UNIVERSIDAD MAYOR DE SAN SIMÓN FACULTAD DE CIENCIAS Y TECNOLOGÍA INGENIERÍA QUIMICA PRODUCCIÓN DE ACROLEÍNA A PARTIR DE LA OXIDACIÓN PARCIAL DEL PROPILENO COCHABAMBA-BOLIVIA DOCENTE: Ing. Balderrama Idina José Luis MATERIA ESTUDIANTE : DISEÑO DE PLANTAS QUÍMICAS Rosales Gonzales Ronald FECHA: 28-noviembre/2011
Transcript
UNIVERSIDAD MAYOR DE SAN SIMÓN
FACULTAD DE CIENCIAS Y TECNOLOGÍA INGENIERÍA QUIMICA
PRODUCCIÓN DE ACROLEÍNA A PARTIR DE LA OXIDACIÓN PARCIAL DEL PROPILENO
COCHABAMBA-BOLIVIA
DOCENTE: Ing. Balderrama Idina José Luis
MATERIA ESTUDIANTE :
DISEÑO DE PLANTAS QUÍMICAS Rosales Gonzales Ronald
FECHA: 28-noviembre/2011
2
1. INTRODUCCIÓN
La oxidación parcial de hidrocarburos gaseosos sobre catalizadores Sólidos, ha sido objeto de una extensa investigación industrial y académica.
Una de las metas buscadas en la industria de los hidrocarburos, es Oxidar parcialmente el propileno de una manera rápida y selectiva para
Obtener acroleína mediante la siguiente reacción:
En la actualidad han surgido áreas de desarrollo en las
Cuales se llevan a cabo procesos de oxidación en fase heterogénea, pues Representa uno de los mejores medios para lograrlo.
La acroleína es un líquido incoloro o amarillo de olor desagradable. Se disuelve Fácilmente en agua y se evapora rápidamente cuando se calienta. También se
Inflama fácilmente. Pequeñas cantidades de acroleína se pueden formar y entrar al aire cuando se queman árboles, tabaco y otras plantas, gasolina y petróleo.
1.1 Procesos existentes.
1.1.1 condensación del formaldehido con acetaldehído Mediante éste método, la primera planta para la manufactura de acroleína inicio en
1942. A partir de esta técnica se han encontrado muchas otras como; cuando
Se pasa glicerina y un deshidratante sobre un catalizador de alúmina a 100°C; Si se pasa glicerina sobre un alambre de platino incandescente, se obtiene
Acroleína, glioxal y formaldehido; Con óxido crómico, óxido de platino, cobre o plata, como catalizador, se puede deshidrogenar el alcohol alílico y
Convertirlo en acroleína; También puede obtenerse acroleína deshidratando Una mezcla de glicerina comercial y ácido bórico cristalizado. Se calienta la
Mezcla hasta expulsar toda el agua y luego se separa la acroleína por Separación; Otro método de preparación es la aspersión de sulfato mercúrico
En una corriente de propileno. Se forma un producto intermediario que se Descompone espontáneamente y produce acroleína.
Hay patentes de métodos industriales para la acroleína. Uno de ellos es
El propuesto por DEGUSA que es la condensación cruzada de acetaldehído Con el formaldehido. Esta reacción se efectúa en fase vapor:
3
Con los catalizadores ordinarios de las reacciones de deshidratación, como el fosfato de litio sobre alúmina activada o silicato de sodio sobre gel de sílice.
El acetaldehído y el formol (solución acuosa de formaldehído al 30%) se mezclan en proporciones adecuadas y se introducen en el vaporizador; de éste salen los vapores
que entran en la zona de reacción. El catalizador en forma de gránulos o de pastilla se coloca en la en el convertidor tubular, que transfiere el calor en forma conveniente. La
temperatura óptima de reacción varía normalmente entre 300 – 350 °C. El producto caliente que sale del convertidor pasa por un condensador antes de llegar
al sistema de refinamiento. Como la presión no favorece la reacción comúnmente se usan presiones de 10 a 15 libras por pulgada cuadrada en la entrada del convertidor,
determinadas por la caída de presión en el s istema. De las dos sustancias que intervienen en la reacción, el formaldehido que no ha reaccionado es más difícil de recuperar de la corriente que sale del convertidor. Por eso, la razón molar de la mezcla alimentadora se ajusta de manera que haya un ligero exceso de acetaldehído en la zona del catalizador. Así se reduce la cantidad de formaldehído que debe recuperarse, pero el exceso de acetaldehído aumenta la concentración de aldehído crotónico en el producto crudo.
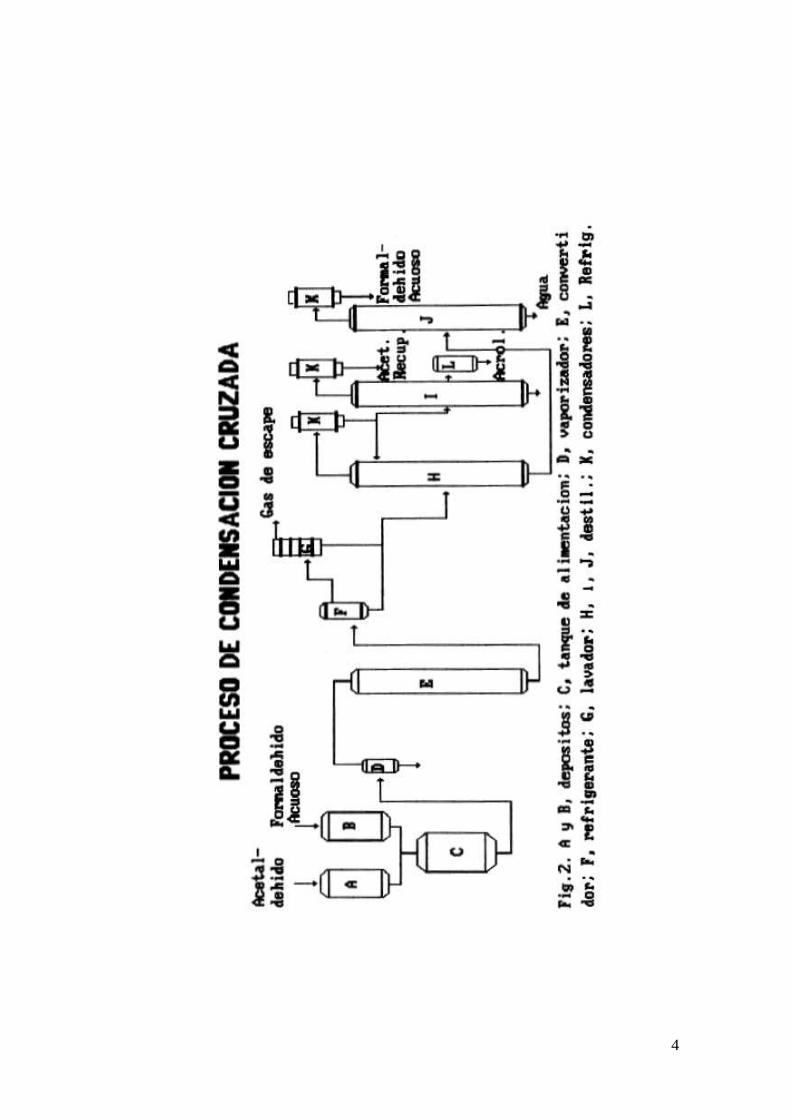
En la reacción se producen pequeñas cantidades de metanol, propionaldehido, dióxido de carbono, monóxido de carbono e hidrógeno. La formación de alquitrán reduce la actividad del catalizador y es el principal factor de la pérdida de rendimiento de la reacción. Resulta económico reactivar el catalizador después de 150-200 horas de trabajo. Para eliminar el carbón depositado sobre el catalizador es particularmente efectivo .el tratamiento con aire y vapor de agua a 400°C. La conversión declina gradualmente durante la reacción, pero obtiene un rendimiento medio de 75-80%, referido al formaldehído o al acetaldehído. El rendimiento de un solo paso es de 20 a 50%, referido al formaldehído. Un diagrama del procedimiento de la condensación cruzada se representa en la figura 1. El acetaldehído y la solución acuosa de formaldehído, contenidas en 1 y 2 respectivamente, pasan a 3 para formar la mezcla adecuada. Ésta es vaporizada en 4 y los vapores pasan sobre el catalizador en el convertidor 5. Los productos condensables se extraen del refrigerante 6. Los productos no condensables pasan a la columna de
lavado 7 y se desechan. El agua de lavado 7 se mezcla con el producto condensado de 6 y entra en la columna 8 a la presión atmosférica. Por la parte superior de 8 se separa
una mezcla de acetaldehído, acroleína y agua. La mezcla entra por un lado a la columna 9 y de ésta sale por la parte superior el formaldehído a la presión atmosférica. Por el otro lado de la columna 9 en el nivel más bajo que el de entrada, se extrae la acroleína refinada. Por la base de la columna 8 se extrae el formaldehído, el aldehído
crotómico, el aguay las substancias de alto punto de ebullición. Todos estos productos pasan a presión a la columna 10; por la parte superior de ésta, destila formaldehído acuoso con algo crotónaldehido. Este destilado vuelve al tanque del convertidor. Por la base de la columna 10 se extraen el agua y los residuos.
4
5
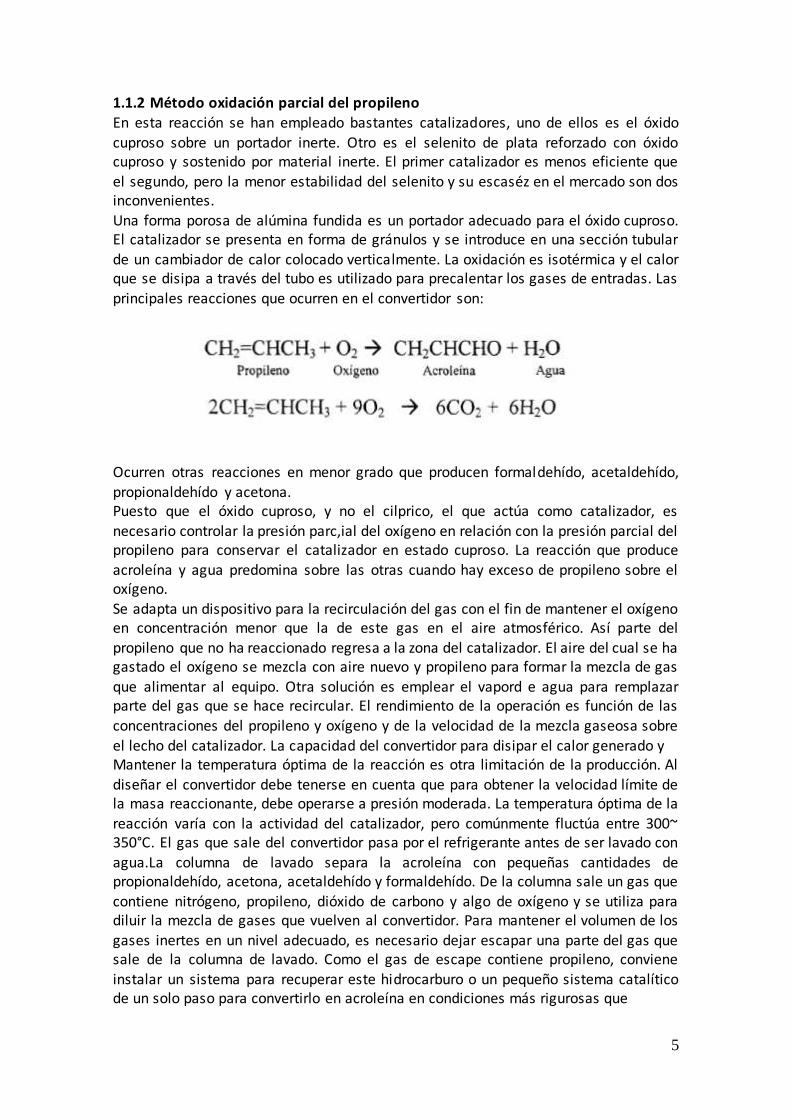
1.1.2 Método oxidación parcial del propileno En esta reacción se han empleado bastantes catalizadores, uno de ellos es el óxido
cuproso sobre un portador inerte. Otro es el selenito de plata reforzado con óxido cuproso y sostenido por material inerte. El primer catalizador es menos eficiente que
el segundo, pero la menor estabilidad del selenito y su escaséz en el mercado son dos inconvenientes.
Una forma porosa de alúmina fundida es un portador adecuado para el óxido cuproso. El catalizador se presenta en forma de gránulos y se introduce en una sección tubular
de un cambiador de calor colocado verticalmente. La oxidación es isotérmica y el calor que se disipa a través del tubo es utilizado para precalentar los gases de entradas. Las
principales reacciones que ocurren en el convertidor son:
Ocurren otras reacciones en menor grado que producen formaldehído, acetaldehído, propionaldehído y acetona. Puesto que el óxido cuproso, y no el cilprico, el que actúa como catalizador, es necesario controlar la presión parc,ial del oxígeno en relación con la presión parcial del propileno para conservar el catalizador en estado cuproso. La reacción que produce acroleína y agua predomina sobre las otras cuando hay exceso de propileno sobre el oxígeno. Se adapta un dispositivo para la recirculación del gas con el fin de mantener el oxígeno en concentración menor que la de este gas en el aire atmosférico. Así parte del propileno que no ha reaccionado regresa a la zona del catalizador. El aire del cual se ha gastado el oxígeno se mezcla con aire nuevo y propileno para formar la mezcla de gas que alimentar al equipo. Otra solución es emplear el vapord e agua para remplazar parte del gas que se hace recircular. El rendimiento de la operación es función de las
concentraciones del propileno y oxígeno y de la velocidad de la mezcla gaseosa sobre
el lecho del catalizador. La capacidad del convertidor para disipar el calor generado y Mantener la temperatura óptima de la reacción es otra limitación de la producción. Al
diseñar el convertidor debe tenerse en cuenta que para obtener la velocidad límite de la masa reaccionante, debe operarse a presión moderada. La temperatura óptima de la
reacción varía con la actividad del catalizador, pero comúnmente fluctúa entre 300~ 350°C. El gas que sale del convertidor pasa por el refrigerante antes de ser lavado con
agua.La columna de lavado separa la acroleína con pequeñas cantidades de propionaldehído, acetona, acetaldehído y formaldehído. De la columna sale un gas que
contiene nitrógeno, propileno, dióxido de carbono y algo de oxígeno y se utiliza para diluir la mezcla de gases que vuelven al convertidor. Para mantener el volumen de los
gases inertes en un nivel adecuado, es necesario dejar escapar una parte del gas que sale de la columna de lavado. Como el gas de escape contiene propileno, conviene
instalar un sistema para recuperar este hidrocarburo o un pequeño sistema catalítico de un solo paso para convertirlo en acroleína en condiciones más rigurosas que
6
las empleadas en el convertidor grande. La acroleína y los subproductos carbonílicos se obtienen en forma de solución acuosa diluida. La acroleína se refina después por
destilación fraccionada. En la industria, las condiciones que se efectúa la reacción dependen de los factores de
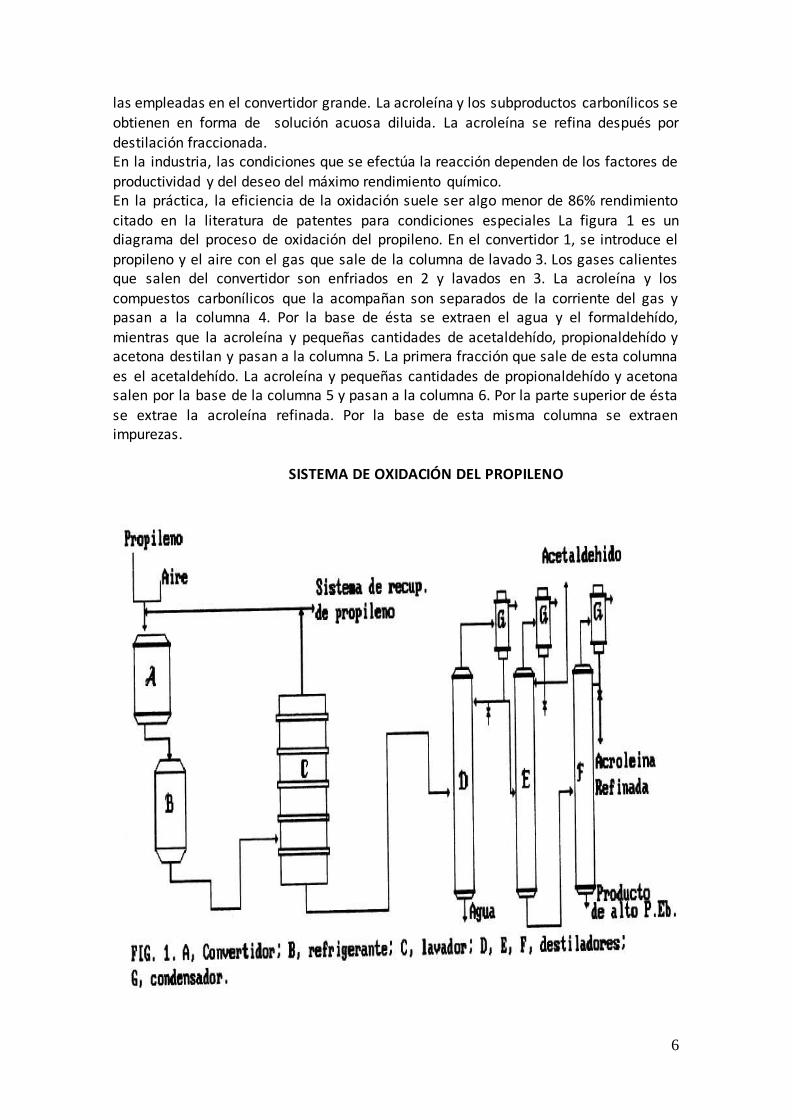
productividad y del deseo del máximo rendimiento químico. En la práctica, la eficiencia de la oxidación suele ser algo menor de 86% rendimiento
citado en la literatura de patentes para condiciones especiales La figura 1 es un diagrama del proceso de oxidación del propileno. En el convertidor 1, se introduce el
propileno y el aire con el gas que sale de la columna de lavado 3. Los gases calientes que salen del convertidor son enfriados en 2 y lavados en 3. La acroleína y los
compuestos carbonílicos que la acompañan son separados de la corriente del gas y pasan a la columna 4. Por la base de ésta se extraen el agua y el formaldehído, mientras que la acroleína y pequeñas cantidades de acetaldehído, propionaldehído y acetona destilan y pasan a la columna 5. La primera fracción que sale de esta columna es el acetaldehído. La acroleína y pequeñas cantidades de propionaldehído y acetona salen por la base de la columna 5 y pasan a la columna 6. Por la parte superior de ésta se extrae la acroleína refinada. Por la base de esta misma columna se extraen impurezas.
