50
REFERENCIAS DE APOYO Aplicación RAC DE LAS BUENAS PRÁCTICAS SISTEMAS EN

REFERENCIAS DE APOYO
Aplicación
RACDE LAS BUENAS PRÁCTICAS
SISTEMASEN

1
Figura 1 R22 o clorodifluorometano (CHCIF2)
Codificación del refrigerante R22
R 0
Número átomos de F
Número átomos de H+1
Número átomos de C-1
2 2
Figura 2 R404A
R 4
Orden de aparición
Orden de aparición
Identifica la mezcla zeotrópica
0 4 A
Proporciones de la mezcla
Codificación del refrigerante R404A
CAPITULO 2 Fluidos refrigerantes, características e impacto ambiental

2
Figura 3 R507A
Codificación del refrigerante R507A
R 5
Orden de aparición
Orden de aparición
Identifica la mezcla azeotrópica
0 7 A
Proporciones de la mezcla
Figura 4 Amoniaco
Codificación del refrigerante R717

3
Figura 5 Cronograma de sustitución
Estrategia de sustitución de las sustancias agotadoras del ozono.

4
Figura 6 La capa de ozono: Entre el sol y la tierra
Figura 7 Agotamiento de la capa de ozono

5
Figura 8 Calentamiento Global y Efecto Invernadero

6
Figura 9 Abocinado, abocardado, copa y expansión de tubería
Inspección de trabajo
Inspeccionar el trabajo luego de retirar el tubo de la herramienta de abocinamiento.
Si el extremo del tubo tiene grietas, recortar la sección abocinada y repetir el proceso.
Es fundamental controlar el apriete y el posicionamiento de:
la unión macho abocinada
la tuerca hembra abocinada
el tubo de cobre abocinado
Se requiere un accesorio limpio y de calce apretado.
Corte de Tubo
Utilizar un cortador de rueda en lugar de una sierra para metales para evitar el ingreso de virutas en el tubo.
Inspección del abocinamiento
Eliminación de rebabas internas
Se puede utilizar un extractor de rebabas o un escariador para eliminar las rebabas internas.
Limpieza de superficies
La suciedad, los desechos y las sustancias extrañas del extremo del tubo se deben eliminar mediante limpieza mecánica.
Capitulo 3 Mecanizado de tubería de cobre

7
Figura 10 Herramienta de abocinado
Herramienta de abocinamiento
La herramienta de abocinamiento consiste de lo siguiente:
Barra de abocinamiento(herramienta de sujeción)
Herramienta de fijación
Cono de abocinamientoOrificios de sujeción de
diferentes diámetros

8
Figura 11 Preparación para abocinar
Figura 12 Abocinado a presión
Preparación de la herramienta de abocinamiento con el tubo y la tuerca abocinada
Posicionar la tuerca abocinada sobre el extremo del tubo con las roscas cerca del extremo que se abocinará.
Insertar el tubo entre las barras de abocinamiento de la herramienta.
La abertura de las barras de abocinamiento debe coincidir con el diámetro del tubo que se abocina.
Fabricación del abocinamiento
Alinear el cono de compresión del extremo de la tubería, y ajustar el tornillo. A medida que se gire la manija, el cono abocinará el extremo de la tubería.

9
Figura 13 Elementos de la soldadura oxiacetilénica
Figura 14 Sopletes
Unidad de soldadura fuerte de propano/
oxígeno
Manija de antorchacon reguladores de gas
Antorcha de llama doble en horquilla
Accesorios de diferentes tamaños para sopletes, con puntas para
cobre duro
Unidad de soldadura fuerte de propano
(únicamente)
Unidad de soldadura fuerte de acetileno
(únicamente)

10
Figura 15 Soldadura en tuberías de cobre
Corte de tubo
Utilizar un cortador de rueda en lugar de una sierra para metales para evitar el ingreso de virutas en el tubo.
Evitar el ingreso de virutas en el tubo y en el arreglo de accesorios
Eliminación de rebabas internas
Se puede utilizar un extractor de rebabas, un escariador o una escofina redonda para eliminar las rebabas internas.
Limpiezas de superficies
Para la limpieza de superficies utilizar una almohadilla abrasiva plástica. Evitar que las partículas o virutas desprendidas ingresen en el tubo.
Montaje
Unir tubos y conectores o tubos expandidos y asegurarse de mantener la profundidad de unión adecuada.
Aplicación de flujo de Nitrógeno
Evitar la formación de óxido en la superficie interna de los tubos.
Una vez que el refrigerante circule por el sistema, las cascarillas del óxido del interior de los tubos pueden ocasionar serios problemas.
Hacer circular nitrógeno lentamente por la tubería, el extremo posterior de ésta que quedará abierto a la atmósfera, sin acumular presión.
El caudal debe ser aproximadamente 1-2 litros por minuto. El caudal se puede sentir con sensibilidad y facilidad en las partes posterior de la mano húmeda.
Manguera de transferencia de nitrogeno

11
Ajuste de la antorcha (llama)
Ajustar la antorcha de modo que la llama se reduzca levemente.Encender la antorcha únicamente con encendedores seguros.
Llama Azul “Pluma” Verde
Aplicación de calor
Aplicar calor uniformemente al tubo y al accesorio moviendo alrededor de éstos la antorcha para garantizar un calentamiento parejo antes de añadir el material de relleno (varilla).
Terminación de la unión
Para que la unión quede completada, es necesario que la acumulación de soldadura sea pareja y apenas visible alrededor del saliente del accesorio.
Relleno (varilla)
Aplicación de relleno
A medida que el área calentada adquiera un color rojo(rojo cereza, no brillante), aplicar el material de relleno (varilla) raspando levemente el saliente del accesorio con la punta de la varilla. Se debe de tener cuidado de no sobrecalentar el tubo.
Eliminación del calor
Eliminar el calor hasta que la aleación fundida de la soldadura fuerte se solidifique y adquiera un color negro tostado(aprox. 10-15 segundos).
Penetración de soldadura (perfecta)
Penetración de soldadura (insuficiente)
Ejemplo/vista en corte de una unión en T de cobre realizada con soldadura fuerte.

