HERRAMIENTA INFORMATICA PARA EL DISEÑO DE TANQUES DE ALMACENAMIENTO EN ACERO INOXIDABLE BAJO LA NORMA ASME SECCION VIII Y EL CÁLCULO DE LOS INSUMOS INVOLUCRADOS EN SU FABRICACION MARIO ALEJANDRO ORJUELA PINEDA EDWIN NORBERTO CHAVES JIMENEZ UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD TECNOLOGICA INGENIERIA MECANICA 2018
Transcript
HERRAMIENTA INFORMATICA PARA EL DISEÑO DE TANQUES DE
ALMACENAMIENTO EN ACERO INOXIDABLE BAJO LA NORMA ASME SECCION VIII
Y EL CÁLCULO DE LOS INSUMOS INVOLUCRADOS EN SU FABRICACION
MARIO ALEJANDRO ORJUELA PINEDA
EDWIN NORBERTO CHAVES JIMENEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
INGENIERIA MECANICA
2018
2
HERRAMIENTA INFORMATICA PARA EL DISEÑO DE TANQUES DE
ALMACENAMIENTO EN ACERO INOXIDABLE BAJO LA NORMA ASME SECCION VIII
Y EL CÁLCULO DE LOS INSUMOS INVOLUCRADOS EN SU FABRICACION
AUTORES:
MARIO ALEJANDRO ORJUELA PINEDA
20142375084
EDWIN NORBERTO CHAVES JIMENEZ
20142375065
DIRECTOR DE PROYECTO:
JOHN ALEJANDRO FORERO
MODALIDAD:
MONOGRAFIA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
INGENIERIA MECANICA
2018
3
Nota de aceptación:
_________________________________________
_________________________________________
_________________________________________
_________________________________________
_________________________________________
Ingeniero John Alejandro Forero
4
DEDICATORIA
Este proyecto lo dedicamos a Dios, ya que sin su constante e infinito amor sería imposible
llegar a este momento de nuestras vidas en donde se abren muchas oportunidades que
con la ayuda de él aprovecharemos al máximo, también dedicamos este proyecto a los
ingenieros de Colombia ya que estos aportes ayudan a construir empresas competitivas
dentro del mercado mundial.
5
TABLA DE CONTENIDO
1. NORMAS DEDICADAS AL DISEÑO DE TANQUES CON RESPECTO A LA ASME ... 15
1.1 Aplicado a tanques de almacenamiento ................................................................ 15
1.1.1 Api standard 620, 650, 653 ............................................................................. 15
1.1.2 Api specification 12d, 12f ................................................................................ 16
1.1.3 Asme boiler and pressure vessel code ........................................................... 16
Figura 1 Tanque cilindro vertical ...................................................................................................... 19
Figura 2 Proceso ICONIX ................................................................................................................. 29
Figura 3 Modelo de dominio ............................................................................................................. 29
Figura 4 Modelo de casos de uso ...................................................................................................... 30
Figura 5 Prototipo rápido .................................................................................................................. 30
Figura 6 Diagrama de robustez ......................................................................................................... 31
Figura 7 Diagrama de secuencia ....................................................................................................... 32
Figura 8 Distribución de láminas en el cuerpo, Ejemplo 1 ............................................................... 42
Figura 9 Distribución de láminas para tapa semiesférica de 1840 mm ............................................. 46
Figura 10 Tapa o fondo elíptico 2:1 de 1840 mm ............................................................................. 48
Figura 11 Total insumos tanque ejemplo 1 usando la herramienta ................................................... 54
Figura 12 Continuación Figura 11 .................................................................................................... 55
Figura 13 Datos generales de diseño ejemplo 1 ................................................................................ 56
Figura 14 Distribución de lámina en el cuerpo, Ejemplo 2 ............................................................... 58
Figura 15 Distribución de láminas para tapa o fondo cónico 1340 mm, ejemplo 2 .......................... 62
Figura 16 Distribución de láminas para tapa o fondo cónico 1340 mm, ejemplo 2 .......................... 65
Figura 17 Total insumos tanque ejemplo 2 usando la herramienta ................................................... 73
Figura 18 Continuación figura 17 ..................................................................................................... 74
Figura 19 Datos generales de diseño ejemplo 2 ................................................................................ 74
Figura 20 Distribución de lámina en el cuerpo, ejemplo 3 ............................................................... 77
Figura 21 Distribución de láminas tapa semiesférica de 1340 mm, ejemplo 3 ................................. 80
Figura 22 Distribución de lámina para tapa abombada 80:10 de 1340mm, ejemplo 3 ..................... 83
Figura 23 Total insumos tanque ejemplo 3 usando la herramienta ................................................... 89
Figura 24 Continuación figura 23 ..................................................................................................... 90
Figura 25 Datos generales de diseño, ejemplo 3 ............................................................................... 90
Figura 26 Distribución de láminas en el cuerpo, ejemplo 4 .............................................................. 94
Figura 27 Distribución de láminas para fondo abombado 80:10 de 1740 mm, ejemplo 4 ................ 97
Figura 28 Distribución de láminas para tapa elíptica 2:1 de 1740 mm, ejemplo 4 ......................... 100
Figura 29 Total insumos tanque 4 usando la herramienta ............................................................... 105
Figura 30 Continuación figura 29 ................................................................................................... 106
Figura 31 Datos generales de diseño, ejemplo 4 ............................................................................. 107
Figura 32 Distribución de lámina en el cuerpo, ejemplo 5 ............................................................. 113
Figura 33 Distribución de tapa o fondo cónico, ejemplo 5 ............................................................. 117
Figura 34 Distribución de láminas para tapa abombada 80:10 de 1440 mm, ejemplo 5................. 120
Figura 35 Total insumos tanque ejemplo 5 usando la herramienta ................................................. 125
Figura 36 Continuación figura 35 .................................................................................................... 126
Figura 37 Datos generales de diseño, ejemplo 5 ............................................................................. 127
9
LISTA DE TABLAS
Tabla 1 Limitaciones ASME Vs API ................................................................................................ 18
Tabla 2 Esfuerzo admisible de los materiales ................................................................................... 22
Tabla 3 Tapa y fondo abombado ....................................................................................................... 24
Tabla 4 Tapa y fondo plano............................................................................................................... 24
Tabla 5 Tapa y fondo eliptico ........................................................................................................... 25
Tabla 6 Tapa y fondo semiesférico ................................................................................................... 25
Tabla 7 Tapa y fondo toricónico ....................................................................................................... 26
Tabla 8 Tapa y fondo cónico ............................................................................................................. 26
Tabla 9 Rendimiento de soldadura West arco ................................................................................... 27
Tabla 10 Descripción de casos de uso ............................................................................................... 31
Tabla 11 Datos iniciales de cálculo ................................................................................................... 33
Tabla 12 Resultados de diseño .......................................................................................................... 34
Tabla 13 Cantidades de insumos y costos ......................................................................................... 35
Tabla 14 Interpolación esfuerzo admisible, Ejemplo 1 ..................................................................... 39
Tabla 15 Total insumos tanque ejemplo 1 sin usar la herramienta ................................................... 53
Tabla 16 Interpolación esfuerzo admisible, ejemplo 2 ...................................................................... 57
Tabla 17 Total insumos tanque ejemplo 2 sin usar la herramienta ................................................... 72
Tabla 18 Interpolación esfuerzo admisible, ejemplo 3 ...................................................................... 76
Tabla 19 Total insumos tanque ejemplo 3 sin usar la herramienta ................................................... 88
Tabla 20 Interpolación esfuerzo admisible, ejemplo 4 ...................................................................... 92
Tabla 21 Total insumos tanque 4 sin usar la herramienta ............................................................... 104
Tabla 22 Interpolación esfuerzo admisible, ejemplo 5 .................................................................... 108
Tabla 23 Total insumos tanque ejemplo 5 sin usar la herramienta ................................................. 124
10
LISTA DE ANEXOS
Anexo 1: Graficas de distribución de lámina para los diferentes tipos de tapas y
fondos
Anexo 2: Acerca de la Herramienta informática.
Anexo 3: Validaciones de la herramienta.
Anexo 4: Norma ASME sección VIII, división 1.
Anexo 5: Tablas de referencia de los cálculos.
Anexo 6: Manual de usuario.
11
GLOSARIO
Abrasión: La separación del material de la superficie en cualquier solido mediante la fricción
de otro sólido, un sólido o un gas o una combinación de estos.
Corrosión: Erosión química causada por agentes con o sin movimiento. Es la destrucción
gradual de un metal o aleación debido a procesos químicos como la oxidación o a la acción
de un agente químico
Factor de seguridad: La relación de la carga que ocasionaría la falla de un miembro o
estructura a la carga que se le impone en servicio
Presión de diseño: La presión que se usa para determinar el espesor mínimo permitido o
las características físicas de las diferentes partes del depósito.
Presión de operación: La presión a la que está sometido normalmente un depósito y que se
localiza en la parte superior, no debe exceder de la presión máxima de trabajo permitida.
Temperatura de diseño: La temperatura media del metal(a través del espesor) que se
espera bajo las condiciones de trabajo para la parte bajo consideración.
12
INTRODUCCION
Recientemente, la industria colombiana se ha visto sometida a una enorme presión al buscar ser competitiva y ofrecer una entrega oportuna de productos de alta calidad iniciando la concepción de sistemas de gestión de calidad, entendido esto en principio, como un conjunto de requisitos a cumplir para que una empresa con base a la calidad de sus productos y la satisfacción del cliente sea competitiva a nivel nacional e internacional, sin embargo, en la implementación de estos sistemas de gestión de calidad, las empresas, pierden dinero y credibilidad en el sistema, al encontrarse con tareas arduas, inversión en personal y recursos que no refleja rentabilidad a corto plazo. Este nuevo entorno ha obligado a los gerentes y a los ingenieros a optimizar todos los sistemas que intervienen en el proceso de producción.