SISTEMA DE OXIDACIÓN DEL PROPILENO
7
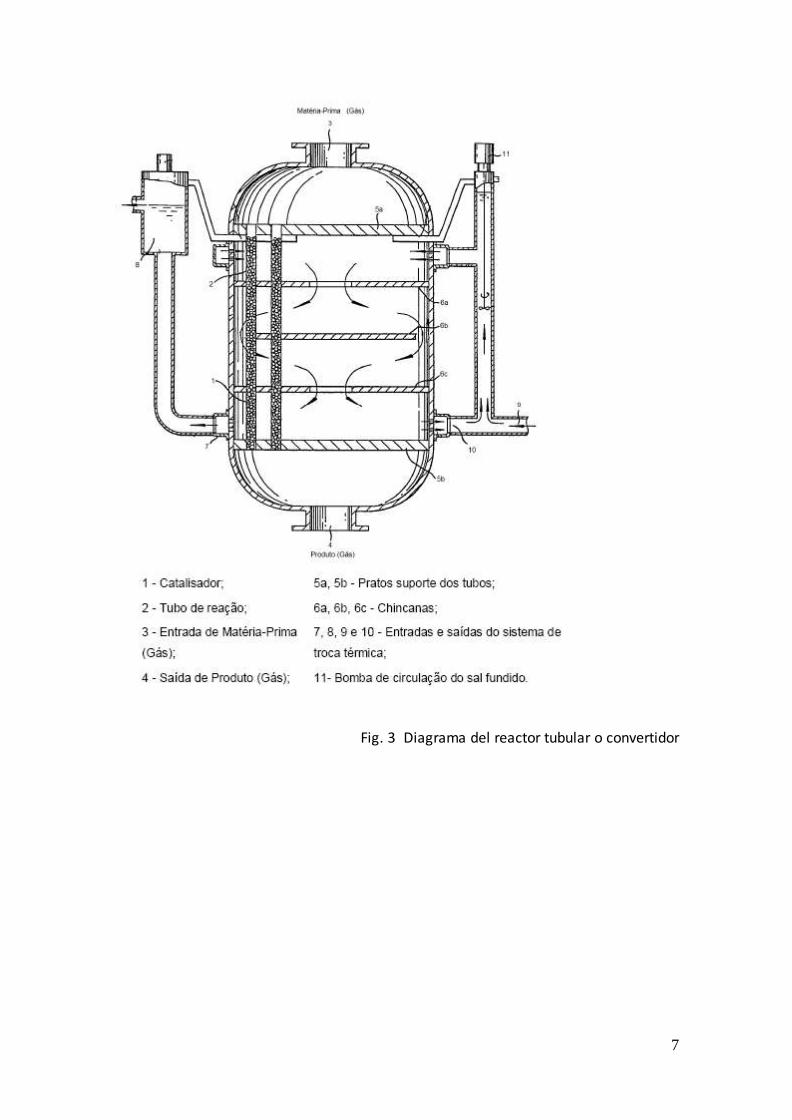
Fig. 3 Diagrama del reactor tubular o convertidor
8
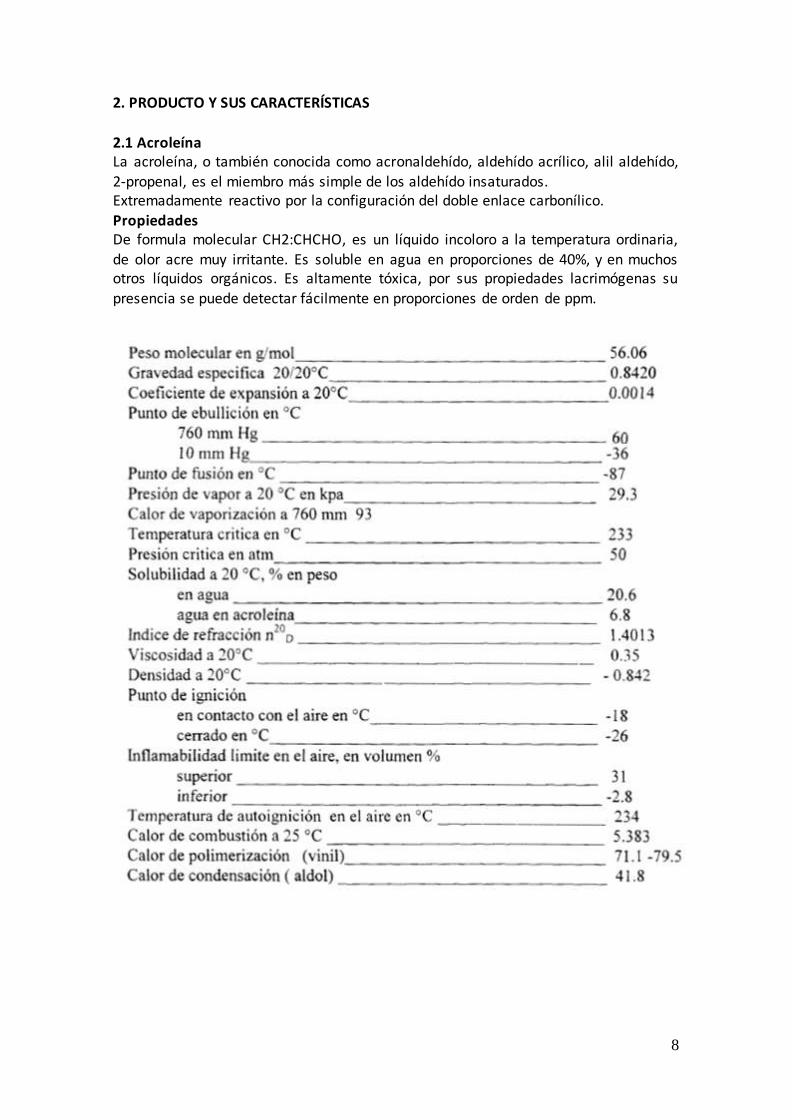
2. PRODUCTO Y SUS CARACTERÍSTICAS
2.1 Acroleína La acroleína, o también conocida como acronaldehído, aldehído acrílico, alil aldehído,
2-propenal, es el miembro más simple de los aldehído insaturados. Extremadamente reactivo por la configuración del doble enlace carbonílico.
Propiedades De formula molecular CH2:CHCHO, es un líquido incoloro a la temperatura ordinaria,
de olor acre muy irritante. Es soluble en agua en proporciones de 40%, y en muchos otros líquidos orgánicos. Es altamente tóxica, por sus propiedades lacrimógenas su
presencia se puede detectar fácilmente en proporciones de orden de ppm.
9
La acroleína se polimeriza espontáneamente con el tiempo y forma una masa blanca amorfa, llamada disacrilo, insoluble en agua, alcohol, ácidos y álcalis.
Pequeñas cantidades de álcali cáustico o de ácido carbónico en solución acuosa de acroleína ocasiona también la formación de un polímero blanco amorfo.
Lasoluciones de acroleína se pueden estabilizarse con ácido sulfix-oso, sulfito de calcio, pirogalol o hidroquinona. La acroleína se oxida lentamente en el aire a temperatura
ordinaria y forma ácido acrílico. Con pequeña cantidad de óxido de plata la reacción es rápida y cuantitativa. El ácido nítrico oxida la acroleína y la convierte en ácidos
glicólicos y oxálicos; la oxidación con ácido crómico produce dióxido de carbono y ácido fórmico.
Si se pasa una mezcla de acroleína e hidrógeno sobre un catalizador de níquel a más de 160 "C, se forma aldehído propiónico. La reducción de acroleína con hidrógeno sobre platino coloidal forma el mismo aldehído. Toxicidad La acroleína es tóxica por ingestión, inhalac.ión y cuando se absorbe por la piel. Una pequeña dosis de O.OSg/kg de peso corporal administrada por vía bucal es de DL para las ratas y los pulmones; debe manejarse con mucho cuidado en sistemas de reacción cerrado o en condiciones de adecuada ventilación. La exposición de 1 ppm en el aire causa irritación en ojos y nariz en dos o tres minutos.
Análisis y especificaciones. La acroleína comercial tiene un mínimo de pureza del 92% y contiene de 0.1 a 0.25%
de hidroquinona. La impureza principal es el agua, que no debe ser mayor del 4%. El resto esta constituido por cuerpos carbonílicos saturados, principalmente acetaldehído
propionaldehído. La hidroquinona se determina por colorimetría basada en la reacción con el pirrol en presencia de un oxidante.
El total de la acroleína y de compuestos carbonílicos saturados (éstos calculados con acetaldehído) se determinan con el clorhidrato de hidroxilamina. La acroleína se valora
por separado como compuesto insaturado con el reactivo de bromo y bromuro. La diferencia expresada en el porcentaje de acetaldehído es el valor de las impurezas que
son compuestos carbonílicos. El agua que contiene la acroleína comercial se determina con el reactivo de Karl Fischer.
Usos de la acroleína
A) Es la materia prima básica para la producción del aminoácido metionina, el cual es un nutriente básico para el desarrollo de los animales mamíferos. B) La reducción química de la acroleína vía alcohol alílico es un proceso técnico para la síntesis de glicerol. C) AI hacer reaccionar acroleína con amoníaco, son formados los aminoácidos: piridina y P-picolina. D) La copolimerización oxidativa de acroleína. Con ácido acrílico forma
poli(aldehídocarboxilatos ) y su subsecuente conversión en una reacción tipo Cannizzaro, produce poli(hidroxicarboxilatos ) con buena biodegradabilidad,
buenas propiedades dispersantes y libres de elementos eutrofícense (nitrógeno y
10
fósforo). Estos productos son aplicables en la industria de: papel, cerámica y detergentes.
E) Se emplea como señal de alarma en sistemas de refrigeración, dado que Produce
manifiesta irritación en los ojos y en la nariz en dos o tres minutos, causa un dolor casi intolerable en cinco minutos.
F) Como lacrimógeno en la guerra.
G) En la desnaturalización de alcohol.
H) Como intermediario en la síntesis de colorantes. I) Para desinfectar aguas de abastecimiento y aguas cloacales. f) Se aplica en la industria de plásticos. Manipulación y almacenamiento. Cuando se almacena la acroleína se le adiciona de 0.1 a 0.25% de hidroquinona, para
retardar su polimerización. Esta se despacha en vagones tanques o en bidones con exclusión del oxígeno. Almacenadas en estas condiciones, polimeriza menos de 1% por
mes. Si se extrae el estabilizador, la acroleína se polimeriza exotérmicamente con formación de una resina de enlaces cruzados insolubles. Se deben tomar precauciones
en el manejo de ésta substancia tóxica e inflamable; es necesario, evitar las posibilidades de contaminación cuando esta almacenada. Las sustancias alcalinas
inician la polimerización, que puede ser peligrosa. Los ácidos fuertes también catalizan Rápidamente la polimerización. El hierro y el acero son materiales apropiados para los
envases de !a acroleína ( estabilizada ). El cobre y sus aleaciones se recomiendan para los aparatos de destilación por el efecto inhibidor que producen.
2.2 DIOXIDO DE CARBONO
Es un producto de oxidación total de cualquier compuesto orgánico. Es un gas incoloro, inodoro e insípido es moderadamente soluble en agua.
El CO2 no es flamable ni mantiene la combustión, es muy estable pero se puede descomponer a 2000°C ó más y reacciona hasta cierto punto con agua para formar ácido carbónico. En presencia de luz solar y de un catalizador (clorofila), se combina con el agua para formar almidón o celulosa. Se usa como agente refrigerante y de congelamiento de helados, carnes y otros alimentos; es importante como material extintor de incendios; en síntesis química en estado gaseoso tal como para la fabricación de ácido salicílico, en la industria de bebidas, etc. La concentración máxima permisible es de 5000 ppm
11
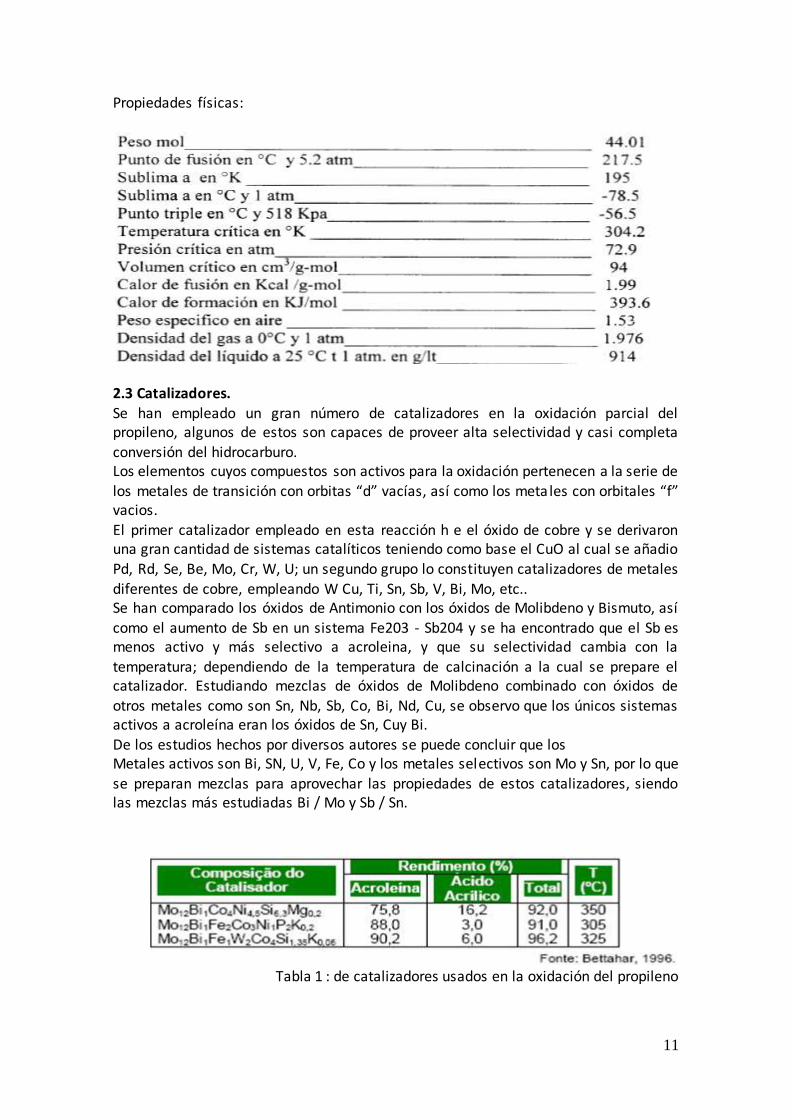
Propiedades físicas:
2.3 Catalizadores. Se han empleado un gran número de catalizadores en la oxidación parcial del propileno, algunos de estos son capaces de proveer alta selectividad y casi completa conversión del hidrocarburo. Los elementos cuyos compuestos son activos para la oxidación pertenecen a la serie de los metales de transición con orbitas “d” vacías, así como los metales con orbitales “f” vacios. El primer catalizador empleado en esta reacción h e el óxido de cobre y se derivaron una gran cantidad de sistemas catalíticos teniendo como base el CuO al cual se añadio Pd, Rd, Se, Be, Mo, Cr, W, U; un segundo grupo lo constituyen catalizadores de metales
diferentes de cobre, empleando W Cu, Ti, Sn, Sb, V, Bi, Mo, etc.. Se han comparado los óxidos de Antimonio con los óxidos de Molibdeno y Bismuto, así
como el aumento de Sb en un sistema Fe203 - Sb204 y se ha encontrado que el Sb es menos activo y más selectivo a acroleina, y que su selectividad cambia con la
temperatura; dependiendo de la temperatura de calcinación a la cual se prepare el catalizador. Estudiando mezclas de óxidos de Molibdeno combinado con óxidos de
otros metales como son Sn, Nb, Sb, Co, Bi, Nd, Cu, se observo que los únicos sistemas activos a acroleína eran los óxidos de Sn, Cuy Bi.
De los estudios hechos por diversos autores se puede concluir que los Metales activos son Bi, SN, U, V, Fe, Co y los metales selectivos son Mo y Sn, por lo que
se preparan mezclas para aprovechar las propiedades de estos catalizadores, siendo las mezclas más estudiadas Bi / Mo y Sb / Sn.
Tabla 1 : de catalizadores usados en la oxidación del propileno
12
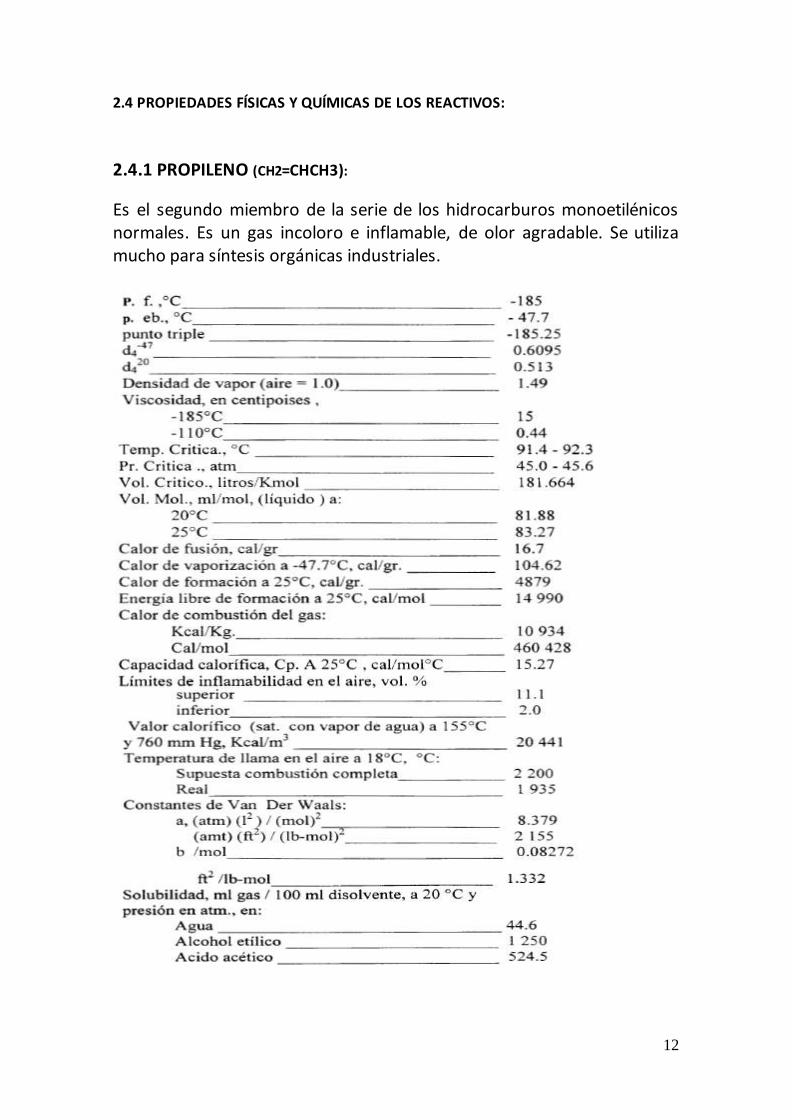
2.4 PROPIEDADES FÍSICAS Y QUÍMICAS DE LOS REACTIVOS:
2.4.1 PROPILENO (CH2=CHCH3):
Es el segundo miembro de la serie de los hidrocarburos monoetilénicos normales. Es un gas incoloro e inflamable, de olor agradable. Se utiliza mucho para síntesis orgánicas industriales.
13
La ecuación de su presión de vapor es: log p= 6.81960 - 785 /(247 + T), Donde T se expresa en ºC.
El propileno es un hidrocarburo insaturado con actividad química en la región del doble enlace, reacciona por adición para dar alcanos y sus derivados.
La mayor parte del propileno es obtenida de la recuperación de gases que salen del craqueo en los que siempre esta presente. La concentración del propileno en los gases
es de 10 a 30 %. La proporción de propileno es mayor al de propano cuanta más alta sea la temperatura de craqueo. El propileno es la olefina más asequible, además de
disponer de ella en concentraciones razonables, puede ser separada de los gases efluentes sin necesidad de refrigeración a baja temperatura. El propileno se puede
obtener por deshidrogenación del propano usando catalizador de tipo alúmina con óxido crómico. La simple pirolisis térmica de propano no es siempre factible, porque la desmetanización se verifica a mayor rapidez que la deshidrogenación. En la fracción gaseosa de los aceites pesados sometidos al craqueo en operaciones de refinación del petróleo, son una fuente aprovechable de propileno. El propileno puede experimentar reacciones de hidratación, halogenación,alquilación, polimerización, oxidación, reacción oxo, etc. Para obtener productos tales como el alcohol isopropílico, el cumero, polímero de propileno, acroleína, aldehídos butíricos, etc.
2.4.2 AIRE El aire cuyo peso molecular es de 28.97 g/mol. Es un fluido transparente,incoloro,
insípido y elástico, mal conductor del calor y la electricidad, especialmente cuando está ionizado. El aire está compuesto principalmente por:
Es un elemento natural indispensable para todo ser viviente, permite la combustión y la respiración; es un medio transmisor del sonido. Es muy utilizado en la industria
como fuerza motriz, en multitud de circunstancias, como para materia prima para gran cantidad de reacciones y procesos, tal como la oxidación parcial de propileno para la producción de acroleína.
14
2.5 PROPIEDADES FÍSICAS Y QUÍMICAS DEL COMPUESTO ESTABILIZADOR DE LA ACROLEINA COMERCIAL
2.5.1 HIDROQUINONA
De formula molecular C6H6O, también se le conoce como Benzenodiol, p-
hidroxibenzeno, hidroquinol ó quinol. Se obtiene por oxidación de anilina con bicromato de sodio y ácido sulfúrico tratada con bisulfito.
Es soluble en éter, alcohol y ligeramente soluble en benzeno. La solución cambia su
color debido a la oxidación con aire, su oxidación es muy rápida en presencia de álcali, por lo cual debe mantenerse bien aislada y protegida de la luz.
La hidroquinona no es tóxica en bajas concentraciones. Bajo condiciones de uso ordinario no presenta serios problemas. El contacto con la piel puede causar
dermatitis, la exposición par periodos prolongados de tiempo, afecta manchando y opacando la cornea. La ingestión de un gramo, causará vómito, náuseas, malestar y
sensación de sofocación, falta de aliento, convulsiones, delirio y colapso, irritación en el tracto intestinal. La ingestión de 5 gramos causa la muerte.
Usos principales; reductores en fotografía, como agente en la determinación de pequeñas cantidades de fosfato y como antioxidante, como estabilizador de la
acroleína.
15
3. ESTUDIO DE MERCADO
Debido a que no existen muchos datos acerca del consumo interno de acroleína y a los
datos de importación del mismo, se procederá a la una aproximación mediante la
comparación con el mercado mexicano.
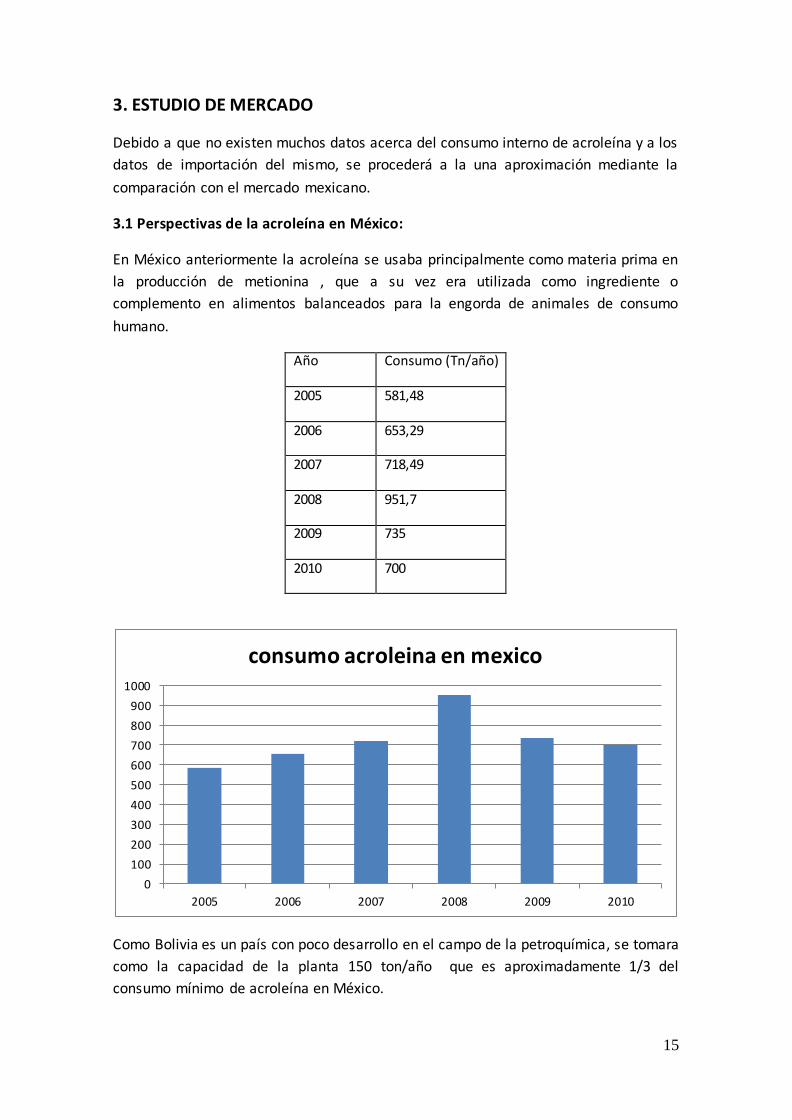
3.1 Perspectivas de la acroleína en México:
En México anteriormente la acroleína se usaba principalmente como materia prima en
la producción de metionina , que a su vez era utilizada como ingrediente o
complemento en alimentos balanceados para la engorda de animales de consumo
humano.