12
Cilindro de Nitrógeno
Figura 16 Cilindro de Nitrógeno Figura 17 Etiqueta de identificación

13
Figura 18 Sobre el trasporte del N2
Figura 20 Equipo de protección
Figura 19 Regulador de N2
Gafas deseguridad
Zapatos completamente cerrados
Guantes impermeables de nitrilo
GAS NO FLAMABLE
2
NITRÓGENO
ComprimidoUN 1066Gas de alta presión puede causar asfixia rápidamente
No
remueva
esta
etiqueta
PRECAUCIÓN
Información sobre el transporte del nitrógeno
Regulador de presión de nitrógeno

14
Figura 21 Identificación de Cilindros
wc
Peso de tara
Registro del certificado de transporte
Fecha de la prueba del cilindro
Válvula de alivio

15
Figura 22 PP3 Recuperación del refrigerante
Identificación de la línea de succión y la línea de descarga.
Línea de baja
Línea de alta
Entrada al compresor (succión)
Salida del compresor (descarga)
a. La línea de succión se encuentra entre el mecanismo de expansión y el compresor.
b. La línea de descarga se encuentra entre el compresor y el condensador.
Identificación de las líneas de alta y baja presión del sistema
Para garantizar que al momento de recuperar el refrigerante se ejecute por la línea correspondiente para tal fin.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
CAPITULO 4 Buenas prácticas en refrigeración y climatización

16
Figura 22 PP3 Recuperación del refrigerante
Conexión del múltiple de carga de manómetros al sistema y al cilindro de paso.
Válvula vapor
Válvula líquido
Cilindro de paso(sirve como trampade líquido)
Manómetro de bajaPresión
Línea de servicio
a. Las válvulas tanto del múltiple de carga de manómetros como del cilindro de paso deben estar cerradas.
b. Conectar la manguera azul al manómetro del mismo color y el otro extremo a la línea de servicio del múltiple de carga de manómetros y el otro extremo a la válvula de entrada del cilindro de paso.
c. Se puede realizar este procedimiento también por la línea de descarga.
Conexión múltiple de carga de manómetros al sistema y al cilindro de paso
a. Para prevenir que se escape refrigerante a la atmósfera.
b. La identificación por colores de las líneas de baja (azul), alta(roja) y servicio (amarilla), se hace con el fin de evitar confusión al momento de manipular los elementos que intervienen en el proceso.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
2
17
Figura 22 PP3 Recuperación del refrigerante
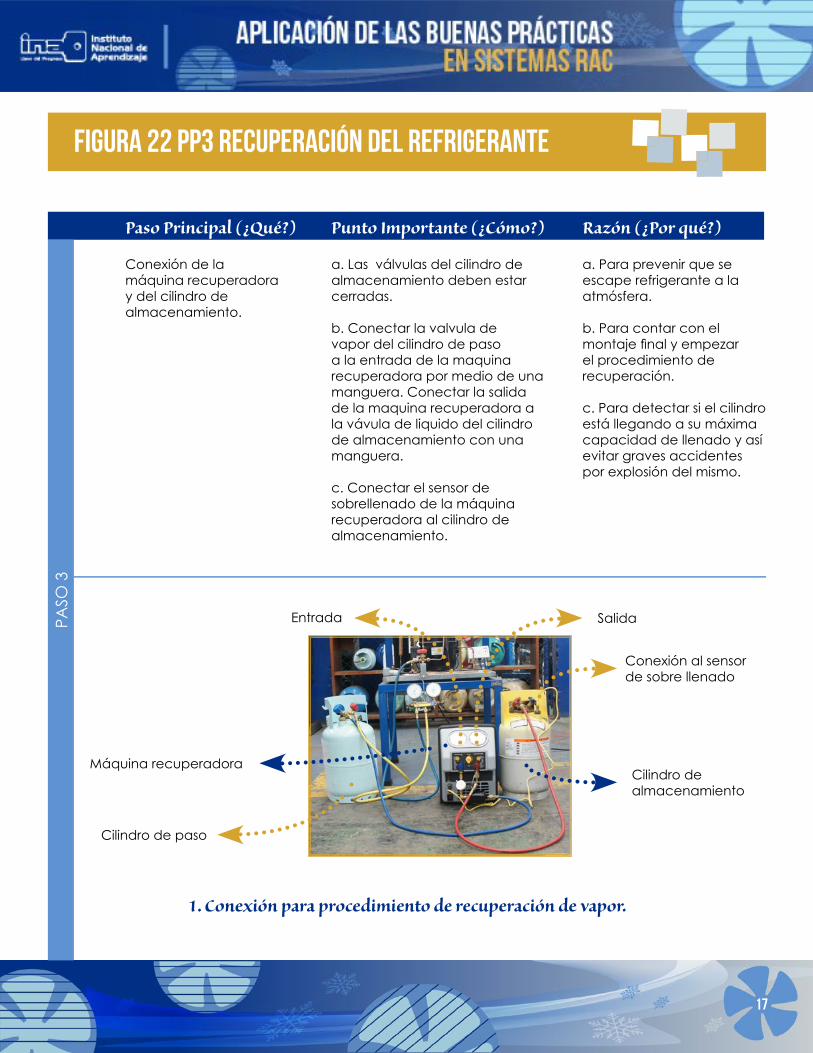
Conexión de la máquina recuperadora y del cilindro de almacenamiento.
Cilindro de paso
Cilindro de almacenamiento
Conexión al sensor de sobre llenado
Máquina recuperadora
SalidaEntrada
a. Las válvulas del cilindro de almacenamiento deben estar cerradas.
b. Conectar la valvula de vapor del cilindro de paso a la entrada de la maquina recuperadora por medio de una manguera. Conectar la salida de la maquina recuperadora a la vávula de liquido del cilindro de almacenamiento con una manguera.
c. Conectar el sensor de sobrellenado de la máquina recuperadora al cilindro de almacenamiento.
1. Conexión para procedimiento de recuperación de vapor.
a. Para prevenir que se escape refrigerante a la atmósfera.
b. Para contar con el montaje final y empezar el procedimiento de recuperación.
c. Para detectar si el cilindro está llegando a su máxima capacidad de llenado y así evitar graves accidentes por explosión del mismo.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
3

18
Figura 22 PP3 Recuperación del refrigerante
PASO
3
2. Conexión para procedimiento de recuperación por líquido.
Cilindrode paso Cilindro de
almacenamiento
Conexión al sensor de sobre llenadoMáquina
recuperadora
SalidaEntrada
Conexión para procedimiento de recuperación