La empresa cuenta con 30 años de experiencia dentro de la industria del acero,
específicamente en la transformación del acero inoxidable 304 y 316 a nivel industrial,
cuenta con trabajadores calificados para los distintos procesos de elaboración de los
productos, una buena tecnología en maquinaria para el servicio pesado y el diseño,
fabricación y puesta en marcha de equipos de almacenamiento de productos para
sectores industriales, tales como; química, petroquímica, plantas de confitería, jugos,
La empresa cuenta con el departamento de ingeniería; encargado del diseño y elaboración de planos de tanques de almacenamiento bajo consideraciones de la norma american society of Mechanical enginers – ASME Sección VIII ,división 1 “diseño de recipientes a presión” para lineamientos generales en cuanto a geometría, materiales y espesor de los mismos, a algunos de estos tanques se les realiza un proceso de pulimento mecánico para dar diferentes tipos de acabado superficial en acero inoxidable.
En este entorno de la gestión de calidad, de necesidad de competencia y herramientas adicionales que optimicen la productividad ha surgido la idea de realizar este trabajo no solo como medio de grado, sino como idea de desarrollo tecnológico aplicando lo aprendido ya que se ha podido observar que se hacen indispensables alternativas de innovación como factor de diferenciación que capture una fracción importante del mercado ya saturado de organizaciones dedicadas a desarrollar herramientas informáticas a la medida. Integrar una solución informática, al negocio de la metalmecánica, innovara la forma de realizar las cotizaciones y cálculos de un producto; como valor agregado permitirá que las empresas cuenten con un sistema de información que les permita tomar decisiones en su negocio.
13
OBJETIVOS
Objetivo general
Desarrollar una herramienta informática para el diseño de tanques de almacenamiento en acero inoxidable, bajo la norma ASME sección VIII y el cálculo de los insumos involucrados en su fabricación.
Objetivos específicos
Conocer la teoría de diseño de tanques de almacenamiento basados en la norma ASME sección VIII.
Analizar los requerimientos de la norma citada y realizar un diseño adecuado con base a dichos requerimientos.
Elaborar los cálculos mecánicos para el diseño de tanques de almacenamiento.
Diseñar los formatos de interfaz de usuario.
Ingresar los documentos de consulta (procedimientos, instructivos, documentos de apoyo, especificaciones) al prototipo de herramienta informática.
Hacer pruebas a la herramienta informática determinando las cantidades de materia prima (laminas, soldadura, abrasivos, discos de corte, discos de pulir) en proyectos ya cotizados
14
DELIMITACION O ALCANCE
El Alcance que se le dará a la siguiente herramienta informática será la de dar las
cantidades y costos de insumos usados dentro de la fabricación de los tanques de
almacenamiento de acuerdo a los parámetros inherentes al proceso de cada cliente.
La herramienta estará diseñada para tanques cilíndricos verticales de almacenamiento en
acero inoxidable 304, 304L, 316 y 316 L con diámetros desde 20 pulgadas hasta 106
pulgadas por restricciones de transporte terrestre en Colombia, una altura máxima de 295
pulgadas de alto, sujetos a presión interna y a temperaturas superiores a 20 grados e
inferiores a 100 grados Celsius.
15
1. NORMAS DEDICADAS AL DISEÑO DE TANQUES RESPECTO A LA
ASME
Desde el desarrollo de la máquina a vapor durante la revolución industrial en 1779 hasta
nuestros días, el empleo de recipientes a presión tales como calderas o generadores de
vapor, ha sido muy común en la industria en general; como consecuencia de este cambio
hubo un gran desarrollo técnico que impulsó un gran crecimiento de las empresas a nivel
mundial.
Existen algunos códigos relacionados al diseño, construcción y representación de
recipientes, entre las organizaciones que describen dichos códigos se encuentra: La
(A.W.S.) Sociedad Americana de Soldadura, (A.S.M.E.) Sociedad Americana De
Ingenieros,(A.P.I) Instituto Americano de Petróleo, entre las normas que describen estos
procesos se encuentra el código ASME sección VIII y las normas API 620 A 650.
Mientras estos códigos proveen de fórmulas necesarias para calcular los espesores
requeridos y los esfuerzos correspondientes de la membrana de componentes básicos
debido a presiones interna y externa, la norma deja a criterio de diseñador el uso de
procedimiento analítico para calcular el esfuerzo debido a otras cargas.
Los estándares especifican los requerimientos para el diseño, construcción, inspección,
ensayos y verificación de cumplimiento de los recipientes a presión
1.1 Aplicado a tanques de almacenamiento
1Para el cálculo, diseño y construcción de tanques de almacenamiento existen varias Normas y Códigos, pero las más difundidas y empleadas en las industrias de procesos son las del American Petroleum Institute (API), siendo los estándares aplicables los siguientes:
1.1.1 Api standard 620, 650, 653
API Standard 620 (1990): es aplicable a grandes tanques horizontales o verticales soldados en el campo, aéreos que operan a presiones en el espacio vapor menores a 2.5 psig y a temperaturas no superiores a 93°C
API Standard 650 (1998): es aplicable a grandes tanques horizontales o verticales soldados en el campo, aéreos que operan a presiones en el espacio vapor menores a 1.5 psig y a temperaturas no superiores a 121°C
API Standard 653 (1991): es aplicable a la inspección, reparación, alteración desmontaje y reconstrucción de tanques horizontales o verticales, basándose en las recomendaciones del STD API 650. Recomienda también la aplicación de las técnicas de ensayos no destructivos aplicables.
1 La Sociedad Americana de Ingenieros Mecánicos, “Introducción a los códigos y normas de ASME” (Nueva
York: Sociedad Americana de Ingenieros Mecánicos, 2000). Fuente desconocida.
16
1.1.2 Api specification 12d, 12f
API Specification 12D: es aplicable a tanques horizontales o verticales soldados en el campo para almacenaje de líquidos de producción y con capacidades estandarizadas entre 75 y 1500 m3
API Specification 12F: es aplicable a tanques horizontales o verticales soldados en taller para almacenaje de líquidos de producción y con capacidades estandarizadas entre 13.5 y 75 m3
Estos estándares cubren el diseño, fabricación, inspección, montaje ensayos y mantenimiento de los mismos y fueron desarrollados para el almacenaje de productos de la industria petrolera y petroquímica, pero su aceptación ha sido aplicada al almacenaje de numerosos productos en otras industrias. Si bien estas normas cubren muchos aspectos, no todos están contemplados, razón por la que existen otras normas complementarias a las mismas. Existen además de los mencionados estándares otras normas que también son aplicables a estos casos, pero cubriendo no solo materiales constructivos metálicos sino también otros materiales (plásticos, fibra de vidrio), etc.
Estas normas son:
1.1.3 Asme boiler and pressure vessel code Es aplicable para el diseño de diferentes recipientes y tanques tanto cilíndricos, esféricos como de sección rectangular. Se trata de los estándares más reconocidos mundialmente en este campo de aplicación.
1.1.4 Underwriters laboratories (ul) 142 Es aplicable a tanques de acero de diferentes diseños soldados en taller para almacenaje de líquidos inflamables y combustibles
1.1.5 British standard (bs) 2594, 4994, 6374 British Standard (BS) 2594: es aplicable a tanques cilíndricos horizontales de acero al carbono soldado
BS 4994: comprende las especificaciones para el diseño y construcción de recipientes y tanques en plásticos reforzados
BS 6374: comprende las especificaciones para el recubrimiento de recipientes y tanques con materiales poliméricos
1.1.6 Astm d 3299, 4021, 4097: Comprende las especificaciones para tanques plásticos reforzados con fibra de vidrio
1.2 Aplicado A Recipientes A Presión
Para el cálculo, diseño y construcción de estos equipos son tres las Normas y Códigos más difundidos y aceptados internacionalmente:
17
1.2.1 ASME, Boiler and Pressure Vessel Code (edit 2001)
Secction VIII, Division 1 – Rules for construction of pressure vessels
Secction VIII, Division 2 – Alternatives Rules for construction of pressure vessels
Secction VIII, Division 3 – Alternatives Rules for high pressure vessels
Section X – Fiber Reinforced Plastic Pressure Vessels
1.2.2 British Standards Institution (BSI)
BS 5500 – Specification for unfired fusion welded pressure vessels
BS 5169 - Specification for fusion welded steel air receivers
1.2.3 European Commitee for Standarization (CEN)
EN 286: Part 1 – Specification for simple unfired pressure vessels designed to contain air or nitrogen
CODAP 95 – French Code for Construction of Unfired Pressure Vessels
Todos estas Normas y Códigos han sido a su vez reconocidos y aceptados en 1997 por el National Board of Boilers and Pressure Vessels Inspectors de USA.
2Durante estos primeros años del desarrollo industrial la fabricación de los recipientes era
muy caótica, en el sentido de que cada fabricante construían recipientes según sus propios
métodos de diseño o fabricación y sin seguir un patrón de seguridad que garantizara la
confiabilidad de estos equipos; dadas estas circunstancias era muy común que se
produjeran accidentes relacionados con calderas u otros recipientes poniendo en peligro
vidas humanas y afectando la operación del sistema dentro del cual funcionaban estos
aparatos.
No fue sino hasta 1911 que la Sociedad Americana de Ingenieros Mecánicos (ASME, por
sus siglas en inglés) creó un comité con el propósito de formular reglas generales para el
diseño y construcción de los generadores de vapor, calderas y cualquier otro recipiente a
presión. La idea de estas reglas era crear un conjunto de normas estándar, a partir de la
experiencia práctica previa y del avance en el estudio de las capacidades mecánicas de los
materiales, que aseguraran la confiabilidad operacional de estas unidades y garantizaran
los márgenes de seguridad que permitieran disminuir el número de accidentes producto del
empleo de estos equipos.
Este conjunto de normas contenidas en el Código ASME han ido evolucionando en el
tiempo a la par de los avances técnicos y científicos que han permitido una mayor
comprensión del comportamiento y desempeño bajo las condiciones de operación, de los
materiales de construcción de estos recipientes y de los métodos de fabricación empleados.
