72
3
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterificación usando blendas: aceite de ricino y aceites residuales”
EDITORIAL
Este año celebramos nuestros 25 años de actividad académica, formativa y de investigación, capacitando y asesorando en tecnología. Tecsup se creó con la convicción de que el desarro-llo tecnológico es la base fundamental para la prosperidad del país, y por ello busca enaltecer a los profesionales destacados brindándoles oportunidades dentro de nuestra casa y pro-mueve en ella las planes de progreso de los jóvenes peruanos.
Estos 25 años han transcurrido en continuo crecimiento, siempre bajo los principios de la ac-ción de excelencia en el servicio y la articulación con las empresas. Y así, siendo muchas las experiencias vividas con el orbe empresarial tanto en capacitación como en asesoría para el desarrollo de proyectos, desde hace tres años se mantiene el impulso por publicar en Tecsup nuestra revista I+i.
Los proyectos han incluido temas tan diversos como procesamiento de minerales, automati-zación, materiales, gestión del mantenimiento, manejo de energía y organización de recursos humanos. Todos ellos desarrollados desde la perspectiva y las competencias de profesionales de muy alto nivel en una organización de ingeniería aplicada.
Compartimos en este número de I+i algunas de las investigaciones y asesorías desarrolladas por nuestra comunidad académica en alianza con las empresas para atender las necesidades reales del sector productivo. Continuaremos, a través de este medio, impulsando la tecnolo-gía y la investigación aplicada para beneficio de nuestro país.
Finalmente, en este número queremos rendir un sentido homenaje a quien en vida fue un gran impulsor, miembro del Comité Editorial y autor de investigaciones de la revista I+i, el Ing. Adolfo Marchese, quien nos deja grandes enseñanzas. hasta siempre Adolfo.
Comité Editorial
4
Invest Apl Innov 3(1), 2009
Adolfo Marchese (†)
Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas
Applied research of resins ion exchange in order to recover gold from cyanide solutions
Resumen
La investigación aplicada tuvo como objetivo evaluar una
nueva opción tecnológica para recuperar el oro disuelto a
partir de soluciones provenientes de cianuración de minera-
les. se investigó en el laboratorio, la factibilidad de utilizar re-
sinas de intercambio iónico en la recuperación del oro conte-
nido en las soluciones de lixiviación de minerales auríferos.
La metodología de trabajo incluyó la investigación básica
efectuada con resinas de base fuerte y soluciones sintéti-
cas de oro disuelto en medio cianuro. se estableció que las
resinas adsorben el complejo aurocianuro con eficiencias
próximas al 99%. A continuación, se evaluó la recuperación
del oro disuelto en la cianuración de un concentrado aurífe-
ro, mediante su absorción en resinas empleando el sistema
de resina en pulpa (rIP), y, paralelamente, la adsorción en una
cama de resinas contenidas en columna, previa separación
sólido-líquido; se efectuó también la comparación con el sis-
tema carbón en pulpa (CIP).
Los hallazgos de investigación demostraron que las ventajas
potenciales del proceso rIP respecto del CIP, son la relativa
insensibilidad de las resinas a contaminantes orgánicos y la
mejor absorción del oro en comparación con el carbón acti-
vado, sugiriéndose el proceso rIP para plantas pequeñas.
Las conclusiones del trabajo experimental demuestran que
para el caso de pulpas cianuradas de concentrados de flota-
ción, es factible aplicar el proceso rIP, lográndose niveles de
absorción superiores al 98%.
Abstract
Applied research had the objective to evaluate a new tech-
nology in order to recover dissolved gold from cyanide solu-
tions. In the laboratory, the research was oriented to evaluate
the possibility of using resins ion exchange in order to recover
gold from cyanide solutions.
The work method included the basic research with strong re-
sins and synthetic solutions contained gold into cyanide, and it
showed that resins absorb the complex gold-cyanide and the
performance was close to 99%. Afterwards we evaluated the
of recovery of gold from cyanidation of an auriferous concen-
trate, through the resin in pulp process (rIP); at the same time
the absortion in a bed of resins, previous solid-liquid separation.
research includes a comparison with the carbon in pulp process
(CIP).
The findings of the investigation showed the potential advan-
tages of the rIP process over the CIP: the relative insensitivity
of resins to organic pollution and the better absortion of gold
in comparison with activated carbon, therefore suggesting rIP
process should be used for small plants.
The conclusions of the experimental work shows is possible
to apply the rIP process for cyanide pulp from concentrates, it
achieving an absorption level over than 98%.
Palabras claves
resinas, intercambio iónico, proceso resina en pulpa, proceso
carbón en pulpa, cianuración, absorción.
Key Words
resins, ion exchange, resin in pulp process, carbon in pulp pro-
cess, cyanidation, absorption.
INTRODUCCIÓN
En el plano industrial existen aplicaciones de diversos méto-
dos de recuperación de oro desde soluciones cianuradas, entre
ellos el proceso Merril Crowe y el proceso carbón en pulpa. sin
5
Invest Apl Innov 3(1), 2009
MArChEsE, Adolfo.” Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas”
embargo, estos procesos tienen desventajas conocidas, direc-
tamente relacionadas a la eficiencia de recuperación; en este
contexto, es necesario investigar nuevas opciones tecnológi-
cas usando productos alternativos.
La recuperación del oro en resinas de intercambio iónico es
una tecnología emergente en países con mayor adelanto tec-
nológico; debido a la gran afinidad de las resinas por los anio-
nes complejos de oro, el mayor problema es la recuperación
del oro de la resina, más que la recuperación en sí de los iones
aurocianuro.
se tiene referencia acerca del ensayo de aplicación del pro-
ceso resina en pulpa (rIP) en sudáfrica, en una planta piloto,
que sirvió para demostrar que los requerimientos mecánicos
son similares a los del proceso carbón en pulpa (CIP); sin em-
bargo, en el aspecto químico se señalan ventajas del proceso
rIP sobre CIP, como cinética más rápida, mayor capacidad de
carga de oro, y menor consumo de energía en la elusión y
regeneración.
El interés de realizar la investigación aplicada se basó en em-
plear el sistema de resinas como alternativa técnica que com-
pita con el uso de carbón, además se siguieron los siguientes
objetivos:
1. Menores costos y simplicidad de los procesos de regene-
ración de las resinas.
2. El proceso de resinas podría mantener su eficiencia cuan-
do entre en contacto con material orgánico que podría
estar presente en la pulpa.
FUNDAMENTOS
Las resinas de intercambio iónico, compuestas por moléculas
polimerizadas a las que se han agregado grupos iónicos ade-
cuados, según el trabajo a realizar. Así, las resinas designadas
para intercambiar cationes deberán tener radicales como:
-so3h ó -Cooh; y los intercambiadores aniónicos contendrán
grupos como -nh2 ó -nr
2, además del catión intercambiante.
En toda resina debe considerarse las siguientes característi-
cas [1]:
• Elproductodebesercompletamenteinsolubleenaguao
en el solvente.
• Tenerresistenciaaladegradaciónporacciónquímica.
• Tenerlaporosidadadecuadaquepermitaelpasodelos
iones comunes en su forma hidratada.
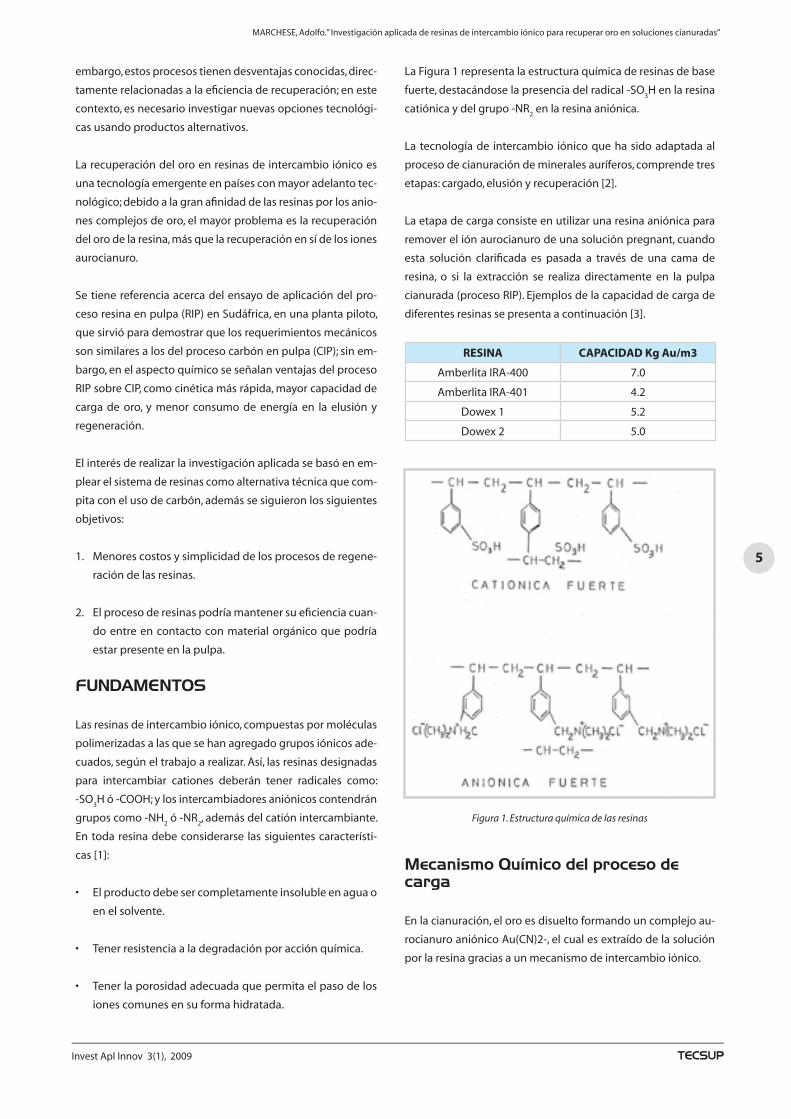
La Figura 1 representa la estructura química de resinas de base
fuerte, destacándose la presencia del radical -so3h en la resina
catiónica y del grupo -nr2 en la resina aniónica.
La tecnología de intercambio iónico que ha sido adaptada al
proceso de cianuración de minerales auríferos, comprende tres
etapas: cargado, elusión y recuperación [2].
La etapa de carga consiste en utilizar una resina aniónica para
remover el ión aurocianuro de una solución pregnant, cuando
esta solución clarificada es pasada a través de una cama de
resina, o si la extracción se realiza directamente en la pulpa
cianurada (proceso rIP). Ejemplos de la capacidad de carga de
diferentes resinas se presenta a continuación [3].
RESINA CAPACIDAD Kg Au/m3
Amberlita IrA-400 7.0
Amberlita IrA-401 4.2
Dowex 1 5.2
Dowex 2 5.0
Mecanismo Químico del proceso de carga
En la cianuración, el oro es disuelto formando un complejo au-
rocianuro aniónico Au(Cn)2-, el cual es extraído de la solución
por la resina gracias a un mecanismo de intercambio iónico.
Figura 1. Estructura química de las resinas
6
Invest Apl Innov 3(1), 2009
La presencia de otros grupos funcionales tiene efecto en la
eficiencia de absorción de la resina. Además, existe un efec-
to competitivo de algunos complejos de cobre [Cu(Cn)4]-3 y
complejos de fierro [Fe(Cn)6]-3, con el consiguiente despla-
zamiento del oro, afectando su capacidad de carga [4].
La composición de la solución también afecta la carga de la
resina; algunos cationes (Zn, ni, Co) y aniones (Co3, Cl-, so
4-2)
se cargan en la resina, compitiendo con la extracción del ión
complejo Au(Cn)2-
Una resina de base fuerte que contiene grupos funcionales
de aminas cuaternarias, extrae el complejo aurocianuro se-
gún la ecuación (5):
: - nr3 X + Au(Cn)
2 :- nr
3 Au(Cn)
2 + X
Donde el símbolo: - denota a la matriz de resina. Una resina de
base débil contiene grupos funcionales de amina terciaria, y
en su forma libre no es cargable, requiere ser protonada pre-
via a la extracción de los iones aurocianuro.
Proceso Resina en Pulpa
La técnica de resina en pulpa (rIP) se emplea, por lo general,
cuando se encuentran dificultades para la separación sólido-
líquido y, en particular, con contenidos muy finos de arcillas.
Dependiendo de la densidad de pulpa, se tiene 2 sistemas:
a. Para pulpas diluidas, se trata de hacer pasar por impulsión
a contracorriente la pulpa a través de una cama de resina.
b. Para pulpas algo más espesas se mezcla la pulpa con la
resina hasta lograr la saturación iónica de la resina, efec-
tuándose la separación por cribado.
El profesor Flemming [5] enumera los casos en que el empleo
de resinas puede ser atractivo para recuperar el oro en el tra-
tamiento de minerales:
• Paramaterialesoxidadosy/oarcillosos,einclusoencalci-
nas, por su naturaleza inherente en contenidos finos.
• Eneltratamientodepulpasquecontienenmateriasor-
gánicas disueltas.
• El tratamiento de pulpas que provengan de plantas de
flotación y que contienen diversos reactivos en disolu-
ción (xantatos, espumantes, etc.).
PROCEDIMIENTO
Investigación Básica
Existen diversas formas de evaluar resinas de intercambio ióni-
co en el laboratorio, aunque la más generalizada es el empleo
de columnas. En nuestro trabajo se simuló esta columna prepa-
rando una bureta adecuada.
Las resinas utilizadas fueron previamente lavadas en una solu-
cióndesalmuera(10g/L)durante30minutos,yacontinuación
se carga en la columna para ser lavado con agua desionizada.
La cama de resina se prepara manteniendo el nivel de líquido
por encima del nivel de resinas, evitando que se puedan secar
dentro de la columna.
Las resinas utilizadas en el trabajo experimental son aniónicas
de base fuerte y se las denomina comercialmente Amberlita
IrA-420. La del tipo gel se empleó para la evaluación en colum-
nas, mientras que la de tipo reticular se utilizó para las pruebas
de resinas en pulpa. Ambas resinas tienen base poliestirénica y
su matriz catiónica, diferenciándose en el tipo de porosidad.
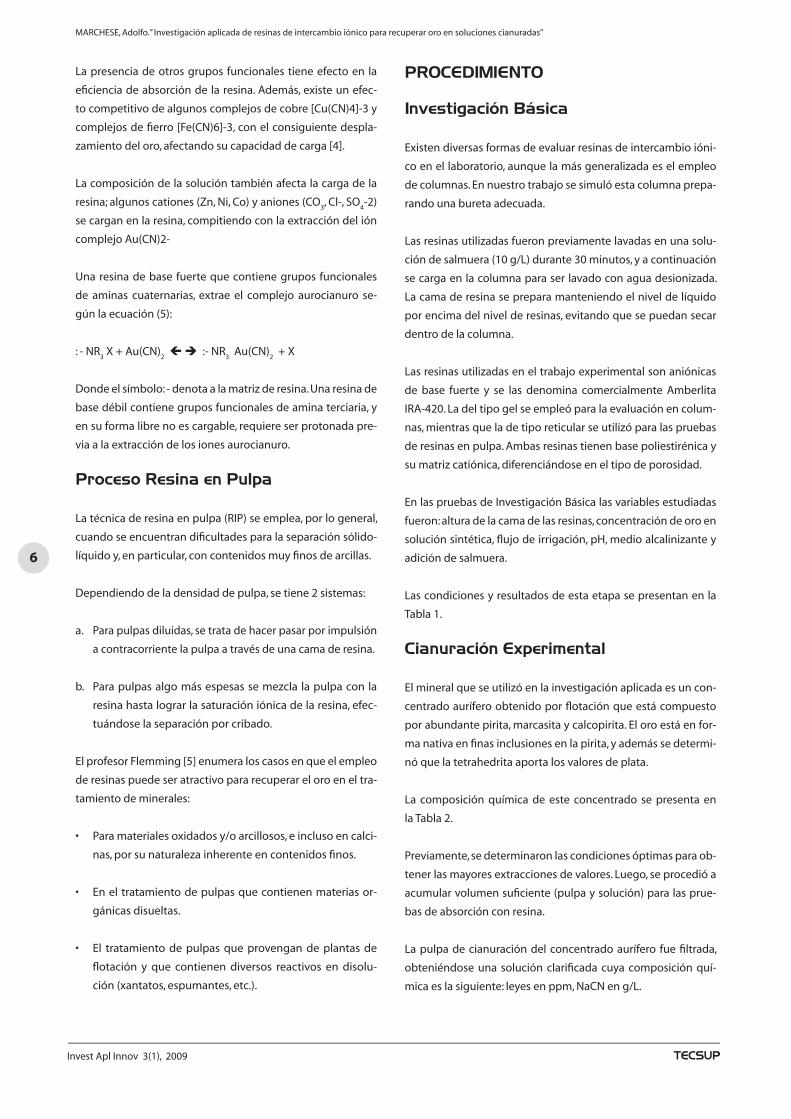
En las pruebas de Investigación Básica las variables estudiadas
fueron: altura de la cama de las resinas, concentración de oro en
solución sintética, flujo de irrigación, ph, medio alcalinizante y
adición de salmuera.
Las condiciones y resultados de esta etapa se presentan en la
Tabla 1.
Cianuración Experimental
El mineral que se utilizó en la investigación aplicada es un con-
centrado aurífero obtenido por flotación que está compuesto
por abundante pirita, marcasita y calcopirita. El oro está en for-
ma nativa en finas inclusiones en la pirita, y además se determi-
nó que la tetrahedrita aporta los valores de plata.