19
Figura 22 PP3 Recuperación del refrigerante
PASO
3
VERIFIQUE QUE LA MANGUERA EN EL EXTREMO DE LA CONEXIÓN A LA SALIDA DE LA RECUPERADORA TENGA IMPULSOR PARA GUSANILLO DE LA VÁLVULA SCHRADER.
IDENTIFIQUE LAS VÁLVULAS DE VAPOR Y LÍQUIDO DE LOS CILINDROS(AZUL-VAPOR, ROJO-LÍQUIDO) EN ALGUNOS PAÍSES ES INVERSO.
3. Conexión para procedimiento de recuperación por líquido(Push and Pull).
Conexión para procedimiento de recuperación
Cilindrode paso
Cilindro de almacenamiento
Conexión al sensor de sobre llenado
Máquinarecuperadora
SalidaEntrada

20
Figura 22 PP3 Recuperación del refrigerante
Apertura de las válvulas y encendido de la máquina recuperadora
El cilindro de paso tiene dos válvulas, una de entrada (líquido) y una de salida (vapor).La manguera de servicio debe conectar al cilindro en la línea de líquido.
Nota: el cilindro de paso funciona como trampa de líquido, lo cual sirve para proteger el compresor de la máquina recuperadora, evitando que el refrigerante llegue a éste en estado líquido. Existen otras máquinas recuperadoras que no necesitan el cilindro de paso ya que el compresor es especial para la aplicación.
Cilindro de paso
Entrada
Salida
Cilindro de almacenamiento
Conexión al sensor de sobre llenado
Máquina recuperadora
a. Abrir las válvulas en orden, desde el manómetro de baja presión del arbol, pasando luego por las válvulas del cilindro de paso, por las que la máquina recuperadora y por las del cilindro de almacenamiento.
b. Conectar la máquina de recuperación a la fuente de energía, pulsar el botón de encendido y pulsar el botón de arranque (start).
Apertura de válvulas y encendido de máquina recuperadora.
Para iniciar la recuperación de refrigerante siguiendo el orden correcto.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
4
3
1
4
5
6
2

21
Figura 22 PP3 Recuperación del refrigerante
Funcionamiento de la máquina recuperadora.
REALICE EL PROCEDIMIENTO COMO SE INDICA EN LA FIGURA, PUES DE NO SER ASÍ SE CORRE EL RIESGO DE PERMITIR EL ESCAPE DE REFRIGERANTE HACIA LA ATMÓSFERA
INHALAR GRAN CANTIDAD DE VAPORES PUEDE LLEGAR A SER PELIGROSO E INCLUSO MORTAL EXPONERSE A NIVELES ELEVADOS DE FLUROCARBONADOS POR ARRIBA DE LOS LÍMITES PERMITIDOS PUEDE CAUSAR ASFIXIA, SI PRESENTA PÉRDIDA DE COORNACIÓN SICOMOTRÍZ, AUMENTO DEL PULSO CARDIACO O INCONCIENCIA SE DEBE AIREAR LA ZONA Y PERMITIR QUE EL PACIENTE RESPIRE AIRE FRESCO
Funcionamiento de la máquina recuperadora
a. Abrir la perilla de entrada - input.(Girar hacia la palabra open)
b. Girar la perilla de recuperación(recover).
c. Encender el equipo.(Botón de encendido - power)
d. Pulsar botón rojo de arranque.
e. Abrir perilla de salida - output. (Girar hacia la palabra open)Para garantizar la extracción total del refrigerante.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
5
3
1
4
52

22
Figura 22 PP3 Recuperación del refrigerante
Selección de la recuperadora adecuada.
Unidad de recuperación “sin aceite“ para sistemas de refrigeración y aire acondicionado comerciales
Indicadores de alta y baja presión
Condensador y ventilador Válvulas de entrada y salida de refrigerante
1 3
2 4
Seleccionar el tipo de recuperadora, depende de la capacidad, tipo de refrigerante y presencia de aceite, entre otros aspectos.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
6 3
1
4 2

23
Figura 22 PP3 Recuperación del refrigerante
Recuperadoras y sus conexiones.
En los códigos de seguridad se recomienda no llenar los cilindros retornables más allá del 80% en volumen, con líquido.
Para controlar el llenado se pueden usar tres tipos de conexiones:
a. Recuperación con conexión de interruptor de flotación - OFP.
b. Recuperación con un cilindro sobre la báscula para medir pesos y OFP conectado.
c. Arreglo de cilindro, báscula y unidad de recuperación para observación manual.
El refrigerante se expande al calentarse y puede ocasionar el estallido del cilndro si se carga en exceso.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
7
Arreglo de cilindro, báscula y unidad de recuperación para observación manual
Recuperación con conexión de interruptor de flotación - OFP
Recuperación con un cilindro sobre la báscula para medir pesos y OFP conectado
Báscula
Báscula

24
Figura 23 PP4 Apertura del sistema
Apertura del sistema a. Recuperar el refrigerante de acuerdo con los procedimientos descritos anteriormente. (PP3)
b. Corte el tubo capilar
Para garantizar que el sistema está libre de refrigerante antes de proceder a abrirlo.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
Apertura del sistema
Válvula manual

25
Figura 23 PP4 Apertura del sistema
Retiro del compresor. a. Identificar ubicación del compresor.
b. Desconectar circuito eléctrico.
c. Desconectar líneas de baja y alta, cortándolas con cortatubos.
d. Colocar tapones en las tuberías del compresor.
a. Para propiciar el espacio de trabajo adecuado.
b. Para permitir el retiro del compresor y no afectarlo en la manupulación del mismo.
c. Se debe cortar la tubería con esta herramienta para garantizar que no se generen más contaminantes de los que ya existen o se distribuya la humedad en todo el sistema, evitar emplear el equipo de oxi-acetileno para cortar.
d. Evitar el mínimo contacto con el aceite con la atmósfera, previniendo la contaminación del mismo debido a su propiedad higroscópica.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
2
Retiro del compresor

26
Figura 23 PP4 Apertura del sistema
Retiro del filtro secador. a. Identificar ubicación del filtro secador.
b. Con un cortatubo desconectar la tubería que une este elemento con el condensador.
a. Para propiciar el espacio de trabajo adecuado.
b. Estas herramientas son las adecuadas para llevar a cabo el corte de tuberías en sistemas de refrigeración.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
3
Retiro de filtro secador

