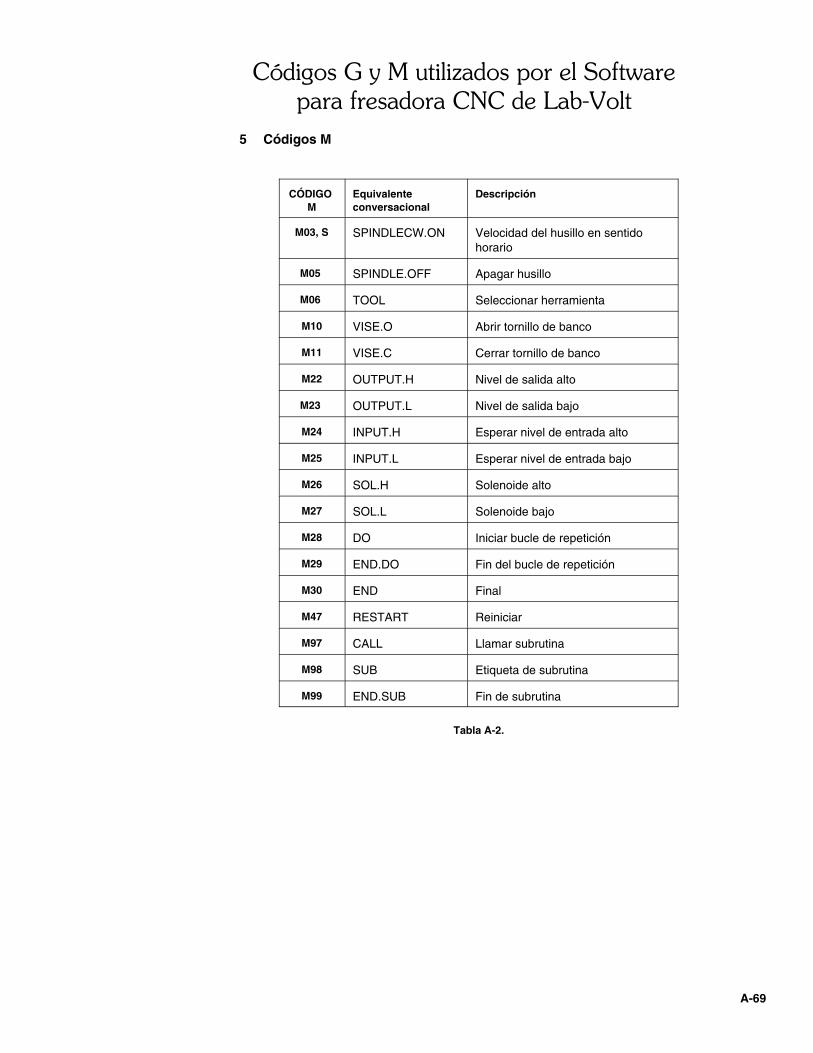
Códigos G y M utilizados por el Softwarepara fresadora CNC de Lab-Volt
A-69
5 Códigos M
CÓDIGO M
Equivalenteconversacional
Descripción
M03, S SPINDLECW.ON Velocidad del husillo en sentidohorario
M05 SPINDLE.OFF Apagar husillo
M06 TOOL Seleccionar herramienta
M10 VISE.O Abrir tornillo de banco
M11 VISE.C Cerrar tornillo de banco
M22 OUTPUT.H Nivel de salida alto
M23 OUTPUT.L Nivel de salida bajo
M24 INPUT.H Esperar nivel de entrada alto
M25 INPUT.L Esperar nivel de entrada bajo
M26 SOL.H Solenoide alto
M27 SOL.L Solenoide bajo
M28 DO Iniciar bucle de repetición
M29 END.DO Fin del bucle de repetición
M30 END Final
M47 RESTART Reiniciar
M97 CALL Llamar subrutina
M98 SUB Etiqueta de subrutina
M99 END.SUB Fin de subrutina
Tabla A-2.