Año Consumo (Tn/año)
2005 581,48
2006 653,29
2007 718,49
2008 951,7
2009 735
2010 700
Como Bolivia es un país con poco desarrollo en el campo de la petroquímica, se tomara
como la capacidad de la planta 150 ton/año que es aproximadamente 1/3 del
consumo mínimo de acroleína en México.
0
100
200
300
400
500
600
700
800
900
1000
2005 2006 2007 2008 2009 2010
consumo acroleina en mexico
16
4. UBICACIÓN Y EMPLAZAMIENTO
4.1 Localización de la planta
La localización de la planta de acroleina va a depender de muchos factores, que tienen
un peso de acuerdo a su importancia, luego mediante el método de factores ponderados hallaremos una posible ubicación.
4.2 Factores a Considerar:
La ubicación de la planta puede tener un efecto importante sobre la rentabilidad de un
proyecto, y las posibilidades de expansión futura. Los factores considerados al seleccionar un sitio de la planta son los siguientes: • Transporte • Las fuentes y los costos de las materias primas • El mercado de futuros de productos • Corporación de planificación a largo plazo • La fuente de agua - calidad y cantidad • especiales de estímulo • Las condiciones climáticas
• Requisitos de la contaminación (desechos) • Utilidades - costo, cantidad y confiabilidad, combustible - los costes, fiabilidad y
disponibilidad • La cantidad de la preparación del terreno necesario (las condiciones del lugar)
• Los costos de construcción • Operación de trabajo
• Impuestos • Las condiciones de vida
• Corrosión • posibilidades de expansión • Otros factores. Hay tres factores que suelen considerarse los más importantes. Estos son la ubicación de la los mercados, las materias primas y el tipo de transporte a utilizar. 4.2.1Transporte: El transporte de materiales y productos hacia y desde la planta será una primordial consideración en la selección del sitio. Si es posible, un sitio debe ser seleccionada que se encuentra cerca de al menos dos formas principales de transporte: carretera, ferrocarril, vía navegable (canal o río), o un puerto de mar. El método más económico de transporte es por lo general por el agua, el más caro es camión.
17
4.2.2 Materias primas: La disponibilidad y precio de materias primas adecuadas a menudo determinará la
ubicación del sitio. El propileno es la principal materia prima para la fabricación de la acroleína, Por lo tanto, la planta puede estar cerca de cualquier planta de producción
de propileno. De esta forma se reducirá costos de transporte y almacenamiento.
4.2.3 Ubicación de los mercados: Los productos de consumo a menudo se entregan en el envío de una pequeña a gran
número de clientes. En un mercado internacional, no puede ser una ventaja adquirida por la localización de la planta dentro de un área con los acuerdos de preferencias
arancelarias. La acroleína actúa como materia prima para la producción de plásticos, comida balanceada para animales, desinfectante de agua de cloacas, producción de glicerol. Siempre es una ventaja para la planta que se encuentra en una zona industrial. 4.2.4 Agua: El agua es necesaria para todas las plantas de procesamiento de una serie de propósitos diferentes. El agua potable es necesaria para beber y preparar alimentos. El sitio de la planta debe tener una cantidad adecuada de cada tipo de agua en todo
momento del año. No sólo la cantidad sino también la calidad, pero la temperatura del agua es importante. El tamaño del intercambiador de calor es inversamente
proporcional a la diferencia de temperatura entre el agua de refrigeración y el material se enfría.
4.2.5 Disponibilidad de energía
Una planta de acido acrílico, requiere de energía eléctrica para el funcionamiento de la misma ya sea para la iluminación o para el funcionamiento de las bombas y
compresoras en cada etapa del proceso.
4.2.6 Condiciones climáticas: Las condiciones climáticas adversas en un sitio que aumentan los costos.
Temperaturas anormalmente bajas requerirá la provisión de aislamiento adicional y calefacción especial para equipos y tuberías. Estructuras más fuertes serán necesarias
en lugares expuestos a fuertes vientos o terremotos. 4.2.7 Factores de contaminación y ecológico: Todos los procesos industriales producen residuos, y plena consideración se debe dar a las dificultades y el costo de su disposición. La eliminación de los efluentes tóxicos y perjudiciales serán cubiertos por las normas locales, y la adecuada las autoridades deben ser consultados en el estudio inicial del sitio para determinar las normas se deben cumplir. 4.2.8 Condiciones del sitio: Un sitio de la planta química ideal es por encima de la llanura de inundación, plana,
tiene un buen drenaje, una alta capacidad de suelo fértil, y se compone de tierras suficientes para el proyecto de las plantas y para una futura expansión.
18
4.2.9 Disponibilidad de mano de obra: Trabajo serán necesarios para la construcción de la planta y la operación. Los
trabajadores cualificados de la construcción suele ser traídos de fuera del sitio área, pero debe haber un número adecuado de mano de obra disponible a nivel local, y el
trabajo adecuado para la formación para operar la planta. Las consideraciones políticas y estratégicas: Las subvenciones de capital, concesión y
otros impuestos incentivos se dan a menudo por los gobiernos a orientar las nuevas inversiones que prefiere lugares, tales como áreas de alto desempleo.
4.2.10 Consideraciones de la Comunidad Local:
La planta propuesta debe encajar en y se aceptable para la comunidad local. En un nuevo sitio, la comunidad local debe ser capaz de proporcionar instalaciones adecuadas para el personal de la planta: las escuelas, bancos, viviendas y instalaciones recreativas y culturales. 4.2.11 Corrosión: Una vez que el área general de la planta ha sido determinada, el efecto de las industrias vecinas debe ser considerado al momento de retirar el sitio específico. Su presencia puede indicar un aumento de la tasa de corrosión.