27
Figura 24 PP5 Cambio de aceite
Retiro del compresor del sistema.
a. Desprender las conexiones de los dispositivos eléctricos de arranque y protección.
b. Remover todo el óxido y la pintura con una lija en la región donde se realizará, la soldadura, para facilitar la unión posterior.
c. Cortar la tubería con la finalidad de separar el compresor de la tubería del sistema y luego soltar las tuercas que sujetan la base del compresor al sistema.
No se debe calentar la tubería para desmontar el compresor.
a. Asegurar que los componentes eléctricos del compresor no se quemen en el proceso de soldadura.
b. Una superficie rayada provee una mejor unión para la soldadura. Retirar el óxido es importante para que los componentes no sigan reaccionando.
c. Si se calienta la tubería con soplete, el problema de humedad se agrava.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
Operación de lijado y separación del compresor
28
Figura 24 PP5 Cambio de aceite
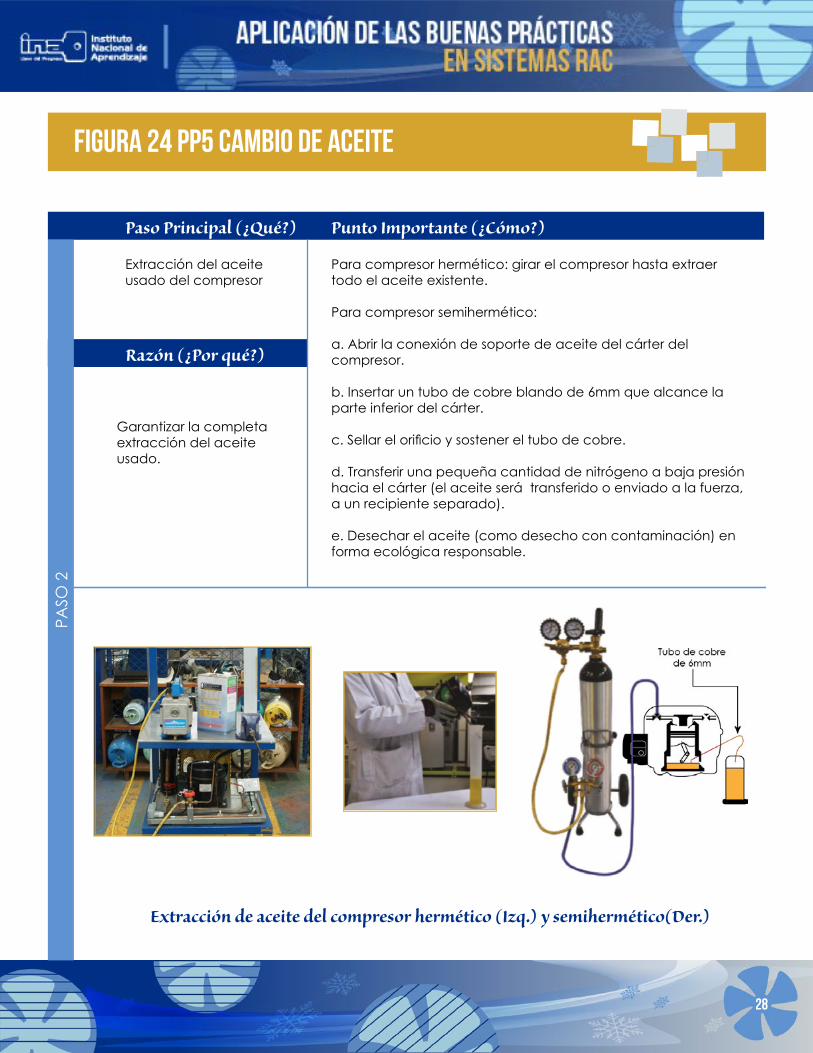
Extracción del aceite usado del compresor
Para compresor hermético: girar el compresor hasta extraer todo el aceite existente.
Para compresor semihermético:
a. Abrir la conexión de soporte de aceite del cárter del compresor.
b. Insertar un tubo de cobre blando de 6mm que alcance la parte inferior del cárter.
c. Sellar el orificio y sostener el tubo de cobre.
d. Transferir una pequeña cantidad de nitrógeno a baja presión hacia el cárter (el aceite será transferido o enviado a la fuerza, a un recipiente separado).
e. Desechar el aceite (como desecho con contaminación) en forma ecológica responsable.
Garantizar la completa extracción del aceite usado.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
2
Extracción de aceite del compresor hermético (Izq.) y semihermético(Der.)

29
Figura 24 PP5 Cambio de aceite
Cargar el compresor con el aceite nuevo.
a. El fabricante del aceite indica el modo de llenar el compresor.
b. El fabricante del compresor indica la cantidad de aceite que se debe agregar.
El exceso de lubricación aumenta la fricción, representada por la viscosidad dinámica.
A mayor viscosidad más dificultad en el movomiento y más gasto de energía.
El aumento de energía calórica desarrolla aumento de temperatura y ésta tiende a disminuir la viscosidad, esta disminución puede llegar a bajar la viscosidad más allá de la especificación mínima.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
3
Llenado de aceite en compresor semihermético

30
Figura 24 PP5 Cambio de aceite
Montaje del compresor en el equipo.
a. Después de cargar el compresor con la cantidad de aceite indicada, colocar tapones de caucho en los tubos de conexión de éste.
b. Asegurar el compresor al equipo por medio de los tornillos, arandelas, pasadores y demás. No olvidar que los compresores traen bases de caucho que los aíslan eléctricamente y que amortiguan las vibraciones.
c. Conectar los dispositivos eléctricos de arranque y protectores.
Al colocar tapones en los tubos del compresor se impide la entrada del aire al interior de éste y con ello se evita la contaminación por humedad de aceite nuevo.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
4
Tampones en los tubos del copresor

31
Figura 25 PBL6 Barrido con nitrógeno
Conexión del cilindro de nitrógeno al múltiple de carga de manómetros.
Conectar la salida del regulador a la línea de servicio del múltiple de carga de manómetros con la manguera amarilla. Conectar la salida del manómetro de alta presión con la manguera roja.
Debido a que se van a trabajar presiones cercanas a los 120 PSIG, es adecuado trabajar con el manómetro de alta presión.
válvula de ajuste de presión
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
Conexión del cilindro de nitrógeno al múltiple de carga de manómetros

32
Figura 25 PBL6 Barrido con nitrógeno
Verificación de la presión de trabajo del regulador.
a. Verificar que las válvulas del múltiple de carga de manómetros estén cerradas.
b. Abrir lentamente la válvula del cilindro de nitrógeno para ajustar el manorreductor (regulador) a una presión de trabajo de 80 a 120 PSIG.
Para garantizar la presión de trabajo adecuada y no afectar las tuberías y sus juntas por presión de trabajo equívoca.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
2
Verificación de la presión de trabajo del regulador.