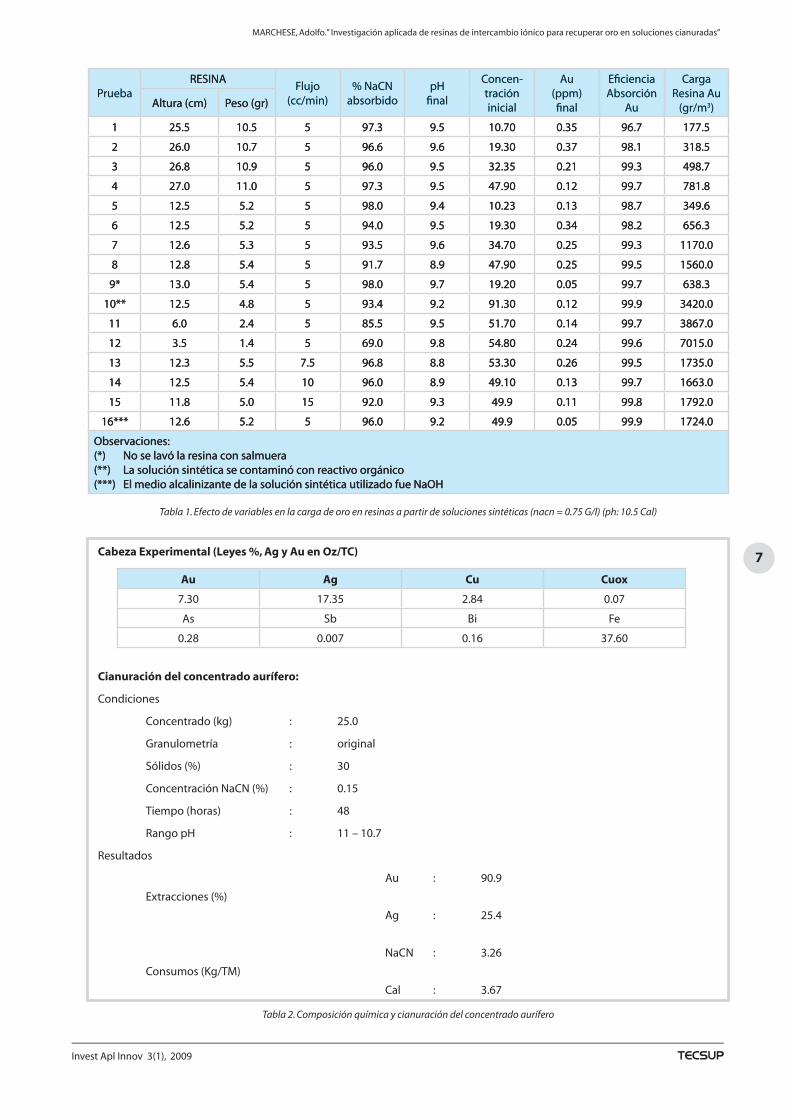
La composición química de este concentrado se presenta en
la Tabla 2.
Previamente, se determinaron las condiciones óptimas para ob-
tener las mayores extracciones de valores. Luego, se procedió a
acumular volumen suficiente (pulpa y solución) para las prue-
bas de absorción con resina.
La pulpa de cianuración del concentrado aurífero fue filtrada,
obteniéndose una solución clarificada cuya composición quí-
micaeslasiguiente:leyesenppm,NaCNeng/L.
MArChEsE, Adolfo.” Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas”
7
Invest Apl Innov 3(1), 2009
PruebarEsInA
Flujo(cc/min)
% naCn absorbido
phfinal
Concen-tración inicial
Au(ppm) final
Eficiencia Absorción
Au
Carga resina Au
(gr/m3)Altura (cm) Peso (gr)
1 25.5 10.5 5 97.3 9.5 10.70 0.35 96.7 177.5
2 26.0 10.7 5 96.6 9.6 19.30 0.37 98.1 318.5
3 26.8 10.9 5 96.0 9.5 32.35 0.21 99.3 498.7
4 27.0 11.0 5 97.3 9.5 47.90 0.12 99.7 781.8
5 12.5 5.2 5 98.0 9.4 10.23 0.13 98.7 349.6
6 12.5 5.2 5 94.0 9.5 19.30 0.34 98.2 656.3
7 12.6 5.3 5 93.5 9.6 34.70 0.25 99.3 1170.0
8 12.8 5.4 5 91.7 8.9 47.90 0.25 99.5 1560.0
9* 13.0 5.4 5 98.0 9.7 19.20 0.05 99.7 638.3
10** 12.5 4.8 5 93.4 9.2 91.30 0.12 99.9 3420.0
11 6.0 2.4 5 85.5 9.5 51.70 0.14 99.7 3867.0
12 3.5 1.4 5 69.0 9.8 54.80 0.24 99.6 7015.0
13 12.3 5.5 7.5 96.8 8.8 53.30 0.26 99.5 1735.0
14 12.5 5.4 10 96.0 8.9 49.10 0.13 99.7 1663.0
15 11.8 5.0 15 92.0 9.3 49.9 0.11 99.8 1792.0
16*** 12.6 5.2 5 96.0 9.2 49.9 0.05 99.9 1724.0
observaciones:(*) no se lavó la resina con salmuera(**) La solución sintética se contaminó con reactivo orgánico(***) El medio alcalinizante de la solución sintética utilizado fue naoh
Tabla 1. Efecto de variables en la carga de oro en resinas a partir de soluciones sintéticas (nacn = 0.75 G/l) (ph: 10.5 Cal)
Tabla 2. Composición química y cianuración del concentrado aurífero
Cabeza Experimental (Leyes %, Ag y Au en Oz/TC)
Au Ag Cu Cuox
7.30 17.35 2.84 0.07
As sb Bi Fe
0.28 0.007 0.16 37.60
Cianuración del concentrado aurífero:
Condiciones
Concentrado (kg) : 25.0
Granulometría : original
sólidos (%) : 30
Concentración naCn (%) : 0.15
Tiempo (horas) : 48
rango ph : 11 – 10.7
resultados
Au : 90.9
Extracciones (%)
Ag : 25.4
naCn : 3.26
Consumos(Kg/TM)
Cal : 3.67
MArChEsE, Adolfo.” Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas”
8
Invest Apl Innov 3(1), 2009
Au Ag Cu Zn As Fe phCianuro
Libre Total
95.5 103.2 297.5 460 9.55 8.0 10.1 0.60 1.50
La solución clarificada sirvió para realizar pruebas de absor-
ción en columna y los resultados se presentan en la Tabla 3.
Proceso Resina en pulpa
Con el objetivo de investigar la recuperación de oro a par-
tir de las pulpas de cianuración aplicando el proceso resina
en pulpa, se efectuaron pruebas que simularon este proceso,
estudiando inicialmente el efecto de la concentración de re-
sina y el tiempo de contacto más adecuado. Las condiciones y
resultados se presentan en la Tabla 4. Adicionalmente se rea-
lizaron pruebas comparativas entre los procesos CIP y rIP. Las
condiciones y resultados se presentan en la Tabla 5.
RESULTADOS
Investigación básica
Los resultados se presentan en la Tabla 1 y nos demuestran
niveles de eficiencia de extracción de oro entre 98 y 99%. se
pueden establecer las siguientes observaciones:
• Laalturadecamaderesinanoinfluyeenlaabsorciónde
oro, pero a menor altura se extrae menos cianuro de so-
dio.
• La resina evaluada extrae el oro disuelto, tanto en con-
centraciones altas (100 ppm) como en concentraciones
bajas (10 ppm).
• Laabsorcióndeloroesindependientedelflujodeirriga-
ción; sin embargo, esta variable sí afecta la absorción del
cianuro libre.
• Respecto a la alcalinidad, la eficiencia es alta utilizando
Cal o naoh como medios alcalinizantes; con relación al
ph, su valor decrece, dependiendo de la altura de resina
y/oflujodeirrigación.
• Para laabsorcióndelcianuro libresehapropuestoque
ocurre la siguiente reacción genérica.
naCn + r Cl ➜ naCl + r Cn
Donde r es la estructura catiónica de la resina cargada del ión
cloro.
Con la solución clarificada que sirvió para realizar pruebas de
absorción en columna, además de oro y plata, se efectuó análisis
químico de cobre, zinc y cianuro libre. Los resultados se presen-
tan en la Tabla 3, del que se puede extraer las siguientes con-
clusiones:
• Laresinadebasefuerteutilizadanotieneselectividadpara
la extracción de oro, ya que por su fuerte cambio iónico tie-
ne capacidad para absorber otros iones presentes.
• Laabsorcióndevaloresseincrementaconlamayorconcen-
tración de resina (mixtura de columna).
• Elflujodeirrigación,querepresentaeltiempodecontacto
de la solución con la resina, influye inversamente en la capa-
cidad de extracción de iones.
• Elefectodelatemperaturaessignificativo:amayortempe-
ratura corresponde mayor carga.
• Alcompararlaspruebas3y10,secompruebaquelaresina
mantiene su eficiencia de carga, al trabajar con una solución
con fuerte contenido de reactivos de flotación.
• ElpHdetrabajo(pH=10.2)notieneincidenciaenlacarga
de oro, lo que era predecible tratándose de una resina de
base fuerte.
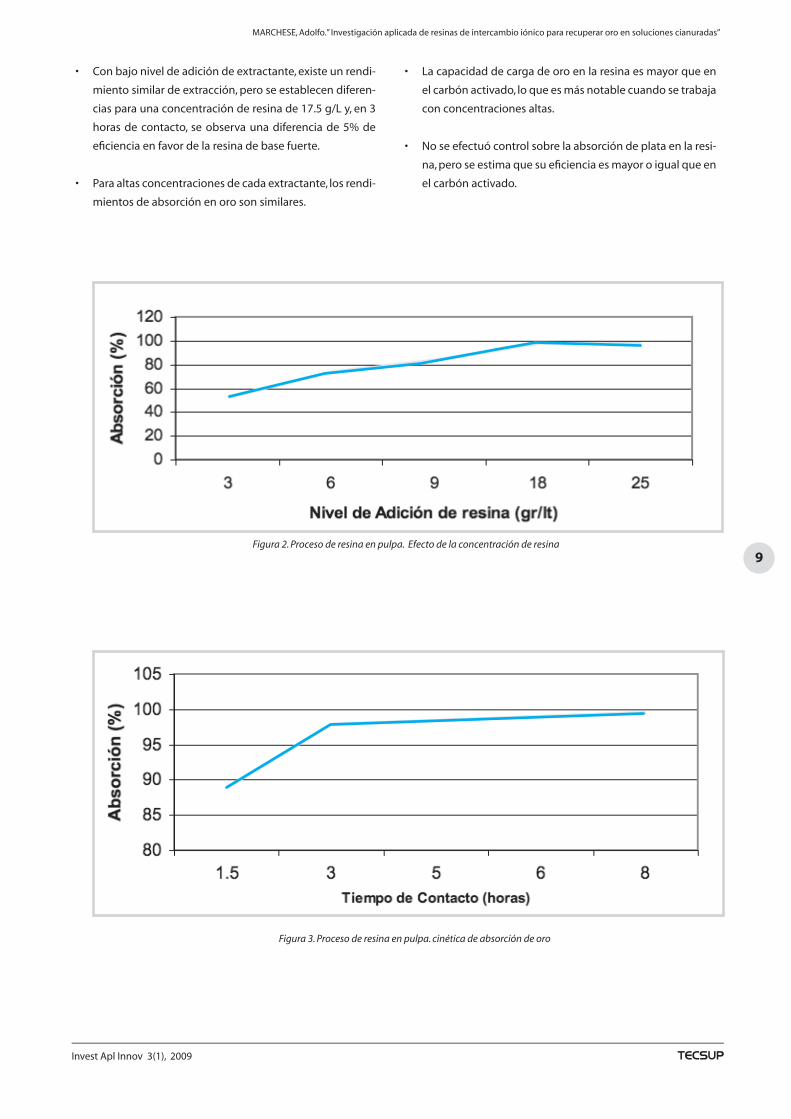
Investigación Aplicada del Proceso RIP
Los resultados de la Tabla 4, en cuanto a rendimiento de absor-
ción de oro, son destacables: La eficiencia se incrementa con
un mayor nivel de adición de resina y alcanza un máximo de
98%conunaconcentraciónderesinade17.5g/L;encuantoal
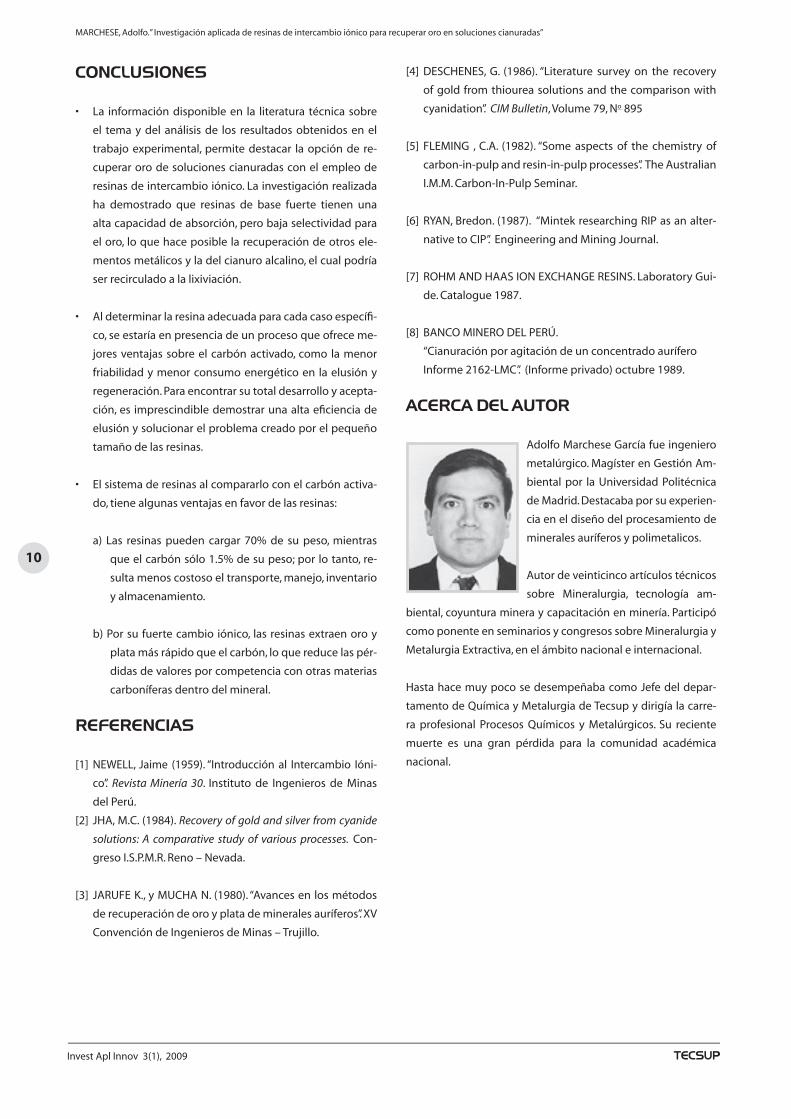
tiempo de retención, los resultados demuestran que en 3 horas
de contacto se obtienen una alta eficiencia de absorción de oro.
Los resultados son tabulados y presentados en las Figuras 2 y 3.
En la Tabla 5 se plantea una comparación entre los procesos
rIP y CIP, respecto de la recuperación de valores con pruebas
realizadas en condiciones muy similares; de la interpretación de
resultados se generan las siguientes conclusiones:
MArChEsE, Adolfo.” Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas”
9
Invest Apl Innov 3(1), 2009
Figura 2. Proceso de resina en pulpa. Efecto de la concentración de resina
Figura 3. Proceso de resina en pulpa. cinética de absorción de oro
• Conbajoniveldeadicióndeextractante,existeunrendi-
miento similar de extracción, pero se establecen diferen-
ciasparaunaconcentraciónderesinade17.5g/Ly,en3
horas de contacto, se observa una diferencia de 5% de
efi ciencia en favor de la resina de base fuerte.
• Paraaltasconcentracionesdecadaextractante,losrendi-
mientos de absorción en oro son similares.
• Lacapacidaddecargadeoroenlaresinaesmayorqueen
el carbón activado, lo que es más notable cuando se trabaja
con concentraciones altas.
• Noseefectuócontrolsobrelaabsorcióndeplataenlaresi-
na, pero se estima que su efi ciencia es mayor o igual que en
el carbón activado.
MArChEsE, Adolfo.” Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas”
10
Invest Apl Innov 3(1), 2009
CONCLUSIONES
• La informacióndisponibleen la literatura técnicasobre
el tema y del análisis de los resultados obtenidos en el
trabajo experimental, permite destacar la opción de re-
cuperar oro de soluciones cianuradas con el empleo de
resinas de intercambio iónico. La investigación realizada
ha demostrado que resinas de base fuerte tienen una
alta capacidad de absorción, pero baja selectividad para
el oro, lo que hace posible la recuperación de otros ele-
mentos metálicos y la del cianuro alcalino, el cual podría
ser recirculado a la lixiviación.
• Aldeterminarlaresinaadecuadaparacadacasoespecífi-
co, se estaría en presencia de un proceso que ofrece me-
jores ventajas sobre el carbón activado, como la menor
friabilidad y menor consumo energético en la elusión y
regeneración. Para encontrar su total desarrollo y acepta-
ción, es imprescindible demostrar una alta eficiencia de
elusión y solucionar el problema creado por el pequeño
tamaño de las resinas.
• Elsistemaderesinasalcompararloconelcarbónactiva-
do, tiene algunas ventajas en favor de las resinas:
a) Las resinas pueden cargar 70% de su peso, mientras
que el carbón sólo 1.5% de su peso; por lo tanto, re-
sulta menos costoso el transporte, manejo, inventario
y almacenamiento.
b) Por su fuerte cambio iónico, las resinas extraen oro y
plata más rápido que el carbón, lo que reduce las pér-
didas de valores por competencia con otras materias
carboníferas dentro del mineral.
REFERENCIAS
[1] nEwELL, Jaime (1959). “Introducción al Intercambio Ióni-
co”. Revista Minería 30. Instituto de Ingenieros de Minas
del Perú.
[2] JhA, M.C. (1984). Recovery of gold and silver from cyanide
solutions: A comparative study of various processes. Con-
greso I.s.P.M.r. reno – nevada.
[3] JArUFE K., y MUChA n. (1980). “Avances en los métodos
de recuperación de oro y plata de minerales auríferos”. XV
Convención de Ingenieros de Minas – Trujillo.
[4] DEsChEnEs, G. (1986). “Literature survey on the recovery
of gold from thiourea solutions and the comparison with
cyanidation”. CIM Bulletin, Volume 79, no 895
[5] FLEMInG , C.A. (1982). “some aspects of the chemistry of
carbon-in-pulp and resin-in-pulp processes”. The Australian
I.M.M. Carbon-In-Pulp seminar.
[6] rYAn, Bredon. (1987). “Mintek researching rIP as an alter-
native to CIP”. Engineering and Mining Journal.
[7] rohM AnD hAAs Ion EXChAnGE rEsIns. Laboratory Gui-
de. Catalogue 1987.
[8] BAnCo MInEro DEL PErú.
“Cianuración por agitación de un concentrado aurífero
Informe 2162-LMC”. (Informe privado) octubre 1989.
ACERCA DEL AUTOR
Adolfo Marchese García fue ingeniero
metalúrgico. Magíster en Gestión Am-
biental por la Universidad Politécnica
de Madrid. Destacaba por su experien-
cia en el diseño del procesamiento de
minerales auríferos y polimetalicos.
Autor de veinticinco artículos técnicos
sobre Mineralurgia, tecnología am-
biental, coyuntura minera y capacitación en minería. Participó
como ponente en seminarios y congresos sobre Mineralurgia y
Metalurgia Extractiva, en el ámbito nacional e internacional.
hasta hace muy poco se desempeñaba como Jefe del depar-
tamento de Química y Metalurgia de Tecsup y dirigía la carre-
ra profesional Procesos Químicos y Metalúrgicos. su reciente
muerte es una gran pérdida para la comunidad académica
nacional.