4.3 MÉTODO DE LOS FACTORES PONDERADOS Para el trabajo se considera los siguientes factores que se cree importante:
Disponibilidad de materia prima
Mercados Disponibilidad de energía
Clima Transporte
Disponibilidad de Mano de Obra
Empleando el método de los factores ponderados podemos decidir la posible ubicación de la planta de acroleína.
19
Hemos considerado 3 alternativas de ubicación de nuestra planta
La ponderacion se hara en un rango de 0-10
siendo el valor 0 un factor desfavorable,que no presenta las condiciones que se requieren para la planta y el valor 10 se la dara al factor que presente muy buenas
condiciones para la planta
Basándonos en los resultados obtenidos, se opta por localizar la planta de acroleína en la ciudad de santa cruz, por que presenta las mejores condiciones para el desarrollo de la planta.
FACTORES Peso relativo POND 0-10 Alternativa A POND 0-10 Alternativa B POND 0-10 Alternativa C
Disponibilidad de materia prima 0,25 8 2 7 1,75 6 1,5
Transporte 0,2 8 1,6 7 1,4 7 1,4
Mercados 0,2 8 1,6 5 1 5 1
Disponibilidad de energía 0,2 9 1,8 7 1,4 7 1,4
Suministros de Mano de Obra 0,1 9 0,9 8 0,8 8 0,8
Clima 0,05 5 0,25 8 0,4 9 0,45
Peso Total 1 8,15 6,75 6,55
Alternativa A SANTA CRUZ
Alternativa B Tarija
Alternativa C COCHABAMBA
20
5.3 DETALLE DE LOS BALANCES DE MASA Y ENERGIA
5.3.1 BALANCE DE MASA
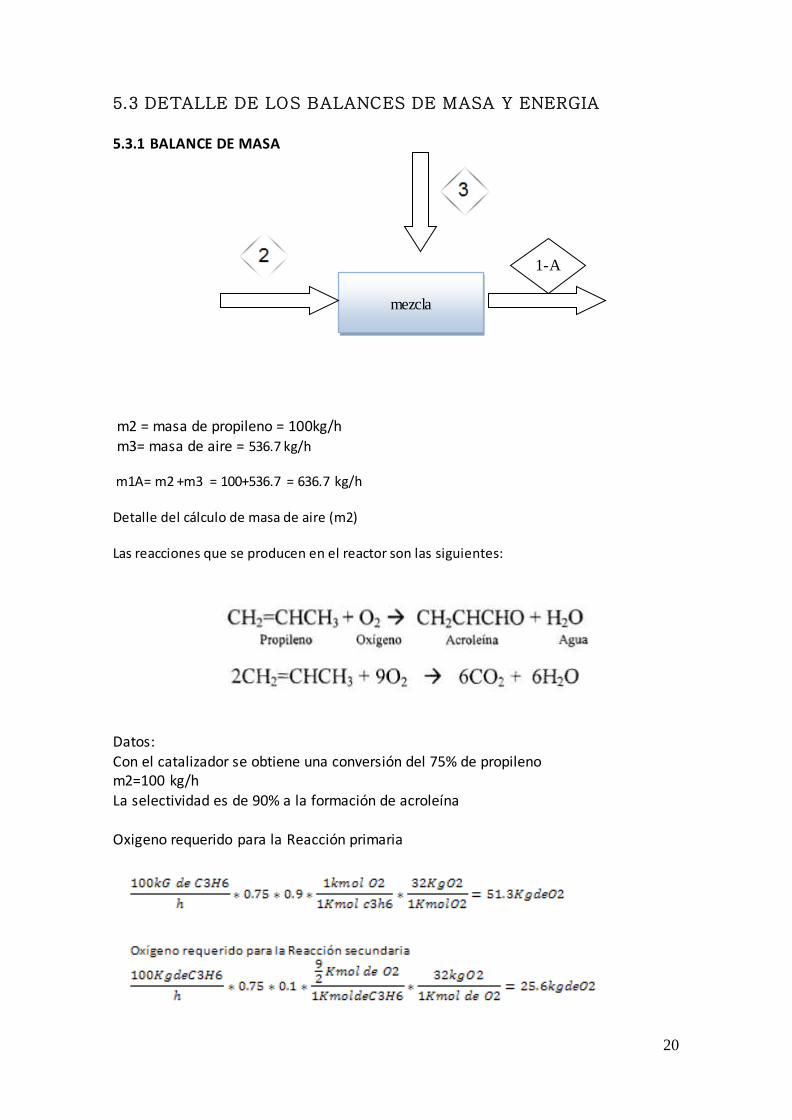
m2 = masa de propileno = 100kg/h
m3= masa de aire = 536.7 kg/h m1A= m2 +m3 = 100+536.7 = 636.7 kg/h Detalle del cálculo de masa de aire (m2) Las reacciones que se producen en el reactor son las siguientes:
Datos: Con el catalizador se obtiene una conversión del 75% de propileno m2=100 kg/h
La selectividad es de 90% a la formación de acroleína Oxigeno requerido para la Reacción primaria
mezcla
1-A
21
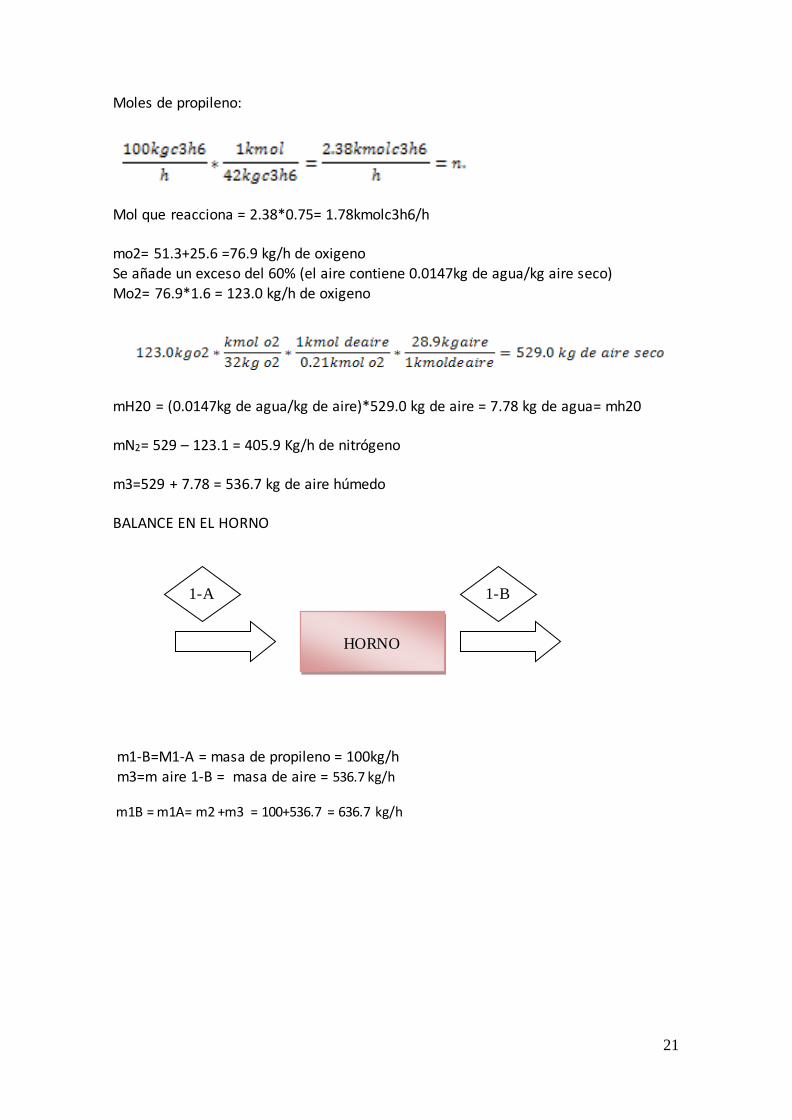
Moles de propileno:
Mol que reacciona = 2.38*0.75= 1.78kmolc3h6/h mo2= 51.3+25.6 =76.9 kg/h de oxigeno Se añade un exceso del 60% (el aire contiene 0.0147kg de agua/kg aire seco)
Mo2= 76.9*1.6 = 123.0 kg/h de oxigeno
mH20 = (0.0147kg de agua/kg de aire)*529.0 kg de aire = 7.78 kg de agua= mh20
mN2= 529 – 123.1 = 405.9 Kg/h de nitrógeno
m3=529 + 7.78 = 536.7 kg de aire húmedo
BALANCE EN EL HORNO
m1-B=M1-A = masa de propileno = 100kg/h
m3=m aire 1-B = masa de aire = 536.7 kg/h m1B = m1A= m2 +m3 = 100+536.7 = 636.7 kg/h
HORNO
1-A 1-B
22
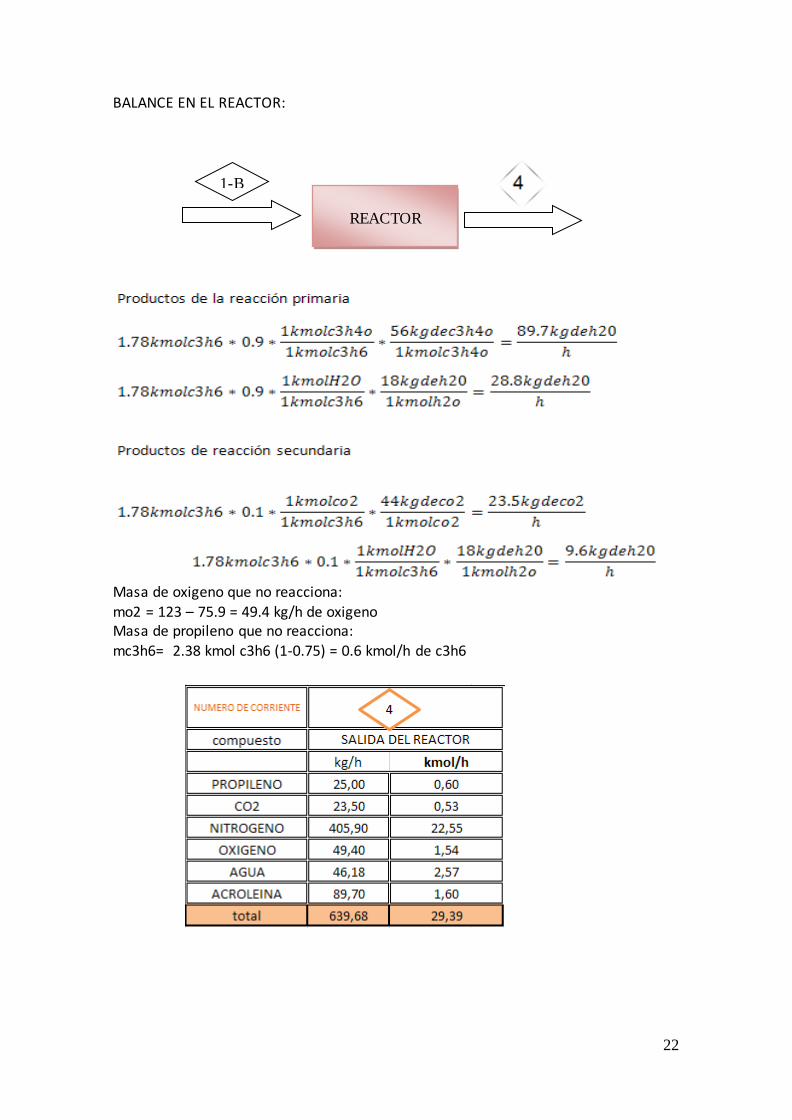
BALANCE EN EL REACTOR:
Masa de oxigeno que no reacciona: mo2 = 123 – 75.9 = 49.4 kg/h de oxigeno Masa de propileno que no reacciona: mc3h6= 2.38 kmol c3h6 (1-0.75) = 0.6 kmol/h de c3h6
REACTOR
1-B
23
=
Calculo de la masa de agua para enfriar el gas de salida de T4 = 319.85ºC a
T5 = 98ºC
Capacidad calorífica a la temperatura media
COMPUESTO Kmol/h X(fracción molar)
cp compuesto puro(Kcal/kg)
cp del compuesto(Kcal/kg)
PROPILENO 0,6 0,02 0,58 0,012
CO2 0,53 0,02 0,25 0,005
NITROGENO 22,55
0,77 0,26 0,199
OXIGENO 1,54 0,05 0,24 0,013
AGUA 2,57 0,09 0,48 0,042
ACROLEÍNA 1,6 0,05 0,62 0,034
TOTAL 29,39 1,00 0,304= cp promedio
-m4* cp promedio(T5-T4)=mh2o6*cp*(hi-h0)
hi=259.4 kj/kg para el agua a 62ºc que es de la salida
h0=84.2 kj/kg para el agua a 20 ºc que es de la entrada
-639.7*0.304*(98-319.85)= mh2o6*1*(259.4-84.2)
mh2o6 = 246.25kg/h de agua se alimentaran al intercambiador
24
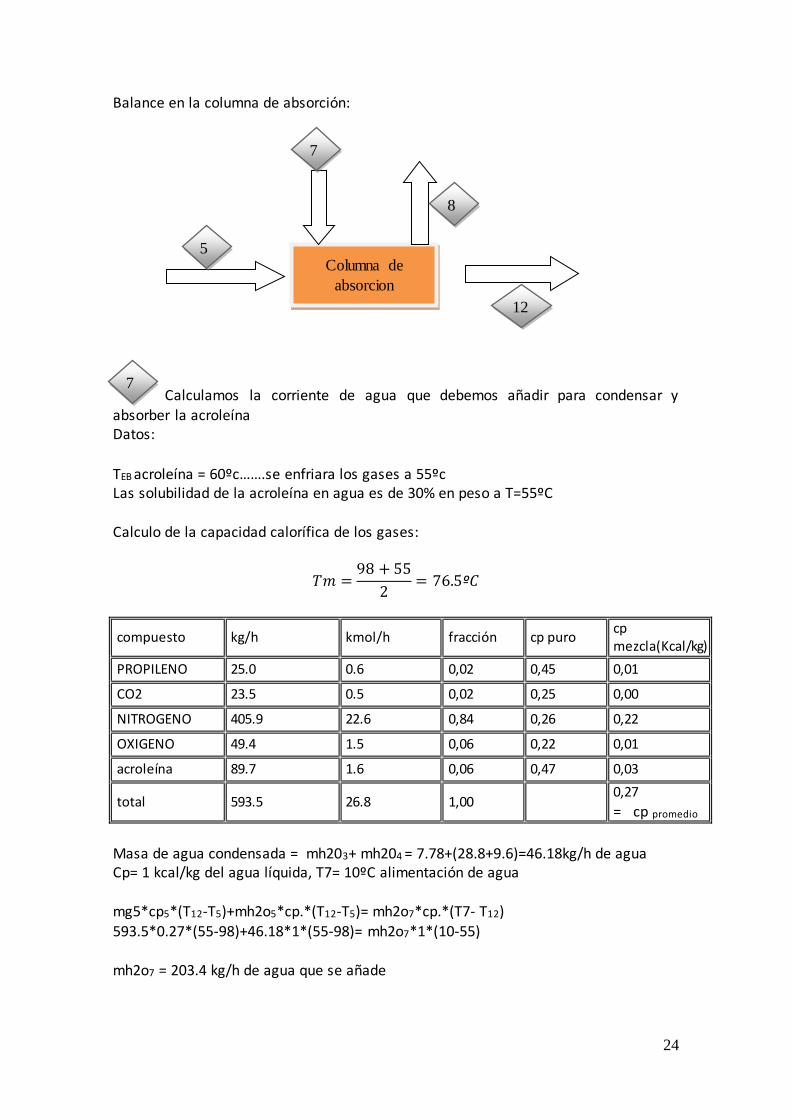
Balance en la columna de absorción:
Calculamos la corriente de agua que debemos añadir para condensar y absorber la acroleína Datos:
TEB acroleína = 60ºc…….se enfriara los gases a 55ºc Las solubilidad de la acroleína en agua es de 30% en peso a T=55ºC
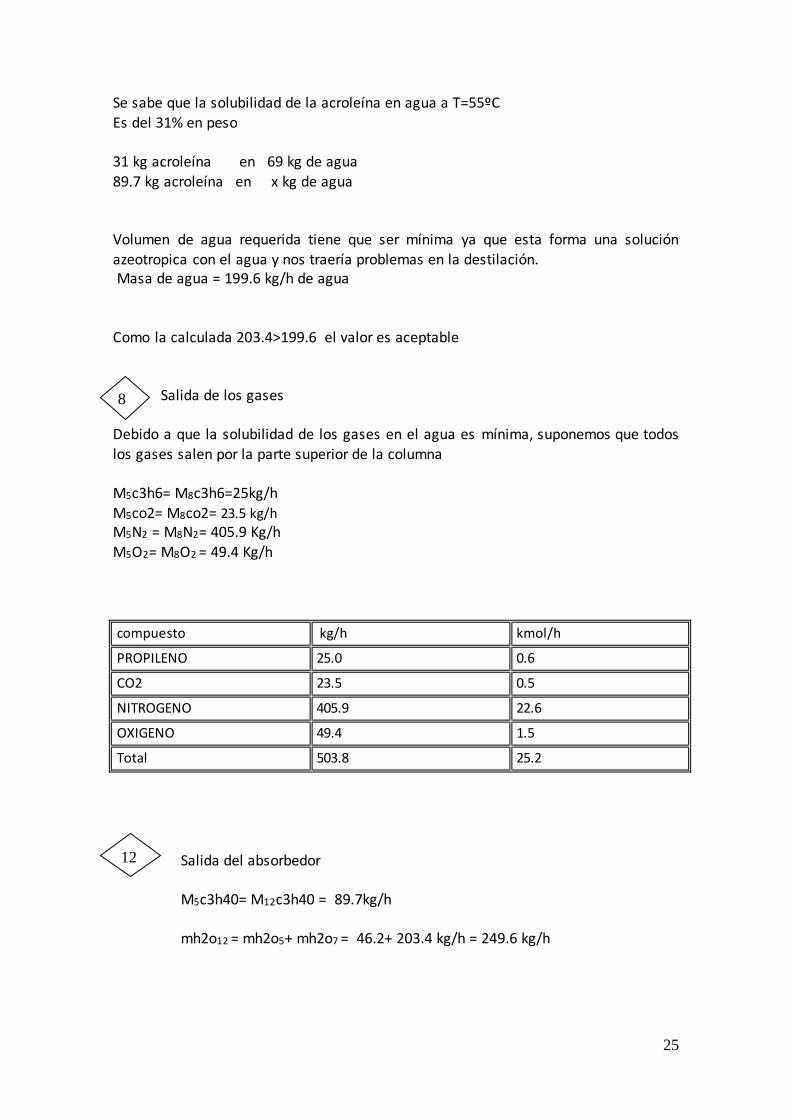
Se sabe que la solubilidad de la acroleína en agua a T=55ºC Es del 31% en peso
31 kg acroleína en 69 kg de agua
89.7 kg acroleína en x kg de agua
Volumen de agua requerida tiene que ser mínima ya que esta forma una solución
azeotropica con el agua y nos traería problemas en la destilación. Masa de agua = 199.6 kg/h de agua
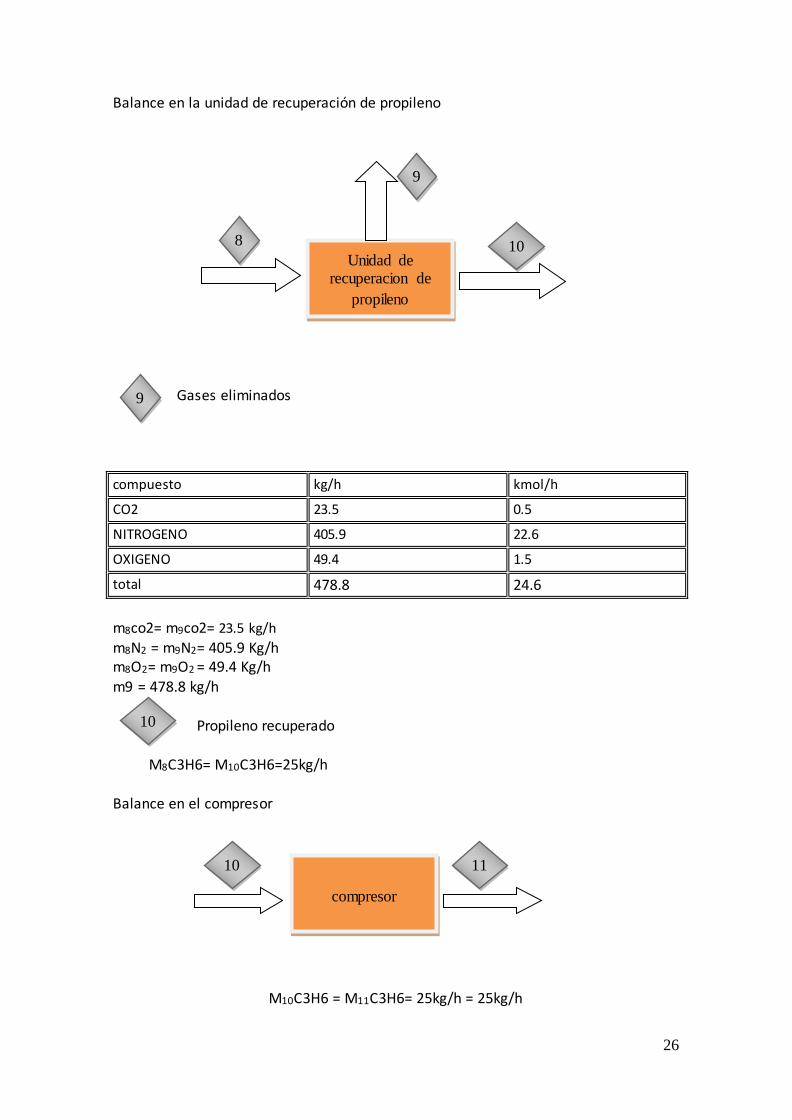
Como la calculada 203.4>199.6 el valor es aceptable Salida de los gases Debido a que la solubilidad de los gases en el agua es mínima, suponemos que todos los gases salen por la parte superior de la columna
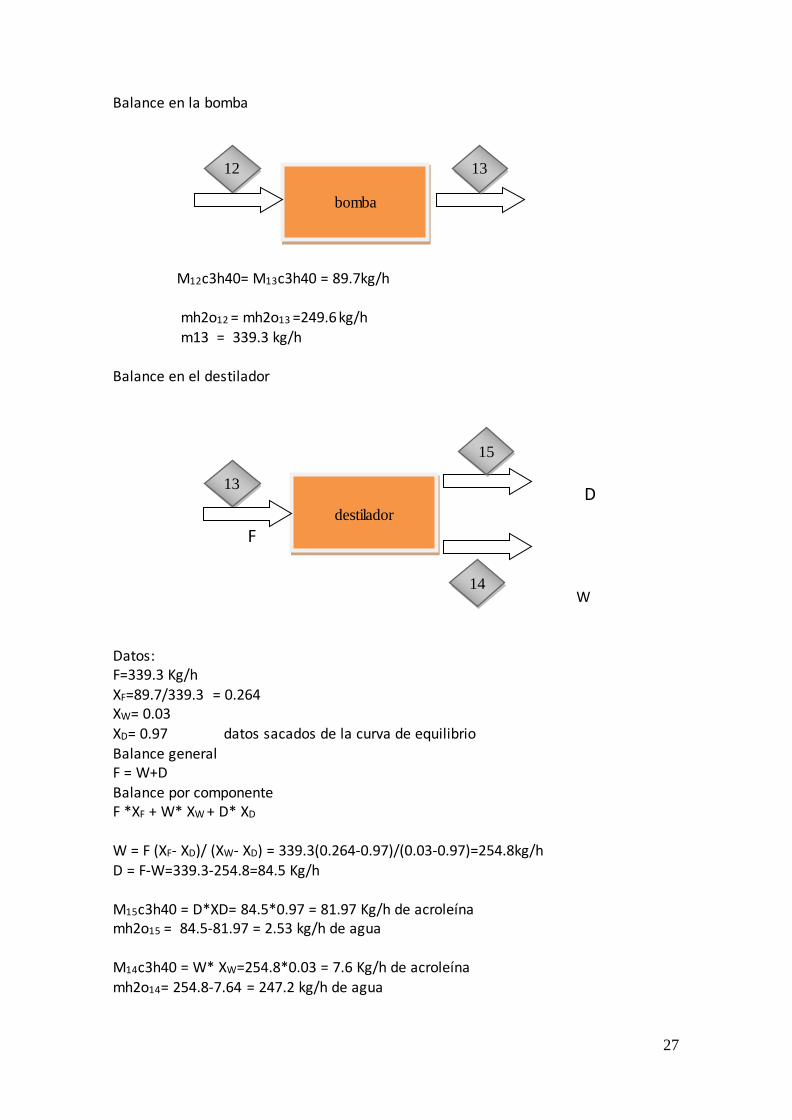
mh2o12 = mh2o13 =249.6 kg/h m13 = 339.3 kg/h Balance en el destilador
D
F W Datos: F=339.3 Kg/h XF=89.7/339.3 = 0.264 XW= 0.03 XD= 0.97 datos sacados de la curva de equilibrio
Balance general F = W+D Balance por componente F *XF + W* XW + D* XD W = F (XF- XD)/ (XW- XD) = 339.3(0.264-0.97)/(0.03-0.97)=254.8kg/h D = F-W=339.3-254.8=84.5 Kg/h M15c3h40 = D*XD= 84.5*0.97 = 81.97 Kg/h de acroleína mh2o15 = 84.5-81.97 = 2.53 kg/h de agua
M14c3h40 = W* XW=254.8*0.03 = 7.6 Kg/h de acroleína mh2o14= 254.8-7.64 = 247.2 kg/h de agua
bomba
12
13
destilador
14
15
13
28
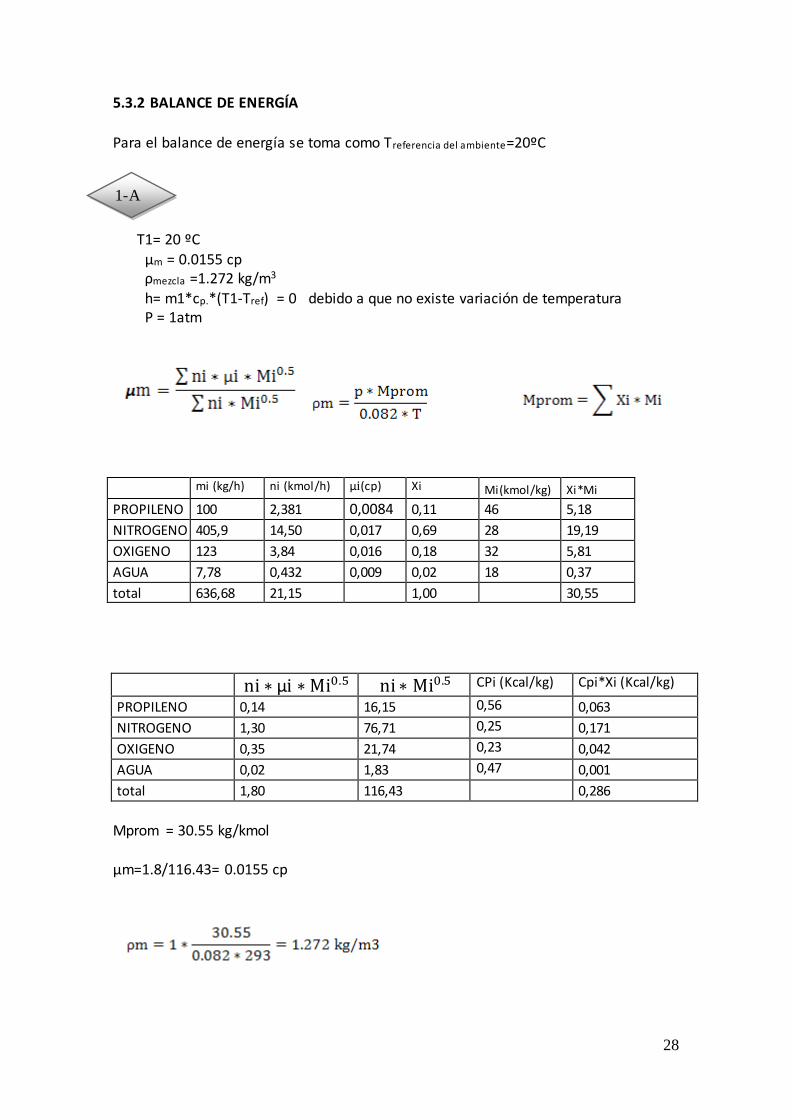
5.3.2 BALANCE DE ENERGÍA
Para el balance de energía se toma como Treferencia del ambiente=20ºC
T1= 20 ºC
µm = 0.0155 cp ρmezcla =1.272 kg/m3
h= m1*cp.*(T1-Tref) = 0 debido a que no existe variación de temperatura P = 1atm
ni ∗ μi ∗ Mi0.5 ni ∗ Mi0.5 CPi (Kcal/kg) Cpi*Xi (Kcal/kg)
PROPILENO 0,14 16,15 0,56 0,063
NITROGENO 1,30 76,71 0,25 0,171
OXIGENO 0,35 21,74 0,23 0,042
AGUA 0,02 1,83 0,47 0,001
total 1,80 116,43 0,286
Mprom = 30.55 kg/kmol
µm=1.8/116.43= 0.0155 cp
mi (kg/h) ni (kmol/h) μi(cp) Xi Mi(kmol/kg) Xi*Mi
PROPILENO 100 2,381 0,0084 0,11 46 5,18
NITROGENO 405,9 14,50 0,017 0,69 28 19,19
OXIGENO 123 3,84 0,016 0,18 32 5,81
AGUA 7,78 0,432 0,009 0,02 18 0,37
total 636,68 21,15
1,00
30,55
1-A
29
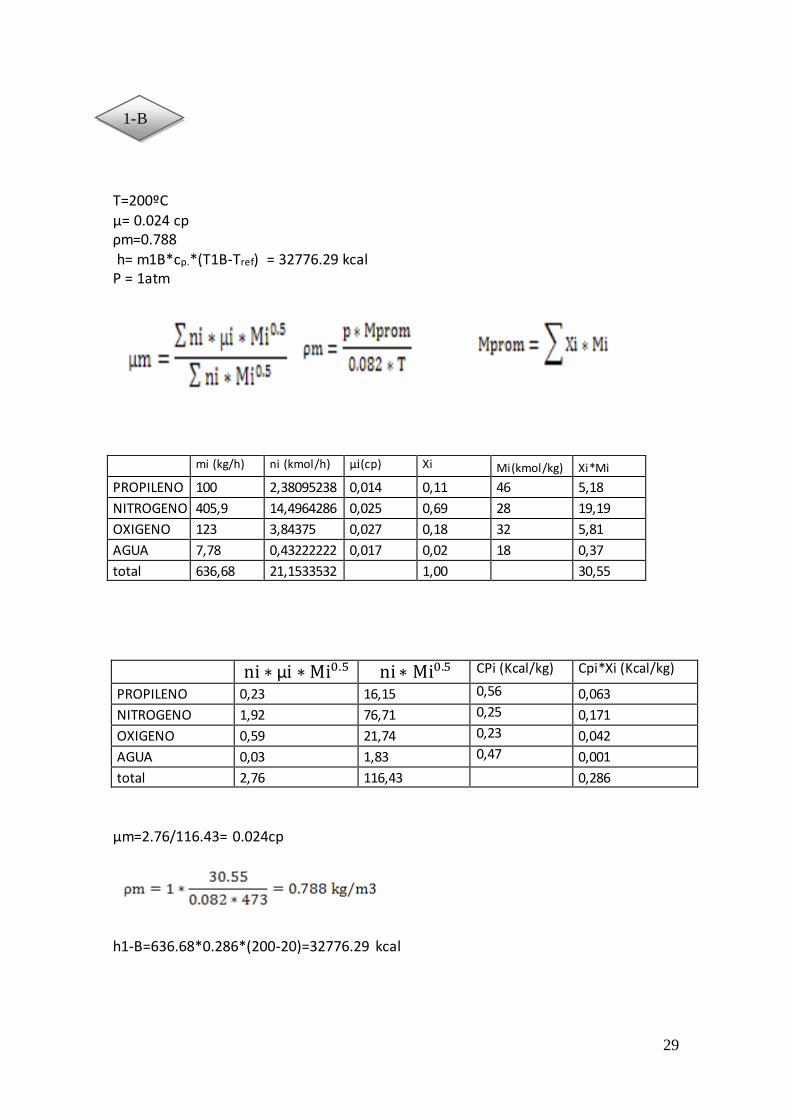
T=200ºC
µ= 0.024 cp ρm=0.788
h= m1B*cp.*(T1B-Tref) = 32776.29 kcal P = 1atm
ni ∗ μi ∗ Mi0.5 ni ∗ Mi0.5 CPi (Kcal/kg) Cpi*Xi (Kcal/kg)
PROPILENO 0,23 16,15 0,56 0,063