2 Diseño mecánico de recipientes a presión bajo el código ASME sección VIII, división 1 (Sartenejas 2006)
Luis Javier Guzmán Carreño
18
El Código de Calderas y Recipientes a Presión de ASME (BPVC) es una norma que establece normas para el diseño, la fabricación y la inspección de las calderas y los recipientes a presión. Un componente a presión diseñado y fabricado de acuerdo con esta norma tendrá una larga vida de servicio útil que asegura la protección de la vida humana y la propiedad, tiene algunas limitaciones en la práctica, en la Tabla 1. Limitaciones ASME Vs API 650 se muestran algunas comparada con la norma API 650 que también es usada en Colombia. El BPVC está escrito por voluntarios, que son nombrados a sus comisiones en base a sus conocimientos técnicos y su capacidad para contribuir a la redacción, revisión, interpretación y administración del documento.
CAPACIDAD DE
ALMACENAMIENTO
RANGOS DE
PRESION
ESPESOR
MINIMOLIMITACIONES
Esta Norma se aplica sólo a tanques cuyo fondo es totalmente soportado uniformemente y a tanques de
servicio no refrigerado con una temperatura máxima de operación de 90ºC (200ºF)
La Norma API-650 se aplica en tanques verticales, cilíndricos, construidos sobre el nivel de piso,con techo
cerrado o cielo abierto.
ASME 120 GALONES 15-3000 2,38mm
No deberán tener elementos principales móviles, ya sean rotatorios o reciprocantes, razón por la cual se
excluyen del alcance del mismo las bombas, compresores, turbinas y cualquier equipo que tenga elementos
principales móviles.
Diametro minimo 6" debera ser estacionario
¼” (6mm),API 650 MAYORES A 1590m3 1-2.5 Psig
Tabla 1 Limitaciones ASME Vs API
19
2. CRITERIOS Y REQUERIMIENTOS PARA EL DISEÑO DE TANQUES
DE ALMACENAMIENTO
Figura 1 Tanque cilindro vertical
3Entre los criterios más importantes para el diseño de tanques de almacenamiento como la Fig. 1 Tanque cilíndrico vertical, tenemos:
2.1 Criterios de diseño:
2.1.1 Presión de Diseño No debe ser menor que la presión de vapor del producto a almacenar a la máxima temperatura de diseño.
2.1.2 Temperatura de Diseño Se deben especificar las temperaturas mínimas y máximas de diseño.
2.1.3 Presión de vacío Cuando dicho recipiente no se diseña para condición de máximo vacío, se tienen algunas opciones:
Diseño de vacío parcial con una válvula de vacío y conexión para suministrar gas inerte.
Diseño de vacío parcial con una válvula de vacío y conexión para suministrar gas natural o cualquier otro hidrocarburo.
Diseño de vacío parcial con una válvula de vacío y conexión para emitir aire.
3 Diseño y cálculo de recipientes a presión (México 1994) Juan Manuel León Estrada
20
2.1.4 Inestabilidad Elástica Fenómeno asociado con las estructuras que tienen limitadas su rigidez.
2.1.5 Inestabilidad Plástica Es el criterio de mayor uso para el diseño de equipo, es aquel que mantiene los esfuerzos inducidos dentro de la región elástica del material de construcción.
2.1.6 Esfuerzo y ubicación El espacio y el terreno donde van a ser ubicados los tanques son importantes para el diseño del tanque. Es una de las mayores causas de fallas.
2.1.7 Corrosión Toma en cuenta las propiedades químicas de las sustancias y del medio ambiente para escoger los materiales de construcción.
2.2 Criterios de control
2.2.1 Control de Presión Protección por sobre presión. Causadas principalmente por vapores. Protección por vacío (baja presión).
2.2.2 Control de volumen Cuando se almacenan gases el volumen del este es el mismo del recipiente. En el caso de los líquidos muchas veces solo se controla la altura o nivel de la columna de líquido en el tanque ya que el área transversal de este es conocida.
2.2.3 Control de temperatura Cualquier desviación de temperatura dentro del tanque ser controlada variando la temperatura del líquido de la alimentación. Para detectar los cambios un arreglo de termocuplas es instalado para observar el perfil de temperatura a lo largo del tanque.
2.2.4 Control de nivel Es la distancia existente entre una línea de referencia y la superficie del fluido, generalmente dicha línea de referencia se toma como fondo del recipiente.
2.3 Criterios de seguridad
2.3.1 Protecciones
Los recipientes de presión deben constar de:
Válvulas de seguridad.
Válvulas rompe vacío (tanques presión).
Válvulas a control remoto.
Protecciones del cableado y válvulas asociadas.
Sistema de diluvio de agua para enfriamiento en uso de incendio.
2.4 Criterio de espaciamiento entre equipos
Establecen los criterios que deben aplicarse en la ubicación de las instalaciones y equipos de la industria Petrolera y Petroquímica. El objetivo es garantizar un nivel adecuado de protección a las personas y propiedades de terceros, así como el medio ambiente circundante, frente al riesgo potencial de eventos catastróficos por dispersión de material tóxico o peligroso, incendio o explosión.