MArChEsE, Adolfo.” Investigación aplicada de resinas de intercambio iónico para recuperar oro en soluciones cianuradas”
11
Invest Apl Innov 3(1), 2009
Víctor Salinas
Desarrollo y aplicación de un programa de entrenamiento basado en computador para
operadores y mantenedores de una planta de electrorefinación
Development and application of Computer Based training for operators and maintenance
of a electroretinery plant personnel
Resumen
El entrenamiento basado en computador (CBT) o también
llamado instrucción asistida por computador (CAI), es un mé-
todo de enseñanza alternativo y, algunas veces, más efectivo
que las prácticas de enseñanza-aprendizaje presencial, debi-
do a que el estudiante puede trabajar solo, y puede determi-
nar su propia velocidad de aprendizaje usando una amplia
variedad de herramientas y métodos para la transferencia del
conocimiento. Dentro de las principales características del CBT
podemos mencionar que la enseñanza se torna personaliza-
da y con realimentación inmediata, lo que permite prevenir
errores en la dirección del aprendizaje, además permite una
cerrada colaboración entre las empresas, los entrenadores y
los desarrolladores del CBT y una reducción significativa en
los costos, lo que permite el entrenamiento en tiempo justo,
eliminando el gasto y perdida de horas de los trabajadores a
consecuencia de los traslados al lugar de enseñanza; por otro
lado, la información generada es sostenible en el tiempo.
El uso del CBT hace posible una disminución del tiempo de
entrenamiento a, aproximadamente, 70% de lo que llevaría
un entrenamiento presencial. Además, se da una ganancia de
aprendizaje por encima del 50%.
El objetivo del presente artículo es describir y presentar el de-
sarrollo de un Programa de Entrenamiento Basado en Com-
putador para una Planta de Electrorefinación, aplicado a tra-
bajadores de 8 especialidades; lo que involucra el desarrollo
de módulos de entrenamiento para el personal de operacio-
nes y mantenimiento. Para la elaboración de los descriptores
de contenidos de dichos módulos, se realiza un análisis de los
estándares de competencia, tomando en cuenta el aporte de
las jefaturas de cada especialidad y el levantamiento de infor-
mación en visitas a terreno. Como KPI se utiliza un diagnóstico
situacional de competencia, antes y después del entrenamiento.
Este es considerado un proyecto piloto y el resultado será útil
para instituir el uso del CBT en otras unidades mineras.
Abstract
Computer Based Training (CBT), also named Computer Assisted
Instruction (CAI), is an alternative method for teaching and is
sometimes more effective than face to face teaching learning
sessions, due to hta fact that the student can work alone and
can determine his own learning speed, using a broad variety of
tools and methods for the knowledge transfer. The main cha-
racteristics of CBT is that the teaching process is personalized
with immediate feedback; this avoids mistakes in the learning
direction, furthermore allowing a closed collaboration between
companies, trainers and CBT developers; not to mention and a
significant reduction in costs, that allows training just in time,
rand eliminates the cost and waste of time that transportation
in movement to the training place involves. on the other hand,
the generated is sustainable in time.
Besides, the use of CBT allows a decreasing on the training time to
nearly 70% of presence training with a learning gain of over 50%.
The objective of this paper is to describe and show the deve-
lopment of a Computer-Based Training Program for electro-
retinery Plant applied to workers of 8 specialties. This involves
the development of training modules for this operations and
maintenance personnel. In order to design the curriculum of
modules, we realize an analysis of standards of competences,
taking into account suggestions from the head of each special-
ty and information collected in place. As KPI, we use situational
diagnoses of competences before and after the training.
12
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefi nación”
This is considered a pilot project and the outcomes will be
useful to establish the use of TBC in other miner units.
Palabras claves
CBT (Entrenamiento basado en computador), CAI (Instruc-
ción asistida por computador), KPI (Indicador clave de des-
empeño), Ds (hoja de datos), PoE (Procedimiento operacio-
nal Estándar).
Key words
CBT (Computer based training), CAI (Computer Assisted Ins-
truction), KPI (Key Perfomance Indicator), Ds (Datasheet), PoE
(satndard operating procedures).
INTRODUCCIÓN
La metodología del Entrenamiento Basado en Computador
permite gozar de los benefi cios de la interactividad de la mul-
timedia, de tal forma que los alumnos pueden leer, escribir,
escuchar, ver, debatir y hasta ejecutar tareas a través de entor-
nos simulados. De acuerdo a los estudios realizados en CBTs
multimedia interactivos, se ha registrado entre el 20 y 40% de
mejoría en la consistencia de entrega de la información y en-
tre el 50 y 60% de mejoría en la consistencia del aprendizaje,
en torno al área de comprensión se logran registros de 38%
a 70% de aumento en la velocidad de comprensión, mientras
que el entrenamiento con videos interactivos hace posible una
mejoría en el nivel de comprensión por encima del 50%, fi nal-
mente, y reduce los costos hasta en un 35%.
La Gerencia de la Planta de Electrorefi nación ha realizado una
importante inversión en tecnología y equipamiento, y a pesar
de sus múltiples esfuerzos por mejorar sus indicadores de ren-
dimiento y producción, se ha percibido que existe un problema
en las competencias de su recurso humano. se ha identifi cado
aspectos como el conocimiento o experiencia en sus procesos,
impiden un estándar de competencia. En tal sentido, las labo-
res de operación o mantenimiento tienen cargado un fuerte
aspecto subjetivo, según el trabajador. A causa de esto, se hizo
necesario identifi car las competencias claves de los trabajado-
res, elaborar procedimientos operacionales y de mantenimien-
to estándares, además de y elaborar árboles de decisión para
atender fallas en procesos críticos; así como también, desarro-
llar escenarios preconfi gurados para simular áreas criticas de
operación de su planta. Todo esto lleva a la Gerencia de Planta a
asumir el reto de encargar a Tecsup un entrenamiento del Per-
sonal de la Planta de Electrorefi nación usando Entrenamiento
Basado en Computador (CBT)
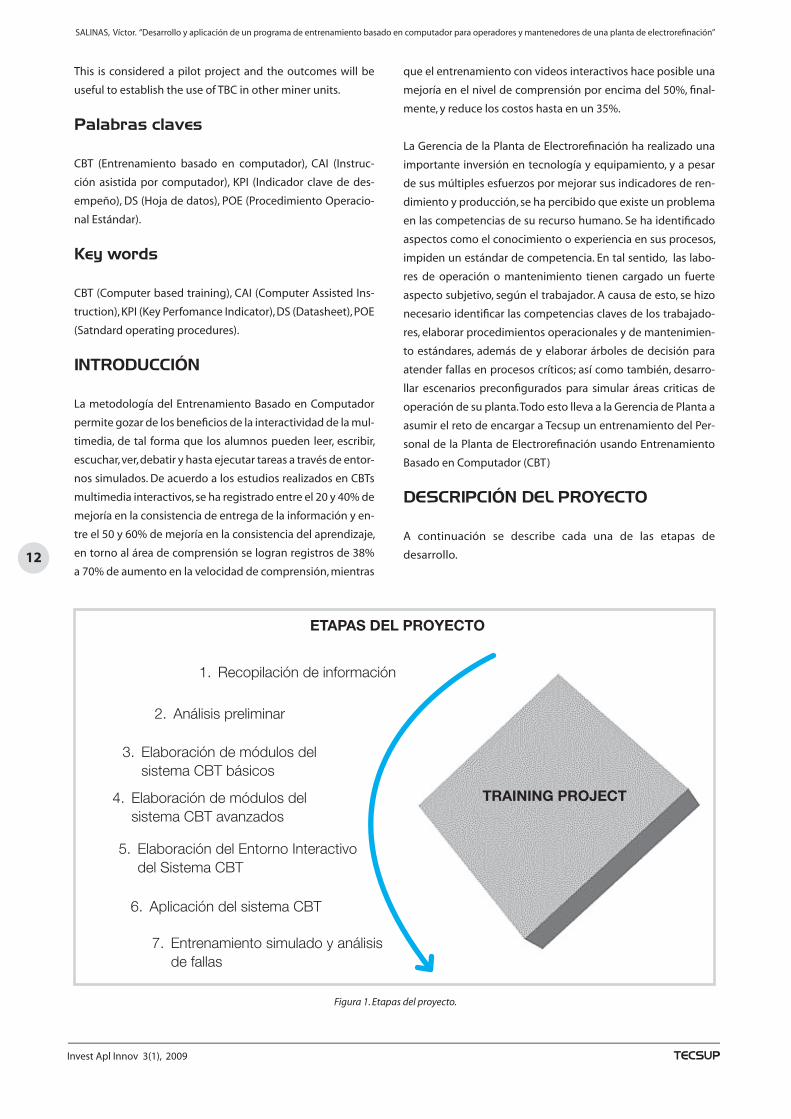
DESCRIPCIÓN DEL PROYECTO
A continuación se describe cada una de las etapas de
desarrollo.
Figura 1. Etapas del proyecto.
1. Recopilación de información
2. Análisis preliminar
3. Elaboración de módulos del sistema CBT básicos
4. Elaboración de módulos del sistema CBT avanzados
5. Elaboración del Entorno Interactivo del Sistema CBT
6. Aplicación del sistema CBT
7. Entrenamiento simulado y análisis de fallas
TRAINING PROJECT
ETAPAS DEL PROYECTO
13
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefi nación”
1. Recopilación de información
En esta etapa se recopiló información, consistente en
diagramas de fl ujo e instrumentación y manuales de
operación del proceso, manuales de equipos principales,
tareas operacionales, descriptores de puesto, manual del
sistema sCADA e histórico de fallas.
2. Análisis preliminar
se realizó el análisis funcional del proceso, de los equipos
principales, del control de proceso y de las tareas principales.
3. Elaboración de Procedimientos Operacionales y de Mantenimiento Estándares
Los Procedimientos operacionales Estándar (PoE) fueron
elaborados previamente, tomando como referencia las
tareas de operación de la nave, entrevistas a operadores
clave sobre mejores prácticas operacionales y observa-
ciones “in situ”.
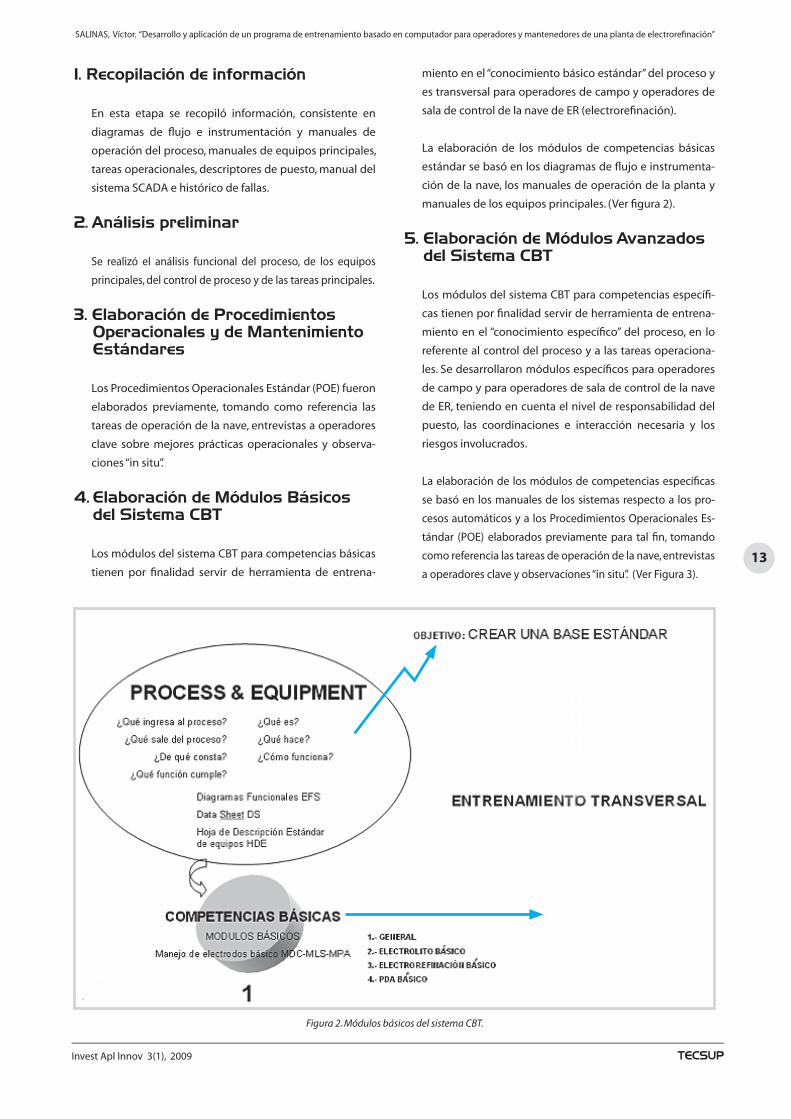
4. Elaboración de Módulos Básicos del Sistema CBT
Los módulos del sistema CBT para competencias básicas
tienen por fi nalidad servir de herramienta de entrena-
miento en el “conocimiento básico estándar” del proceso y
es transversal para operadores de campo y operadores de
sala de control de la nave de Er (electrorefi nación).
La elaboración de los módulos de competencias básicas
estándar se basó en los diagramas de fl ujo e instrumenta-
ción de la nave, los manuales de operación de la planta y
manuales de los equipos principales. (Ver fi gura 2).
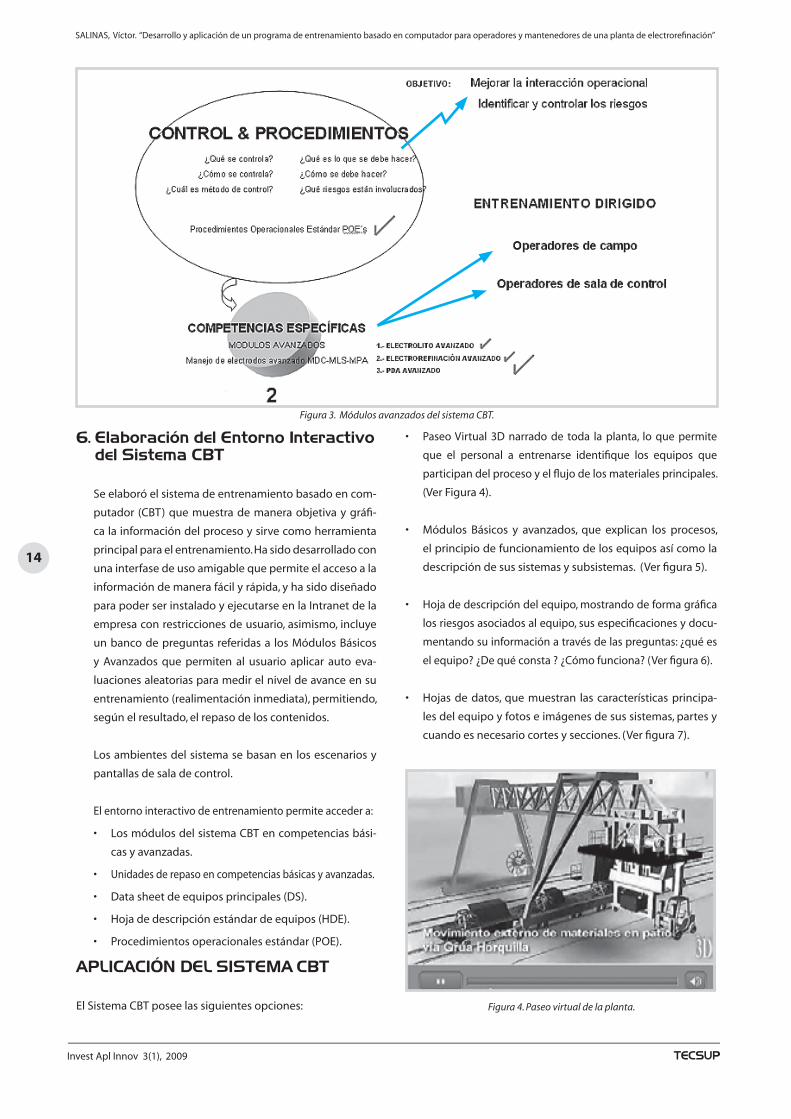
5. Elaboración de Módulos Avanzados del Sistema CBT
Los módulos del sistema CBT para competencias específi -
cas tienen por fi nalidad servir de herramienta de entrena-
miento en el “conocimiento específi co” del proceso, en lo
referente al control del proceso y a las tareas operaciona-
les. se desarrollaron módulos específi cos para operadores
de campo y para operadores de sala de control de la nave
de Er, teniendo en cuenta el nivel de responsabilidad del
puesto, las coordinaciones e interacción necesaria y los
riesgos involucrados.
La elaboración de los módulos de competencias específi cas
se basó en los manuales de los sistemas respecto a los pro-
cesos automáticos y a los Procedimientos operacionales Es-
tándar (PoE) elaborados previamente para tal fi n, tomando
como referencia las tareas de operación de la nave, entrevistas
a operadores clave y observaciones “in situ”. (Ver Figura 3).
Figura 2. Módulos básicos del sistema CBT.
14
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefi nación”
6. Elaboración del Entorno Interactivo del Sistema CBT
se elaboró el sistema de entrenamiento basado en com-
putador (CBT) que muestra de manera objetiva y gráfi -
ca la información del proceso y sirve como herramienta
principal para el entrenamiento. ha sido desarrollado con
una interfase de uso amigable que permite el acceso a la
información de manera fácil y rápida, y ha sido diseñado
para poder ser instalado y ejecutarse en la Intranet de la
empresa con restricciones de usuario, asimismo, incluye
un banco de preguntas referidas a los Módulos Básicos
y Avanzados que permiten al usuario aplicar auto eva-
luaciones aleatorias para medir el nivel de avance en su
entrenamiento (realimentación inmediata), permitiendo,
según el resultado, el repaso de los contenidos.
Los ambientes del sistema se basan en los escenarios y
pantallas de sala de control.
El entorno interactivo de entrenamiento permite acceder a:
• LosmódulosdelsistemaCBTencompetenciasbási-
cas y avanzadas.
• Unidades de repaso en competencias básicas y avanzadas.
• Datasheetdeequiposprincipales(DS).
• Hojadedescripciónestándardeequipos(HDE).
• Procedimientosoperacionalesestándar(POE).
APLICACIÓN DEL SISTEMA CBT
El sistema CBT posee las siguientes opciones:
• PaseoVirtual 3D narrado de toda la planta, lo que permite
que el personal a entrenarse identifi que los equipos que
participan del proceso y el fl ujo de los materiales principales.
(Ver Figura 4).