NITROGENO 1,92 76,71 0,25 0,171
OXIGENO 0,59 21,74 0,23 0,042
AGUA 0,03 1,83 0,47 0,001
total 2,76 116,43 0,286
µm=2.76/116.43= 0.024cp
h1-B=636.68*0.286*(200-20)=32776.29 kcal
mi (kg/h) ni (kmol/h) μi(cp) Xi Mi(kmol/kg) Xi*Mi
PROPILENO 100 2,38095238 0,014 0,11 46 5,18
NITROGENO 405,9 14,4964286 0,025 0,69 28 19,19
OXIGENO 123 3,84375 0,027 0,18 32 5,81
AGUA 7,78 0,43222222 0,017 0,02 18 0,37
total 636,68 21,1533532
1,00
30,55
1-B
30
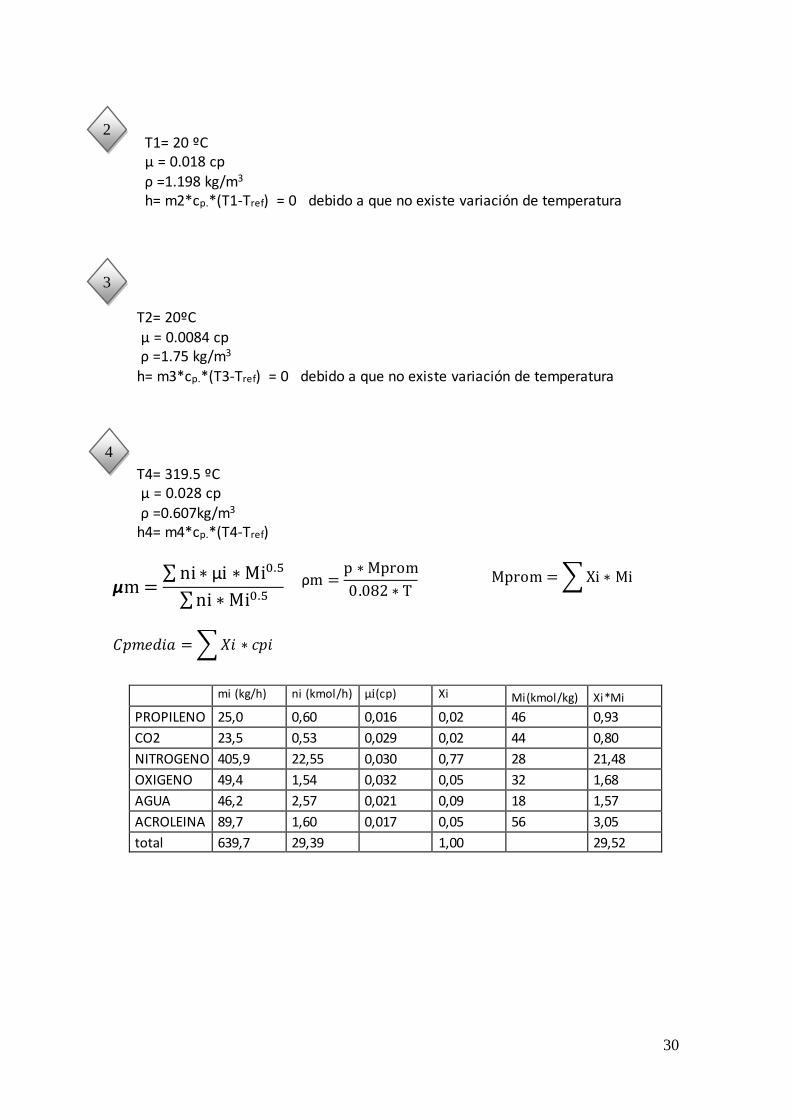
T1= 20 ºC µ = 0.018 cp
ρ =1.198 kg/m3
h= m2*cp.*(T1-Tref) = 0 debido a que no existe variación de temperatura
T2= 20ºC µ = 0.0084 cp ρ =1.75 kg/m3 h= m3*cp.*(T3-Tref) = 0 debido a que no existe variación de temperatura
T4= 319.5 ºC µ = 0.028 cp
ρ =0.607kg/m3 h4= m4*cp.*(T4-Tref)
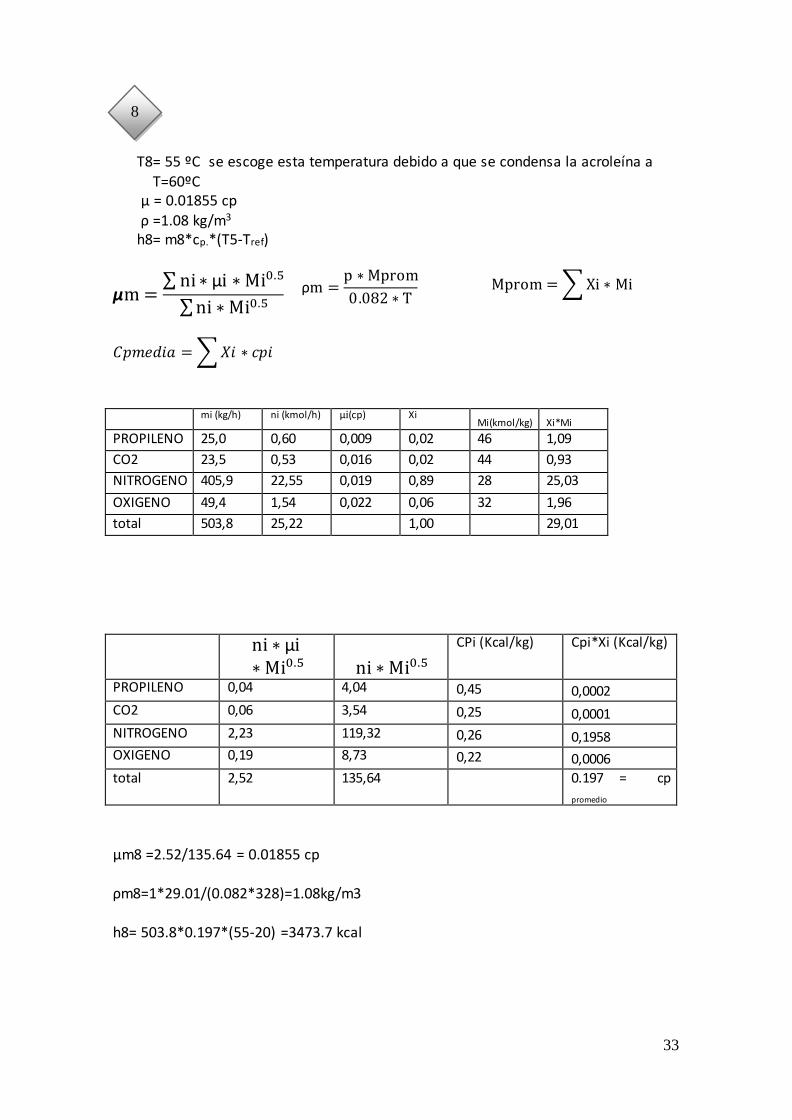
µm =∑ ni ∗ μi ∗ Mi0.5
∑ ni ∗ Mi0.5
ρm =p ∗ Mprom
0.082 ∗ T
Mprom = ∑ Xi ∗ Mi
𝐶𝑝𝑚𝑒𝑑𝑖𝑎 = ∑ 𝑋𝑖 ∗ 𝑐𝑝𝑖
mi (kg/h) ni (kmol/h) μi(cp) Xi Mi(kmol/kg) Xi*Mi
PROPILENO 25,0 0,60 0,016 0,02 46 0,93
CO2 23,5 0,53 0,029 0,02 44 0,80
NITROGENO 405,9 22,55 0,030 0,77 28 21,48
OXIGENO 49,4 1,54 0,032 0,05 32 1,68
AGUA 46,2 2,57 0,021 0,09 18 1,57
ACROLEINA 89,7 1,60 0,017 0,05 56 3,05
total 639,7 29,39
1,00
29,52
2
3
4
31
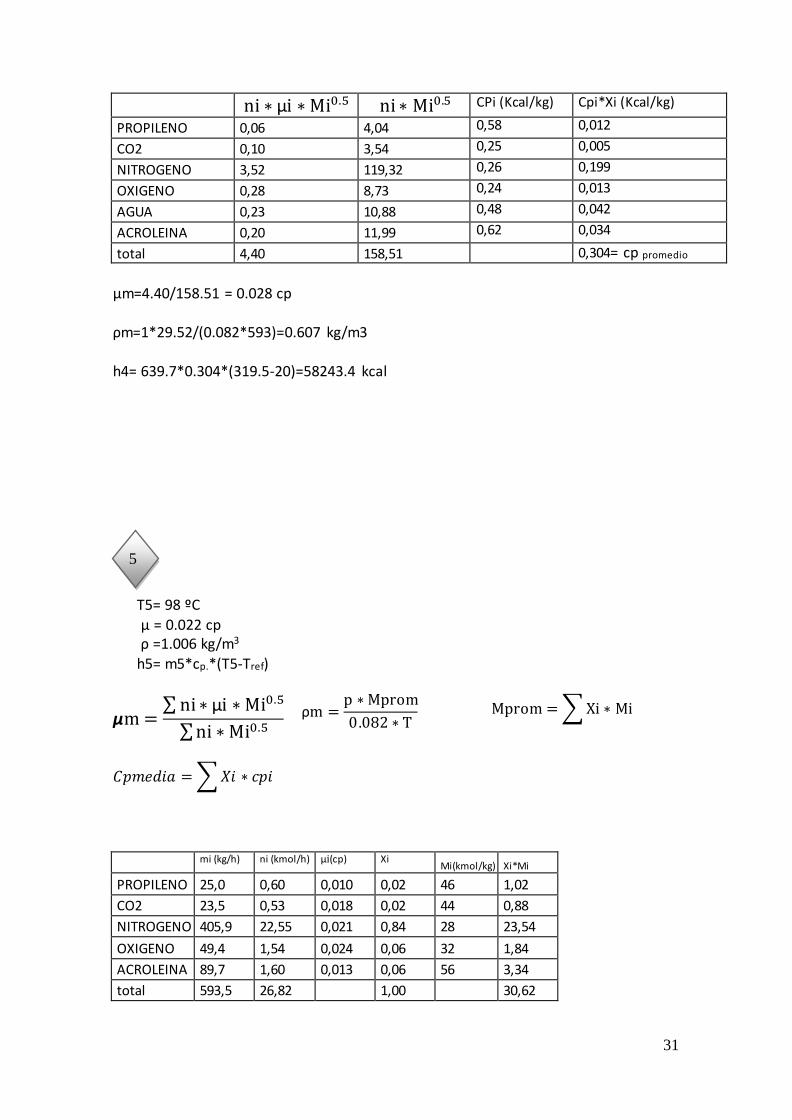
ni ∗ μi ∗ Mi0.5 ni ∗ Mi0.5 CPi (Kcal/kg) Cpi*Xi (Kcal/kg)
PROPILENO 0,06 4,04 0,58 0,012
CO2 0,10 3,54 0,25 0,005
NITROGENO 3,52 119,32 0,26 0,199
OXIGENO 0,28 8,73 0,24 0,013
AGUA 0,23 10,88 0,48 0,042
ACROLEINA 0,20 11,99 0,62 0,034
total 4,40 158,51 0,304= cp promedio
µm=4.40/158.51 = 0.028 cp
ρm=1*29.52/(0.082*593)=0.607 kg/m3
h4= 639.7*0.304*(319.5-20)=58243.4 kcal
T5= 98 ºC
µ = 0.022 cp ρ =1.006 kg/m3
h5= m5*cp.*(T5-Tref)
µm =∑ ni ∗ μi ∗ Mi0.5
∑ ni ∗ Mi0.5
ρm =p ∗ Mprom
0.082 ∗ T
Mprom = ∑ Xi ∗ Mi
𝐶𝑝𝑚𝑒𝑑𝑖𝑎 = ∑ 𝑋𝑖 ∗ 𝑐𝑝𝑖
mi (kg/h) ni (kmol/h) μi(cp) Xi Mi(kmol/kg) Xi*Mi
PROPILENO 25,0 0,60 0,010 0,02 46 1,02
CO2 23,5 0,53 0,018 0,02 44 0,88
NITROGENO 405,9 22,55 0,021 0,84 28 23,54
OXIGENO 49,4 1,54 0,024 0,06 32 1,84
ACROLEINA 89,7 1,60 0,013 0,06 56 3,34
total 593,5 26,82
1,00
30,62
5
32
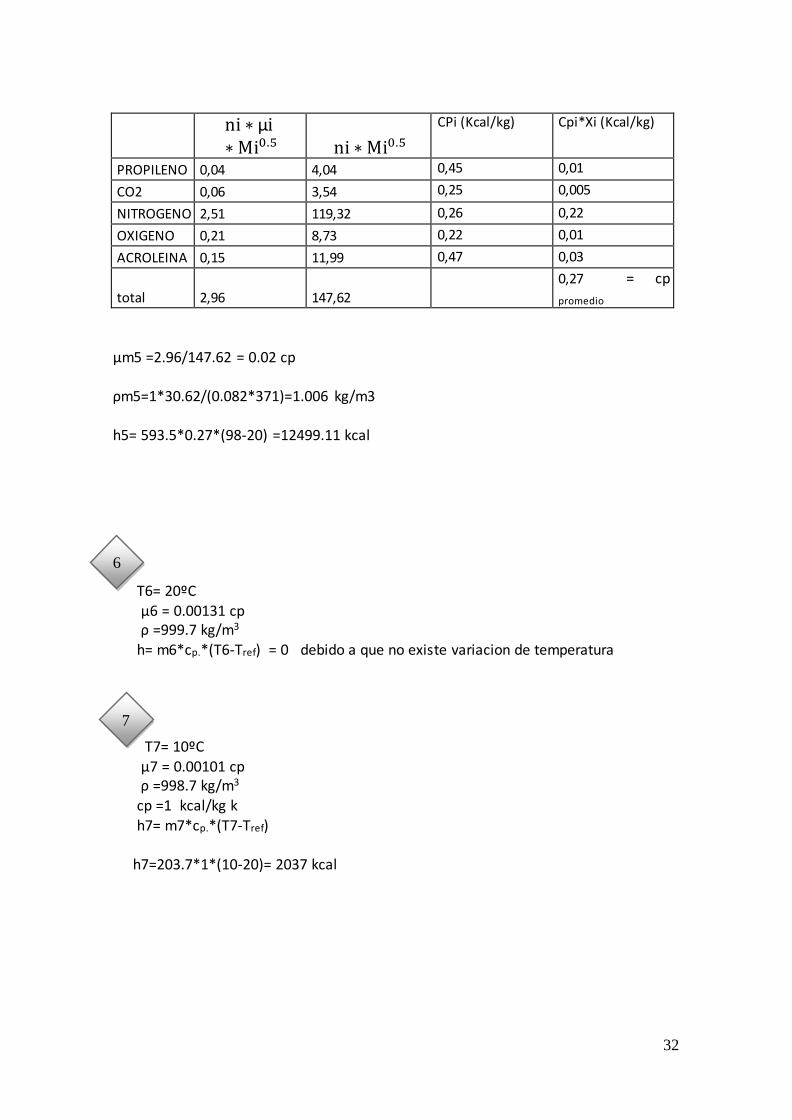
ni ∗ μi∗ Mi0.5 ni ∗ Mi0.5
CPi (Kcal/kg) Cpi*Xi (Kcal/kg)
PROPILENO 0,04 4,04 0,45 0,01
CO2 0,06 3,54 0,25 0,005
NITROGENO 2,51 119,32 0,26 0,22
OXIGENO 0,21 8,73 0,22 0,01
ACROLEINA 0,15 11,99 0,47 0,03
total 2,96 147,62
0,27 = cp
promedio
µm5 =2.96/147.62 = 0.02 cp
ρm5=1*30.62/(0.082*371)=1.006 kg/m3
h5= 593.5*0.27*(98-20) =12499.11 kcal
T6= 20ºC µ6 = 0.00131 cp ρ =999.7 kg/m3 h= m6*cp.*(T6-Tref) = 0 debido a que no existe variacion de temperatura T7= 10ºC µ7 = 0.00101 cp ρ =998.7 kg/m3
cp =1 kcal/kg k
h7= m7*cp.*(T7-Tref)
h7=203.7*1*(10-20)= 2037 kcal
6
7
33
T8= 55 ºC se escoge esta temperatura debido a que se condensa la acroleína a
El cálculo mecánico de un recipiente consiste, básicamente, en la determinación
De los espesores de las diferentes partes que lo forman, tomando como datos de partida:
La forma del equipo, sus dimensiones, el material utilizado, las condiciones de presión Temperatura, las cargas debidas al viento y terremoto, peso especifico del fluido y la
Reglamentación, norma o código que debe cumplir el diseño del recipiente.
Datos requeridos para la determinación del espesor (t)
Tanque para el aire (F-112):
Suponemos que será almacenado el aire en un tanque esférico
El tanque de almacenamiento es de forma esférica, por tanto, la longitud se calcula de
la manera siguiente:
V =3/4 πr2 L
Donde: vol.= 20 m3
V = es el volumen del tanque
r = es el diámetro del tanque = 2m
L = es la longitud del tanque
Por lo tanto, para un diámetro de 4 m, la longitud correspondiente es:
L =4V/3πr2 = 4(20)/(3π* 4) = 2.12 m.
39
Tanque para el propileno (F-113)
El tanque de almacenamiento es de forma cilíndrica, por lo tanto, la longitud se calcula
de la manera siguiente:
V = π*r2*L
Donde:
V es el volumen del tanque = 15m3
r es el radio del tanque = 2 m
L es la longitud del tanque
Por lo tanto
L = V/πr2 = 15/π*4 = 1.19 m
Tanque para la acroleína (F-135):
Suponemos que será almacenada la acroleina en un tanque esférico
V =3/4 πr2 L
Donde: vol.= 10 m3
V = es el volumen del tanque
r = es el diámetro del tanque
L = es la longitud del tanque
Por lo tanto, para un diámetro de 4 m, la longitud correspondiente es:
L =4V/3πr2 = 4(10)/(3π* 4) = 1.06 m.
Tanque (F-136)
El tanque de almacenamiento es de forma cilíndrica, por lo tanto, la longitud se calcula
de la manera siguiente:
V = π*r2*L
Donde:
V es el volumen del tanque = 20m3
r es el radio del tanque = 2m
L es la longitud del tanque
Por lo tanto
L = V/πr2 = 20/π*4 = 1.6 m
40
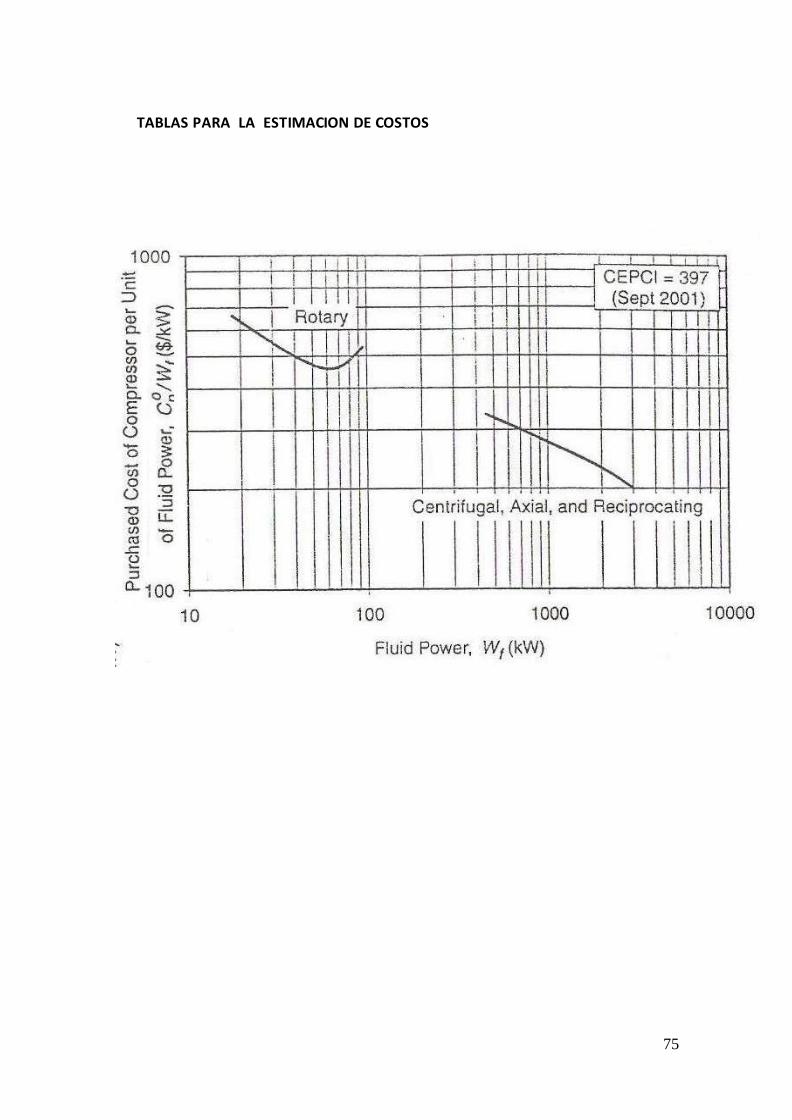
6.2 CALCULO DE POTENCIA DE LAS COMPRESORAS
Para calcular la potencia que requiere un compresor se pensó en trabajar en condiciones
isotérmicas ya que esto nos ayuda a ahorrar energía, espacio y costos de producción.
Compresora (G-114)
P1= 1 atm
P2= 10 atm
T1=T2= 20ºc
m=536.68 kg/h de aire
η = 0.9 eficiencia de la compresora
R= 1.987 kcal/kmol k *1kmol aire/28.9kg aire = 0.06875 kcal/kg aire K
Los valores respectivos para la fricción de succión y descarga asumidos son los siguientes:
ℎ𝑓𝑎 = 0.05 [𝐾𝑔𝑓
𝑐𝑚2]
ℎ𝑓𝑏 = 0.5 [𝐾𝑔𝑓
𝑐𝑚2]
Asumimos que el tanque de succión se encuentra a presión atmosférica y que la descarga está sujeta a una presión manométrica:
𝑃1 = 24 [𝐾𝑔𝑓
𝑐𝑚2]
𝑃2 = 31 [𝐾𝑔𝑓
𝑐𝑚2]
Cálculo del Flujo Volumétrico.
𝑸 =𝒎
𝝆
𝑀 = 89.5 [𝐾𝑔𝐻2𝑂
ℎ]
𝜌𝑚 = 816 [𝐾𝑔
𝑚3]
𝑄 = 0.11 [𝑚3
ℎ]
Cálculo de la Carga Desarrollada por la Bomba.
𝑷𝒃 − 𝑷𝒂
𝝆+
𝒈
𝒈𝑪
(𝒁𝒃 − 𝒁𝒂) +
𝟏
𝟐𝒈𝑪
(𝜶𝒃𝒗𝒃𝟐 − 𝜶𝒂 𝒗𝒂
𝟐) + 𝒉𝒇 = 𝜼𝑾𝒑 = ∆𝑯
Donde: 𝑣𝑎 = 𝑣𝑏 = 0 ; 𝑍𝑎 = 𝑍𝑏 = 0 ; 𝛼𝑏 = 1
44
𝑃𝑏 − 𝑃𝑎
𝜌= 85.78 [
𝐾𝑔𝑓 − 𝑚
𝐾𝑔]
ℎ𝑓 =ℎ𝑓𝑎 + ℎ𝑓𝑏
𝜌= 6.74 [
𝐾𝑔𝑓 − 𝑚
𝐾𝑔]
∆𝑯 = 𝟗𝟐. 𝟓𝟐 [𝑲𝒈𝒇 − 𝒎
𝑲𝒈]
Cálculo de la Potencia de la Bomba.
𝑷 =𝑴 ∗ ∆𝑯
𝜼
Asumiendo una eficiencia del 80%: 𝜂 = 0.8
𝑃 = 92.52 ∗89.5
0.8= 2.87 [
𝐾𝑔𝑓 − 𝑚
𝑠]
𝑷 = 𝟐. 𝟖𝟕 ≅ 𝟎. 𝟓[𝑯𝑷]
Cálculo de la Carga Neta de Succión.