33
Figura 25 PBL6 Barrido con nitrógeno
Barrido por línea de baja.
a. Instalar a la entrada del tubo capilar una manguera con una válvula de corte.b. Conectar el manómetro de alta a la salida de la línea de succión con la manguera roja.c. Abrir lentamente la válvula del manómetro de alta.d. Obstaculizar el flujo de nitrógeno intermitentemente, con la válvula de corte instalada, variando las presiones del manómetro entre 80 PSIG y 120 PSIG.e. Asegurar que el nitrógeno que está saliendo no presente contaminantes.f. Cerrar las válvulas del manómetro de alta y del cilindro de nitrógeno.
a. Lograr el barrido del tubo capilar y el evaporador, garantizando la recomendación de hacer el barrido contrario al flujo del refrigerante.b. Evitar daño de los componentes del regulador y el manómetro por cambios abruptos de presión.c. Aumentar presión para expulsar contaminantes, controlando el aumento de la presión y así evitar daños en las tuberías y sus juntas.d. Para asegurar que el barrido haya sido satisfactorio.e. Evitar desperdicio de nitrógeno.
Paso Principal (¿Qué?)
Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
3
Conexión del cilindro de nitrógeno al múltiple de carga de manómetros para el barrido por línea
de baja

34
Figura 25 PBL6 Barrido con nitrógeno
Barrido por línea de alta.
NOTA: El óxido de cobre que se forma en el extintor de los tubos se puede eliminar con un cepillo o con un trapo, sin embargo el óxido que se forma al interior de la tubería no se puede eliminar después de realizada la soldadura, por lo cual se recomienda hacer circular nitrógeno a una presión de 5 a 10 PSIG, en el interior de las tuberías, para eliminar el aire y evitar así la formación de óxido de cobre mientras se está soldando.
a. Instalar a la salida del condensador una manguera con una válvula de corte.b. Conectar el manómetro de alta a la entrada de la línea de descarga con la manguera roja.c. Abrir lentamenta la válvula del manómetro de alta.d. Retener el flujo de nitrógeno manualmente en la salida del condensador, con la válvula de corte instalada, variando las presiones del manómetro entre 80 PSIG y 120 PSIG.e. Asegurar que el nitrógeno que sale no presente contaminantes.f. Cerrar las válvulas del manómetro de alta y del cilindro de nitrógeno.
a. Lograr el barrido del condensador, garantizado la recomendación de hacer el barrido contrario al flujo del refrigerante.b. Evitar daño de los componentes del regulardor y el manómetro por cambios abruptos de presión.c. Aumentar presión para expulsar contaminantes, controlando el aumento de la presión y así evitar daños en las tuberías y sus juntas.d. Para asegurar que el barrido haya sido satisfactorio.e. Evitar desperdicio de nitrógeno.
Paso Principal (¿Qué?)
Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
4
Conexión del cilindro de nitrógeno al múltiple de carga de manómetros para el barrido por
línea de alta
35
Figura 26 PC10 Prueba de estanqueidad.
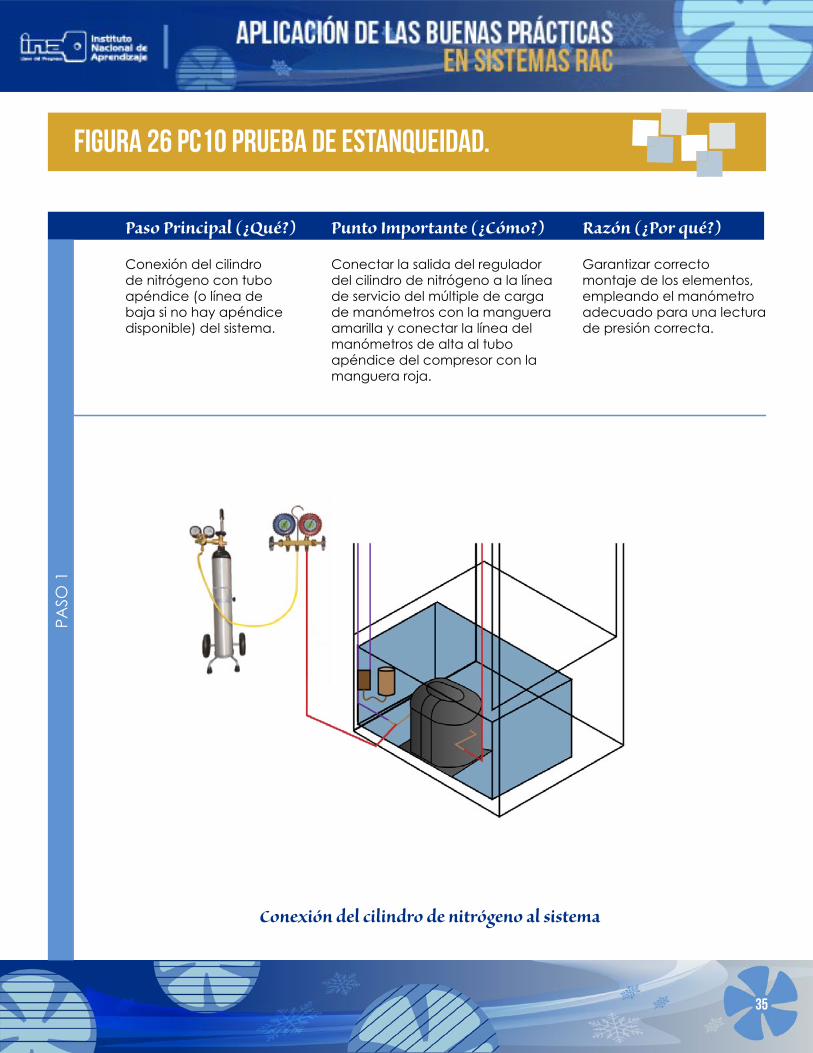
Conexión del cilindro de nitrógeno con tubo apéndice (o línea de baja si no hay apéndice disponible) del sistema.
Conectar la salida del regulador del cilindro de nitrógeno a la línea de servicio del múltiple de carga de manómetros con la manguera amarilla y conectar la línea del manómetros de alta al tubo apéndice del compresor con la manguera roja.
Garantizar correcto montaje de los elementos, empleando el manómetro adecuado para una lectura de presión correcta.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
Conexión del cilindro de nitrógeno al sistema