21
3. CÁLCULOS MECÁNICOS INVOLUCRADOS EN EL DISEÑO
3.1 Cálculos involucrados en el cuerpo4:
3.1.1 Volumen del tanque:
𝑉 =ℎ ∗ 𝜋 ∗ 𝑟2
1000000[𝐿𝑡]
V: Volumen r: Radio [mm] h: Altura [mm]
3.1.2 Presión de diseño en el cuerpo 𝑃𝐷𝑖𝑠𝑒ñ𝑜 = 𝑃𝑂𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 + 𝑆𝑜𝑏𝑟𝑒𝑝𝑟𝑒𝑠𝑖𝑜𝑛[𝑃𝑠𝑖] + 𝑃𝐻𝑖𝑑𝑟𝑜𝑠𝑡𝑎𝑡𝑖𝑐𝑎[𝑃𝑠𝑖]
3.1.5 Esfuerzo Admisible: El esfuerzo admisible varía con la temperatura, Tabla 2 Esfuerzo admisible de los materiales
4 Norma ASME sección VIII, división 1. Sociedad Americana De Ingenieros Mecánicos A.S.M.E.
22
Tabla 2 5Esfuerzo admisible de los materiales
3.1.6 Perímetro del tanque 𝑏 = (∅𝑖𝑛𝑡 + 𝑡)𝜋
b: Perímetro
3.1.7 Área del desarrollo del tanque 𝐴𝑐𝑢𝑒𝑟𝑝𝑜 = 𝑏 ∗ ℎ
b: Base
h: Altura
5 Norma ASME sección VIII, división 1. Sociedad Americana De Ingenieros Mecánicos A.S.M.E.
23
3.2 Cálculos involucrados en el fondo o tapa
3.2.1 Espesor del fondo o tapa semiesférico
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜𝑅
2𝑆𝐸 − 0,2𝑃𝑑𝑖𝑠𝑒ñ𝑜
R: Radio
S: Esfuerzo admisible
E: Eficiencia de la soldadura
3.2.2 Espesor del fondo o tapa elíptica
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜𝐷
2𝑆𝐸 − 0,2𝑃𝑑𝑖𝑠𝑒ñ𝑜
D: Diámetro
S: Esfuerzo admisible
E: Eficiencia de la soldadura
3.2.3 Espesor fondo o tapa cónico
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜𝐷
2cos𝛼(𝑆𝐸 − 0,6𝑃𝑑𝑖𝑠𝑒ñ𝑜)
Donde:
𝛼 =𝐴𝑛𝑔𝑢𝑙𝑜 𝑒𝑛 𝑒𝑙 𝑣𝑒𝑟𝑡𝑖𝑐𝑒
2≤ 30⁰
D: diámetro interior mayor
E: eficiencia de la soldadura
P: presión de diseño
S: esfuerzo máximo admisible
T: espesor mínimo
3.2.4 Fondo o tapa abombada
𝑡 =0,73 ∗ 𝑃𝑑𝑖𝑠𝑒ñ𝑜𝐷
𝑆𝐸 − 0,1𝑃𝑑𝑖𝑠𝑒ñ𝑜
D: Diámetro
S: Esfuerzo admisible
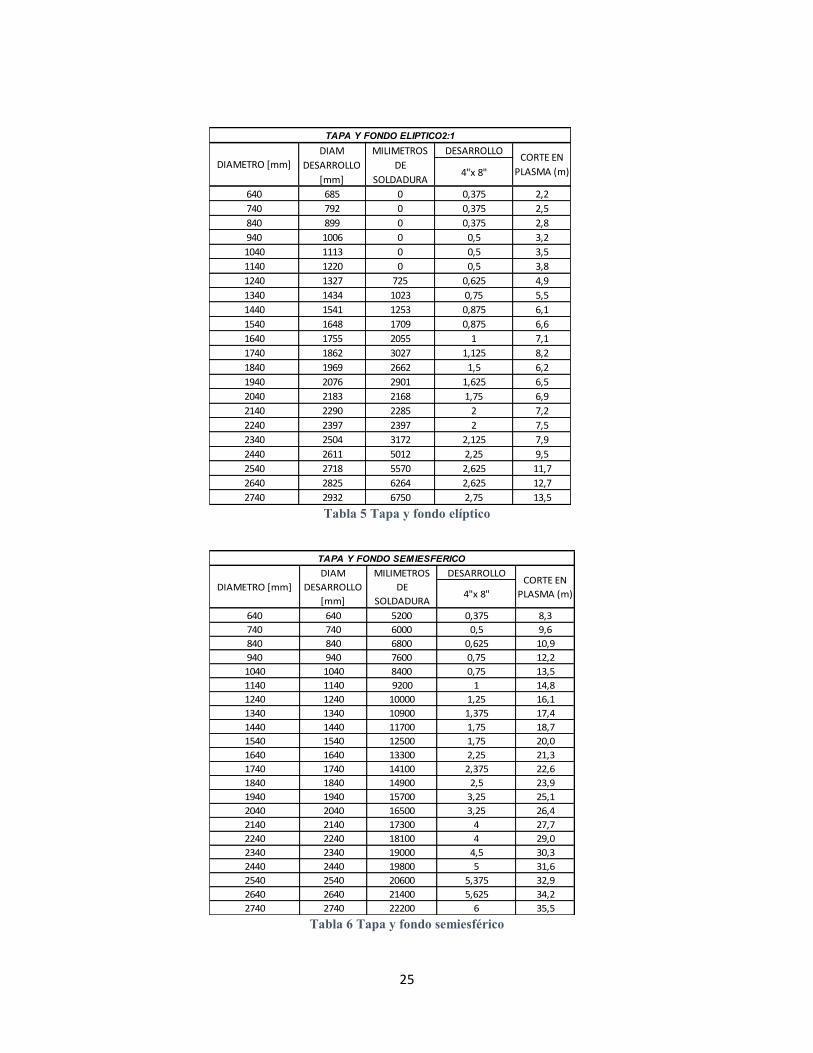
E: Eficiencia de la soldadura Las tablas 3 a 8 muestran en rangos de 100 mm las variaciones del diámetro del desarrollo, los milímetros de soldadura, el número de láminas a usar y los metros de corte plasma necesarios para todos los diámetros comprendidos entre 640mm y 2740mm, los desarrollos se encuentran en el Anexo 1
24
Tabla 3 Tapa y fondo abombado
Tabla 4 Tapa y fondo plano
DESARROLLO
4"x 8"
640 685 0 0,375 2,2
740 792 0 0,375 2,5
840 899 0 0,375 2,8
940 1006 0 0,5 3,2
1040 1113 0 0,5 3,5
1140 1220 0 0,5 3,8
1240 1327 725 0,625 4,9
1340 1434 1023 0,75 5,5
1440 1541 1253 0,875 6,1
1540 1648 1709 0,875 6,6
1640 1755 2055 1 7,1
1740 1862 3027 1,125 8,2
1840 1969 2662 1,5 6,2
1940 2076 2901 1,625 6,5
2040 2183 2168 1,75 6,9
2140 2290 2285 2 7,2
2240 2397 2397 2 7,5
2340 2504 3172 2,125 7,9
2440 2611 5012 2,25 9,5
2540 2718 5570 2,625 11,7
2640 2825 6264 2,625 12,7
2740 2932 6750 2,75 13,5
DIAMETRO [mm]
DIAM
DESARROLLO
[mm]
MILIMETROS
DE
SOLDADURA
CORTE EN
PLASMA (m)
TAPA Y FONDO ABOMBADO
DESARROLLO
4"x 8"
640 640 0 0,375 2,01
740 740 0 0,375 2,32
840 840 0 0,375 2,64
940 940 0 0,375 2,95
1040 1040 678 0,5 3,95
1140 1140 0 0,5 3,58
1240 1240 0 0,5 3,90
1340 1340 768 0,625 4,98
1440 1440 1038 0,75 5,56
1540 1540 1251 0,875 6,09
1640 1640 1433 1 6,59
1740 1740 1594 1 7,06
1840 1840 2300 1,25 6,34
1940 1940 1875 1,375 6,09
2040 2040 2001 1,5 6,41
2140 2140 2119 1,625 6,72
2240 2240 2231 1,75 7,04
2340 2340 2338 2 7,35
2440 2440 2438 2 7,67
2540 2540 4428 2,25 9,97
2640 2640 5242 2,25 11,09
2740 2740 5868 2,375 12,04
TAPA Y FONDO PLANO
DIAMETRO [mm]
DIAM
DESARROLLO
[mm]
MILIMETROS
DE
SOLDADURA
CORTE EN
PLASMA (m)
25
Tabla 5 Tapa y fondo elíptico
Tabla 6 Tapa y fondo semiesférico
DESARROLLO
4"x 8"
640 685 0 0,375 2,2
740 792 0 0,375 2,5
840 899 0 0,375 2,8
940 1006 0 0,5 3,2
1040 1113 0 0,5 3,5
1140 1220 0 0,5 3,8
1240 1327 725 0,625 4,9
1340 1434 1023 0,75 5,5
1440 1541 1253 0,875 6,1
1540 1648 1709 0,875 6,6
1640 1755 2055 1 7,1
1740 1862 3027 1,125 8,2
1840 1969 2662 1,5 6,2
1940 2076 2901 1,625 6,5
2040 2183 2168 1,75 6,9
2140 2290 2285 2 7,2
2240 2397 2397 2 7,5
2340 2504 3172 2,125 7,9
2440 2611 5012 2,25 9,5
2540 2718 5570 2,625 11,7
2640 2825 6264 2,625 12,7
2740 2932 6750 2,75 13,5
DIAMETRO [mm]
DIAM
DESARROLLO
[mm]
MILIMETROS
DE
SOLDADURA
TAPA Y FONDO ELIPTICO2:1
CORTE EN
PLASMA (m)
DESARROLLO
4"x 8"
640 640 5200 0,375 8,3
740 740 6000 0,5 9,6
840 840 6800 0,625 10,9
940 940 7600 0,75 12,2
1040 1040 8400 0,75 13,5
1140 1140 9200 1 14,8
1240 1240 10000 1,25 16,1
1340 1340 10900 1,375 17,4
1440 1440 11700 1,75 18,7
1540 1540 12500 1,75 20,0
1640 1640 13300 2,25 21,3
1740 1740 14100 2,375 22,6
1840 1840 14900 2,5 23,9
1940 1940 15700 3,25 25,1
2040 2040 16500 3,25 26,4
2140 2140 17300 4 27,7
2240 2240 18100 4 29,0
2340 2340 19000 4,5 30,3
2440 2440 19800 5 31,6
2540 2540 20600 5,375 32,9
2640 2640 21400 5,625 34,2
2740 2740 22200 6 35,5
TAPA Y FONDO SEMIESFERICO