𝑵𝑷𝑺𝑯 =𝑷𝒂 − 𝑷𝒗
𝝆−
𝒈
𝒈𝑪
𝒁𝒂 −𝒉𝒇𝒂
𝝆
La presión de propileno: 𝑃𝑣 = 0.59 [
𝐾𝑔𝑓
𝑐𝑚2]
𝑃𝑎 − 𝑃𝑣
𝜌= 5.04 [
𝐾𝑔𝑓 − 𝑚
𝐾𝑔]
𝑔
𝑔𝐶
𝑍𝑎 = 0.70 [𝐾𝑔𝑓 − 𝑚
𝐾𝑔]
ℎ𝑓𝑎
𝜌= 0.61 [
𝐾𝑔𝑓 − 𝑚
𝐾𝑔]
𝑵𝑷𝑺𝑯 = (𝟓. 𝟎𝟒 − 𝟎. 𝟕 − 𝟎. 𝟔𝟏) = 𝟑. 𝟕𝟑 [𝑲𝒈𝒇 − 𝒎
𝑲𝒈]
45
6.4 INTERCAMBIADORES DE CALOR
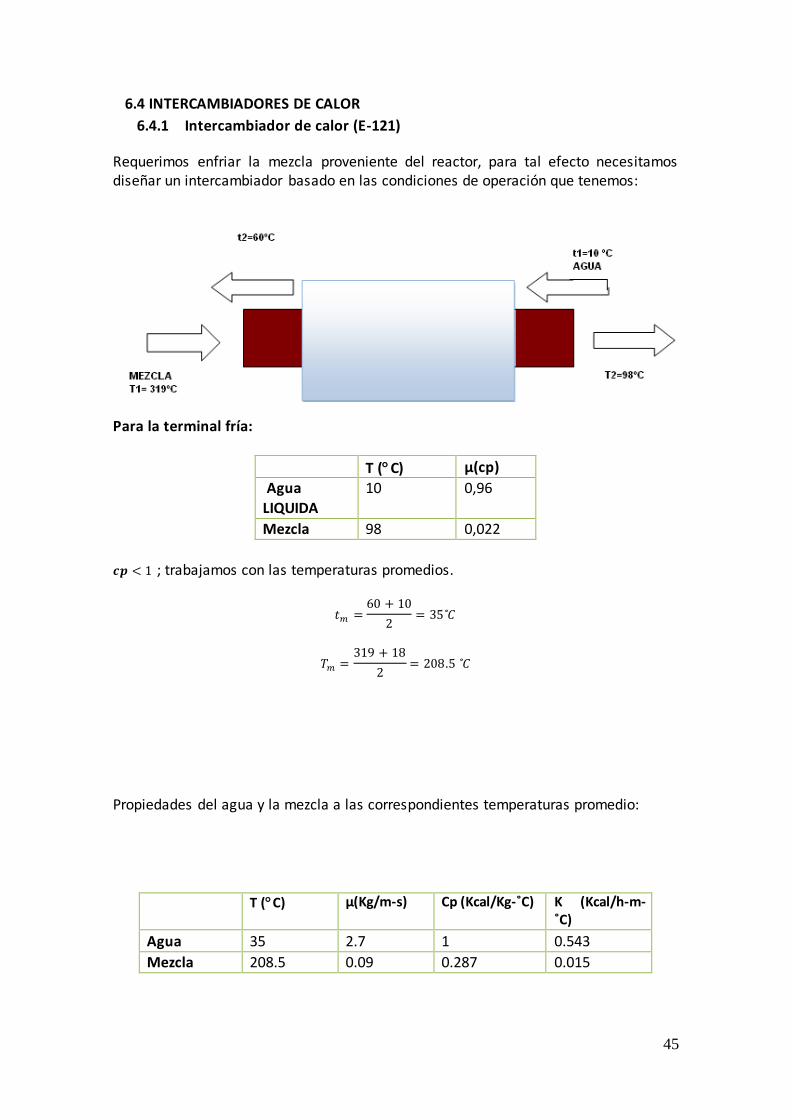
6.4.1 Intercambiador de calor (E-121)
Requerimos enfriar la mezcla proveniente del reactor, para tal efecto necesitamos diseñar un intercambiador basado en las condiciones de operación que tenemos:
Para la terminal fría:
T (C) μ(cp)
Agua
LIQUIDA
10 0,96
Mezcla 98 0,022
𝒄𝒑 < 1 ; trabajamos con las temperaturas promedios.
𝑡𝑚 =60 + 10
2= 35˚𝐶
𝑇𝑚 =319 + 18
2= 208.5 ˚𝐶
Propiedades del agua y la mezcla a las correspondientes temperaturas promedio:
T (C) μ(Kg/m-s) Cp (Kcal/Kg-˚C) K (Kcal/h-m-˚C)
Agua 35 2.7 1 0.543
Mezcla 208.5 0.09 0.287 0.015
46
Cálculo del Flujo Másico de Agua Requerido.
M4 = 639.68 kg/h
𝒎𝟒 ∗ 𝑪𝒑𝒎(𝑻𝟏 − 𝑻𝟐
) = 𝒎𝒂 𝑪𝒑𝒂 (𝒕𝟐 − 𝒕𝟏 )
𝑚𝑎 = 1022 .15 [𝐾𝑔
ℎ]
Cálculo de la Media Logarítmica de la Temperatura.
𝑀𝐿𝐷𝑇 =(𝑇1 − 𝑡2
) − (𝑇2 − 𝑡1)
𝐿𝑛(𝑇1 − 𝑡2
)(𝑇2 − 𝑡1
)
𝑀𝐿𝐷𝑇 = 54.33[˚𝐶]
Cálculo de Calor requerido.
𝑸 = 𝒎𝟒 ∗ 𝑪𝒑𝒎
(𝑻𝟏 − 𝑻𝟐) = 𝑾𝒂 𝑪𝒑𝒂 (𝒕𝟐 − 𝒕𝟏 )
𝑄 = 42976 .26 [𝐾𝑐𝑎𝑙
ℎ]
Cálculo del Coeficiente de Transferencia de Calor para la Tubería (h io).
Para el diseño se ha considerado una tubería de 1pulg 10-BWG
Cálculo del Coeficiente de Transferencia Limpio (UL).
𝑼𝑳 =𝒉𝒊𝒐 ∗ 𝒉𝒐
𝒉𝒊𝒐 + 𝒉𝒐
𝑈𝐿 = 532.24 [𝐾𝑐𝑎𝑙
ℎ − 𝑚2 − ˚𝐶]
Cálculo del Coeficiente de Transferencia de Diseño (UD).
𝟏
𝑼𝑫
= 𝑹𝑫 +𝟏
𝑼𝑳
Para el diseño se ha considerado un factor de obstrucción de 0.001 para ambos lados de la tubería.
𝑅𝐷 = 0.002
𝑈𝐷 = 257.81 [𝐾𝑐𝑎𝑙
ℎ − 𝑚2 − ˚𝐶]
Cálculo de Área de Tubería.
𝑸 = 𝑼𝑫 𝑨𝑻 ∆𝑻 𝐴𝑇 = 3.07 [𝑚2]
Cálculo de la Longitud de la Tubería.
𝑳𝑻 =𝑨𝑻
𝒂´ = 3.07/0.08115 = 37.83 m
Para la tubería de 1:
𝑎´ = 0.08115 [ 𝑚2
𝑚]
Se dispone de cierto número de horquillas de 8 m de longitud: 𝐿ℎ𝑜𝑟𝑞𝑢𝑖𝑙𝑙𝑎 = 8[𝑚] 𝐿𝑇 = 37.83 [𝑚]
49
Cálculo del Número de Horquillas.
La longitud de la horquilla (Lhorquilla) será la longitud por dos: º𝑵 𝒉𝒐𝒓𝒒𝒖𝒊𝒍𝒍𝒂𝒔 = 𝟒. 𝟕𝟐 ≅ 𝟓 𝒉𝒐𝒓𝒒𝒖𝒊𝒍𝒍𝒂𝒔
Caída de presión:
∆P = 4FG2L/2gρDe
F = 0.0035+0.264/(6229.68)0.42 =0.01023 pie2/pulg2 G=617240.34 kg/m2*h = 122522.27 lb/pie2*h
L= 8 m = 26.27 pie g = 32.2 pie/s2 ρ =988 kg/m3= 58.83 lb/pie3
∆P = 8.36lb/pul2 < 10 lb/pul2
50
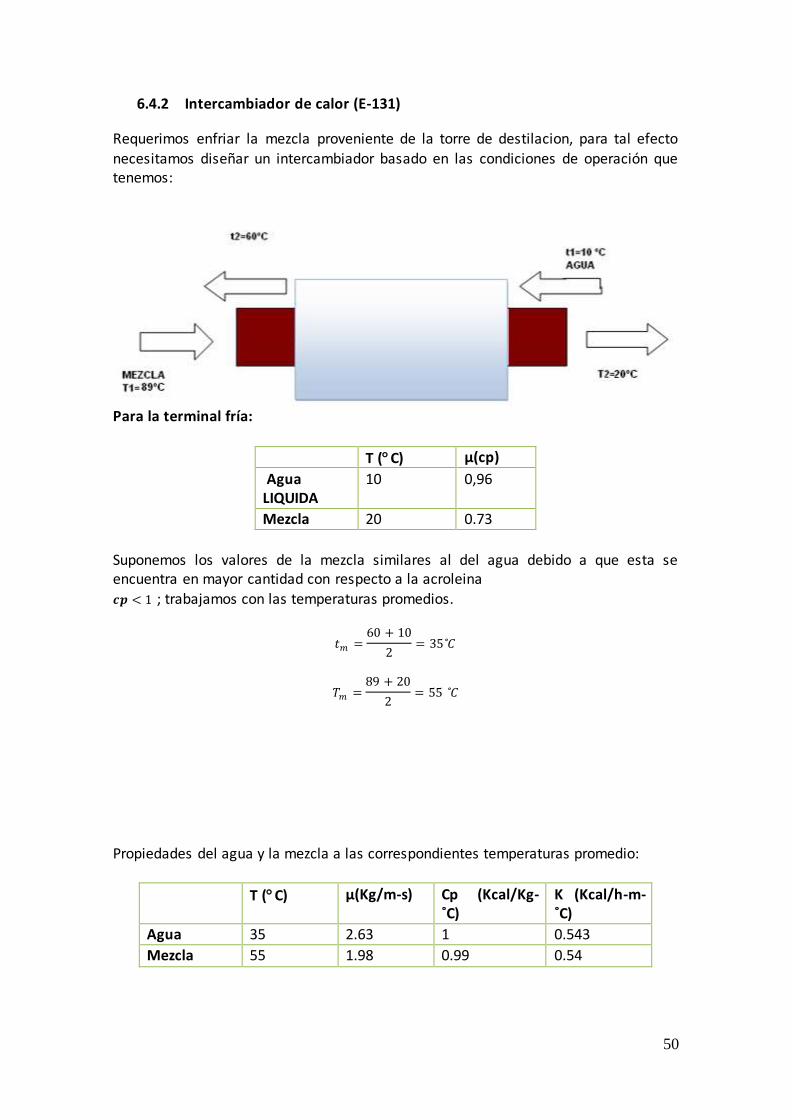
6.4.2 Intercambiador de calor (E-131)
Requerimos enfriar la mezcla proveniente de la torre de destilacion, para tal efecto necesitamos diseñar un intercambiador basado en las condiciones de operación que tenemos:
Para la terminal fría:
T (C) μ(cp)
Agua LIQUIDA
10 0,96
Mezcla 20 0.73
Suponemos los valores de la mezcla similares al del agua debido a que esta se encuentra en mayor cantidad con respecto a la acroleina
𝒄𝒑 < 1 ; trabajamos con las temperaturas promedios.
𝑡𝑚 =60 + 10
2= 35˚𝐶
𝑇𝑚 =89 + 20
2= 55 ˚𝐶
Propiedades del agua y la mezcla a las correspondientes temperaturas promedio:
T (C) μ(Kg/m-s) Cp (Kcal/Kg-˚C)
K (Kcal/h-m-˚C)
Agua 35 2.63 1 0.543
Mezcla 55 1.98 0.99 0.54
51
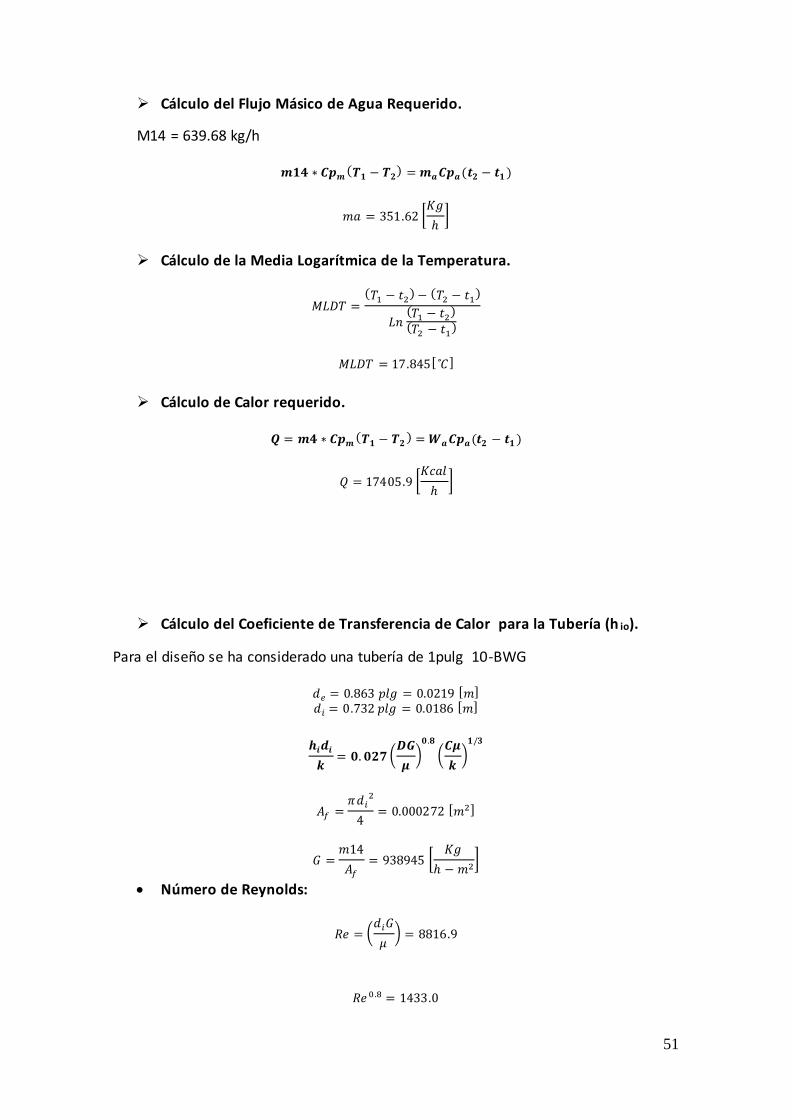
Cálculo del Flujo Másico de Agua Requerido.
M14 = 639.68 kg/h
𝒎𝟏𝟒 ∗ 𝑪𝒑𝒎(𝑻𝟏 − 𝑻𝟐
) = 𝒎𝒂 𝑪𝒑𝒂 (𝒕𝟐 − 𝒕𝟏 )
𝑚𝑎 = 351.62 [𝐾𝑔
ℎ]
Cálculo de la Media Logarítmica de la Temperatura.
𝑀𝐿𝐷𝑇 =(𝑇1 − 𝑡2
) − (𝑇2 − 𝑡1)
𝐿𝑛(𝑇1 − 𝑡2
)(𝑇2 − 𝑡1
)
𝑀𝐿𝐷𝑇 = 17.845[˚𝐶]
Cálculo de Calor requerido.
𝑸 = 𝒎𝟒 ∗ 𝑪𝒑𝒎(𝑻𝟏 − 𝑻𝟐
) = 𝑾𝒂 𝑪𝒑𝒂 (𝒕𝟐 − 𝒕𝟏 )
𝑄 = 17405.9 [𝐾𝑐𝑎𝑙
ℎ]
Cálculo del Coeficiente de Transferencia de Calor para la Tubería (h io).
Para el diseño se ha considerado una tubería de 1pulg 10-BWG
Cálculo del Coeficiente de Transferencia Limpio (UL).
𝑼𝑳 =𝒉𝒊𝒐 ∗ 𝒉𝒐
𝒉𝒊𝒐 + 𝒉𝒐
𝑈𝐿 = 843.8 [𝐾𝑐𝑎𝑙
ℎ − 𝑚2 − ˚𝐶]
Cálculo del Coeficiente de Transferencia de Diseño (UD).
𝟏
𝑼𝑫
= 𝑹𝑫 +𝟏
𝑼𝑳
Para el diseño se ha considerado un factor de obstrucción de 0.001 para ambos lados de la tubería.
𝑅𝐷 = 0.002
𝑈𝐷 = 313.9 [𝐾𝑐𝑎𝑙
ℎ − 𝑚2 − ˚𝐶]
Cálculo de Área de Tubería.
𝑸 = 𝑼𝑫 𝑨𝑻 ∆𝑻 𝐴𝑇 = 3.11 [𝑚2]
Cálculo de la Longitud de la Tubería.
𝑳𝑻 =𝑨𝑻
𝒂´ = 3.11/0.99 = 31.15 m
Para la tubería de 1:
𝑎´ = 0.99 [ 𝑚2
𝑚]
Se dispone de cierto número de horquillas de 8 m de longitud: 𝐿ℎ𝑜𝑟𝑞𝑢𝑖𝑙𝑙𝑎 = 3 [𝑚]
𝐿𝑇 = 31.15 [𝑚]
54
Cálculo del Número de Horquillas.
La longitud de la horquilla (Lhorquilla) será la longitud por dos: º𝑵 𝒉𝒐𝒓𝒒𝒖𝒊𝒍𝒍𝒂𝒔 = 𝟗. 𝟗𝟓 ≅ 𝟏𝟎 𝒉𝒐𝒓𝒒𝒖𝒊𝒍𝒍𝒂𝒔
Caída de presión:
∆P = 4FG2L/2gρDe
F = 0.0035+0.264/(19011.08)0.42 =0.0077 pie2/pulg2 G2=5,5142E+11 lb/pie2*h
L= 3 m = 9.84 pie g = 32.2 pie/s2 ρ =988 kg/m3= 58.83 lb/pie3
De= 0.033m= 0.108 pie ∆P = 11lb/pul2 ≅ 10 lb/pul2
55
6.5 DISEÑO DE LA COLUMNA DE DESTILACION Se van a destilar 393.3 kg/hr de una solucion de acroleina y agua que contiene 0.264
En fracción mol de acroleína a 55 ºC (punto de burbuja de la mezcla). Se va a rectificar continuamente a 1 atm de presión para producir un destilado que contiene 97% de acroleína y un residuo que contiene 3 % (en peso). El destilado va a condensar totalmente hasta un líquido y el reflujo se va a regresar en el punto de burbuja. El destilado se va a enfriar por separado antes de almacenarse. Se va a utilizar una relación de reflujo de 0.5. Solución:
Datos: F=339.3 Kg/h
XF=89.7/339.3 = 0.264 XW= 0.03
XD= 0.97 datos sacados de la curva de equilibrio Balance general
F = W+D Balance por componente
F *XF + W* XW + D* XD
W = F (XF- XD)/ (XW- XD) = 339.3(0.264-0.97)/(0.03-0.97)=254.8kg/h D = F-W=339.3-254.8=84.5 Kg/h
M15c3h40 = D*XD= 84.5*0.97 = 81.97 Kg/h de acroleína mh2o15 = 84.5-81.97 = 2.53 kg/h de agua
M14c3h40 = W* XW=254.8*0.03 = 7.6 Kg/h de acroleína
mh2o14= 254.8-7.64 = 247.2 kg/h de agua
56
MÉTODO McCABE-THIELE
XD= 0.9 Suponer la eficiencia de los platos es de 80% XW=0.1
λF = XA*λA +(1-XA) λB
λA=539.45 kcal/kmol = calor de vaporización del agua
λB=375.8 kcal/kmol = calor de vaporización de la acroleina cpa=1 kcal/kg
Con la relación de reflujo (R = 0.5) calculamos: XD /(R+l), con este punto y el punto Y = XD = 0.9 trazamos una línea recta que representa la línea de operación
Para la zona de enriquecimiento. A través del punto ZF ubicado en la línea de 45' Trazamos una línea vertical que cruce a la línea de operación de la sección de
Enriquecimiento para determinar el punto de intersección entre la líneas de operación de
Enriquecimiento y agotamiento.
A=0.84=XD/ (Rmin+1)
Relación mínima de reflujo R, = 1.07 R = 0.5*Rm = 0.5*1.07=2.14
XD/(R, +I) = 0.9/ (2.14+1) = 0.29 ≅ 0.3 Numero de platos = 3 platos teóricos Platos reales = 3/0.8= 3.75 ≅ 4 platos La altura total de la columna está dada por la ecuacion: H = Z + S + T Donde H = altura total de la columna, m (pies). Z = altura neta (ocupada por las etapas de contacto). S = altura de la base = suponemos 1,8 m (6 pies). T = altura del tope, suponemos = 0,5 a 1 m (2 a 3 pies).