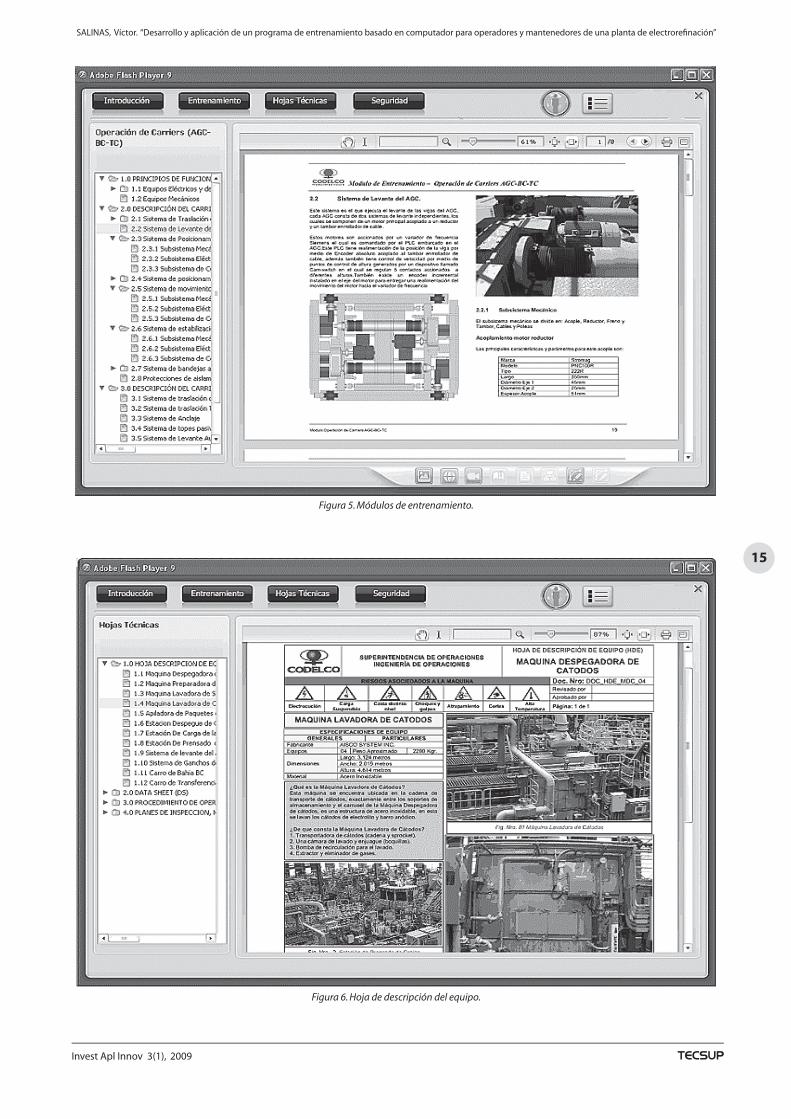
• Módulos Básicos y avanzados, que explican los procesos,
el principio de funcionamiento de los equipos así como la
descripción de sus sistemas y subsistemas. (Ver fi gura 5).
• hoja de descripción del equipo, mostrando de forma gráfi ca
los riesgos asociados al equipo, sus especifi caciones y docu-
mentando su información a través de las preguntas: ¿qué es
el equipo? ¿De qué consta ? ¿Cómo funciona? (Ver fi gura 6).
• Hojasdedatos,quemuestran lascaracterísticasprincipa-
les del equipo y fotos e imágenes de sus sistemas, partes y
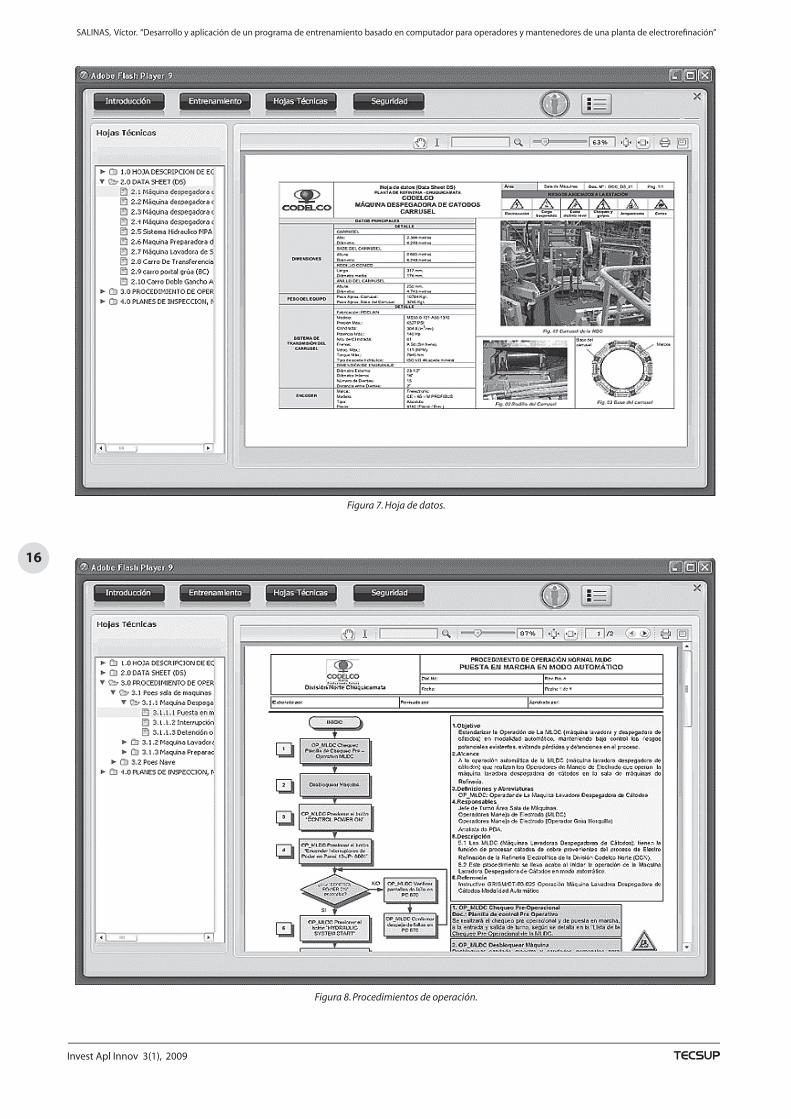
cuando es necesario cortes y secciones. (Ver fi gura 7).
Figura 4. Paseo virtual de la planta.
Figura 3. Módulos avanzados del sistema CBT.
15
Invest Apl Innov 3(1), 2009
Figura 5. Módulos de entrenamiento.
Figura 6. Hoja de descripción del equipo.
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefinación”
16
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefinación”
Figura 7. Hoja de datos.
Figura 8. Procedimientos de operación.
17
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefinación”
Figura 9. Animaciones
Figura 10. Video.
• Procedimientos de operación estándar, construidos a
partir de flowsheets. (Ver figura 8).
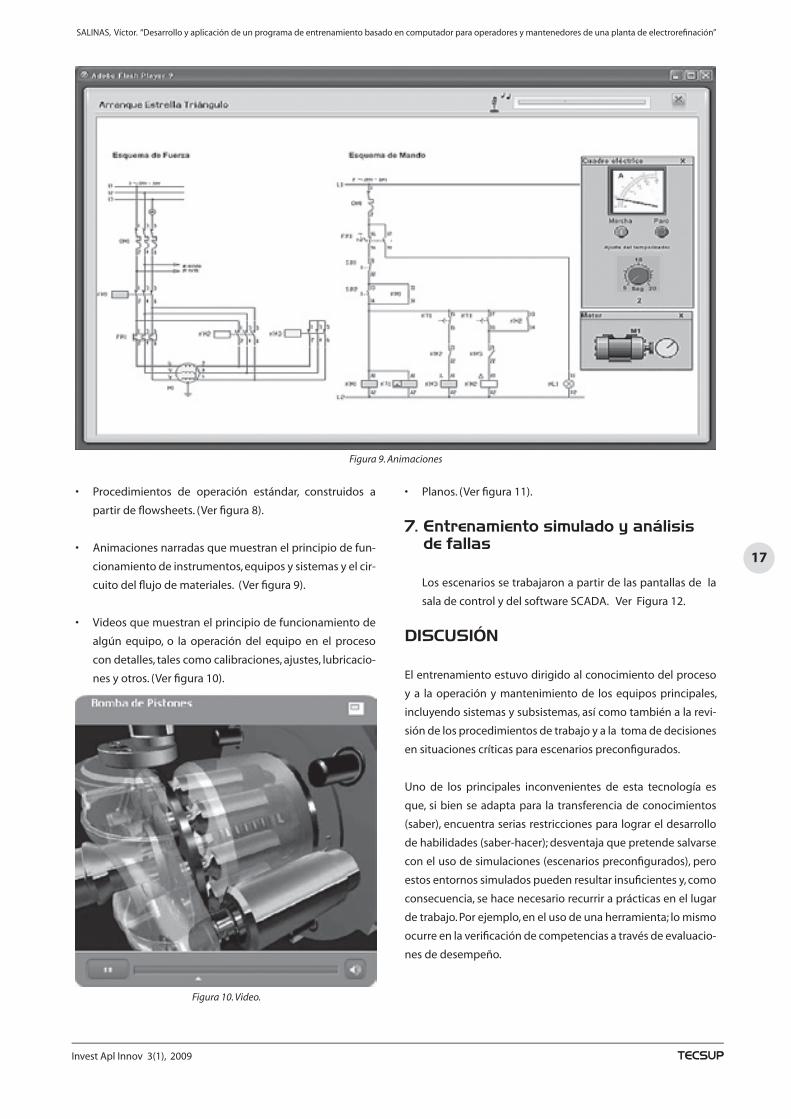
• Animacionesnarradasquemuestranelprincipiodefun-
cionamiento de instrumentos, equipos y sistemas y el cir-
cuito del flujo de materiales. (Ver figura 9).
• Videosquemuestranelprincipiodefuncionamientode
algún equipo, o la operación del equipo en el proceso
con detalles, tales como calibraciones, ajustes, lubricacio-
nes y otros. (Ver figura 10).
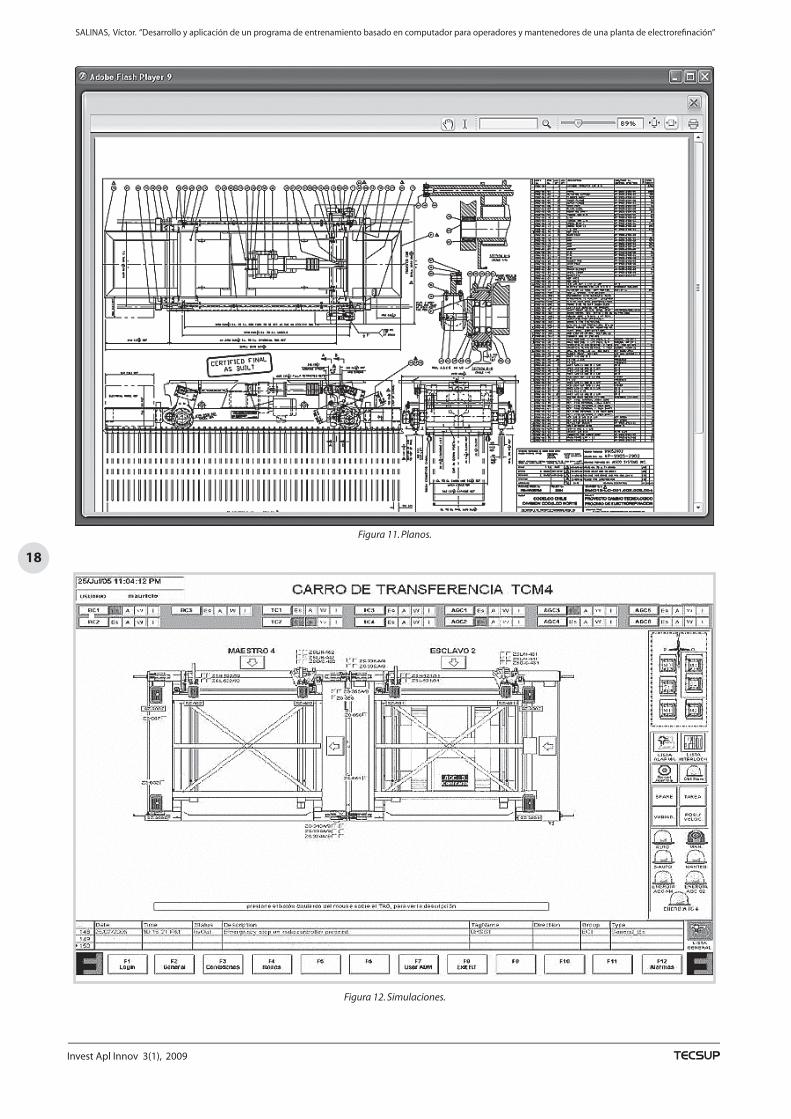
• Planos.(Verfigura11).
7. Entrenamiento simulado y análisis de fallas
Los escenarios se trabajaron a partir de las pantallas de la
sala de control y del software sCADA. Ver Figura 12.
DISCUSIÓN
El entrenamiento estuvo dirigido al conocimiento del proceso
y a la operación y mantenimiento de los equipos principales,
incluyendo sistemas y subsistemas, así como también a la revi-
sión de los procedimientos de trabajo y a la toma de decisiones
en situaciones críticas para escenarios preconfigurados.
Uno de los principales inconvenientes de esta tecnología es
que, si bien se adapta para la transferencia de conocimientos
(saber), encuentra serias restricciones para lograr el desarrollo
de habilidades (saber-hacer); desventaja que pretende salvarse
con el uso de simulaciones (escenarios preconfigurados), pero
estos entornos simulados pueden resultar insuficientes y, como
consecuencia, se hace necesario recurrir a prácticas en el lugar
de trabajo. Por ejemplo, en el uso de una herramienta; lo mismo
ocurre en la verificación de competencias a través de evaluacio-
nes de desempeño.
18
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefinación”
Figura 11. Planos.
Figura 12. Simulaciones.

19
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefinación”
El mérito de la aceptación de este programa de entrenamien-
to está compartido por el uso del CBT y las clases presenciales,
ya que las encuestas de aceptación no discriminaron entre el
uso de estos dos métodos, por lo que su uso combinado pue-
de ser una buena alternativa para alcanzar velocidad y grados
de comprensión significativos.
RESULTADOS
El entrenamiento basado en computador fue aplicado a un
total de 559 trabajadores entre operadores y Personal de
Mantenimiento y, como resultado, el diagnóstico situacional
de competencia tuvo un incremento del 52.2% al 80.5%; adi-
cionalmente, se aplicó una encuesta final a todos los partici-
pantes y fue del 90%. Los trabajadores encontraron el entorno
del sistema bastante intuitivo e interactivo, lo que permitió
romper las barreras de la falta de motivación tan típica en se-
siones de clase convencionales para trabajadores sin hábito
continuo de estudio.
La experiencia demostró que los entrenados podían revisar
muchas veces el material de las sesiones de clase, utilizan-
do todos los recursos de multimedia disponibles en el en-
torno CBT, verificando con unidades de repaso su nivel de
comprensión y avance de los contenidos, haciendo uso de
estaciones de trabajo instaladas en la planta o en cualquier
computador del que pudieran disponer en su tiempo libre,
gozando de la portabilidad de la información a través de la
disponibilidad del CBT en la intranet de la empresa o en ver-
siones monousuario.
El CBT estuvo también soportado por clases presenciales
donde los entrenadores usaron como material de enseñanza
el entorno CBT. Codelco aplicó una encuesta a todo el uni-
verso de operadores y mantenedores que participaron del
entrenamiento y la aceptación fue del 90%.
CONCLUSIONES
• ElusodelsistemaCBTpermitereducireltiemponecesa-
rio para la transferencia del conocimiento y aumentar el
nivel de comprensión de los contenidos.
• Elritmodeavancedeestudioaumenta,debidoaladis-
ponibilidad y portabilidad de la información, ya que los
entrenados pueden disponer su tiempo libre para revisar
los contenidos.
• EldiseñodelaherramientaCBTpermitelaactualización
y mantenimiento de los contenidos en forma simple y
transparente para el usuario.
• El entrenamiento en escenarios simulados preconfigura-
dos permite la familiarización con el proceso y las tareas
principales realizadas con los equipos; así como también,
resolver acciones de emergencia en condiciones de proce-
so anormales.
• Cuandoelentrenamientoestádirigidoaunnúmeroconsi-
derable de personas, el costo de elaboración del CBT se jus-
tifica en comparación con los costos de un entrenamiento
presencial.
• Elentrenamientobasadoencomputadoresunaexcelen-
te aplicación para la formación previa de los entrenados,
quienes luego deben cerrar las brechas de competencia a
través del desarrollo de habilidades y destrezas en el pues-
to de trabajo.
• El entrenamiento CBT no pretende reemplazar a los me-
dios convencionales, ya que estudios han demostrado que
no todas las personas son igualmente receptivas al uso del
CBT puesto que, el 40% de las personas aprovecha esta he-
rramienta: son personas que prefieren aprender pensando,
mirando y estudiando solos; mientras que el 60% se inclina
por aprender a través de sus experiencias y de las experien-
cias de los demás, trabajando en grupos de discusión.
• ElusodelCBTpermitequelosalumnosconconocimiento
parcial del proceso seleccionen los temas de su interés, ob-
viando aquellos que ya conocen.
• ElsistemaCBTtambiénsirvecomoentornodegestióndel
conocimiento, ya que gran parte de la información necesa-
ria para las operaciones y el mantenimiento se encuentra
centralizada y permanentemente actualizada en el mismo.
REFERENCIAS
[1] BArAJAs, M. (2003). La Tecnología Educativa de la Enseñanza
Superior, McGraw-hill.
[2] BErroCAL, F, y PErEDA, s. (2006). Bases Conceptuales de
Gestión del Conocimiento y Capital Intelectual. Madrid: Ce-
pade.
[3] BErroCAL, F, y PErEDA, s. (2006). Planificación, Implanta-
ción, Evaluación y Gestión Económica de la formación. Ma-
drid: Cepade.
[4] CAsTro, M. (1996). El camino fácil a multimedia.
Bogotá: McGraw-hill.

20
Invest Apl Innov 3(1), 2009
sALInAs, Víctor. “Desarrollo y aplicación de un programa de entrenamiento basado en computador para operadores y mantenedores de una planta de electrorefinación”
ACERCA DEL AUTOR
Víctor Martín salinas Chacón es In-
geniero Electrónico, con segunda
especialidad en Ingeniería de siste-
mas y en Ingeniería de Proyectos.
Especialista en Gestión de recursos
humanos y con estudios de maes-
tría en organización y Dirección de
recursos humanos. Posee amplios
conocimientos y experiencia en sis-
temas automáticos de control, sensórica, Instrumentación
Industrial, Gestión de Proyectos y Gestión de recursos hu-
manos. Es Director Docente en Tecsup Arequipa.