36
Figura 26 PC10 Prueba de estanqueidad.
Carga del sistema con nitrógeno.
a. Ajustar el manorreductor a una presión de 120 PSIG.
b. Abrir lentamente la válvula del cilindro del nitrógeno y luego la válvula del manómetro de alta.
c. Cargar el equipo hasta que el manómetro de alta registre una presión de 120 PSIG.
d. Cerrar inmediatamente la válvula del cilindro de nitrógeno.
a. Trabajar con la presión adecuada.
b. Para empezar a cargar el sistema.
c. Garantizar que el sistema esté cargado con la presión justa.
d. Evitar afectar la tubería del sistema por presiones alevadas.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
2
Carga del sistema con nitrógeno
37
Figura 26 PC10 Prueba de estanqueidad.
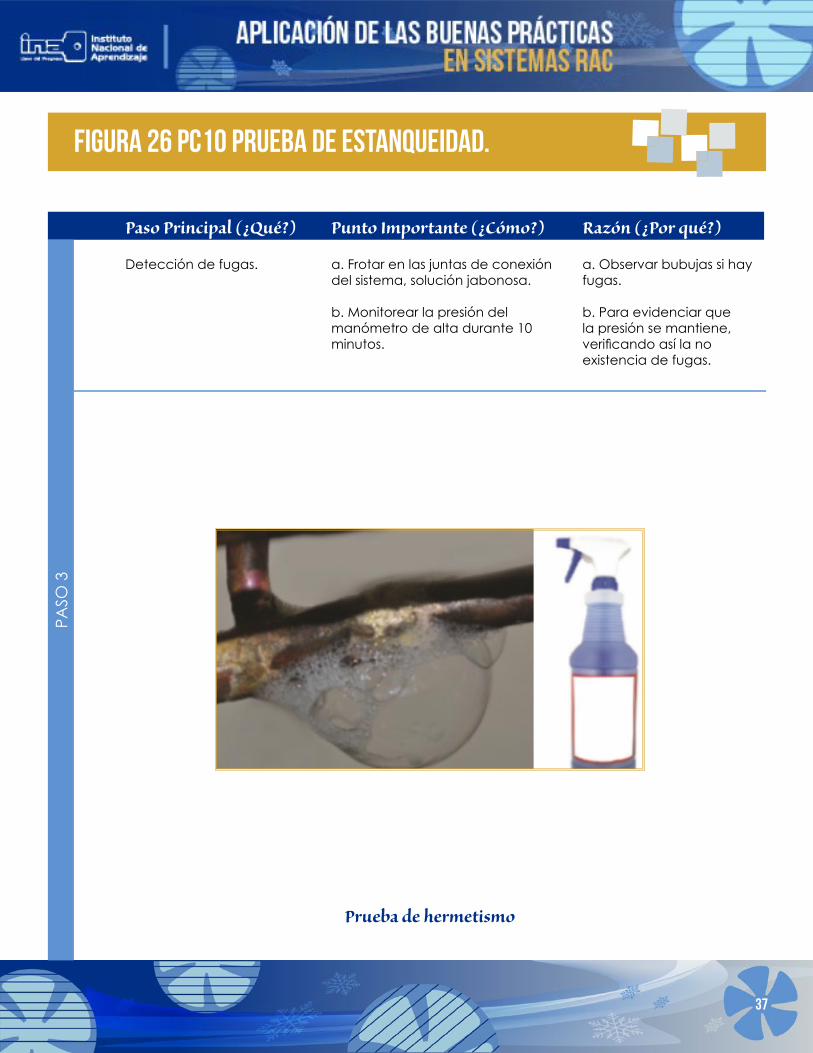
Detección de fugas. a. Frotar en las juntas de conexión del sistema, solución jabonosa.
b. Monitorear la presión del manómetro de alta durante 10 minutos.
a. Observar bubujas si hay fugas.
b. Para evidenciar que la presión se mantiene, verificando así la no existencia de fugas.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
3
Prueba de hermetismo

38
Figura 27 PC11 Procesos de vacío
Conexión del vacuómetro y de la bomba de vacío al tubo apéndice (o línea de baja si no hay apéndice) en el sistema.
NO DESCUIDE LA BOMBA DEL VACÍO MIENTRAS QUE ÉSTA TRABAJA, YA QUE POR VIBRACIÓN LA BOMBA SE PUEDE DESPLAZAR DE SU LUGAR OCASIONANDO POSIBLEMENTE UNA DESCONEXIÓN DE LAS MANGUERAS O DE LA MISMA BOMBA.
FIJE LA BOMBA CON ALGÚN ELEMENTO, CON EL FIN DE EVITAR QUE ÉSTA SE MUEVA POR LAS VIBRACIONES.
a. Conectar la bomba de vacío a la línea del servicio del múltiple de carga de manómetros con la manguera amarilla.
b. Conectar el vacuómetro a la línea de baja presión del múltiple de carga de manómetros y conectar el otro extremo con la manguera azul al tubo apéndice o a la línea de succión del compresor.
a. Se debe emplear este manómetro debido a que en su escala puede medir el vacío.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
Conexión de la bomba del vacío al sistema
PREC
AU
CIÓ
N

39
Figura 27 PC11 Procesos de vacío
Ejecución del vacío. a. Energizar la bomba de vacío.
b. Abrir la válvula del manómetro de baja.
c. Dejar en funcioamiento la bomba de vacío por varios minutos, hasta que se obtenga una medición de vacío de 250 a 500 micrones, que teóricamente corresponden para nivel del mar: 29,9 in-Hg, para San José: 22 in Hg.
A nivel del mar
P=29,9 in-Hg P=22 in-Hg
San José
a. Para iniciar el proceso de vacío.
b. Para permitir extracción de humedad y gases no condensables del sistema.
b. No es recomendable dejar en funcionamiento más tiempo la bomba de vacío, después de alcanzar el valor indicado, porque puede extraer el aceite del compresor.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
2
Vacuómetros - medición aceptada, entre 254 a 500 micrones de vacío
Ejemplo de medición usual del vacío, lectura de los manómetros