DIAMETRO [mm]
DIAM
DESARROLLO
[mm]
MILIMETROS
DE
SOLDADURA
CORTE EN
PLASMA (m)
26
Tabla 7 Tapa y fondo toricónico
Tabla 8 Tapa y fondo cónico
DESARROLLO
4"x 8"
640 640 351 0,375 2,9
740 740 445 0,375 3,3
840 840 505 0,5 3,8
940 940 565 0,5 4,2
1040 1040 625 0,5 4,7
1140 1140 1341 0,625 5,7
1240 1240 1769 0,75 6,6
1340 1340 2092 0,875 7,3
1440 1440 1773 1 7,3
1540 1540 2441 1 8,4
1640 1640 2068 1,375 8,4
1740 1740 2185 1,625 8,9
1840 1840 2286 1,75 9,4
1940 1940 2374 1,75 9,9
2040 2040 2452 1,875 10,4
2140 2140 3724 2 9,6
2240 2240 4786 2,125 12,4
2340 2340 6607 2,375 13,3
2440 2440 6953 2,5 14,0
2540 2540 7205 3 14,6
2640 2640 7437 3 15,2
2740 2740 7650 3,25 15,8
TAPA Y FONDO TORICONICO
DIAMETRO [mm]
DIAM
DESARROLLO
[mm]
MILIMETROS
DE SOLDADURA
CORTE EN
PLASMA (m)
DESARROLLO
4"x 8"
640 640 351 0,375 2,9
740 740 445 0,375 3,3
840 840 505 0,5 3,8
940 940 565 0,5 4,2
1040 1040 625 0,5 4,7
1140 1140 1341 0,625 5,7
1240 1240 1769 0,75 6,6
1340 1340 2092 0,875 7,3
1440 1440 1773 1 7,3
1540 1540 2441 1 8,4
1640 1640 2068 1,375 8,4
1740 1740 2185 1,625 8,9
1840 1840 2286 1,75 9,4
1940 1940 2374 1,75 9,9
2040 2040 2452 1,875 10,4
2140 2140 3724 2 9,6
2240 2240 4786 2,125 12,4
2340 2340 6607 2,375 13,3
2440 2440 6953 2,5 14,0
2540 2540 7205 3 14,6
2640 2640 7437 3 15,2
2740 2740 7650 3,25 15,8
TAPA Y FONDO CONICO
DIAMETRO [mm]
DIAM
DESARROLLO
[mm]
MILIMETROS
DE
SOLDADURA
CORTE EN
PLASMA (m)
27
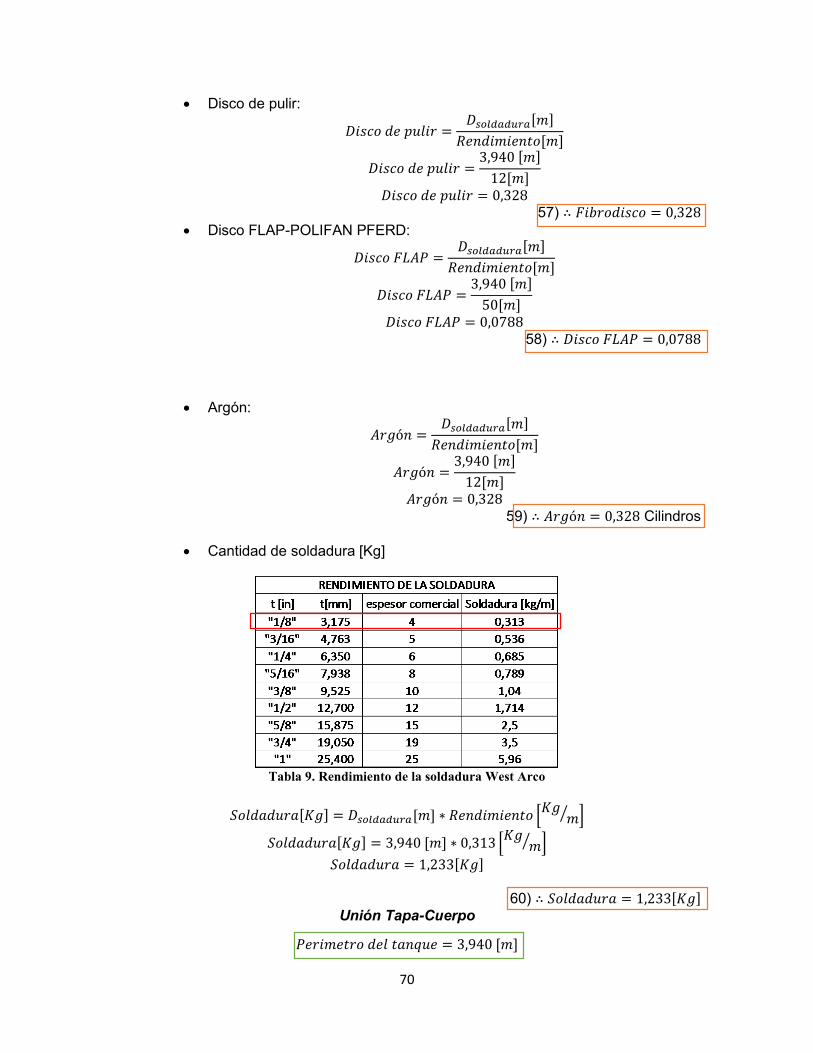
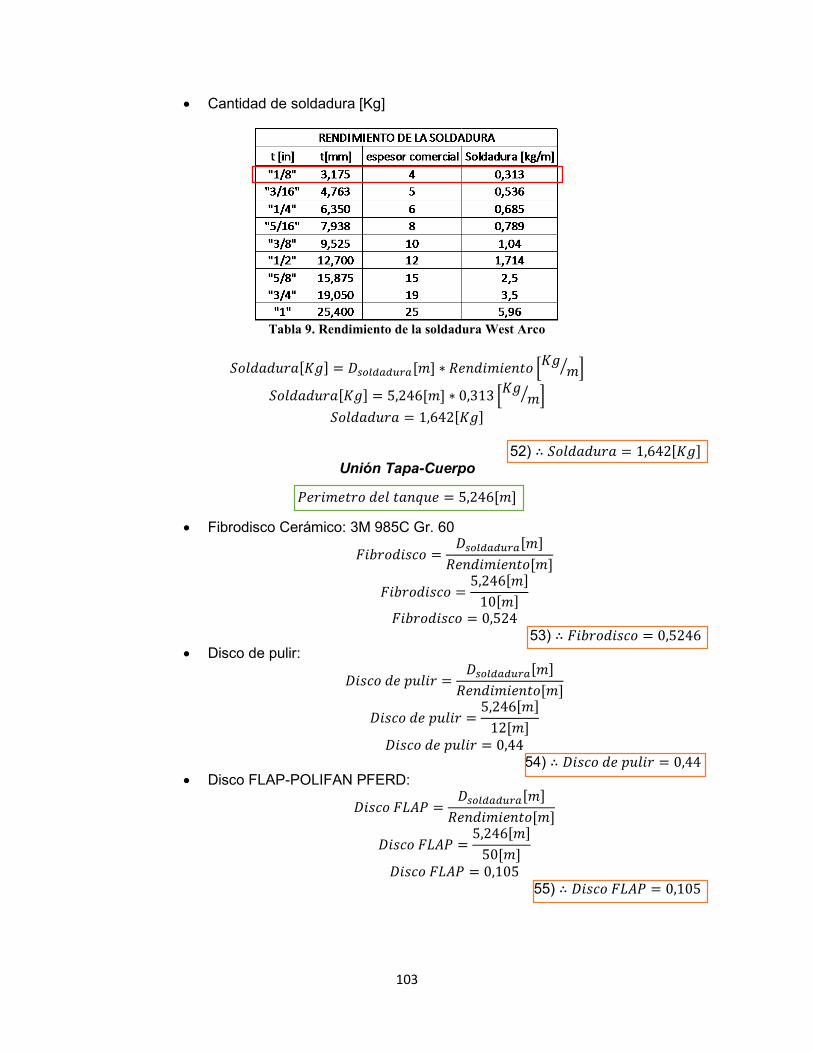
3.2.5 Rendimiento de la soldadura
En el proceso de soldadura es fundamental tener en cuenta diversos factores que incidirán
en la calidad y el tiempo en realizarla, por ende, la realización de todo el trabajo depende
de condiciones demográficas, montaje de la máquina, duración del proceso, cantidad de
operadores a cargo y la experticia del operador. Las condiciones de este proceso son
inherentes a cada fabricante y es por eso que tomando como base la Tabla 9. Rendimiento
de soldadura West Arco se unifican esas variables
Tabla 9 Rendimiento de soldadura West arco
t [in] t[mm] espesor comercial Soldadura [kg/m]
"1/8" 3,175 4 0,313
"3/16" 4,763 5 0,536
"1/4" 6,350 6 0,373
"5/16" 7,938 8 0,685
"3/8" 9,525 10 1,04
"1/2" 12,700 12 1,714
"5/8" 15,875 15 2,5
"3/4" 19,050 19 3,5
"1" 25,400 25 5,96
RENDIMIENTO DE LA SOLDADURA
28
4. MODELAMIENTO DE LA HERRAMIENTA
Esta herramienta informática está diseñada bajo un lenguaje de modelamiento ágil y de
calidad, el objetivo principal de este método es minimizar la documentación de desarrollo
empleándola fundamentalmente como vehículo de comprensión de problemas dentro de la
comunicación con el usuario.
Se consideró utilizar una Metodología semi-ágil (o ligera) ya que constituye un nuevo
enfoque en el desarrollo de software y es una de las más aceptadas por los desarrolladores
debido a la simplicidad de sus reglas y prácticas, su orientación a equipos de desarrollo de
pequeño tamaño, su flexibilidad ante los cambios y su ideología de colaboración específicamente, “ICONIX”.
6En este contexto el proceso ICONIX (Rosenberg & Scott, 1999) en la Fig 2. Se define
como “un proceso de desarrollo de software práctico”. ICONIX está entre la complejidad del
RUP (Rational Unified Processes) y la simplicidad y pragmatismo del XP (Extreme
Programming), sin eliminar las tareas de análisis y de diseño que XP no contempla. ICONIX
es un proceso simplificado en comparación con otros procesos más tradicionales, que
unifican un conjunto de métodos de orientación a objetos con el objetivo de abarcar todo el
ciclo de vida de un proyecto. Fue elaborado por Doug Rosenberg y Kendall Scott a partir
de una síntesis del proceso unificado de los “tres amigos” Booch, Rumbaugh y Jacobson y
que ha dado soporte y conocimiento a la metodología ICONIX desde 1993. Presenta
claramente las actividades de cada fase y exhibe una secuencia de pasos que deben ser
seguidos. Además ICONIX está adaptado a los patrones y ofrece el soporte de UML,
dirigido por casos de uso y es un proceso iterativo e incremental. Rosenberg y Scott
destacan las siguientes etapas: un análisis de requerimientos, un análisis y diseño
preliminar, un diseño y una implementación como las principales tareas. (De San Martín,
2005).
6
EcuRed. (s.f.). Recuperado el 14 de Febrero de 2014, de
En esta fase se deben analizar todos los requisitos que formaran parte del sistema y
con estos construir los diagramas, que representan las agrupaciones funcionales que
estructuraran el sistema en desarrollo.
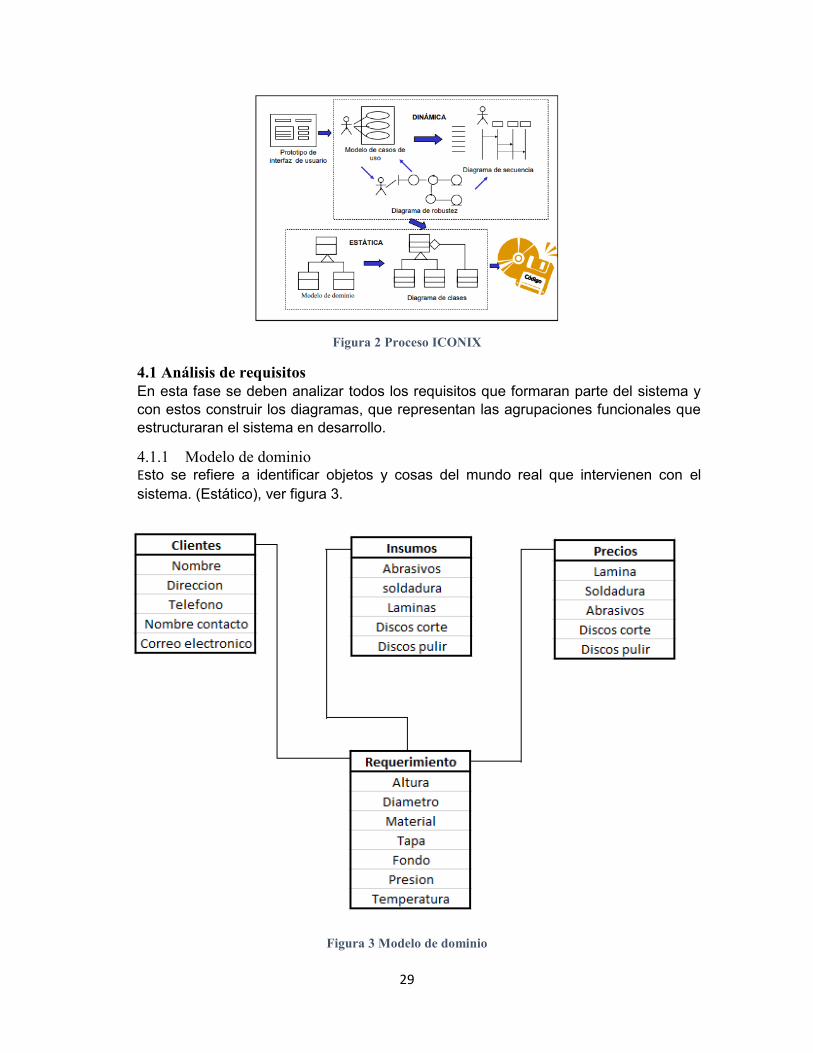
4.1.1 Modelo de dominio Esto se refiere a identificar objetos y cosas del mundo real que intervienen con el
sistema. (Estático), ver figura 3.