A su vez, la altura neta, Z de la columna está dada por:
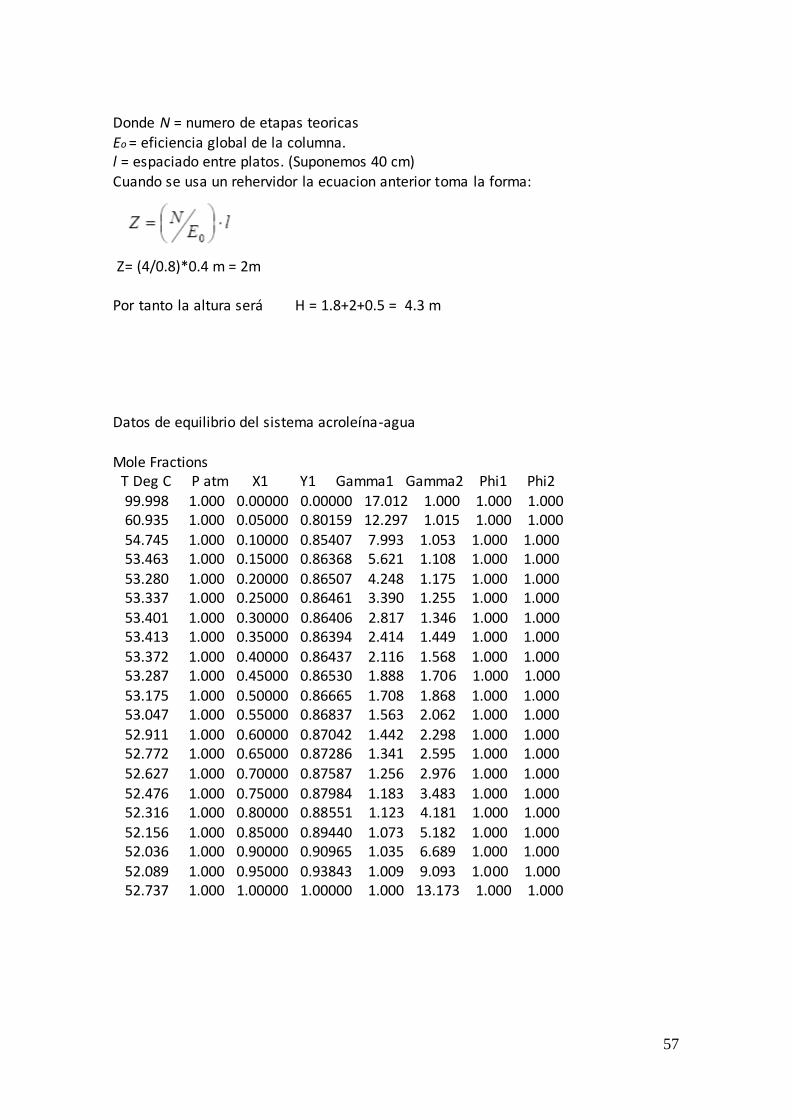
57
Donde N = numero de etapas teoricas
Eo = eficiencia global de la columna. l = espaciado entre platos. (Suponemos 40 cm)
Cuando se usa un rehervidor la ecuacion anterior toma la forma:
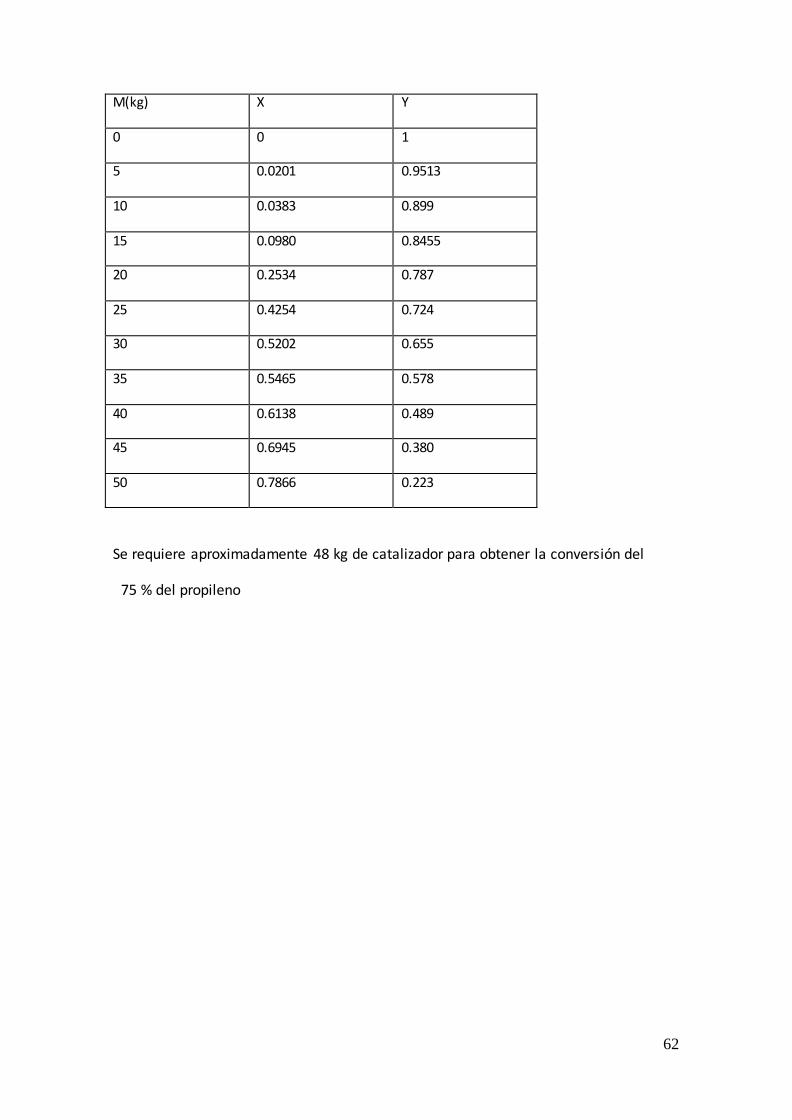
Se requiere aproximadamente 48 kg de catalizador para obtener la conversión del
75 % del propileno
63
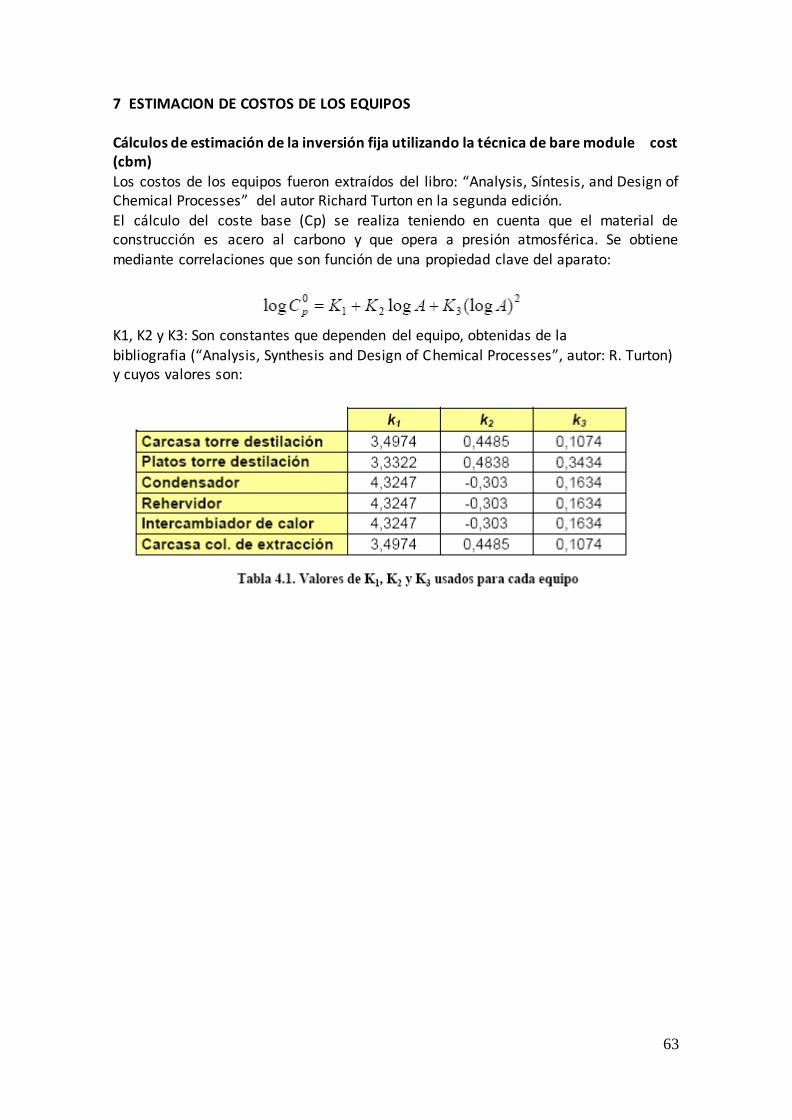
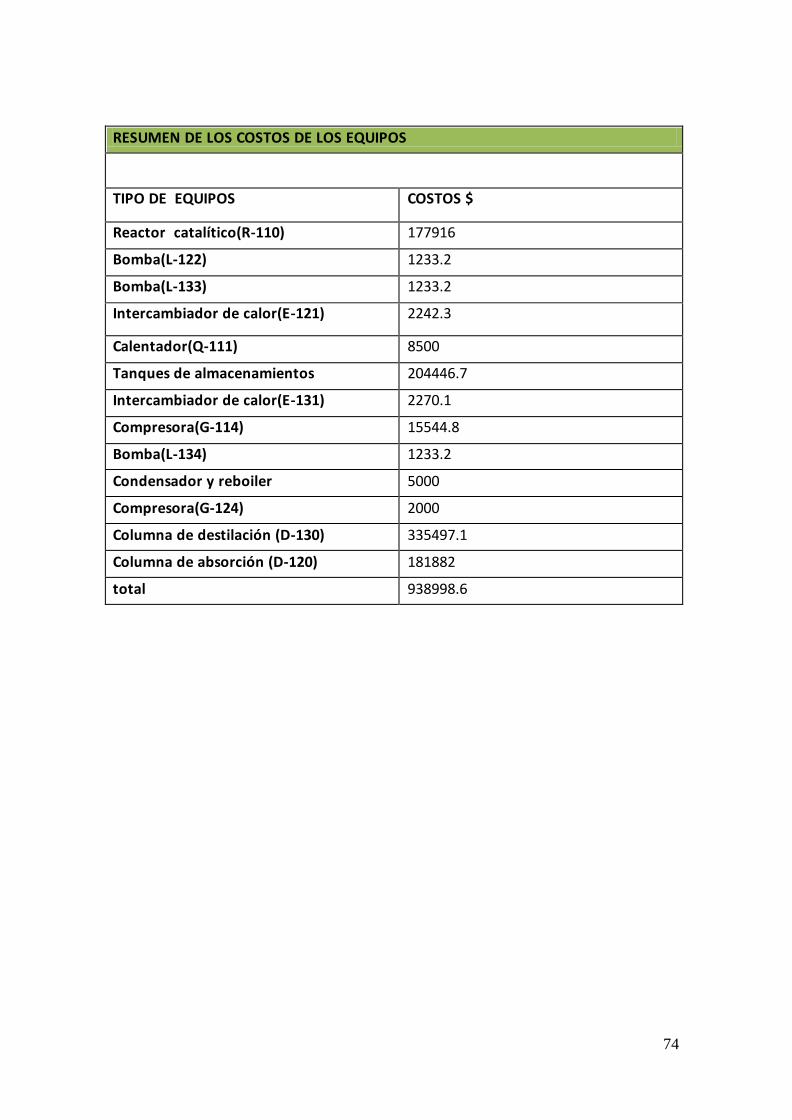
7 ESTIMACION DE COSTOS DE LOS EQUIPOS
Cálculos de estimación de la inversión fija utilizando la técnica de bare module cost (cbm)
Los costos de los equipos fueron extraídos del libro: “Analysis, Síntesis, and Design of Chemical Processes” del autor Richard Turton en la segunda edición.
El cálculo del coste base (Cp) se realiza teniendo en cuenta que el material de construcción es acero al carbono y que opera a presión atmosférica. Se obtiene
mediante correlaciones que son función de una propiedad clave del aparato:
K1, K2 y K3: Son constantes que dependen del equipo, obtenidas de la
bibliografia (“Analysis, Synthesis and Design of Chemical Processes”, autor: R. Turton) y cuyos valores son:
64
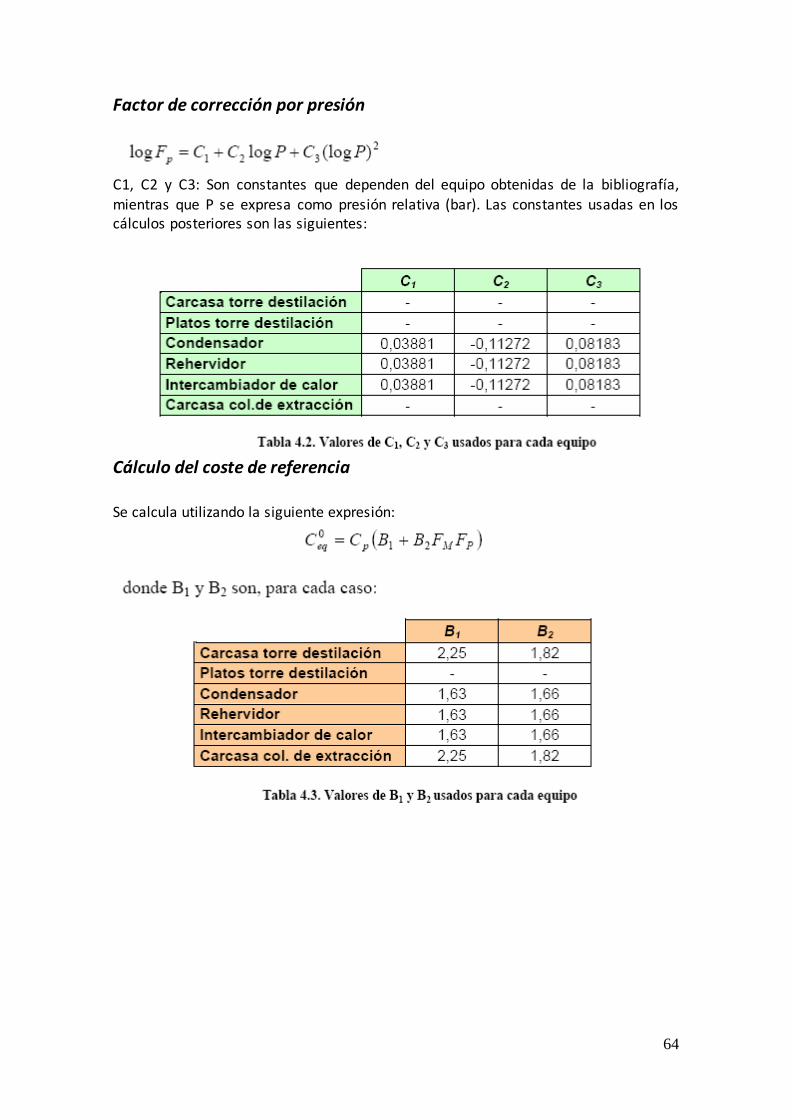
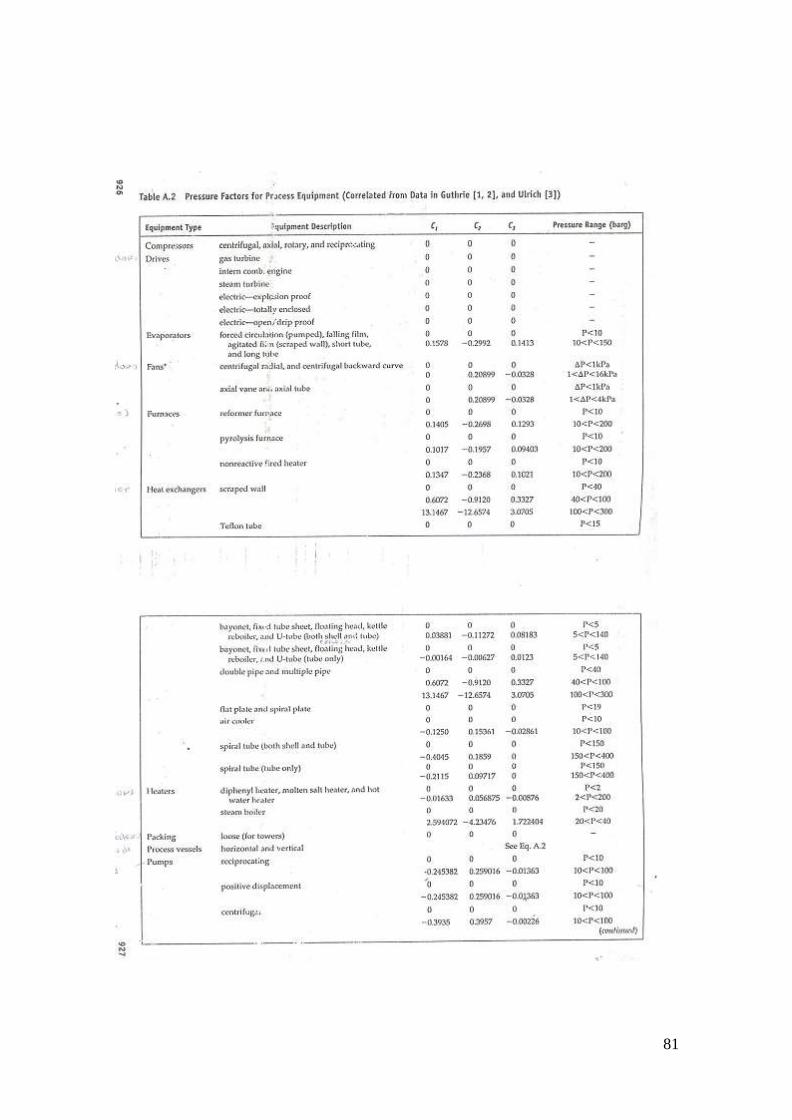
Factor de corrección por presión
C1, C2 y C3: Son constantes que dependen del equipo obtenidas de la bibliografía,
mientras que P se expresa como presión relativa (bar). Las constantes usadas en los cálculos posteriores son las siguientes:
Cálculo del coste de referencia Se calcula utilizando la siguiente expresión:
65
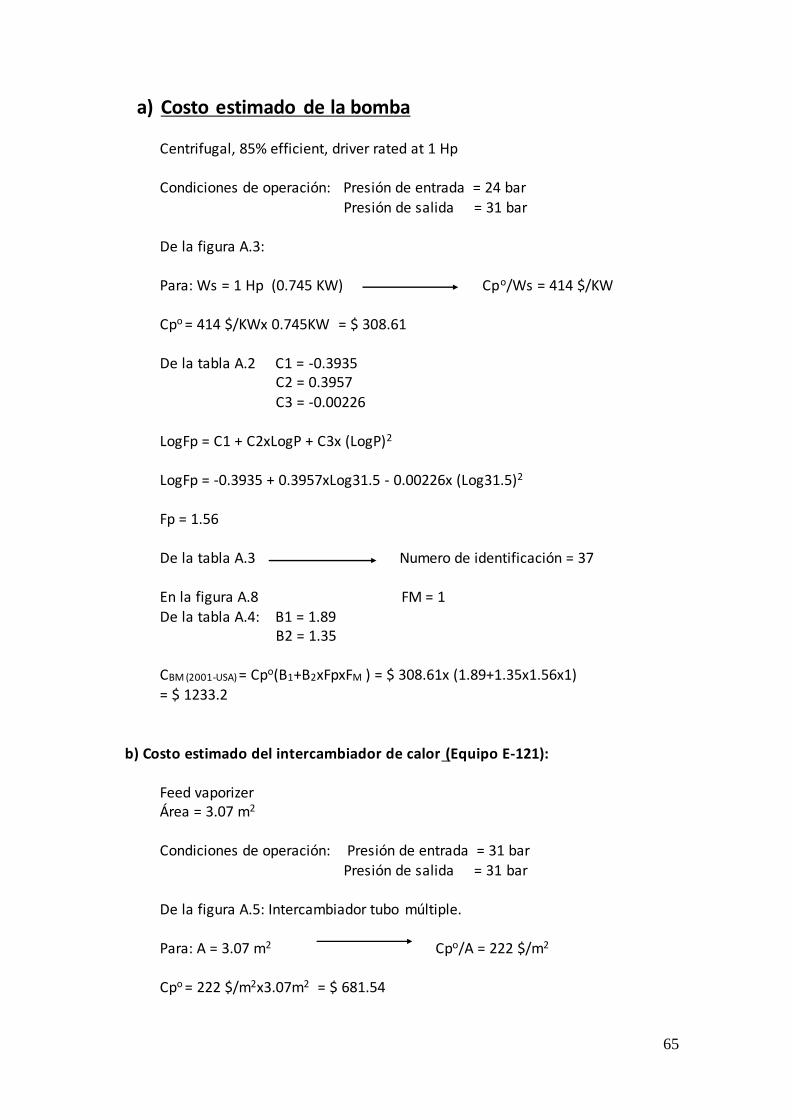
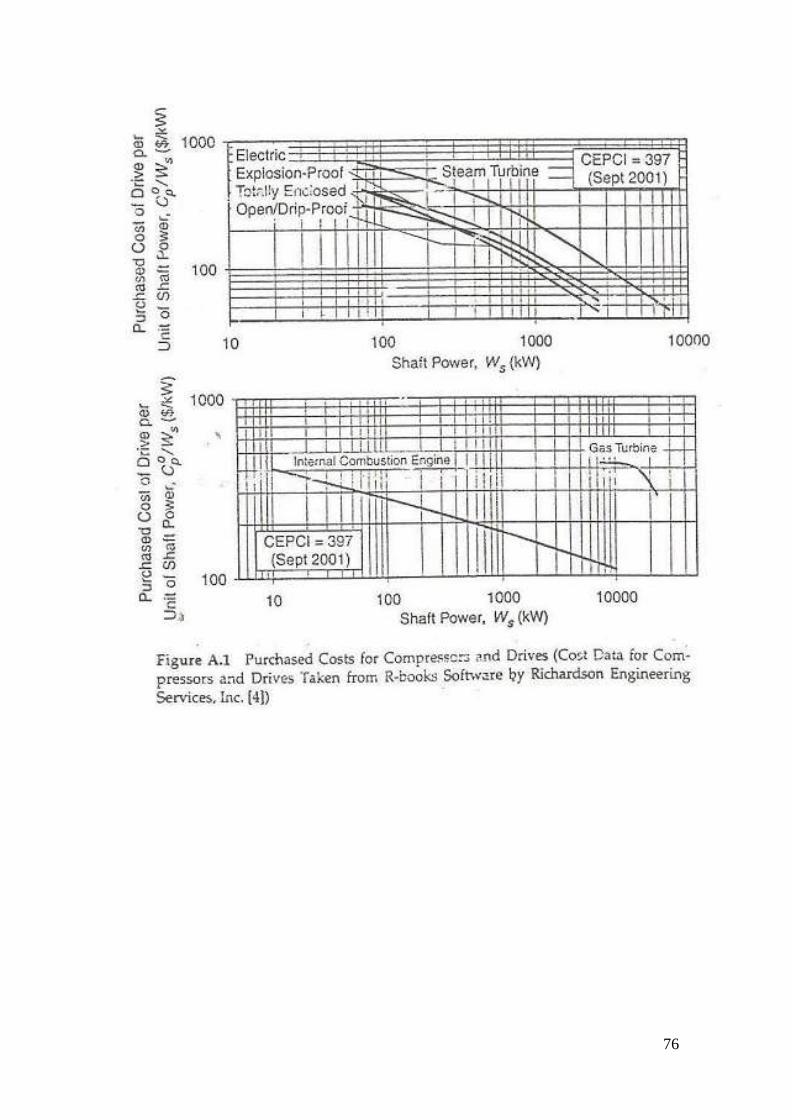
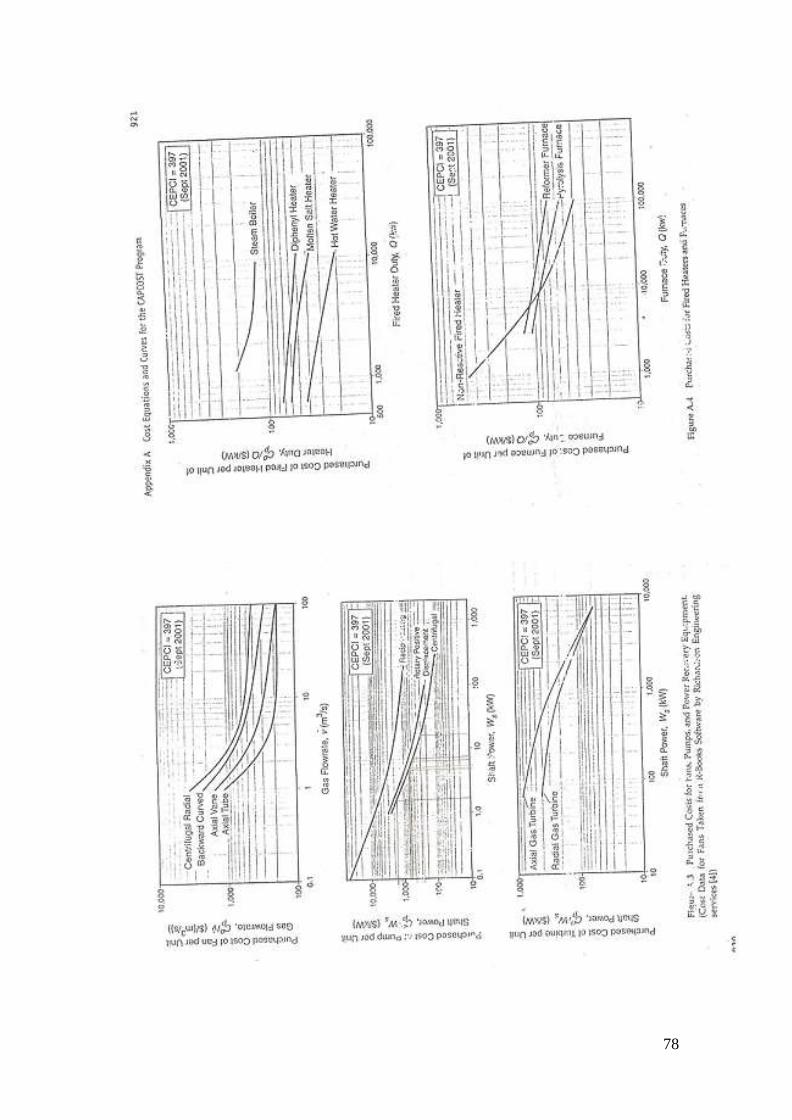
a) Costo estimado de la bomba Centrifugal, 85% efficient, driver rated at 1 Hp
Condiciones de operación: Presión de entrada = 24 bar
Presión de salida = 31 bar
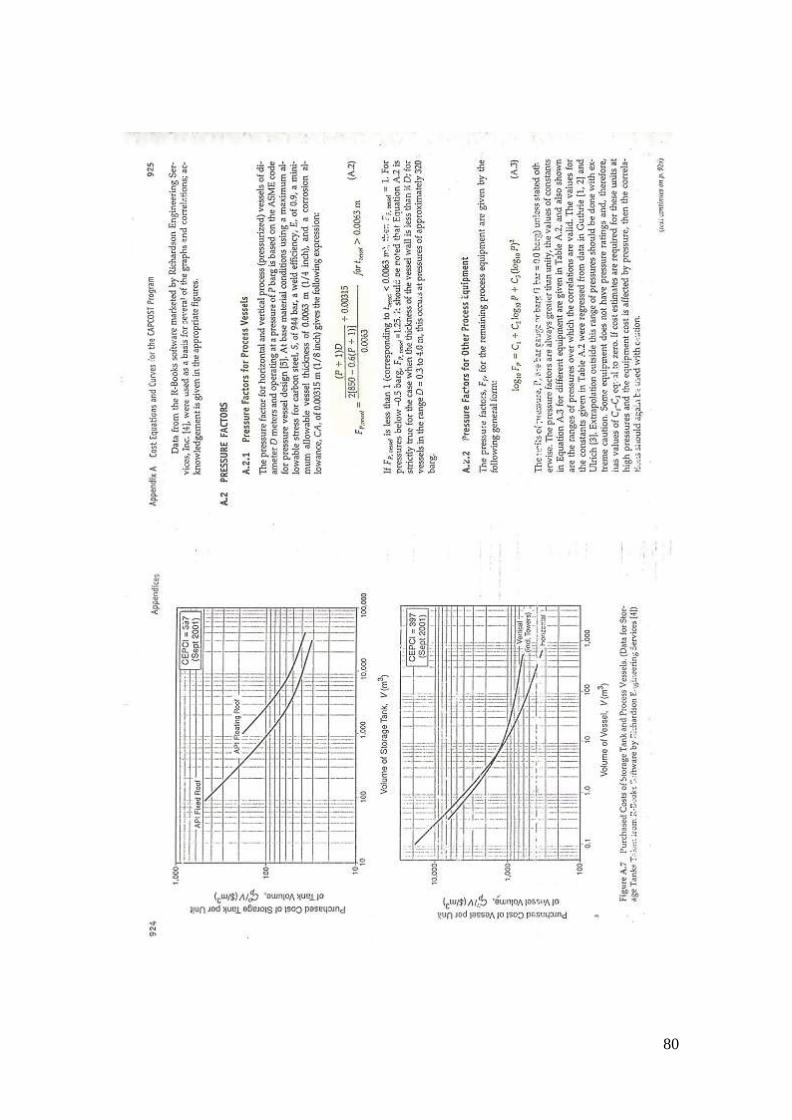
De la figura A.3:
Para: Ws = 1 Hp (0.745 KW) Cpo/Ws = 414 $/KW
Cpo = 414 $/KWx 0.745KW = $ 308.61
De la tabla A.2 C1 = -0.3935 C2 = 0.3957