21
Invest Apl Innov 3(1), 2009
Jorge Castillo
Simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado
Pilot simulation of the heap leaching process of an oxidate auriferous mineral
Resumen
se presentan los resultados obtenidos en las pruebas de
cianuración en columna alta de un mineral aurífero de una
Compañía Minera, ubicada en la zona norte de Perú, con la
muestra mineral del yacimiento denominado “superficie” y
quecontienenunaleypromediode2.56gr/TMdeoroy3.51
gr/TMdeplata.
Las pruebas de cianuración fueron ejecutadas en las insta-
laciones de Tecsup (Lima), y para el diseño, puesta en mar-
cha y ejecución se contó con la asistencia técnica de la fima
consultora Kappes, Cassiday & Associates de reno, nevada
(UsA). La instalación piloto consta de 1 columna de concreto
de 7.47m de altura y 1.22m de diámetro, la cual fue cargada
con aproximadamente 10 toneladas de mineral. El periodo
de lixiviación con soluciones alcalinas de cianuro comprende
un total de 91 días.
Los resultados finales del estudio metalúrgico, demuestran
unaextraccióndeorode90%,conunconsumode0.98Kg/
TMdecianurodesodioy0.33Kg/TMdecal.
Los resultados piloto obtenidos en columna alta, servirán
para evaluar, en forma confiable, el efecto de las variables im-
portantes de operación, con lo cual se podrá estimar el perfil
de factibilidad económica del proceso.
Abstract
we presents the results are of the tests of cyanidation in high
column of an auriferous mineral of a Mining Company loca-
ted in the north area of Peru with the mineral sample of the
location denominated “surface” and that they contain a law
averageof2.56gr/TMofgoldand3.51silvergr/TM.
The cyanidation tests were executed in the facilities of Tecsup
in Lima. Its design, set into motion and execution had the te-
chnical attendance of the consultant Fima Kappes, Cassiday &
Associates of reno, nevada (UsA). The pilot installation consists
of 1 column of concrete 7.47m. of height and 1.22m of diameter,
which was loaded with approximately 10 tons of mineral. The
period of leaching with alkaline solutions of cyanide was a total
of 91 days.
The final results of the metallurgist study, demonstrate a 90 %
goldextraction,withaconsumptionof0.98Kg/TMofsodium
cyanideand0.33Kg/TMoflime.
The results pilot obtained high column, will be good to evalua-
te, in reliable form, the effect of the important variables of ope-
ration, with that which will be able to be considered the profile
of economic feasibility of the process.
Palabras claves
Lixiviación en pilas, adsorción, solución enriquecida, solución
pobre
Key words
heap leaching, adsortion, pregnant solution, barren solution
INTRODUCCIÓN
La lixiviación en pila (heap leaching) es una técnica de extrac-
ción del oro que consiste en la construcción de pilas del mine-
ral previamente triturado al tamaño de algunas pulgadas. Cada
pila puede tener decenas de metros de longitud y tiene una
base rectangular, con altura de hasta cien metros.
22
Invest Apl Innov 3(1), 2009
Este mineral se dispone sobre una base impermeable con
cierta inclinación hacia una esquina. El mineral es regado,
mediante aspersores, con una solución cianurada con la cual
se recupera una solución aurífera, que es llevada a un tanque
de almacenamiento (tipo piscina), desde ahí se bombea a co-
lumnas rellenas con carbón activado en donde queda reteni-
do el oro. Tanto en el laboratorio como en la ejecución piloto,
la simulación del comportamiento del mineral del proceso
se realiza en columnas altas y con las condiciones de trabajo
similares al proceso industrial.
La tecnología de la lixiviación en pilas para el tratamiento de
menas auríferas, representa en la actualidad una alternativa
probada para la recuperación de minerales de oro y plata de
baja ley. La lixiviación en pilas tiene ventajas muy significa-
tivas respecto a la lixiviación por agitación, la cual deman-
da molienda del mineral. recordemos que la molienda es
la etapa que demanda el mayor consumo energético en el
procesamiento de minerales, por tanto la tecnología del heap
leaching implica bajos costos de capital y operación.
A pesar de que esta tecnología produce grados de extracción
relativamente bajos y la cinética de operación es más lenta,
sus ventajas operativas son las de posibilitar la extracción de
yacimientos auríferos marginales con bajos contenidos de
oro.
sin embargo, la posibilidad de aplicar las técnicas de extrac-
ción adecuadas se deberá sostener, en gran parte, en pruebas
de laboratorio y de planta piloto que demuestren la factibili-
dad del Proyecto.
EI estudio metalúrgico realizado comprende ensayo de cia-
nuración en columna alta para un mineral aurífero de baja ley
con el objetivo de evaluar el grado de extracción de oro y su
recuperación desde las soluciones lixiviadas con carbón acti-
vado. También se evaluó parámetros importantes en el proce-
so y se presenta el balance metalúrgico general.
De esta manera, Tecsup participa en los proyectos más rele-
vantes del sector minero, realizando trabajos de investigación
metalúrgica, que permitirán proporcionar información en la
toma de decisiones para las empresas mineras
FUNDAMENTOS
La cianuración de minerales es una técnica de lixiviación ac-
tual por la cual una solución diluida de cianuro en medio al-
calino logra disolver el oro y la plata presente en un mineral
mediante una reacción química que demanda oxigeno.
La forma de cianurar los minerales depende, entre otros
aspecto,s de su contenido de oro y puede distinguirse entre
cianuración por agitación, que incluye la molienda fina para
materiales con leyes altas y la cianuración en pilas o heap lea-
ching para materiales de granulometría gruesa y de bajo con-
tenido de oro.
En el ámbito de pilotaje, la cianuración en pilas se lleva a cabo
en columnas de gran dimensión que se llenan de mineral a la
granulometría de trabajo y se hace pasar una solución diluida
de cianuro, de esta manera el cianuro puede humectar las par-
tículas de oro y plata y disolverlas. La solución cargada de oro
que fluye hacia la base de la columna es puesta en contacto
con una cantidad determinada de carbón activado que adsor-
be los metales valiosos, y la solución descargada previamente,
reajustada con cal y cianuro, retorna a la columna con mineral.
Después de sucesivas pasadas logrará extraer la máxima canti-
dad de oro y plata, y se dejará un residuo sólido.
La reacción química que se manifiesta es la siguiente:
4Au + 8naCn + o2 + 2 h
2O=4AuNa(CN)
2 + 4naoh
Preliminarmente, es necesario efectuar pruebas de cianuración
por agitación, a fin de determinar en condiciones muy contro-
ladas el grado de extracción máxima del oro y el consumo de
reactivos (naCn, Cal).
La cianuración en columna alta se vera complementada con un
circuito de adsorción con carbón activado, con lo que se conse-
guirá extraer gradualmente el oro de las soluciones ricas.
EI trabajo de investigación permitirá obtener información valio-
sa como: grado de extracción, cinética de lixiviación, consumo
de reactivos, concentración de soluciones ricas y barren, ph de
operación, grado de adsorción, permeabilidad del mineral, etc.,
todo lo cual contribuirá al diseño y los estudios de factibilidad
del Proyecto.
PROCEDIMIENTO
Análisis químico de la porción repre-sentativa
En vista de la dificultad que ofrece el oro a ser muestreado con
certeza, por el tamaño tan heterogéneo del mineral, y con el fin
de determinar la ley de cabeza de ambas muestras
CAsTILLo, Jorge. “ simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado”
23
Invest Apl Innov 3(1), 2009
CAsTILLo, Jorge. “ simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado”
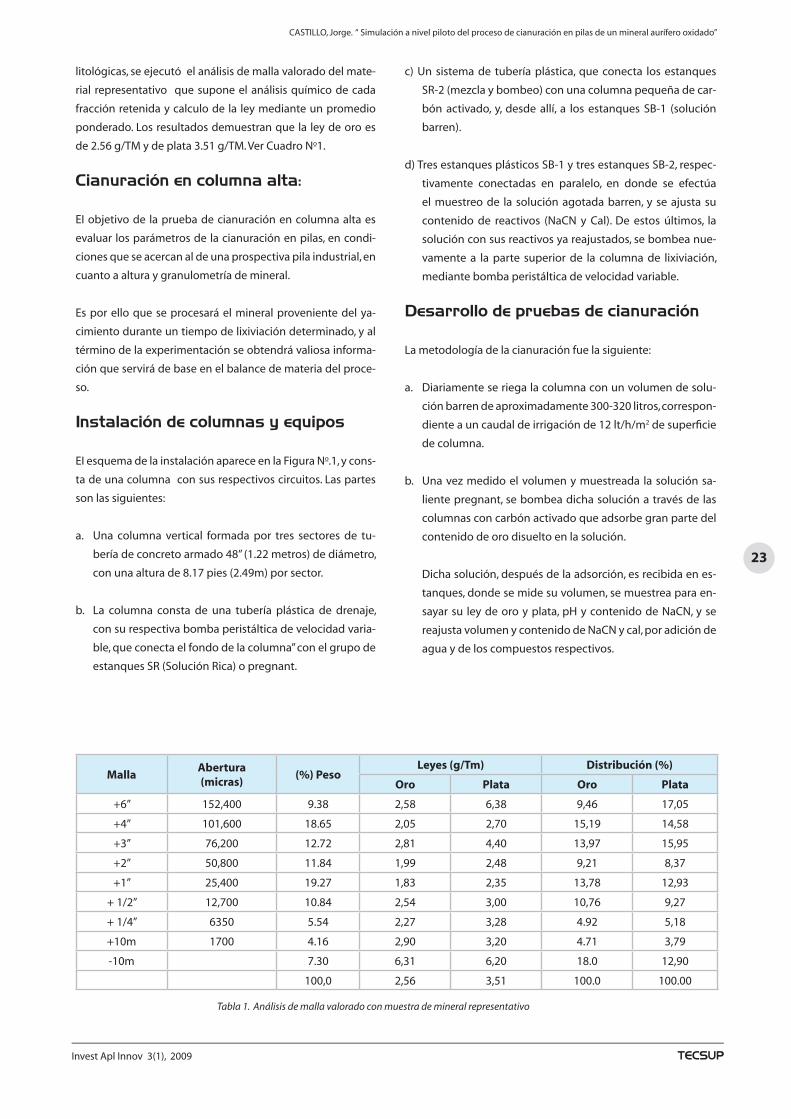
litológicas, se ejecutó el análisis de malla valorado del mate-
rial representativo que supone el análisis químico de cada
fracción retenida y calculo de la ley mediante un promedio
ponderado. Los resultados demuestran que la ley de oro es
de2.56g/TMydeplata3.51g/TM.VerCuadroNo1.
Cianuración en columna alta:
EI objetivo de la prueba de cianuración en columna alta es
evaluar los parámetros de la cianuración en pilas, en condi-
ciones que se acercan al de una prospectiva pila industrial, en
cuanto a altura y granulometría de mineral.
Es por ello que se procesará el mineral proveniente del ya-
cimiento durante un tiempo de lixiviación determinado, y al
término de la experimentación se obtendrá valiosa informa-
ción que servirá de base en el balance de materia del proce-
so.
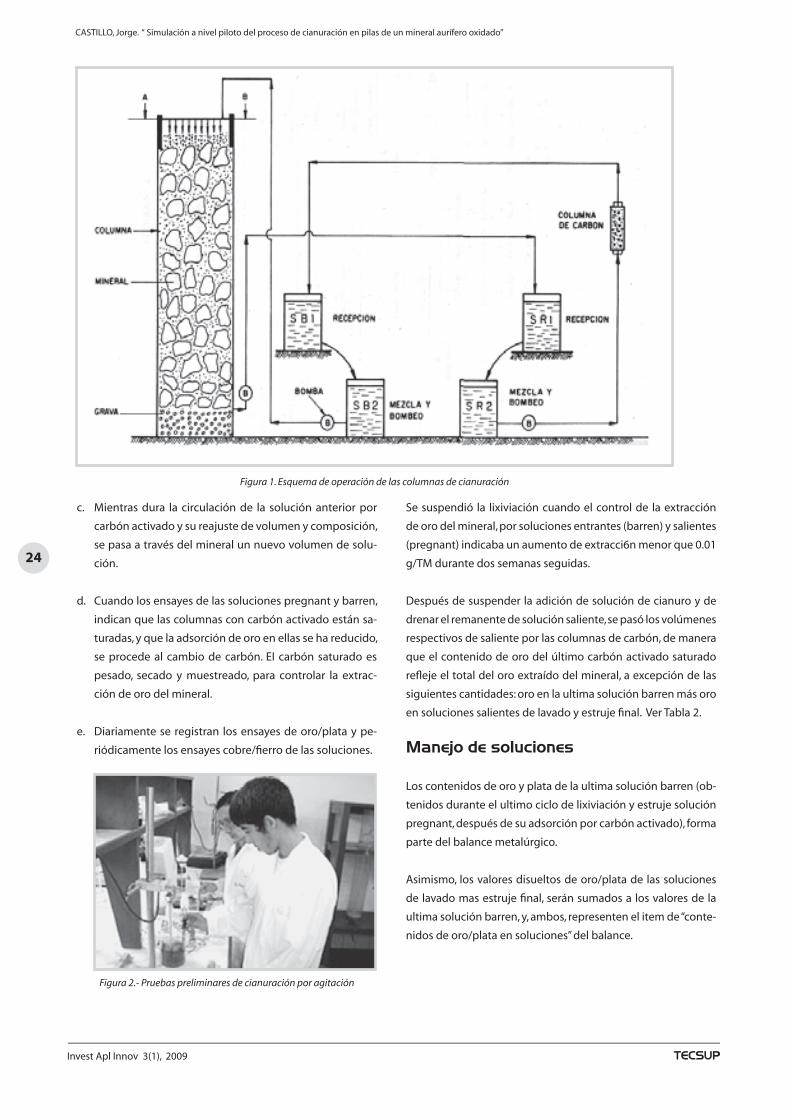
Instalación de columnas y equipos
EI esquema de la instalación aparece en la Figura no.1, y cons-
ta de una columna con sus respectivos circuitos. Las partes
son las siguientes:
a. Una columna vertical formada por tres sectores de tu-
bería de concreto armado 48” (1.22 metros) de diámetro,
con una altura de 8.17 pies (2.49m) por sector.
b. La columna consta de una tubería plástica de drenaje,
con su respectiva bomba peristáltica de velocidad varia-
ble, que conecta el fondo de la columna” con el grupo de
estanques sr (solución rica) o pregnant.
c) Un sistema de tubería plástica, que conecta los estanques
sr-2 (mezcla y bombeo) con una columna pequeña de car-
bón activado, y, desde allí, a los estanques sB-1 (solución
barren).
d) Tres estanques plásticos sB-1 y tres estanques sB-2, respec-
tivamente conectadas en paralelo, en donde se efectúa
el muestreo de la solución agotada barren, y se ajusta su
contenido de reactivos (naCn y Cal). De estos últimos, la
solución con sus reactivos ya reajustados, se bombea nue-
vamente a la parte superior de la columna de lixiviación,
mediante bomba peristáltica de velocidad variable.
Desarrollo de pruebas de cianuración
La metodología de la cianuración fue la siguiente:
a. Diariamente se riega la columna con un volumen de solu-
ción barren de aproximadamente 300-320 litros, correspon-
dienteauncaudaldeirrigaciónde12lt/h/m2 de superficie
de columna.
b. Una vez medido el volumen y muestreada la solución sa-
liente pregnant, se bombea dicha solución a través de las
columnas con carbón activado que adsorbe gran parte del
contenido de oro disuelto en la solución.
Dicha solución, después de la adsorción, es recibida en es-
tanques, donde se mide su volumen, se muestrea para en-
sayar su ley de oro y plata, ph y contenido de naCn, y se
reajusta volumen y contenido de naCn y cal, por adición de
agua y de los compuestos respectivos.
MallaAbertura (micras)
(%) PesoLeyes (g/Tm) Distribución (%)
Oro Plata Oro Plata
+6” 152,400 9.38 2,58 6,38 9,46 17,05
+4” 101,600 18.65 2,05 2,70 15,19 14,58
+3” 76,200 12.72 2,81 4,40 13,97 15,95
+2” 50,800 11.84 1,99 2,48 9,21 8,37
+1” 25,400 19.27 1,83 2,35 13,78 12,93
+1/2” 12,700 10.84 2,54 3,00 10,76 9,27
+1/4” 6350 5.54 2,27 3,28 4.92 5,18
+10m 1700 4.16 2,90 3,20 4.71 3,79
-10m 7.30 6,31 6,20 18.0 12,90
100,0 2,56 3,51 100.0 100.00
Tabla 1. Análisis de malla valorado con muestra de mineral representativo
24
Invest Apl Innov 3(1), 2009
c. Mientras dura la circulación de la solución anterior por
carbón activado y su reajuste de volumen y composición,
se pasa a través del mineral un nuevo volumen de solu-
ción.
d. Cuando los ensayes de las soluciones pregnant y barren,
indican que las columnas con carbón activado están sa-
turadas, y que la adsorción de oro en ellas se ha reducido,
se procede al cambio de carbón. EI carbón saturado es
pesado, secado y muestreado, para controlar la extrac-
ción de oro del mineral.
e. Diariamenteseregistran losensayesdeoro/plataype-
riódicamentelosensayescobre/fierrodelassoluciones.
Figura 2.- Pruebas preliminares de cianuración por agitación
se suspendió la lixiviación cuando el control de la extracción
de oro del mineral, por soluciones entrantes (barren) y salientes
(pregnant) indicaba un aumento de extracci6n menor que 0.01
g/TMdurantedossemanasseguidas.
Después de suspender la adición de solución de cianuro y de
drenar el remanente de solución saliente, se pasó los volúmenes
respectivos de saliente por las columnas de carbón, de manera
que el contenido de oro del último carbón activado saturado
refleje el total del oro extraído del mineral, a excepción de las
siguientes cantidades: oro en la ultima solución barren más oro
en soluciones salientes de lavado y estruje final. Ver Tabla 2.
Manejo de soluciones
Los contenidos de oro y plata de la ultima solución barren (ob-
tenidos durante el ultimo ciclo de lixiviación y estruje solución
pregnant, después de su adsorción por carbón activado), forma
parte del balance metalúrgico.
Asimismo, losvaloresdisueltosdeoro/platadelassoluciones
de lavado mas estruje final, serán sumados a los valores de la
ultima solución barren, y, ambos, representen el item de “conte-
nidosdeoro/plataensoluciones”delbalance.
Figura 1. Esquema de operación de las columnas de cianuración
CAsTILLo, Jorge. “ simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado”
25
Invest Apl Innov 3(1), 2009
Tratamiento de ripios finales
Descargado el ripio, fue ensacado y pesado “húmedo” en una
balanza de plataforma, luego fue vaciado y extendido en el
suelo, para secado al aire.
Después de este secado, el total del ripio fue tamizado sobre
mallas de 6”, 4”, 3”, 2”, 1”, ½” y ¼”, con lo que se obtuvo su com-
posición granulométrica. El Cuadro no.3, presenta los ensayes
del ripio, por mallas valoradas, y su promedio calculado.