Figura 3 Modelo de dominio
30
4.1.2 Modelo de casos de uso Describe las acciones o el comportamiento que un usuario realiza dentro del sistema.
Comprende de actores, casos de uso y el sistema, ver Figura 4.
Figura 4 Modelo de casos de uso
4.1.3 Prototipo rápido Implica la creación de un modelo o modelos operativos del trabajo de un sistema, en
el que analistas y clientes deben estar de acuerdo. (Dinámico/ los usuarios se hacen
participantes activos en el desarrollo Figura 5).
Figura 5 Prototipo rápido
31
4.2 Análisis y diseño preliminar
En esta fase a partir de cada caso de uso se obtendrán una ficha de caso de uso, está
formada por un nombre, una descripción, una precondición que debe cumplir antes de
iniciarse, una pos-condición que debe cumplir al terminar si termina correctamente.
4.2.1 Diagrama de robustez Es un híbrido entre un Diagrama de Clases y un Diagrama de Actividades, ver figura 6.
Es una herramienta que nos permite capturar el Que hacer y a partir de eso él Como
hacerlo. Facilita el reconocimiento de objetos y hace más sencilla la lectura del sistema.
Figura 6 Diagrama de robustez
4.2.2 Descripción de casos de uso
Tabla 10 Descripción de casos de uso
USUARIO PERFIL ROL
* Revisar datos del requerimiento
* Ingresar datos de acuerdo a las unidades que maneja la herramienta
* Ingresar los rendimientos de los insumos
* Ingresar los precios actualizados de los insumos
* Brindar soporte al diseñador acerca del uso y ventajas de usar la herramienta
* Actualizar periodicamente la herramienta basados en la necesidad del diseñador
* Mantener actualizada la herramienta según los cambios en la norma ASME
DISEÑADOR Ingeniero Mecanico
ADMINISTRADOR Ingeniero de sistemas
32
4.3 Diseño
En esta fase se registran todos los elementos que forman parte de nuestro sistema.
4.3.1 Diagrama de secuencia Muestra los métodos que llevaran las clases de nuestro sistema. Muestra todos los cursos
alternos que pueden tomar todos nuestros casos de uso. Se debe terminar el modelo
estático, añadiendo los detalles del diseño en el diagrama de clases y verificar si el diseño
satisface todos los requisitos identificados, ver figura 7.
Figura 7 Diagrama de secuencia
Ingresar
Usuario
Contraseña
Ingresar
Rendimientos
Ingresar
Precios
Ingresar
Cliente
Ingresar
Requerimiento
Almacena
Almacena
33
4.4 Implementación
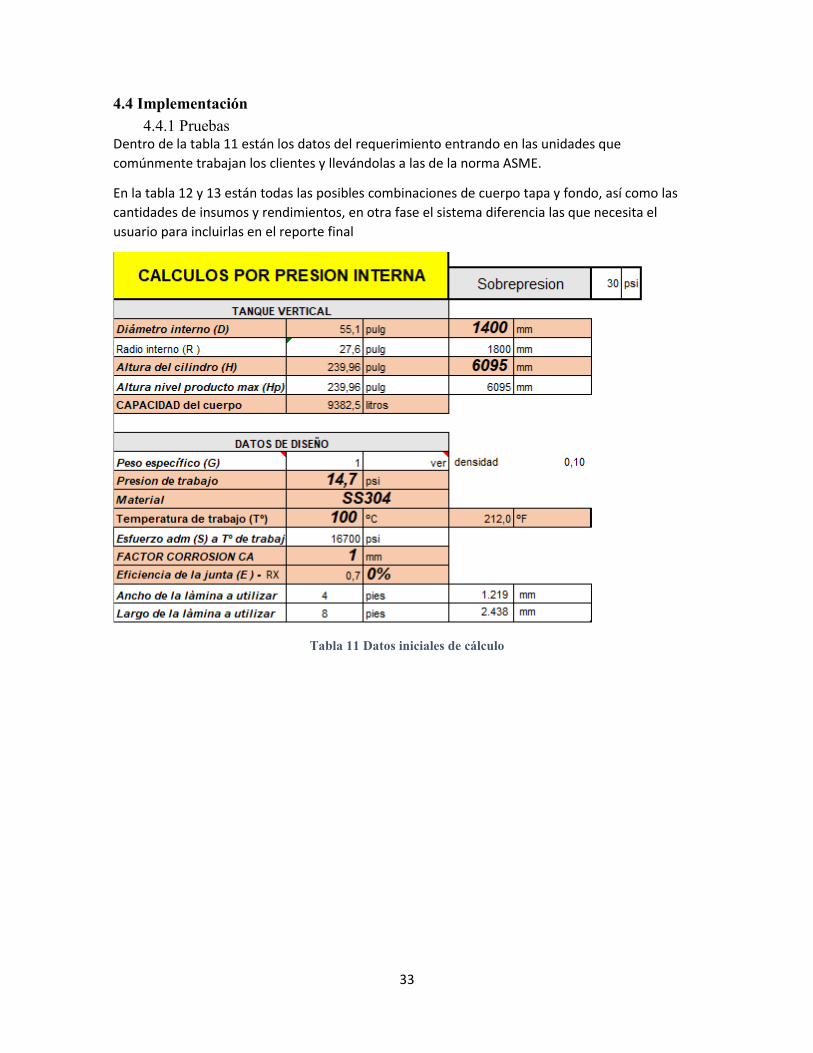
4.4.1 Pruebas Dentro de la tabla 11 están los datos del requerimiento entrando en las unidades que
comúnmente trabajan los clientes y llevándolas a las de la norma ASME.
En la tabla 12 y 13 están todas las posibles combinaciones de cuerpo tapa y fondo, así como las
cantidades de insumos y rendimientos, en otra fase el sistema diferencia las que necesita el
usuario para incluirlas en el reporte final
Tabla 11 Datos iniciales de cálculo
34
Tabla 12 Resultados de diseño
35
Tabla 13 Cantidades de insumos y costos
36
5. MANUAL DE USUARIO (ANEXO)
El Manual de usuario incluye los aspectos fundamentales del uso de la herramienta
informática, en el encontrara las instrucciones necesarias para que el usuario pueda tener
acceso a todas las opciones que ofrece, además brindara asistencia en el momento que el
usuario se esté acoplando a su uso
En inicio el usuario tendrá dos opciones de usuario:
La primera en la cual tendrá todos los beneficios como administrador y estará en la
posibilidad de hacer cambios de fondo sobre la herramienta tales como cambiar cálculos y
espacios dentro del entorno gráfico.
La segunda en la cual solo tendrá acceso las opciones básicas de la herramienta pero
que serán de gran utilidad en la tarea de cálculo, es la sugerida para el cliente final
Nombre de Usuario: Diseño
Contraseña: d1s3ñ0
37
6. DOCUMENTOS DE CONSULTA Y MATERIAL DE APOYO
Este capítulo muestra los documentos de apoyo que presenta la herramienta informática
hacia el Usuario mediante vínculos en su pantalla principal
Anexo 2: Acerca de la Herramienta informática, en donde encontrara datos
generales de la herramienta
Anexo 3: Validaciones de la herramienta, donde encontrara verificaciones de los
cálculos y resultados de la herramienta informática de forma manual
Anexo 4: Norma ASME sección VIII, división 1
Anexo 5: Tablas de referencia de los cálculos, donde encontrara las tablas de
rendimientos y demás datos técnicos
Anexo 6: Manual de usuario, donde encontrara la ruta paso a paso del uso correcto
de la herramienta
38
7. VALIDACION DE LA HERRAMIENTA EN PROYECTOS YA
COTIZADOS
6.1 EJEMPLO 1
6.1.1 DATOS INICIALES
1) Diámetro 1829 mm 2) Altura 3048 mm 3) Volumen 0 4) Material SS304
5) Densidad del producto 1000 [𝐾𝑔
𝑚3⁄ ]
6) Eficiencia de la soldadura 0 7) Tapa Elíptico 2:1 8) Fondo Semiesférico 9) Presión de Trabajo 100 Psi 10) Temperatura 80⁰C 11) Factor de corrosión 0
CUERPO DEL TANQUE
Se halla el volumen del tanque, con 1) y 2) se obtiene 3)
𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 14,921[𝑚] 30) ∴ 𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 14,921[𝑚] Se halla la cantidad de soldadura para el ensamble del cuerpo del tanque (se usa la tabla de rendimiento de soldadura)
Tabla 9. Rendimiento de la soldadura West Arco
𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎[𝐾𝑔] = 𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎[𝑚] ∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 [𝐾𝑔
𝑚⁄ ]
𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎[𝐾𝑔] = 14,921[𝑚] ∗ 1,04 [𝐾𝑔