A-70

B-1
Apéndice B
Términos importantes
TÉRMINOIMPORTANTE
DESCRIPCIÓN
Programaciónabsoluta
En el modo de programación absoluta, todos los puntos son medidos conrespecto a la referencia de cero programada (PRZ).
Eje (fresadora) En el Control Numérico por Computadora (CNC) un eje es una línea que definela dirección de movimiento de la fresa. Se definen 3 ejes para el material: eje X(longitud), eje Y (ancho) y eje Z (alto).
Ciclo enlatado opregrabado
Un ciclo pregrabado es una secuencia de códigos inicializada por un únicocódigo G que puede ser utilizado para producir formas geométricas y paraejecutar rutinas de perforación. Las formas que se pueden crear incluyencopas, cavidades y orificios.
Sujeción cónica Una sujeción cónica es una guarnición metálica para sostener una fresa cuyotamaño sea compatible con el diámetro de la sujeción.
Compilar Función utilizada para realizar una prueba, encontrar errores en el programa depieza y prepararlo para la posterior descarga al controlador de la fresadora. Losprogramas son compilados automáticamente antes de los procedimientos deemulación y descarga.
Equivalenteconversacional
Término utilizado para las palabras que representan códigos G y M. Comoejemplos se puede ver RAPID que representa el código G00 ySPINDLECW.ON que representa el código M03.
Cursor En un programa de pieza editado con códigos G y M, el cursor es la líneatitilante que indica la localización del punto de inserción en una línea de texto.
Fresa La fresa es una herramienta circular con una serie de bordescortantes en su circunferencia, los cuales cortan el materialcolocado sobre la mesa de la fresadora. Las fresas sonredondas o planas con puntas y es posible encontrar unagran variedad de diámetros y longitudes para ellas.
Descargar Descargar es la acción de transferir información de un programa de piezadesde la computadora que contiene el Software para fresadora CNC hacia lafresadora.
Perno de tracción El perno de tracción es una herramienta de sostenimiento presente en lafresadora. Este perno hala la sujeción cónica hacia el husillo haciendo que lashendiduras de la sujeción se estrechen y sostengan la fresa.
Emular Emular un programa de pieza es hacer que la computadora ejecute unasimulación gráfica de las trayectorias de la herramienta de corte cuando lafresadora ejecuta el programa. Siempre resulta bueno emular todos losprogramas antes de ser ejecutados en la máquina para evitar posiblescolisiones de la herramienta y por ende el deterioro de la fresadora.
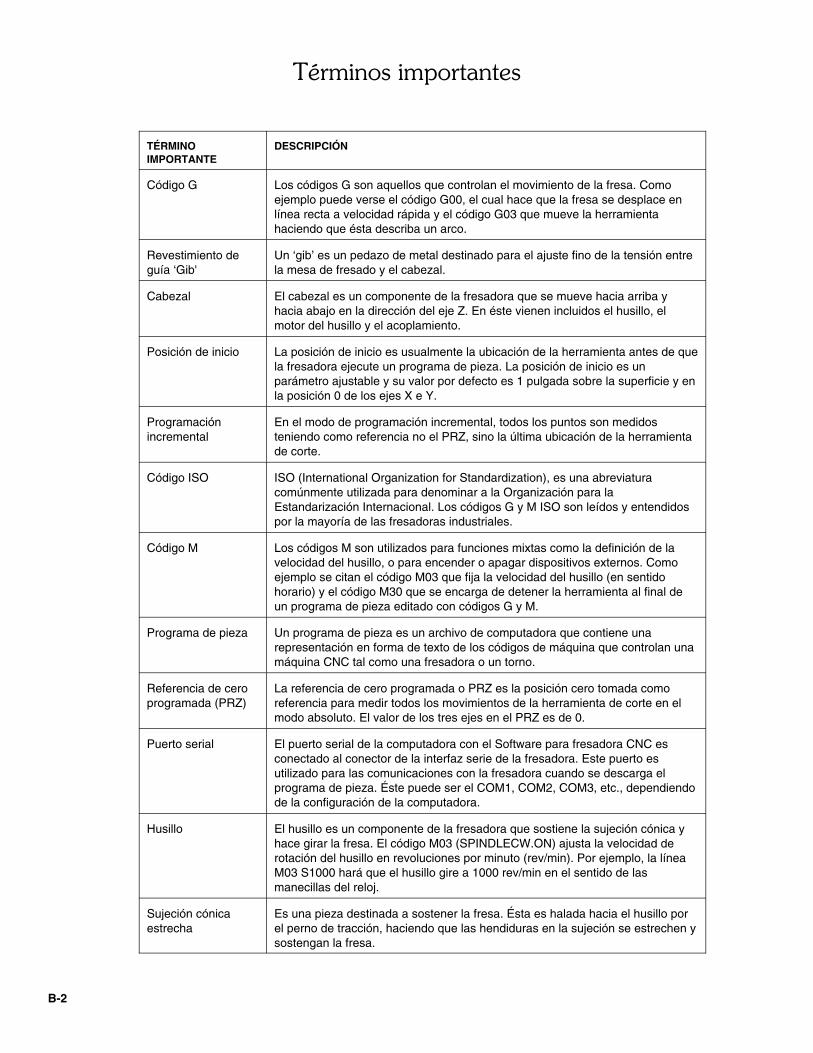
Términos importantes
TÉRMINOIMPORTANTE
DESCRIPCIÓN
B-2
Código G Los códigos G son aquellos que controlan el movimiento de la fresa. Comoejemplo puede verse el código G00, el cual hace que la fresa se desplace enlínea recta a velocidad rápida y el código G03 que mueve la herramientahaciendo que ésta describa un arco.
Revestimiento deguía ‘Gib'
Un ‘gib’ es un pedazo de metal destinado para el ajuste fino de la tensión entrela mesa de fresado y el cabezal.
Cabezal El cabezal es un componente de la fresadora que se mueve hacia arriba yhacia abajo en la dirección del eje Z. En éste vienen incluidos el husillo, elmotor del husillo y el acoplamiento.
Posición de inicio La posición de inicio es usualmente la ubicación de la herramienta antes de quela fresadora ejecute un programa de pieza. La posición de inicio es unparámetro ajustable y su valor por defecto es 1 pulgada sobre la superficie y enla posición 0 de los ejes X e Y.
Programaciónincremental
En el modo de programación incremental, todos los puntos son medidosteniendo como referencia no el PRZ, sino la última ubicación de la herramientade corte.
Código ISO ISO (International Organization for Standardization), es una abreviaturacomúnmente utilizada para denominar a la Organización para laEstandarización Internacional. Los códigos G y M ISO son leídos y entendidospor la mayoría de las fresadoras industriales.
Código M Los códigos M son utilizados para funciones mixtas como la definición de lavelocidad del husillo, o para encender o apagar dispositivos externos. Comoejemplo se citan el código M03 que fija la velocidad del husillo (en sentidohorario) y el código M30 que se encarga de detener la herramienta al final deun programa de pieza editado con códigos G y M.
Programa de pieza Un programa de pieza es un archivo de computadora que contiene unarepresentación en forma de texto de los códigos de máquina que controlan unamáquina CNC tal como una fresadora o un torno.
Referencia de ceroprogramada (PRZ)
La referencia de cero programada o PRZ es la posición cero tomada comoreferencia para medir todos los movimientos de la herramienta de corte en elmodo absoluto. El valor de los tres ejes en el PRZ es de 0.
Puerto serial El puerto serial de la computadora con el Software para fresadora CNC esconectado al conector de la interfaz serie de la fresadora. Este puerto esutilizado para las comunicaciones con la fresadora cuando se descarga elprograma de pieza. Éste puede ser el COM1, COM2, COM3, etc., dependiendode la configuración de la computadora.
Husillo El husillo es un componente de la fresadora que sostiene la sujeción cónica yhace girar la fresa. El código M03 (SPINDLECW.ON) ajusta la velocidad derotación del husillo en revoluciones por minuto (rev/min). Por ejemplo, la líneaM03 S1000 hará que el husillo gire a 1000 rev/min en el sentido de lasmanecillas del reloj.
Sujeción cónicaestrecha
Es una pieza destinada a sostener la fresa. Ésta es halada hacia el husillo porel perno de tracción, haciendo que las hendiduras en la sujeción se estrechen ysostengan la fresa.