40
Figura 27 PC11 Procesos de vacío
Validación del vacío a. Cerrar la válvula del manómetro de baja.b. Monitorear el manómetro de baja por 5 minutos.c. Desconectar la manguera amarilla de la bomba de vacío, dejando la presión del sistema en vacío.
válvulas cerradas
a. Para empezar a monitorear la presión de vacío.b. Evidenciar que la presión se mantiene, validando si el sistema todavía contiene humedad o gases no condensables(se comprueba con un ligero aumento en la presión) o si el sistema posee todavia fugas(se comprueba con un aumento considerable en la presión). c. Para aprovechar esta presión negativa y realizar la precarga del sistema.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?)
Razón (¿Por qué?)
PASO
3
Lectura del vacuómetro
41
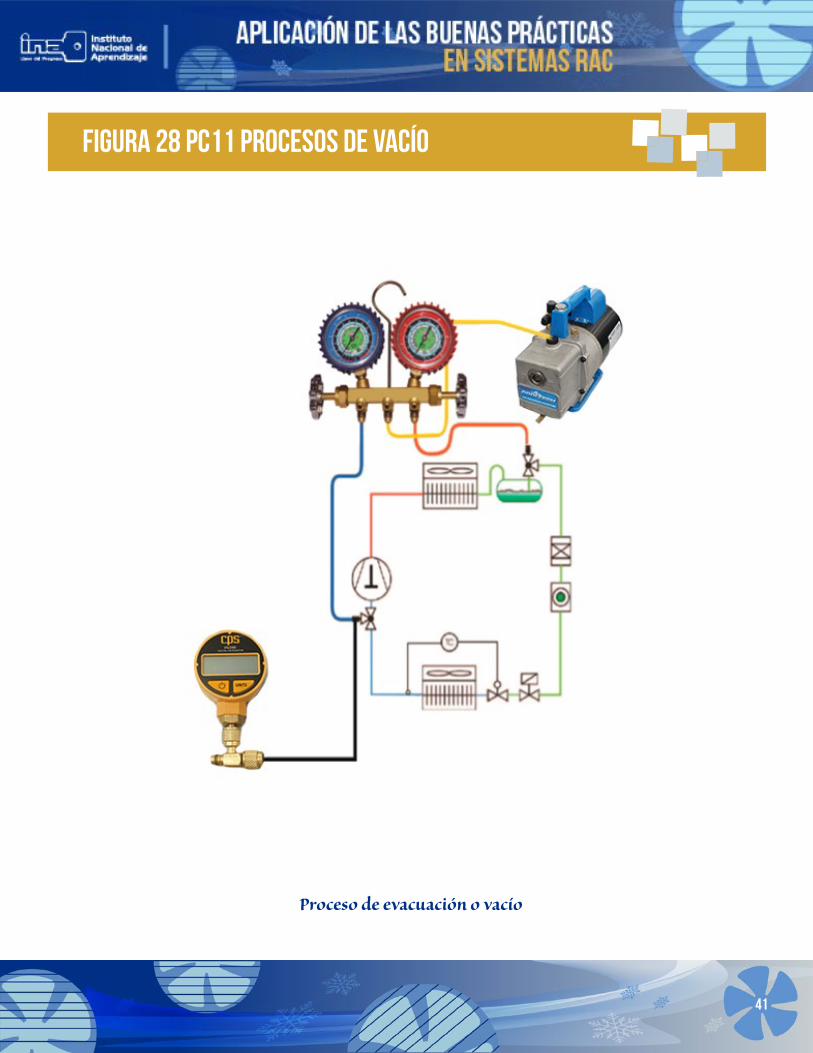
Figura 28 PC11 Procesos de vacío
Proceso de evacuación o vacío

42
Figura 29 PC12 Puesta en marcha
Ejecución de la precarga
a. Conectar el cilindro con refrigerante a la línea de servicio con la manguera amarilla, luego de haber llevado a cabo la operación de vacío.
b. Abrir la válvula del cilindro del refrigerante y purgar la manguera de servicio.
c. Regular el paso del refrigerante con la válvula del manómetro de baja hasta aproximadamente 30 PSIG.
e. Verificar en la báscula la cantidad de refrigerante inyectado.
30 PSIG
Cilindro del Refrigerante
Válvula del manómetro de baja
a. Para aprovechar la diferencia de presión debida al vacío.
b. Para eliminar el aire dentro de la manguera y prevenir la entrada de humedad al sistema.
c. Para permitir el flujo del refrigerante.
d. Garantizar la carga mínima de refrigerante para que el compresor trabaje cuando se energice.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
1
Ejecución de la precarga
Registro de cilindro
43
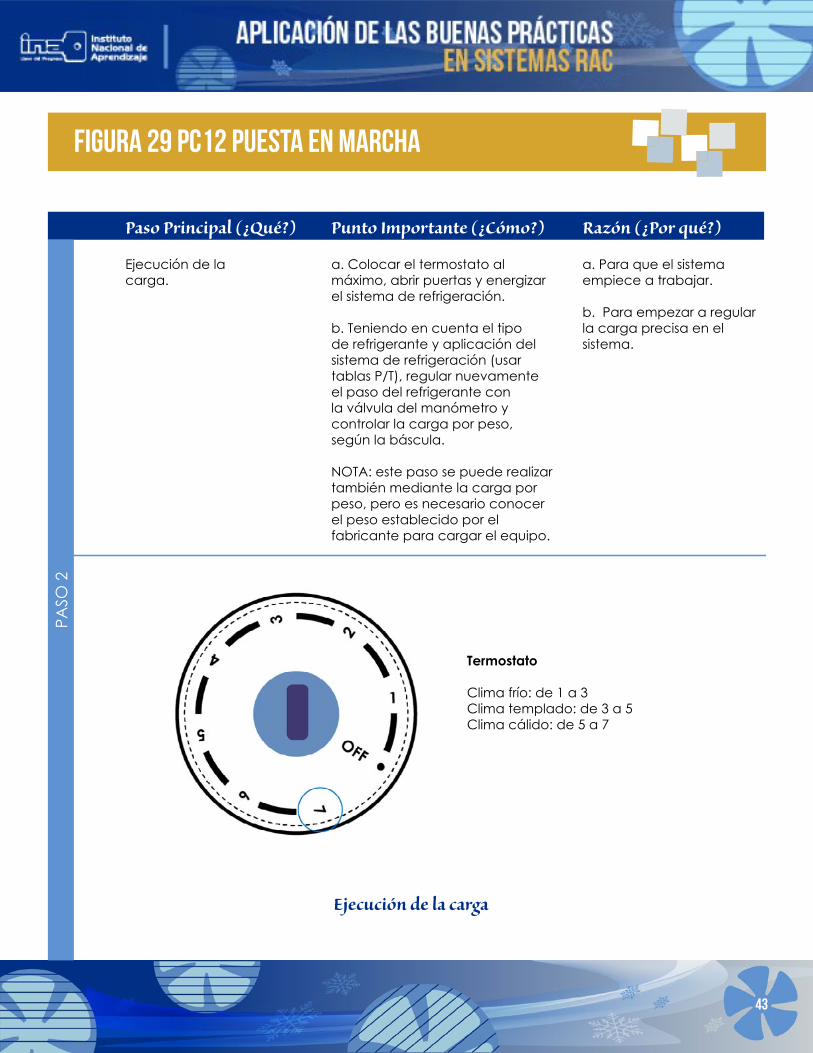
Figura 29 PC12 Puesta en marcha
Ejecución de la carga.
a. Colocar el termostato al máximo, abrir puertas y energizar el sistema de refrigeración.
b. Teniendo en cuenta el tipo de refrigerante y aplicación del sistema de refrigeración (usar tablas P/T), regular nuevamente el paso del refrigerante con la válvula del manómetro y controlar la carga por peso, según la báscula.
NOTA: este paso se puede realizar también mediante la carga por peso, pero es necesario conocer el peso establecido por el fabricante para cargar el equipo.
Termostato
Clima frío: de 1 a 3Clima templado: de 3 a 5Clima cálido: de 5 a 7
a. Para que el sistema empiece a trabajar.
b. Para empezar a regular la carga precisa en el sistema.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
2
Ejecución de la carga