Carbón activado saturado
La columna de lixiviación usó 10 lotes de carbón activado
(denominados del C-1 al C-10) a fin de adsorber los metales
nobles contenidos en las soluciones pregnant.
EI criterio para cambiar de lote de carbón consistió en determi-
nar el momento en el que la eficiencia de adsorción disminuyó
hasta menos del 50%. Ver Tabla 3.
EI peso de los 10 lotes de carbón varió a lo largo del ciclo de
cianuración, en función de las observaciones que se hacía refe-
rente a la eficiencia de adsorción. Cada lote de carbón activado
saturado, después de ser sacado del circuito y reemplazado por
uno nuevo, fue “oreado” (secado al aire), pesado en estado orea-
do, muestreado cuidadosamente sacando muestras para deter-
minacióndehumedadycontenidodeoro/plata.
RESULTADOS
EI procedimiento para la elaboración del balance metalúrgico
se explica a continuación:
Muestras: MINERAL AURIFERO
Condiciones de la prueba\Inicio: 21.09Final: 30.12Columna: 24.5” pies x 48” ¢Chancado: -8”Lixiviante:600 ppm NaCN
objetivo: Lixiviación en columnaFlujodeirrigación(lt/h/m2)Etapa de curado (días)Diámetro de columna (Pulg.)Leydecabezaoro(g/TM)Peso de mineral húmedo inicial (Kg)Porcentaje de humedad Inicial (%)Peso de mineral seco inicial (Kg)Altura de mineral inicial (Pulg.)Densidadaparenteinicial(gr/cc)Altura de mineral final (Pulg.)Peso de residuo seco (Kg)Volumen drenado (lt) (solución barren)Perdida de altura (%)
12--482.56 (Promedio)10512.760.37110473.76262.81.39262.6810913.67(neto)608.000.05%
Tabla 2. Condiciones de operación de mineral
MallaAbertura
(micras)(%) Peso
Leyes (g/TM) Distribución (%)
Oro Plata Oro Plata
+6” 152,400 4,60 0,18 3,0 2,83 8,43
+4” 101,600 22,30 0,31 1,1 23,63 14,98
+3” 76,200 10,58 0,29 2,8 10,49 18,09
+2” 50,800 14,94 0,27 1,8 13,79 16,43
+1” 25,400 19,64 0,28 1,6 18,80 19,19
+1/4” 6350 14,54 0,32 1,6 15,91 14,21
-1/4” 7,88 0,54 1,8 14,55 8,67
Residuo
Calculado
100,0 0,31 1,637 100.0 100.00
Tabla 3. Análisis de malla valorado con ripios de mineral después de la cianuración
CAsTILLo, Jorge. “ simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado”
26
Invest Apl Innov 3(1), 2009
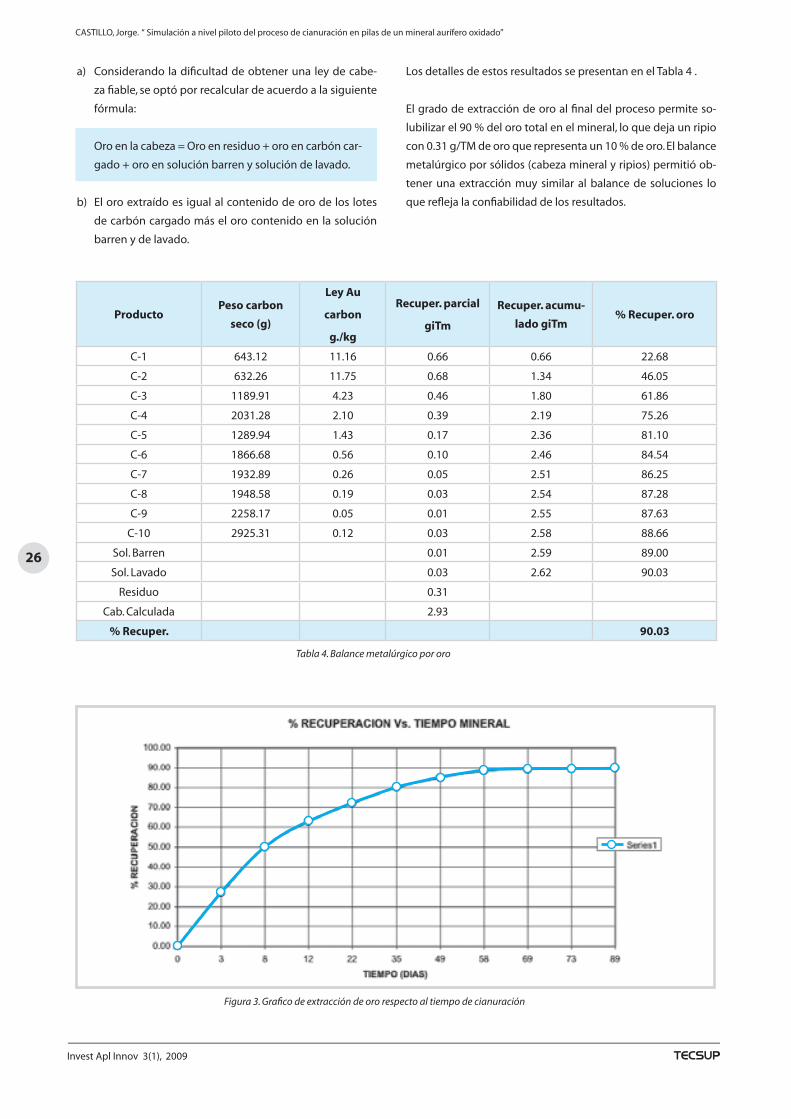
a) Considerando la difi cultad de obtener una ley de cabe-
za fi able, se optó por recalcular de acuerdo a la siguiente
fórmula:
Oroenlacabeza=Oroenresiduo+oroencarbóncar-
gado + oro en solución barren y solución de lavado.
b) El oro extraído es igual al contenido de oro de los lotes
de carbón cargado más el oro contenido en la solución
barren y de lavado.
Los detalles de estos resultados se presentan en el Tabla 4 .
El grado de extracción de oro al fi nal del proceso permite so-
lubilizar el 90 % del oro total en el mineral, lo que deja un ripio
con0.31g/TMdeoroquerepresentaun10%deoro.Elbalance
metalúrgico por sólidos (cabeza mineral y ripios) permitió ob-
tener una extracción muy similar al balance de soluciones lo
que refl eja la confi abilidad de los resultados.
Tabla 4. Balance metalúrgico por oro
ProductoPeso carbon
seco (g)
Ley Au
carbon
g./kg
Recuper. parcial
giTm
Recuper. acumu-
lado giTm% Recuper. oro
C-1 643.12 11.16 0.66 0.66 22.68
C-2 632.26 11.75 0.68 1.34 46.05
C-3 1189.91 4.23 0.46 1.80 61.86
C-4 2031.28 2.10 0.39 2.19 75.26
C-5 1289.94 1.43 0.17 2.36 81.10
C-6 1866.68 0.56 0.10 2.46 84.54
C-7 1932.89 0.26 0.05 2.51 86.25
C-8 1948.58 0.19 0.03 2.54 87.28
C-9 2258.17 0.05 0.01 2.55 87.63
C-10 2925.31 0.12 0.03 2.58 88.66
sol. Barren 0.01 2.59 89.00
sol. Lavado 0.03 2.62 90.03
residuo 0.31
Cab. Calculada 2.93
% Recuper. 90.03
Figura 3. Grafi co de extracción de oro respecto al tiempo de cianuración
CAsTILLo, Jorge. “ simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado”
27
Invest Apl Innov 3(1), 2009
CAsTILLo, Jorge. “ simulación a nivel piloto del proceso de cianuración en pilas de un mineral aurífero oxidado”
CONCLUSIONES
En proyectos de cianuración en pilas, es recomendable eje-
cutar previamente escalamientos piloto, como es el caso de
la cianuración en columnas alta. La información a obtener en
esta operación piloto servirá de base para el procesamiento
de los minerales en el ámbito industrial.
Los resultados del trabajo experimental en laboratorio (agi-
tación y columna) inicialmente han demostrado que la cianu-
ración en pilas es la metodología adecuada para la extracción
de oro de los minerales del yacimiento. Al ser necesario un
escalamiento en los parámetros de operación, se ejecutó la
prueba de cianuración en columna alta, en la que se evaluó
el efecto simultaneo de la altura de la pila y el tamaño de mi-
neral.
De esta manera, el balance metalúrgico indica que trabajan-
do a una altura de columna de 6.7m, con mineral chancado
conunaleydecabezade2.56g/TMdeoro,amenos8pul-
gadas, con un ciclo de irrigación de 91 días, se obtuvo una
extracciones de 90.03 % del oro total, lo que demuestra que
se trata de un mineral con buena porosidad y apto para ser
tratado por cianuración en pilas.
REFERENCIAS
[1] FLEMInG, C.A. y wYsLoUZIL B.M. (1997)
Procesamiento de Minerales Auríferos.
Gold workshop. Las Vegas, UsA
[2] Kappes, Cassiday & Associates (1996)
“Final Metallurgical Testwork Bulk Addit sample”
Lima, Perú. (Informe Privado)
[3] “Informes de Investigación Metalúrgica realizados en el
departamento de Química - Metalúrgica Tecsup”. (2000-
2008)
Lima, Perú. (Informes Privados).
ACERCA DEL AUTOR
Jorge Castillo Migone es ingeniero
metalúrgico. Investigador en el área
del procesamiento de los minerales.
Con experiencia laboral en investiga-
ción metalúrgica y en plantas de be-
neficio de minerales. Estudios de es-
pecialización en Gestión Ambiental y
recursos naturales. ha participado en
programas de capacitación y pasan-
tías en diversas Unidades Mineras en el Perú. Docente del curso
Procesamiento de Minerales, consultor en el área de servicios a
la Industria, Capacitación Continua y Campus virtual en Tecsup.
Expositor en eventos organizados por Instituciones del sector
minero–metalúrgico nacionales e internacionales..
28
Invest Apl Innov 3(1), 2009
Rafael Vilca, Manuel Manyari
Ahorro de energía por control automático de máxima demanda
Energy saving by maximum demand automatic control
Resumen
El uso eficiente de la energía eléctrica y la auditoría energé-
tica ha tomado gran importancia en los últimos años, gracias
al ahorro en costos de producción que estas representan.
Auditoria energética consiste en la recolección de datos so-
bre el suministro y consumo de todas las formas de energía,
con el propósito de evaluar y cuantificar las posibilidades de
ahorro de esta. Un parámetro de medición importante es la
máxima demanda que representa la potencia máxima con-
sumida en un mes, la cual afecta de forma directa en el costo
de operación de un potencial cliente. Por lo antes expuesto,
es importante un control de la máxima demanda y energía
consumida para reducir los costos asociados al consumo de
energía eléctrica. En este trabajo se analizará las posibilida-
des de ahorro de energía logrado con el control de la máxima
demanda, donde se implementa un sistema automático de
control que adquiere datos mediante un medidor de energía,
procesa los datos asociados empleando Excel - oPC y toma
una acción de conexión o desconexión de cargas predeter-
minadas mediante PLCs, según las variaciones de consumo
durante periodos de observación.
Abstract
The efficient use of both electrical energy and the audit ener-
getic has taken great importance in the last years, thanks to
the saving in production costs that these represent. Audit
energetic consists in the data collecting about the provision
and consumption of all energy way, in order to evaluate and
to quantify the possibilities of saving this one. An important
measurement parameter is the maximum demand that re-
presents the maximum power consumed in a month, which
affects directly in the operation cost of a client. Due to expo-
sed, a control of both the maximum demand and consumed
energy is important to reduce the associated costs to the
electrical power consumption. In this paper, we will analyze
possibilities of energy saving with control of maximum de-
mand, where an automatic control system is implemented
and collects data by a power meter, that processes the asso-
ciated data using Excel - oPC and takes action for connecting
or disconnecting predetermined loads by means of PLCs, ac-
cording to the consumption variations during the observation
periods.
Palabras claves
Ahorro de energía, máxima demanda, oPC, Automatización.
Key words
Energy saving, maximum demand, oPC, automation.
INTRODUCCIÓN
Debido al crecimiento industrial que ha experimentado nues-
tro país, el uso eficiente de la energía eléctrica ha tomado gran
importancia por el ahorro en costos de producción que éstas
representan en las empresas. Durante el período 2001-2008 la
demanda local aumentó en 32.2%, mientras que la oferta en
nueva generación solo creció en 11.3%, reduciéndose la reser-
va de manera significativa (aprox. 500 Mw). La pérdida de la
reserva eléctrica durante el mismo período de 50% a 30%, llega
a menos de 10% en las horas punta, que se suman a las restric-
ciones en el suministro de gas natural a las centrales térmicas
en horas punta (18 a 23 horas) por la congestión en el gaseo-
ducto de humay (Ica) a Lima, que tiene una capacidad máxima
de transporte de 290 millones de pies cúbicos. Esto representa
un equivalente de 200 Mw de menor generación a gas natu-
ral que se sustituye con los precios del diesel que cuesta entre
20% a 25% más caro que el precio internacional del petróleo.
Por tanto, nos encontramos ante un leve problema energético,
lo cual repercute en el consumo de los usuarios finales, hablan-
do específicamente del área industrial.
Toda industria tiene un contrato energético con las empresas
distribuidoras o generadoras de energía. Para ello cuentan con
un contrato de máxima demanda estimada. normalmente las
29
Invest Apl Innov 3(1), 2009
VILCA, rafael, MAnYArI, Manuel. “Ahorro de energía por control automático de máxima demanda”
empresas no llevan un control de su máxima demanda y casi
siempre sobrepasan este límite establecido, por lo que se ven
obligados de añadir un costo por exceso de consumo.
El tiempo en que mayormente se dan estos casos de exceso
son en la horas punta, pues es el momento en que la mayoría
de cargas ingresan en el sistema y el consumo es mayor, ade-
más es el momento en que la energía es más costosa, debido
a que se insertan en el sistema interconectado, otras fuen-
tes de generación de menor eficiencia. Todo esto hace que
la energía tenga mayor precio y también que las empresas
se vean obligadas a optimizar sus sistemas para el consumo
de energía.
Auditoría Energética puede definirse como una actividad de
evaluación independiente y de asesoramiento de la adminis-
tración y de la técnica, centrada en el examen y evaluación
de la adecuación, eficiencia y eficacia del consumo de todas
las formas de energía, así como de la calidad del desempe-
ño de las unidades en relación con la eficiencia energética y
planes, metas, objetivos y políticas definidos para ésas. Uno
de la parámetros de medición de gran importancia en el aná-
lisis de consumos energéticos es la máxima demanda, que
representa la potencia máxima consumida durante un mes,
la cual hará variar el promedio mensual de consumo y, como
consecuencia, el cliente pagará un valor mayor si dicho pro-
medio es elevado.
Por lo antes expuesto, es importante un control de la máxima
demanda y de la energía consumida para reducir los costos
asociados al consumo de energía eléctrica. Por otro lado, las
tendencias actuales de automatización pueden servir como
herramienta de apoyo al control de máxima demanda en
forma automática, a través del uso de PLCs y herramientas
de intercambio de datos en entorno windows como oPC.
En este trabajo se analizarán las posibilidades de ahorro de
energía y se aplicará el control de máxima demanda, imple-
mentándose un sistema automático de control que adquiera
datos mediante un medidor de energía; procesa los datos a
observar empleando una hoja de Excel y comunicación oPC
para tomar una acción de conexión o desconexión de cargas
predeterminadas mediante PLCs, según las variaciones de
consumo durante periodos de observación y parámetros de
configuración pre-establecidos.
FUNDAMENTOS
El control de la máxima demanda para un ahorro de energía
es principalmente importante en los sectores industriales y
de servicios, que muestran un consumo intensivo de energía e
inquietud de minimización de gastos en operación.
Existen metodologías para el monitoreo y control de la máxi-
ma demanda en cumplimiento a la norma “opciones tarifarías
y condiciones de Aplicación de las tarifas a usuarios final” (osi-
nerg no 236-2005 del 23-08-2005). Por lo que excederse en el
consumo de la máxima demanda por un periodo mayor de 15
minutos, implica un incremento de costo de facturación men-
sual y que se mantendrá por un periodo de 6 meses.
Es de suma importancia el control de la máxima demanda y
rechazo de carga automático a través de la implementación de
un medidor de energía y enlazado a un PLC que opere la desco-
nexión de cargas preseleccionadas para que no sobrepasemos
la potencia máxima preajustada.
¿Por qué controlar la demanda?
La factura mensual de energía eléctrica tiene los siguientes cobros,
según la opción tarifaria: por energía consumida (común para
todas las tarifas) por potencia consumida en su empalme (BT2 y
MT2), por la máxima demanda registrada (BT3, BT4, MT3, MT4).
¿Cómo se cobra la energía?
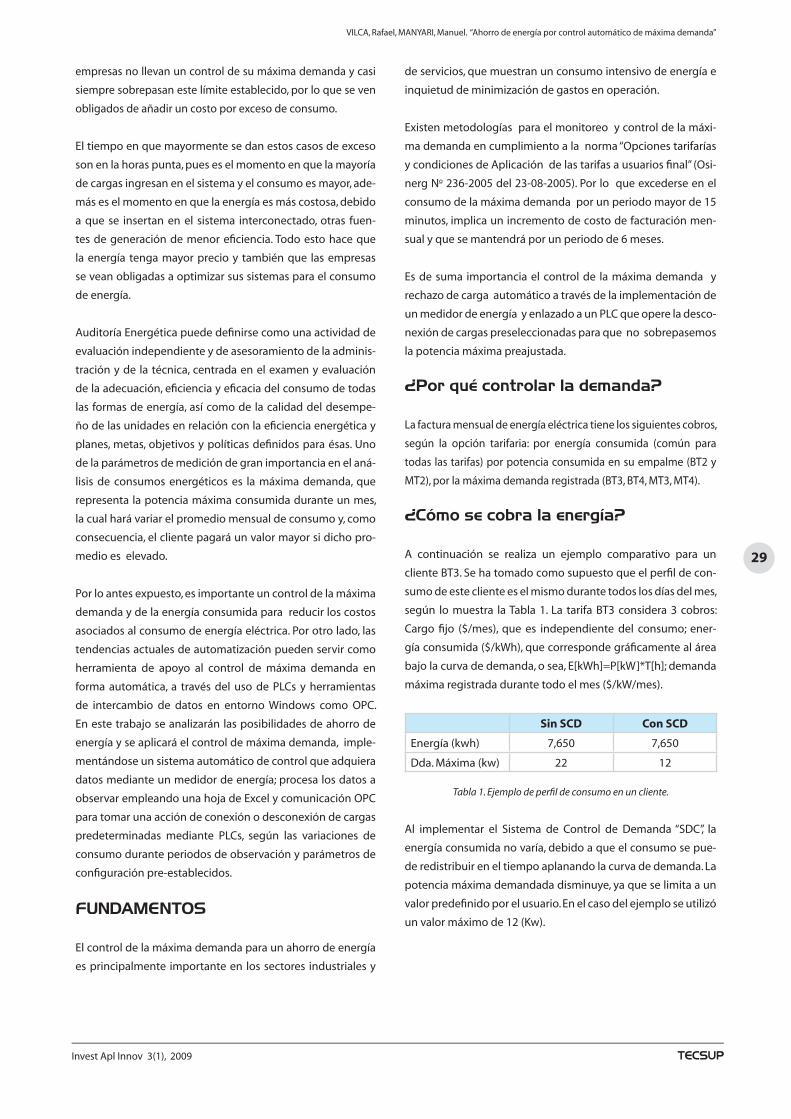
A continuación se realiza un ejemplo comparativo para un
cliente BT3. se ha tomado como supuesto que el perfil de con-
sumo de este cliente es el mismo durante todos los días del mes,
según lo muestra la Tabla 1. La tarifa BT3 considera 3 cobros:
Cargo fijo ($/mes), que es independiente del consumo; ener-
gíaconsumida($/kWh),quecorrespondegráficamentealárea
bajolacurvadedemanda,osea,E[kWh]=P[kW]*T[h];demanda
máximaregistradadurantetodoelmes($/kW/mes).