Términos importantes
TÉRMINOIMPORTANTE
DESCRIPCIÓN
B-3
Guía Una guía es un canal o ranura maquinada para conectarsecon el soporte de la fresa, la mesa o el cabezal. Éstas sonbásicas para el correcto desempeño de los movimientos de lamesa de fresado y se recomienda aceitarlas a diario.


AUTOMATIZACIÓN Y ROBÓTICASOFTWARE PARA FRESADORA CNC36189-E2Segunda edición: Octubre de 2005Impreso: Octubre de 2005
¡Nosotros valoramos su opinión!
COMENTARIOS
Si tiene algún comentario sobre este manual, por favor tómese unos minutos paraescribirlo en las siguientes líneas y regrese esta hoja a la dirección indicada en elreverso. ¡Gracias! Sus comentarios nos permitirán producir mejores manuales.
ERRORES DE PUBLICACIÓN Y COMENTARIOS
Por favor háganos llegar una fotocopia de las páginas en las que ha encontradoerrores e indique, además, las correcciones que deberían realizarse.
Si quiere recibir una copia de las páginas corregidas, por favor complete la secciónde identificación.
INFORMACIÓN LABORAL
G Profesor G Estudiante
G Secundaria G Vocacional G Instituto técnico G Universidad
IDENTIFICACIÓN
NOMBRE
DIRECCIÓN
TELÉFONO FAX

Doblar y pegar Doblar y pegar
LAB-VOLT LTDA.Departamento de Publicaciones técnicas675, rue du CarboneCharlesbourg, Quebec, CanadáG2N 2K7
Cortar
Doblar y pegar Doblar y pegar

.