𝑚⁄ ]
𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 15,52[𝐾𝑔]
31) ∴ 𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 15,52[𝐾𝑔]
t [in] t[mm] espesor comercial Soldadura [kg/m]
"1/8" 3,175 4 0,313
"3/16" 4,763 5 0,536
"1/4" 6,350 6 0,373
"5/16" 7,938 8 0,685
"3/8" 9,525 10 1,04
"1/2" 12,700 12 1,714
"5/8" 15,875 15 2,5
"3/4" 19,050 19 3,5
"1" 25,400 25 5,96
RENDIMIENTO DE LA SOLDADURA
44
Se hallan los demás insumos derivados del proceso de acabado (Según la tabla de rendimiento de los insumos) así:
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,05 42.000$
ARGON 0,22 5.176$
SOLDADURA [kg] 308 2,77 179.951$
DISCO PULIR 1/4" 0,22 1.730$ DISCO BISELAR 4 mm 0,89 6.300$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,27 5.058$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,05 2.236$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,30 12.516$
ARGON 1,24 28.972$
SOLDADURA [kg] 308 10,21 663.423$
DISCO PULIR 1/4" 1,24 9.685$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 1,49 28.310$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,30 12.516$
Se halla el espesor de la lámina 39) para fabricar el fondo:
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜𝐷
2cos𝛼(𝑆𝐸 − 0,6𝑃𝑑𝑖𝑠𝑒ñ𝑜)
Donde:
𝛼 =𝐴𝑛𝑔𝑢𝑙𝑜 𝑒𝑛 𝑒𝑙 𝑣𝑒𝑟𝑡𝑖𝑐𝑒
2≤ 30⁰
D: diámetro interior mayor E: eficiencia de la soldadura P: presión de diseño S: esfuerzo máximo admisible T: espesor mínimo El diámetro del tanque en pulgadas será:
Se halla el espesor de la lámina 39) para fabricar el fondo:
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜𝐷
2cos𝛼(𝑆𝐸 − 0,6𝑃𝑑𝑖𝑠𝑒ñ𝑜)
Donde:
𝛼 =𝐴𝑛𝑔𝑢𝑙𝑜 𝑒𝑛 𝑒𝑙 𝑣𝑒𝑟𝑡𝑖𝑐𝑒
2≤ 30⁰
D: diámetro interior mayor E: eficiencia de la soldadura P: presión de diseño S: esfuerzo máximo admisible T: espesor mínimo El diámetro del tanque en pulgadas será:
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,04 42.000$
ARGON 0,17 4.068$
SOLDADURA [kg] 308 0,65 42.562$
DISCO PULIR 1/4" 0,17 1.360$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,21 3.975$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,04 1.757$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,04 1.757$
ARGON 0,17 4.068$
SOLDADURA [kg] 308 0,65 42.562$
DISCO PULIR 1/4" 0,17 1.360$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,21 3.975$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,04 1.757$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,05 2.048$
ARGON 0,20 4.741$
798.203$
COSTO INSUMOS TAPA
T
A
P
A UNION TAPA - CUERPO
UNION FONDO - CUERPO
A
N
I
L
L
O
1
COSTO INSUMOS TAPA
F
O
N
D
O
COSTO INSUMOS ANILLO 1
DATOS ESPECIFICOS DEL TANQUE
mm pulg Ph psi P diseño t plg t calc t min t selec
TAPA 1434 90,7 3,3 48,0 0,1 2,2 2,2 2,5
FONDO 1434 90,6797 3,3 48,0 0,1 2,2 2,2 2,5
ANILLO 1 1219 48 1,73 46,43 0,07 1,82 1,82 2
ANILLO 2 0 0 0,00 0,00 0,00 0,00 0,00 0
ANILLO 3 0 0 0,00 0,00 0,00 0,00 0,00 0
ANILLO 4 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
ANILLO 5 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
COMPONENTEPRESION ESPESOR LAMINA 4*8 FTALTURA
DATOS GENERALES DE DISEÑO
75
6.3 EJEMPLO 3
6.3.1 DATOS INICIALES
23) Diámetro 1300 mm 24) Altura 600 mm 25) Volumen 0 26) Material SS316
27) Densidad del producto 1000 [𝐾𝑔
𝑚3⁄ ]
28) Eficiencia de la soldadura Spots 29) Tapa Abombado 30) Fondo Semiesférico 31) Presión de Trabajo 130 Psi 32) Temperatura 100⁰C 33) Factor de corrosión 1
CUERPO DEL TANQUE
Se halla el volumen del tanque, con 1) y 2) se obtiene 3)
r: Radio del tanque S: Esfuerzo admisible del material 6) E: Eficiencia de la junta El radio del tanque en pulgadas es:
𝑟 = 0,650[𝑚] ∗39,37[𝑖𝑛]
1[𝑚]
𝑟 = 25,6[𝑖𝑛] El esfuerzo admisible 14) se toma de la tabla de materiales Asme 1ª, para hallarlo se hace la interpolación así:
℉ = (℃ ∗ 1.8) + 32 ℉ = (100℃ ∗ 1.8) + 32
℉ = 212 10)∴ 𝑇 = 212℉
Temperatura [°F] Esfuerzo admisible[Ksi]
200 17,3
212 X
300 15,6
Tabla 18 Interpolación esfuerzo admisible, ejemplo 3
𝑦 = 𝑦0 +𝑦1 − 𝑦0
𝑥1 − 𝑥0
(𝑥 − 𝑥0)
𝑦 = 200 +15,6 − 17,3
300 − 200(212 − 200)
𝑦 = 17096[𝑃𝑠𝑖] 14)∴ 𝑆 = 17096[𝑃𝑠𝑖] Con el esfuerzo admisible 14) y la temperatura de trabajo 10) hallamos el espesor del tanque 15) en su primer anillo
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜 ∗ 𝑟
𝑆 ∗ 𝐸 − 0,6𝑃𝑑𝑖𝑠𝑒ñ𝑜
𝑡 =160,86[𝑃𝑠𝑖] ∗ 25,6[𝑖𝑛]
17096[𝑃𝑠𝑖] ∗ 0,85 − (0,6 ∗ 160,86[𝑃𝑠𝑖])
𝑡 = 0,28[𝑖𝑛] = 7,24[𝑚𝑚] Se suma el factor de corrosión 11)
𝑡𝑎𝑛𝑖𝑙𝑙𝑜1 = 7,58[𝑚𝑚] 15) ∴ 𝑡𝑎𝑛𝑖𝑙𝑙𝑜1 = 8,24[𝑚𝑚] Este es el espesor mínimo a usar, comercialmente no se encuentra lámina de ese espesor,
por lo cual se selecciona el espesor comercial siguiente y superior al que se halló. El
espesor de la lámina en el primer anillo será de 9 mm, como vamos a revisar con láminas
del formato 4 * 8 pies entonces la siguiente altura será la altura de dicha lamina.
16) Perímetro del Tanque b
𝑏 = (∅𝑖𝑛𝑡 + 𝑡)𝜋 𝑏 = (1300[𝑚𝑚] + 9[𝑚𝑚])𝜋
𝑏 = 4112[𝑚𝑚] 16) ∴ 𝑏 = 4,112[𝑚]
Figura 20 Distribución de lámina en el cuerpo, ejemplo 3
En la gráfica observamos:
2 cordones longitudinales con el mismo rendimiento por ser lámina de 8 mm unida con
lámina de 8 mm también
El Área total del desarrollo del tanque 25) será:
𝐴𝑐𝑢𝑒𝑟𝑝𝑜 = 𝑏 ∗ ℎ
𝐴𝑐𝑢𝑒𝑟𝑝𝑜 = 4,112[𝑚] ∗ 0,6[𝑚]
𝐴𝑐𝑢𝑒𝑟𝑝𝑜 = 2,4672[𝑚2]
17) ∴ 𝐴𝑐𝑢𝑒𝑟𝑝𝑜 = 2,4672[𝑚2]
El número de láminas 26) a usar serán:
𝐿𝑎𝑚𝑖𝑛𝑎𝑠 =𝐴𝑡𝑎𝑛𝑞𝑢𝑒
𝐴𝑙𝑎𝑚𝑖𝑛𝑎∗ 𝐹𝑑𝑖𝑠𝑒ñ𝑜
𝐿𝑎𝑚𝑖𝑛𝑎𝑠 =2,4672[𝑚2]
2,438[𝑚] ∗ 1,219[𝑚]
𝐿𝑎𝑚𝑖𝑛𝑎𝑠 = 0,8301 18) ∴ 𝐿𝑎𝑚𝑖𝑛𝑎𝑠 = 0,83
De acuerdo al grafico hacemos el cálculo de cordones de soldadura, distancia y cantidad
de soldadura necesaria.