44
Figura 29 PC12 Puesta en marcha
Estabilización. a. Con ayuda de una pinza amperimétrica, validar el amperaje del compresor.
NOTA: este paso se puede omitir cuando se ha instalado el filtro de alta eficiencia.
b. Validar presiones y temperaturas de trabajo del sistema (usar tablas P/T)
c. Verificar el peso de la carga del refrigerante según especificaciones del fabricante.
a. Para validar que el valor coincida con el recomendado por el fabricante.
b. Garantizar que el sistema trabaje con las condiciones deseadas de acuerdo con su aplicación.
Paso Principal (¿Qué?) Punto Importante (¿Cómo?) Razón (¿Por qué?)
PASO
3
Prueba de estabilización.

45
Figura 30 carga de refrigerante
Recibidor de líquido
Filtro secador
MirillaCompresor
Condensador
Válvula de expansión
Evaporador
Válvula de servicio
Carga de refrigerante

46
Figura 31 carga de refrigerante con vacío
Conectar las mangueras al circuito de refrigerante preparado, en el lado de alta y baja presión, utilizando el acoplador de servicio
Manómetro múltiple de 4 válvulas
Cilindro de carga de refrigerantede HC sobre la báscula
Bomba de vacío
Carga de refrigerante combinado con máquina de vacío

47
Figura 32 Tabla Presión Temperatura
Ejemplo de presión y temperatura de evaporaciónde algunos refrigerantes en diferentes aplicaciones
Fuente: Basado en la aplicación (APP) de EMERSON - 2013
Aplicación
Refrigerantes
R134a
Congelación (-23ºC)
Congelación (-18ºC)
Enfriamiento (-7ºC)
Acondicionamiento de aire (7ºC)
psig
2,17
6,3
17,98
39,63
2
5
14
31
16,92
23,68
42,44
75,43
16,7
23,4
40,52
64,1
psig psig psig
R600a R22 R290

48
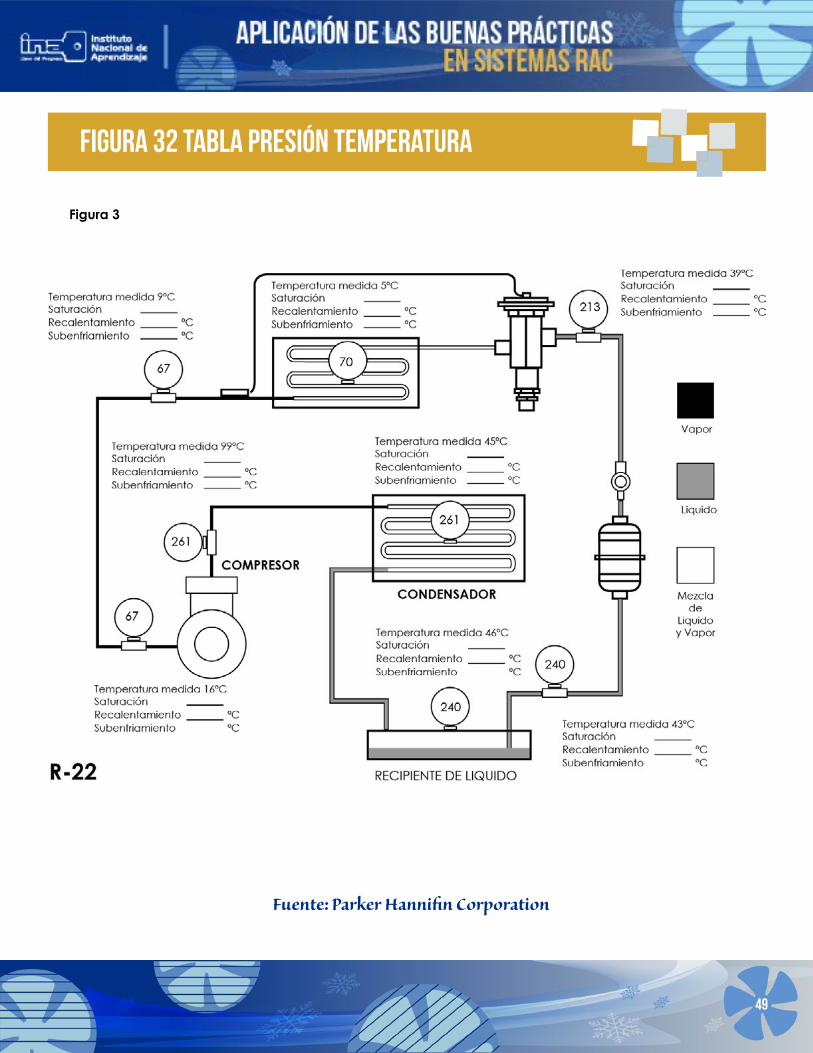
Figura 32 Tabla Presión Temperatura
La figura anterior es un ejercicio para probar sus conocimientos de la relación P-T y su uso. Se muestran la presión y temperatura en varios lugares en el sistema. Ponga una marca a la caja que indica la condición del refrigerante en cada punto. En el caso de vapor recalentado o líquido subenfriado, indique la cantidad en el espacio mostrado.
Fuente: Parker Hannifin Corporation
Pruebe sus conocimientos de la relación P-T
49
Figura 32 Tabla Presión Temperatura
Fuente: Parker Hannifin Corporation
Figura 3

