Sin SCD Con SCD
Energía (kwh) 7,650 7,650
Dda. Máxima (kw) 22 12
Tabla 1. Ejemplo de perfil de consumo en un cliente.
Al implementar el sistema de Control de Demanda “sDC”, la
energía consumida no varía, debido a que el consumo se pue-
de redistribuir en el tiempo aplanando la curva de demanda. La
potencia máxima demandada disminuye, ya que se limita a un
valor predefinido por el usuario. En el caso del ejemplo se utilizó
un valor máximo de 12 (Kw).
30
Invest Apl Innov 3(1), 2009
VILCA, rafael, MAnYArI, Manuel. “Ahorro de energía por control automático de máxima demanda”
Los montos que la compañía de distribución eléctrica factu-
rará, para el caso del ejemplo, por los conceptos antes men-
cionados son los siguientes, (Tabla 2):
Precio total ($) Ahorro (%)Sin SCD Con SCD
Cargofijo($/mes) 689 689 0%
Energía($/kwh) 166,036 166,036 0%
Cargo demanda máxima($/kw/mes)
169,958 94,421 44%
TOTAL 336,682 261,145 22%
Tabla 2. Montos de facturación del ejemplo presentado.
La ley establece que el “horario punta” del sistema se extien-
de desde las 18h00 hasta las 23h00 todos los días hábiles.
En este horario se aprecia un aumento de demanda debido
principalmente a los consumos de energía para calefacción
e iluminación.
En cumplimiento a la norma “opciones tarifarías y condi-
ciones de Aplicación de las tarifas a usuarios final” (osinerg
no 236-2005 del 23-08-2005), se indica: para las opciones
tarifarías MT3-MT4-BT3-BT4 el medidor registra la máxima
demanda en “hora punta” y en “hora fuera de punta” por un
periodo de 15 minutos y determina:
Potencia Activa de Generación (PAG). Es la máxima poten-
cia consumida durante el mes de facturación en Kw. en hora
punta o fuera de punta.
PAG=Máx.Demanda
Potencia de Distribución (PD). La facturación de potencia
por uso de las redes de Distribución será determinada por el
promedio de los dos valores más altos de la máxima deman-
da en los últimos seis meses incluido el mes actual que se
factura.
PD=(Máx.Dem.1+Máx.Dem.2)/2
en un período de 6 meses.
Es decir, a máxima demanda mayor será la facturación por
potencia de generación y distribución y esta será facturada
por un periodo de 6 meses.
se podrá disminuir la facturación de las siguientes formas:
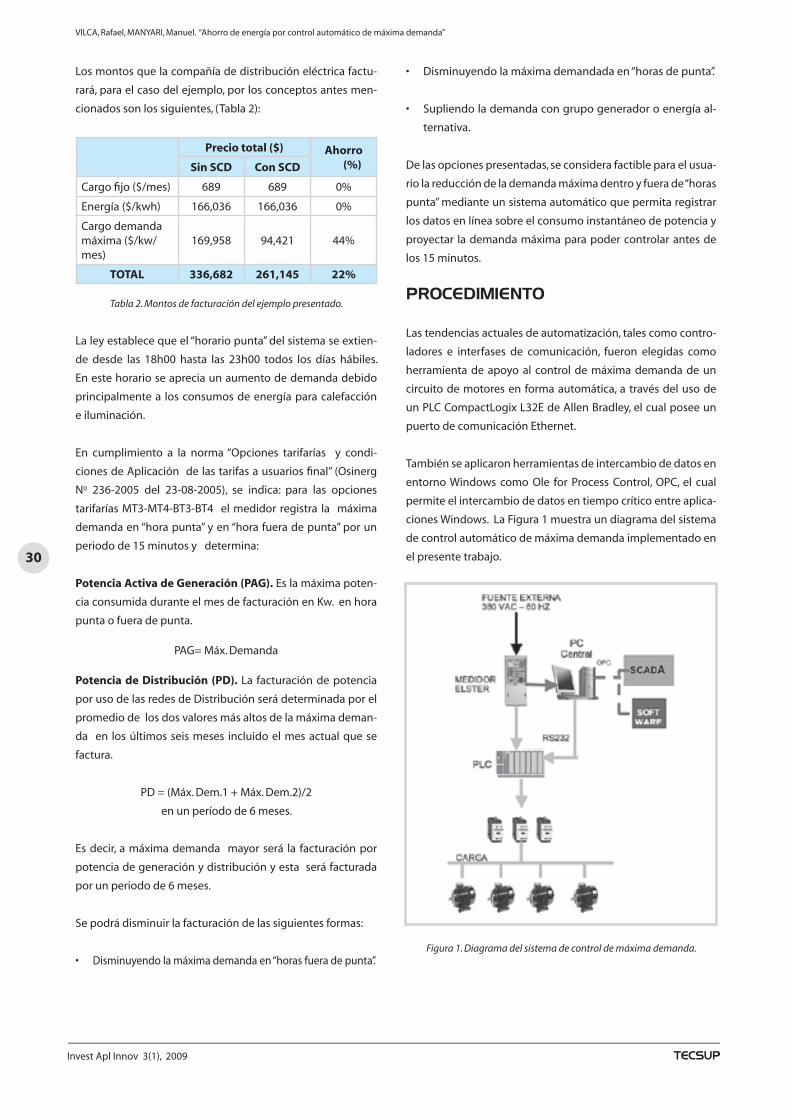
• Disminuyendo la máxima demanda en “horas fuera de punta”.
• Disminuyendolamáximademandadaen“horasdepunta”.
• Supliendolademandacongrupogeneradoroenergíaal-
ternativa.
De las opciones presentadas, se considera factible para el usua-
rio la reducción de la demanda máxima dentro y fuera de “horas
punta” mediante un sistema automático que permita registrar
los datos en línea sobre el consumo instantáneo de potencia y
proyectar la demanda máxima para poder controlar antes de
los 15 minutos.
PROCEDIMIENTO
Las tendencias actuales de automatización, tales como contro-
ladores e interfases de comunicación, fueron elegidas como
herramienta de apoyo al control de máxima demanda de un
circuito de motores en forma automática, a través del uso de
un PLC CompactLogix L32E de Allen Bradley, el cual posee un
puerto de comunicación Ethernet.
También se aplicaron herramientas de intercambio de datos en
entorno windows como ole for Process Control, oPC, el cual
permite el intercambio de datos en tiempo crítico entre aplica-
ciones windows. La Figura 1 muestra un diagrama del sistema
de control automático de máxima demanda implementado en
el presente trabajo.
Figura 1. Diagrama del sistema de control de máxima demanda.
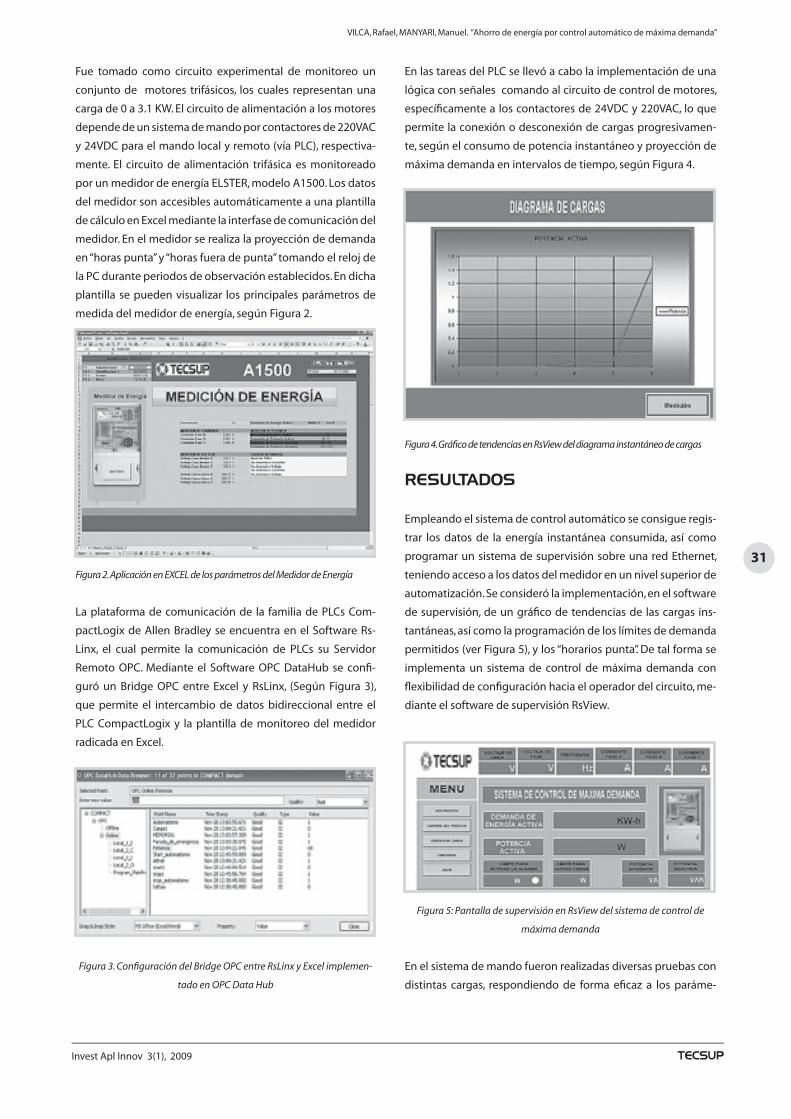
31
Invest Apl Innov 3(1), 2009
VILCA, rafael, MAnYArI, Manuel. “Ahorro de energía por control automático de máxima demanda”
Fue tomado como circuito experimental de monitoreo un
conjunto de motores trifásicos, los cuales representan una
carga de 0 a 3.1 Kw. El circuito de alimentación a los motores
depende de un sistema de mando por contactores de 220VAC
y 24VDC para el mando local y remoto (vía PLC), respectiva-
mente. El circuito de alimentación trifásica es monitoreado
por un medidor de energía ELsTEr, modelo A1500. Los datos
del medidor son accesibles automáticamente a una plantilla
de cálculo en Excel mediante la interfase de comunicación del
medidor. En el medidor se realiza la proyección de demanda
en “horas punta” y “horas fuera de punta” tomando el reloj de
la PC durante periodos de observación establecidos. En dicha
plantilla se pueden visualizar los principales parámetros de
medida del medidor de energía, según Figura 2.
Figura 2. Aplicación en EXCEL de los parámetros del Medidor de Energía
La plataforma de comunicación de la familia de PLCs Com-
pactLogix de Allen Bradley se encuentra en el software rs-
Linx, el cual permite la comunicación de PLCs su servidor
remoto oPC. Mediante el software oPC Datahub se confi-
guró un Bridge oPC entre Excel y rsLinx, (según Figura 3),
que permite el intercambio de datos bidireccional entre el
PLC CompactLogix y la plantilla de monitoreo del medidor
radicada en Excel.
Figura 3. Configuración del Bridge OPC entre RsLinx y Excel implemen-
tado en OPC Data Hub
En las tareas del PLC se llevó a cabo la implementación de una
lógica con señales comando al circuito de control de motores,
específicamente a los contactores de 24VDC y 220VAC, lo que
permite la conexión o desconexión de cargas progresivamen-
te, según el consumo de potencia instantáneo y proyección de
máxima demanda en intervalos de tiempo, según Figura 4.
Figura 4. Gráfico de tendencias en RsView del diagrama instantáneo de cargas
RESULTADOS
Empleando el sistema de control automático se consigue regis-
trar los datos de la energía instantánea consumida, así como
programar un sistema de supervisión sobre una red Ethernet,
teniendo acceso a los datos del medidor en un nivel superior de
automatización. se consideró la implementación, en el software
de supervisión, de un gráfico de tendencias de las cargas ins-
tantáneas, así como la programación de los límites de demanda
permitidos (ver Figura 5), y los “horarios punta”. De tal forma se
implementa un sistema de control de máxima demanda con
flexibilidad de configuración hacia el operador del circuito, me-
diante el software de supervisión rsView.
Figura 5: Pantalla de supervisión en RsView del sistema de control de
máxima demanda
En el sistema de mando fueron realizadas diversas pruebas con
distintas cargas, respondiendo de forma eficaz a los paráme-
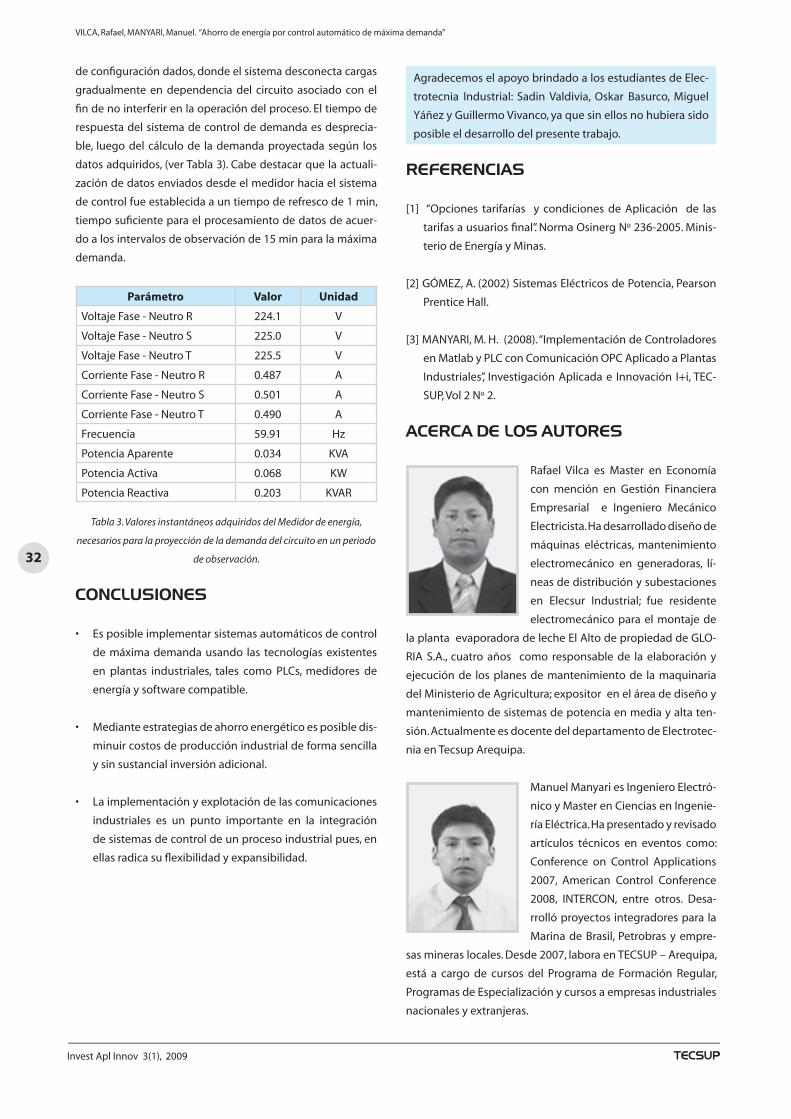
32
Invest Apl Innov 3(1), 2009
de confi guración dados, donde el sistema desconecta cargas
gradualmente en dependencia del circuito asociado con el
fi n de no interferir en la operación del proceso. El tiempo de
respuesta del sistema de control de demanda es desprecia-
ble, luego del cálculo de la demanda proyectada según los
datos adquiridos, (ver Tabla 3). Cabe destacar que la actuali-
zación de datos enviados desde el medidor hacia el sistema
de control fue establecida a un tiempo de refresco de 1 min,
tiempo sufi ciente para el procesamiento de datos de acuer-
do a los intervalos de observación de 15 min para la máxima
demanda.
Parámetro Valor Unidad
Voltaje Fase - neutro r 224.1 V
Voltaje Fase - neutro s 225.0 V
Voltaje Fase - neutro T 225.5 V
Corriente Fase - neutro r 0.487 A
Corriente Fase - neutro s 0.501 A
Corriente Fase - neutro T 0.490 A
Frecuencia 59.91 hz
Potencia Aparente 0.034 KVA
Potencia Activa 0.068 Kw
Potencia reactiva 0.203 KVAr
Tabla 3. Valores instantáneos adquiridos del Medidor de energía,
necesarios para la proyección de la demanda del circuito en un periodo
de observación.
CONCLUSIONES
• Esposibleimplementarsistemasautomáticosdecontrol
de máxima demanda usando las tecnologías existentes
en plantas industriales, tales como PLCs, medidores de
energía y software compatible.
• Medianteestrategiasdeahorroenergéticoesposibledis-
minuir costos de producción industrial de forma sencilla
y sin sustancial inversión adicional.
• Laimplementaciónyexplotacióndelascomunicaciones
industriales es un punto importante en la integración
de sistemas de control de un proceso industrial pues, en
ellas radica su fl exibilidad y expansibilidad.
Agradecemos el apoyo brindado a los estudiantes de Elec-
trotecnia Industrial: sadin Valdivia, oskar Basurco, Miguel
Yáñez y Guillermo Vivanco, ya que sin ellos no hubiera sido
posible el desarrollo del presente trabajo.
REFERENCIAS
[1] “opciones tarifarías y condiciones de Aplicación de las
tarifas a usuarios fi nal”. norma osinerg no 236-2005. Minis-
terio de Energía y Minas.
[2] GÓMEZ, A. (2002) sistemas Eléctricos de Potencia, Pearson
Prentice hall.