Distancia a soldar en anillo 1
78
(Sin contemplar el cordón de unión al fondo) C: número de cordones de soldadura L: longitud del cordón de soldadura P: perímetro
𝐶 ∗ 𝐿 = 𝐷𝑡𝑜𝑡𝑎𝑙1
2 ∗ 600[𝑚𝑚] = 𝐷𝑡𝑜𝑡𝑎𝑙1 1200[𝑚𝑚] = 𝐷𝑡𝑜𝑡𝑎𝑙1
19) ∴ 𝐷𝑡𝑜𝑡𝑎𝑙1 = 1200[𝑚𝑚]
La longitud total del cordón de soldadura en el cuerpo será:
𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 𝐷𝑡𝑜𝑡𝑎𝑙1 𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 1200[𝑚𝑚]]
𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 1,2[𝑚] 20) ∴ 𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 1,2[𝑚] Se halla la cantidad de soldadura para el ensamble del cuerpo del tanque (se usa la tabla de rendimiento de soldadura)
Tabla 9. Rendimiento de la soldadura West Arco
𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎[𝐾𝑔] = 𝐷𝑠𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎[𝑚] ∗ 𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 [𝐾𝑔
𝑚⁄ ]
𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎[𝐾𝑔] = 1,2[𝑚] ∗ 1,04 [𝐾𝑔
𝑚⁄ ]
𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 1,248[𝐾𝑔]
21) ∴ 𝑆𝑜𝑙𝑑𝑎𝑑𝑢𝑟𝑎 = 1,248[𝐾𝑔] Se hallan los demás insumos derivados del proceso de acabado (Según la tabla de rendimiento de los insumos) así:
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,02 42.000$
ARGON 0,09 1.989$
SOLDADURA [kg] 308 1,75 113.972$
DISCO PULIR 1/4" 0,09 665$ DISCO BISELAR 4 mm 0,34 2.421$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,10 1.944$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,02 859$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,22 9.156$
ARGON 0,91 21.194$
SOLDADURA [kg] 308 7,47 485.323$
DISCO PULIR 1/4" 0,91 7.085$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 1,09 20.710$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,22 9.156$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,02 1.008$
ARGON 0,10 2.333$
3.399.894$
COSTO INSUMOS TAPA
T
A
P
A UNION TAPA - CUERPO
UNION FONDO - CUERPO
A
N
I
L
L
O
1
COSTO INSUMOS TAPA
F
O
N
D
O
COSTO INSUMOS ANILLO 1
DATOS ESPECIFICOS DEL TANQUE
mm pulg Ph psi P diseño t plg t calc t min t selec
TAPA 823 32,4 1,2 161,2 0,4 10,8 11,8 12,0
FONDO 823 32,3996 1,2 161,2 0,1 3,7 4,7 6,0
ANILLO 1 600 24 0,85 160,85 0,29 7,42 8,42 9
ANILLO 2 0 0 0,00 0,00 0,00 0,00 0,00 0
ANILLO 3 0 0 0,00 0,00 0,00 0,00 0,00 0
ANILLO 4 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
ANILLO 5 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
COMPONENTEPRESION ESPESOR LAMINA 4*8 FTALTURA
DATOS GENERALES DE DISEÑO
91
6.4 EJEMPLO 4
6.4.1 DATOS INICIALES
34) Diámetro 1670 mm 35) Altura 2258 mm 36) Volumen 0 37) Material SS316
38) Densidad del producto 1000 [𝐾𝑔
𝑚3⁄ ]
39) Eficiencia de la soldadura 0 40) Tapa Elíptico 2:1 41) Fondo Abombado 80:10 42) Presión de Trabajo 14,7 Psi 43) Temperatura 80⁰C 44) Factor de corrosión 0
CUERPO DEL TANQUE
Se halla el volumen del tanque, con 1) y 2) se obtiene 3)
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,06 42.000$
ARGON 0,25 5.886$
SOLDADURA [kg] 308 0,95 61.584$
DISCO PULIR 1/4" 0,25 1.968$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,30 5.751$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,06 2.543$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,06 2.543$
ARGON 0,25 5.886$
SOLDADURA [kg] 308 2,07 134.777$
DISCO PULIR 1/4" 0,25 1.968$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,30 5.751$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,06 2.543$
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,06 2.618$
ARGON 0,26 6.060$
1.741.300$
COSTO INSUMOS TAPA
T
A
P
A UNION TAPA - CUERPO
UNION FONDO - CUERPO
A
N
I
L
L
O
1
COSTO INSUMOS TAPA
F
O
N
D
O
COSTOS INSUMOS ANILLO 2
A
N
I
L
L
O
2
COSTO INSUMOS ANILLO 1
DATOS ESPECIFICOS DEL TANQUE
107
Figura 31 Datos generales de diseño, ejemplo 4
6.5 EJEMPLO 5
6.5.1 DATOS INICIALES
45) Diámetro 1400 mm 46) Altura 6095 mm 47) Volumen 0 48) Material SS304
49) Densidad del producto 1000 [𝐾𝑔
𝑚3⁄ ]
50) Eficiencia de la soldadura 0% 51) Tapa Abombado 80:10 52) Fondo Cónico 53) Presión de Trabajo 14,7 Psi (atmosférica) 54) Temperatura 100⁰C 55) Factor de corrosión 1
CUERPO DEL TANQUE
Se halla el volumen del tanque, con 1) y 2) se obtiene 3)
r: Radio del tanque S: Esfuerzo admisible del material 6) E: Eficiencia de la junta El radio del tanque en pulgadas es:
𝑟 = 0,7[𝑚] ∗39,37[𝑖𝑛]
1[𝑚]
𝑟 = 27,56[𝑖𝑛] El esfuerzo admisible 14) se toma de la tabla de materiales Asme 1ª, para hallarlo se hace la interpolación así:
℉ = (℃ ∗ 1.8) + 32
℉ = (100℃ ∗ 1.8) + 32 ℉ = 212
15)∴ 𝑇 = 212℉
Temperatura [°F] Esfuerzo admisible[Ksi]
200 16,7
212 X
300 15
Tabla 22 Interpolación esfuerzo admisible, ejemplo 5
𝑦 = 𝑦0 +𝑦1 − 𝑦0
𝑥1 − 𝑥0
(𝑥 − 𝑥0)
𝑦 = 200 +15 − 16,7
300 − 200(212 − 200)
𝑦 = 16496[𝑃𝑠𝑖]
16)∴ 𝑆 = 16496[𝑃𝑠𝑖]
109
Con el esfuerzo admisible 14) y la temperatura de trabajo 10) hallamos el espesor del tanque 15) en su primer anillo
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜 ∗ 𝑟
𝑆 ∗ 𝐸 − 0,6𝑃𝑑𝑖𝑠𝑒ñ𝑜
𝑡 =53,36[𝑃𝑠𝑖] ∗ 27,56[𝑖𝑛]
16496[𝑃𝑠𝑖] ∗ 0,7 − (0,6 ∗ 53,36[𝑃𝑠𝑖])
𝑡 = 0,127[𝑖𝑛] = 3,24[𝑚𝑚] Se suma el factor de corrosión 11) 17) ∴ 𝑡𝑎𝑛𝑖𝑙𝑙𝑜1 = 4,24[𝑚𝑚] Este es el espesor mínimo a usar, comercialmente no se encuentra lámina de ese espesor,
por lo cual se selecciona el espesor comercial siguiente y superior al que se halló. El
espesor de la lámina en el primer anillo será de 4,5 mm, como vamos a revisar con láminas
del formato 4 * 8 pies entonces la siguiente altura será la altura de dicha lamina.
Anillo 2
Hallamos presión de diseño 18) para el segundo anillo, para ello se determina la altura
base 16) y la presión hidrostática 17) para este caso
𝑡3 = 0,119[𝑖𝑛] = 3[𝑚𝑚] Se suma el factor de corrosión 11) 25) ∴ 𝑡𝑎𝑛𝑖𝑙𝑙𝑜3 = 4[𝑚𝑚] Este es el espesor mínimo a usar, comercialmente no se encuentra lámina de ese espesor,
por lo cual se selecciona el espesor comercial siguiente y superior al que se halló. El
espesor de la lámina en el segundo anillo será de 4 mm, como vamos a revisar con láminas
del formato 4 * 8 pies entonces la siguiente altura será la altura de dicha lamina.
Se halla el espesor de la lámina 39) para fabricar el fondo:
𝑡 =𝑃𝑑𝑖𝑠𝑒ñ𝑜𝐷
2cos𝛼(𝑆𝐸 − 0,6𝑃𝑑𝑖𝑠𝑒ñ𝑜)
Donde:
𝛼 =𝐴𝑛𝑔𝑢𝑙𝑜 𝑒𝑛 𝑒𝑙 𝑣𝑒𝑟𝑡𝑖𝑐𝑒
2≤ 30⁰
D: diámetro interior mayor E: eficiencia de la soldadura P: presión de diseño S: esfuerzo máximo admisible T: espesor mínimo El diámetro del tanque en pulgadas será:
DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,04 1.489$
ARGON 0,15 3.448$
SOLDADURA [kg] 308 1,21 78.943$
DISCO PULIR 1/4" 0,15 1.152$ DISCO BISELAR 4 mm NA -$ FIBRODISCO CERAMICO 3M 985C Gr. 60 0,18 3.369$ DISCO FLAP-POLIFAN PFERD CO-COOL Gr. 40 0,04 1.489$
1. La construcción de herramientas ofimáticas en la empresa permite optimizar los
procesos manuales, el porcentaje de error sobre los cálculos manuales después de
validarla en algunos proyectos ya realizados esta por el orden del 11%, que no es alto
comparado con el aumento en la demanda de los equipos gracias a la rapidez y
efectividad que gana el departamento comercial.
2. La implementación de la herramienta informática permite realizar caculos de manera
automática, disminuye los tiempos de procesamiento y mitigan los riesgos de calidad
del producto final.
3. La herramienta permite que los cálculos que se realicen sean mucho más confiables
y oportunos para así reducir el tiempo de respuesta y las no conformidades de parte del
departamento comercial
4. El 92% del costo total de un tanque de almacenamiento promedio está directamente
relacionado con la fabricación del cuerpo, la tapa y el fondo, es por esta razón que
pusimos especial empeño en automatizar los cálculos de diseño de estos y mantener
bajo el margen de error en su cálculo.
5. Hacer el cálculo manual de un tanque de almacenamiento desde la requisición del
departamento comercial llevaba alrededor de 3 horas ya que además del cálculo se
verificaba la disponibilidad de los materiales dentro de la planta y telefónicamente al
proveedor, la herramienta informática nos permite agilizar ese proceso llevándolo así a
un tiempo de 10 minutos contemplando la verificación de los insumos y sus precios al
proveedor
6. Ayudado por la herramienta informática el diseñador está en la capacidad de sugerir
dimensiones, tapas, fondos y materiales al cliente sin tardar más de los 10 minutos en
promedio, impactando positivamente la imagen de la empresa y la relación con el
cliente.
7. Se entendió ICONIX como una metodología que utiliza un modelo de trabajo basado
en procesos, lo cual permite una mayor velocidad en el desarrollo del proyecto, con la
seguridad y solidez que este permite al utilizarlo de manera adecuada.
8. ICONIX permite tener proyectos de calidad, en un tiempo corto y que permiten a los
usuarios o clientes a estar al pendiente y tener más conocimientos acerca del proyecto
que requieren, esto para que el proyecto se valla generando tal y como el cliente lo
necesita, esta metodología no se utiliza en proyectos que requieran mucho tiempo
129
9. BIBLIOGRAFIA
La Sociedad Americana de Ingenieros Mecánicos, “Introducción a los códigos y normas de ASME” (Nueva York: Sociedad Americana de Ingenieros Mecánicos, 2000). Fuente desconocida. Diseño mecánico de recipientes a presión bajo el código ASME sección VIII, división 1
(Sartenejas 2006) Luis Javier Guzmán Carreño
Diseño y cálculo de recipientes a presión (México 1994) Juan Manuel León Estrada
Norma ASME sección VIII, división 1. Sociedad Americana De Ingenieros Mecánicos A.S.M.E. Pressure Vessel Design Manual, Elsevier Inc; 4 Edición 2013,Dennis R. Moss