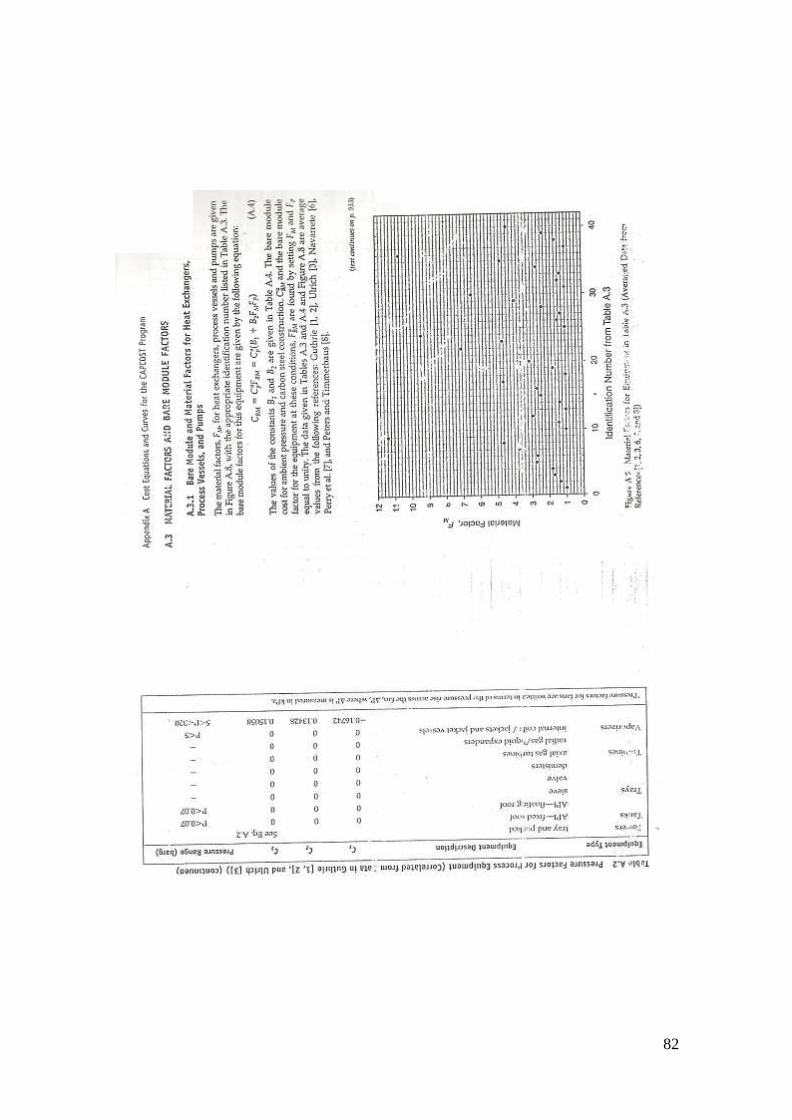
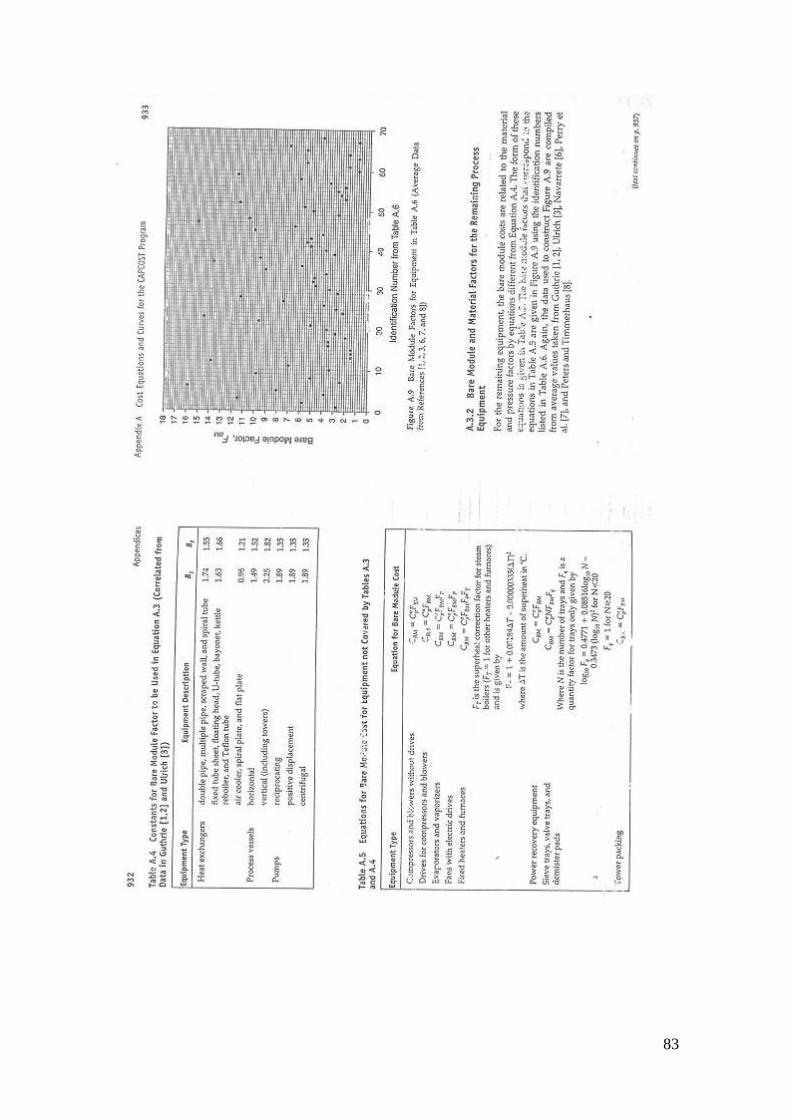
C3 = -0.00226 LogFp = C1 + C2xLogP + C3x (LogP)2 LogFp = -0.3935 + 0.3957xLog31.5 - 0.00226x (Log31.5)2 Fp = 1.56 De la tabla A.3 Numero de identificación = 37 En la figura A.8 FM = 1 De la tabla A.4: B1 = 1.89 B2 = 1.35 CBM (2001-USA) = Cpo(B1+B2xFpxFM ) = $ 308.61x (1.89+1.35x1.56x1) = $ 1233.2
b) Costo estimado del intercambiador de calor (Equipo E-121):
Feed vaporizer Área = 3.07 m2 Condiciones de operación: Presión de entrada = 31 bar Presión de salida = 31 bar
d. Costo estimado del intercambiador de calor (Equipo E-131):
Salida torre de destilación Área = 3.11 m2
Condiciones de operación: Presión de entrada = 1.75 bar
Presión de salida = 1.75 bar
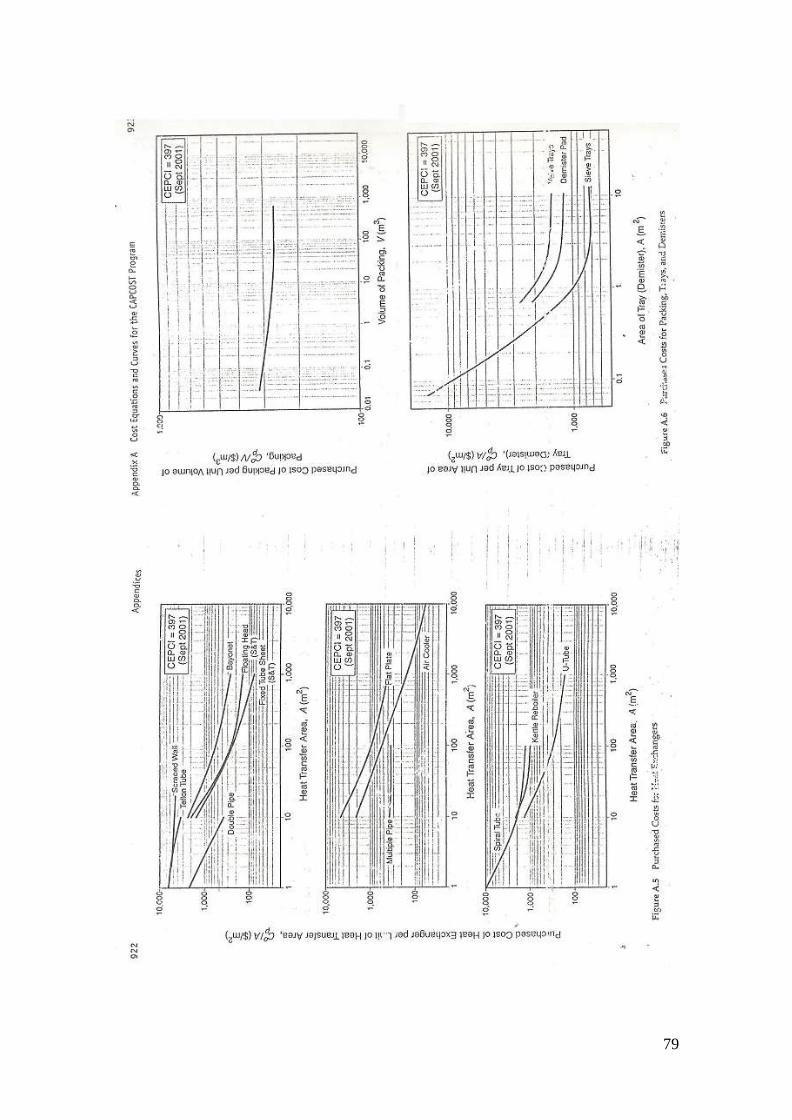
De la figura A.5: Intercambiador tubo múltiple.
Para: A = 3.11 m2 Cpo/A = 222 $/m2
Cpo = 222 $/m2x3.11m2 = $ 690.42
De la tabla A.2 C1 = 0
C2 = 0 C3 = 0
LogFp = C1 + C2xLogP + C3x (LogP)2
Fp = 1.0
De la tabla A.3 Numero de identificación = 1 En la figura A.8 FM = 1 De la tabla A.4: B1 = 1.74 B2 = 1.55 CBM (2001-USA) = Cpo(B1+B2xFpxFM ) = $ 690.42* (1.74+1.55x1x1) = $ 2270.1
68
e. Costo estimado para la unidad destilación (Equipo D-130):
Dimensiones:
Longitud: 4.3 m Diámetro: 1 m
Condiciones de operación:
Presión de entrada = 1.75 bar Presión de salida = 1.75 bar
De la tabla A.3 Numero de identificación = 18 En la figura A.8 FM = 1 De la tabla 4-3: B1 = 2.25 B2 = 1.82 CBM (2001-USA) = Cpo(B1+B2xFpxFM ) = $ 24113.3x (2.25+1.82x3.5x1) =
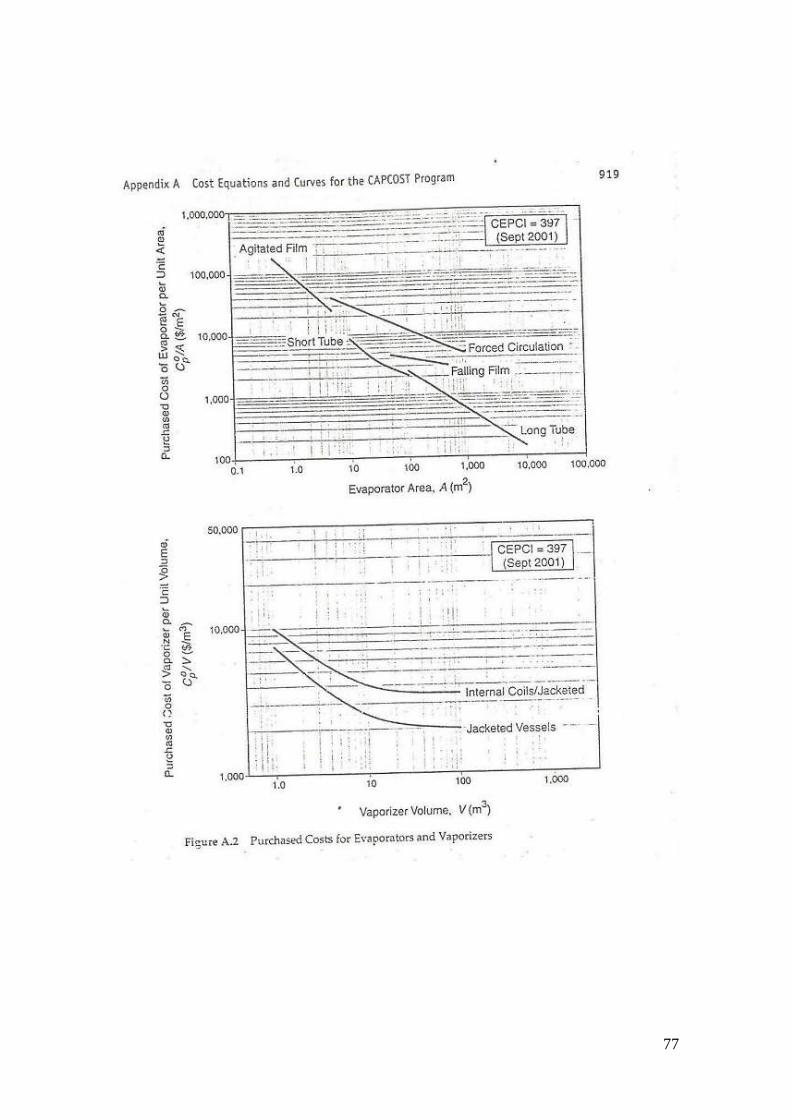
Costo total del equipo de destilación = 249469.5 +86027.6 = $ 335497.1 f) Costo de tanques de almacenamiento: F-112 tanque de aire Dimensiones: Longitud: 1.12 m Diámetro: 4 m Condiciones de operación: T = 20 0C P = 20 atm Volumen = 3*(3.1416xr2xL)/4 = 20 m3
De la figura A.7 para Vessel horizontal:
Para: V = 20 m3 Cpo/V = 900 $/m3
Cpo = 900 $/m3x20m3 = $ 18000
Fp = = 0.0063
00315.0] ) 1(20 0.6- 2[850
4 1)(20
= 1.12
De la tabla A.3 Numero de identificación = 18 En la figura A.8 FM = 1