[3] MAnYArI, M. h. (2008). “Implementación de Controladores
en Matlab y PLC con Comunicación oPC Aplicado a Plantas
Industriales”, Investigación Aplicada e Innovación I+i, TEC-
sUP, Vol 2 no 2.
ACERCA DE LOS AUTORES
rafael Vilca es Master en Economía
con mención en Gestión Financiera
Empresarial e Ingeniero Mecánico
Electricista. ha desarrollado diseño de
máquinas eléctricas, mantenimiento
electromecánico en generadoras, lí-
neas de distribución y subestaciones
en Elecsur Industrial; fue residente
electromecánico para el montaje de
la planta evaporadora de leche El Alto de propiedad de GLo-
rIA s.A., cuatro años como responsable de la elaboración y
ejecución de los planes de mantenimiento de la maquinaria
del Ministerio de Agricultura; expositor en el área de diseño y
mantenimiento de sistemas de potencia en media y alta ten-
sión. Actualmente es docente del departamento de Electrotec-
nia en Tecsup Arequipa.
Manuel Manyari es Ingeniero Electró-
nico y Master en Ciencias en Ingenie-
ría Eléctrica. ha presentado y revisado
artículos técnicos en eventos como:
Conference on Control Applications
2007, American Control Conference
2008, InTErCon, entre otros. Desa-
rrolló proyectos integradores para la
Marina de Brasil, Petrobras y empre-
sas mineras locales. Desde 2007, labora en TECsUP – Arequipa,
está a cargo de cursos del Programa de Formación regular,
Programas de Especialización y cursos a empresas industriales
nacionales y extranjeras.
VILCA, rafael, MAnYArI, Manuel. “Ahorro de energía por control automático de máxima demanda”
33
Invest Apl Innov 3(1), 2009
Walter Montoya, Luis Sánchez
Innovación tecnológica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de
minerales de cobre
Technological innovation in the production of copper oxyclorure from leaching acid solutions
Resumen
El objetivo de la investigación aplicada es determinar las con-
diciones de fabricación de oxicloruro de cobre, producto que
se aplica en la agricultura como fungicida. Existen diversas
formas de su fabricación, tradicionalmente a partir de cha-
tarra de cobre; el alcance del proceso de fabricación que se
propone es a partir de soluciones provenientes de lixiviación
de minerales oxidados de cobre.
La metodología de trabajo se desarrolló mediante un proce-
so experimental de laboratorio simulado en tres etapas, uti-
lizando como insumos cloruro de sodio, chatarra de fierro y
aire. El trabajo experimental incluyó la determinación de los
efectos de la acidez, tiempo, concentración de naCl y dosifi-
cación de cemento sobre la cinética y rendimiento de con-
versión de Cuso4 a CuCl, para la primera etapa del proceso.
En una segunda etapa se disuelve el CuCl en solución calien-
te de naCl, evaluándose el tiempo, la temperatura y la con-
centración de la salmuera. El proceso concluye en una etapa
de oxidación del CuCl para formar el precipitado de oxiclo-
ruro que es evaluado mediante pruebas de ciclo cerrado. se
determinan los efectos del circulante de CuCl y cemento,
permitiendo comprobar la viabilidad técnica del proceso y
las ventajas con respecto de otros procesos en cuanto a los
principales insumos necesarios.
Los resultados obtenidos en la investigación aplicada sirven
de base para la implementación del proceso propuesto en
el ámbito industrial. La calidad del oxicloruro a producirse
está en el orden del 55 – 58% Cu, 16 – 18% Cl, con granulo-
metría menor a 10 micrones, cumpliendo en este punto con
las especificaciones del producto. Además, se estima que por
1 kg de cobre en solución tratado se producirán 1.8 kg de
oxicloruro, por lo que se requiere 0.83 kg de fierro y 1.3 Kg
de naCl.
Abstract
The objective of the applied research is to determine the
production conditions of copper oxychloride, product
that is applied in agriculture as fungicide. There are di-
fferent ways to produce it from copper scraps materials;
the production process proposed is from solutions of lea-
ching acid of copper.
The method was developed through an experimental
process in laboratory in three stages, using sodium chlori-
de, iron scrap and air the experimental work included the
determination of effects of acidity, time of reaction, naCl
concentration and dosage of cement over the kinetic and
performance of Cuso4 conversion to CuCl, for the first sta-
ge of the process.
In the second stage, CuCl is dissolved into a hot solution of
naCl. we evaluated the time of reaction, temperature and
concentration of sodium chloride. The process concluded
with a stage of oxidation of CuCl in order to form the oxy-
cloride that is evaluated in a locked cycle test. The effects
of CuCl charge and cement are determined, allowing to
probe the technical feasibility of the process and its ad-
vantages.
The results obtained in the applied research are impor-
tant to implement the process at an industrial level. The
quality of the oxychloride is in average 55 to 58% Cu and
16 to 18% Cl, with a size of minus 10 microns, complying
with the specifications of the commercial product. Also, it
has been calculated that 1 kilo of copper in solution gives
1.8 kilos of oxychloride, demanding 0.83 kilos of iron and
1.3 kilos of naCl.
Palabras claves
Cimentación, lixiviación, conversión, pruebas de ciclo ce-
rrado, pruebas discontinuas, precipitación, cinética.
34
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Key words
Cementation, leaching, conversion, locked cycle test, batch
test, precipitation, kinetic.
INTRODUCCIÓN
La alternativa de producir sales de cobre a partir de la lixivia-
ción de minerales oxidados ha sido planteada a los produc-
tores mineros en los últimos años a fin de aumentar el valor
agregado del mineral. En el orbe nacional las menas oxidadas
de cobre son lixiviadas para luego producir cátodos, cemento
o sulfato de cobre.
Con respecto a los yacimientos próximos a la costa, con re-
lativa facilidad para conseguir cloruro de sodio y chatarra de
fierro, se plantea un proceso no convencional con el fin de
producir oxicloruro, del cual se tiene antecedentes de estudio
en el norte de Chile.
El oxicloruro tiene aplicaciones en los cultivos de hortalizas,
papas, frutales, café y otros para combatir plagas de hongos.
La aplicación de este producto es fundamentalmente como
fungicida criptogámico para eliminar algunos microorganis-
mos que atacan a los frutales, cafetales, semillas y cultivos
de pan llevar, otro uso es como pigmento. El uso actual en el
orbe nacional es reducido, aunque existe, principalmente, un
mercado potencial de exportación al grupo andino.
El presente artículo constituye un estudio para determinar la
viabilidad técnica del proceso, evaluándose las variables y el
diagrama de flujo que nos permiten estimar los resultados en
un circuito continuo.
FUNDAMENTOS
El oxicloruro de cobre es un compuesto cristalizado confor-
mado por: aCuo, bCuCl2, ch
2o, en el que varía el valor de los
coeficientes a, b y c de acuerdo al procedimiento de fabrica-
ción.
Los métodos de fabricación dependen fundamentalmente
de los insumos elegidos o disponibles. Los procesos conven-
cionales que se trabajan en las plantas instaladas en Lima
parten de virutas de cobre y emplean ácido clorhídrico. A
continuación resumimos brevemente los métodos disponi-
bles y conocidos en el país.
a) Metodología del sulfato de Cobre
Este método consiste en diluir en agua caliente, a 82ºC, cris-
tales de sulfato de cobre; luego se disuelve en cloruro de
sodio para formar el cloruro cúprico (CuCl2). A esta solu-
ción caliente se le añade roca calcárea (CaCo3) finamente
pulverizada para neutralizar la acidez proveniente del sul-
fato de cobre y del cloruro de sodio, con lo que se alcanza
un ph entre 3.5 a 4.0. Después, se inyecta aire a la pulpa,
para producir la precipitación de cristales de oxicloruro de
cobre. La pulpa se filtra a presión, luego se lava con agua
caliente a 70ºC en el mismo filtro, finalmente se seca y se
desmenuza para luego envasar con el fin de su comerciali-
zación.
La fabricación del oxicloruro de cobre se basa en las si-
guientes reacciones:
Cuso4 + 2 naCl ➜ na2so4 + CuCl2
2 na2so
4 + 3 CuCl
2 + 2 CaCo
3 ➜ 4 naCl + 2 Cuo . CuCl
2 + 2
Caso4 + 2Co
2
El sulfato de calcio que aún acompaña al oxicloruro en el
filtro por ser soluble en agua, se elimina durante la opera-
ción de lavado. El cloruro de sodio, que también está pre-
sente como impureza por ser soluble, del mismo modo se
elimina en la operación de lavado.
Con esta metodología se obtiene un producto de oxicloru-
ro de cobre que contiene entre 17 a 19% cobre, porcentaje
bajo, debido principalmente a las reacciones químicas que
intervienen, calidad de la caliza y restos de sulfatos y clo-
ruros insolubles que quedan con el oxicloruro después del
filtrado.
b) Metodología del ácido clorhídrico
Este método consiste en hacer reaccionar retazos de cobre
metálicoconácidoclorhídricodiluidoa60g/L,mediante
la inyección de aire comprimido para agitar la solución, lo
que permite acelerar la reacción. Cuando la solución alcan-
zaunpH=3.0,seproducelaprecipitacióndefinoscristales
de oxicloruro de cobre por la presencia de oxígeno sumi-
nistrado por el aire. La pulpa obtenida se filtra, el queque se
somete a secado, se desmenuza, y luego se envasa para su
comercialización.
El método permite utilizar cobre electrolítico (chatarra lim-
pia) y ácido clorhídrico, de acuerdo con las siguientes reac-
ciones:
4 Cu + 2 hCl + 2 o2 ➜ CuCl
2 + 3 Cuo + h
2o
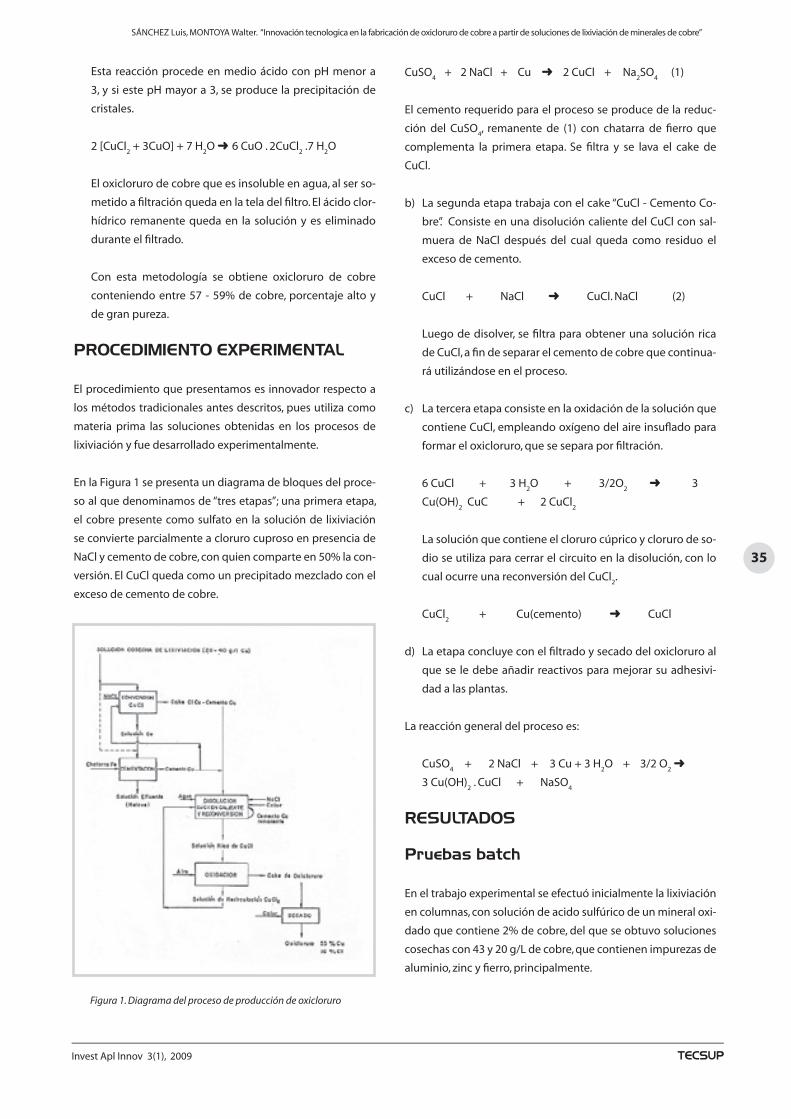
35
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Esta reacción procede en medio ácido con ph menor a
3, y si este ph mayor a 3, se produce la precipitación de
cristales.
2 [CuCl2 + 3Cuo] + 7 h
2o ➜ 6 Cuo . 2CuCl
2 .7 h
2o
El oxicloruro de cobre que es insoluble en agua, al ser so-
metido a filtración queda en la tela del filtro. El ácido clor-
hídrico remanente queda en la solución y es eliminado
durante el filtrado.
Con esta metodología se obtiene oxicloruro de cobre
conteniendo entre 57 - 59% de cobre, porcentaje alto y
de gran pureza.
PROCEDIMIENTO EXPERIMENTAL
El procedimiento que presentamos es innovador respecto a
los métodos tradicionales antes descritos, pues utiliza como
materia prima las soluciones obtenidas en los procesos de
lixiviación y fue desarrollado experimentalmente.
En la Figura 1 se presenta un diagrama de bloques del proce-
so al que denominamos de “tres etapas”; una primera etapa,
el cobre presente como sulfato en la solución de lixiviación
se convierte parcialmente a cloruro cuproso en presencia de
naCl y cemento de cobre, con quien comparte en 50% la con-
versión. El CuCl queda como un precipitado mezclado con el
exceso de cemento de cobre.
Cuso4 + 2 naCl + Cu ➜ 2 CuCl + na
2so
4 (1)
El cemento requerido para el proceso se produce de la reduc-
ción del Cuso4, remanente de (1) con chatarra de fierro que
complementa la primera etapa. se filtra y se lava el cake de
CuCl.
b) La segunda etapa trabaja con el cake “CuCl - Cemento Co-
bre”. Consiste en una disolución caliente del CuCl con sal-
muera de naCl después del cual queda como residuo el
exceso de cemento.
CuCl + naCl ➜ CuCl. naCl (2)
Luego de disolver, se filtra para obtener una solución rica
de CuCl, a fin de separar el cemento de cobre que continua-
rá utilizándose en el proceso.
c) La tercera etapa consiste en la oxidación de la solución que
contiene CuCl, empleando oxígeno del aire insuflado para
formar el oxicloruro, que se separa por filtración.
6 CuCl + 3 h2O + 3/2O
2 ➜ 3
Cu(oh)2 CuC + 2 CuCl
2
La solución que contiene el cloruro cúprico y cloruro de so-
dio se utiliza para cerrar el circuito en la disolución, con lo
cual ocurre una reconversión del CuCl2.
CuCl2 + Cu(cemento) ➜ CuCl
d) La etapa concluye con el filtrado y secado del oxicloruro al
que se le debe añadir reactivos para mejorar su adhesivi-
dad a las plantas.
La reacción general del proceso es:
Cuso4 + 2 naCl + 3 Cu + 3 h
2O + 3/2O
2 ➜
3 Cu(oh)2 . CuCl + naso
4
RESULTADOS
Pruebas batch
En el trabajo experimental se efectuó inicialmente la lixiviación
en columnas, con solución de acido sulfúrico de un mineral oxi-
dado que contiene 2% de cobre, del que se obtuvo soluciones
cosechascon43y20g/Ldecobre,quecontienenimpurezasde
aluminio, zinc y fierro, principalmente.
Figura 1. Diagrama del proceso de producción de oxicloruro
36
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
El equipo utilizado para la preparación del oxicloruro está
constituido por planchas de calentamiento y agitación
magnética, agitador orbital de frascos, línea de aire compri-
mido y burbujeador, filtros a vacío y accesorios de vidrio.
se efectuó una serie de pruebas discontinuas comparati-
vas y secuenciales, para delinear las principales variables
del proceso. Los detalles se presentan en la Tabla 1.
Los resultados obtenidos permiten apreciar que el proce-
dimiento funciona igual para soluciones con 43 ó 20 g/L
de Cu, con lo que se obtiene oxicloruro de composición
promedio de 58% Cu y 18% Cl y que corresponde, aproxi-
madamente, a dos fórmulas del producto final:
• 3Cu(OH)2 . CuCl
2 con 59.5% Cu y 16.6% Cl
• CuCl2 . 3Cuo . 2h
2o con 55.1% Cu y 20.6% Cl
observamos, en el desarrollo de las pruebas, que la acidez
inicial de la solución, la dosificación del cemento, tiempo
de agitación, la temperatura, el ph, la granulometría del ce-
mento, son algunas variables de consideración en la preci-
pitación de CuCl de la primera etapa.
La concentración del naCl, tiempo de disolución y proporción
de cemento, influyen en la segunda etapa, con lo que debe
mantenerse a un ph menor a 4.
Evaluación de Variables
se seleccionan algunas variables que son de importancia para
el proceso planteado.
Primera etapa
a) Influencia de la acidez en la conversión:
Las soluciones ricas de lixiviación contienen ácido rema-
nente en cantidades controlables en el desarrollo de la lixi-
viación. se efectuaron pruebas comparativas de conversión
concontenidosdeácidosulfúricode3hasta50g/L.
En la Figura 2 se muestra la variación del rendimiento de
CuCl, a partir del Cu+2 inicial y la variación porcentual de la
disolución adicional del cemento con respecto al Cu+2 ini-
cial. se observa que, con bajos contenidos de ácido libre,
es mejor la conversión de CuCl, siendo menor la disolución
adicional de Cu+2.
Tabla 1. Resultados de pruebas batch de producción de oxicloruro
MUESTRAPRUEBA BATCH
No 1 No 2 No 3 No 4 No 5
SoluciónLixiv.Cu(g/L) 43.00 43.00 20.10 20.0 20.10
SoluciónacementacionCu(g/L) 19.60 12.20 10.00 8.10 15.00
SolucióndeoxidaciónCu(g/L) 8.70 9.40 12.50 19.90 5.00
oxicloruro
Cu % 59.60 55.20 58.40 58.60 58.10
Cl % 23.00 17.70 16.50 16.80 16.90
CONDICIONES DE OPERACIÓN
Etapa de Conversión
% naCl 6.0 5.4 7.5 2.5 2.5
Relación(Cuº/Cu+2inicial) 1.2 1.1 1.0 1.2 1.5
Tiempo de Agitación (horas) 2.0 2.0 2.0 2.0 0.4
Temperatura (ºC) 20.0 40.0 20.0 20.0 20.0
ph final 4.0 4.0 4.5 3.0 3.0
Etapa de Disolución
% naCl 1.0 10.0 20.0 15.0 15.0
Tiempo de Agitación 2.0 2.0 2.0 2.0 2.0
Temperatura (ºC) 60.0 70.0 70.0 60.0 60.0
Etapa de Oxidación
Tiempo aireación 1.0 2.0 2.0 1.5 1.5
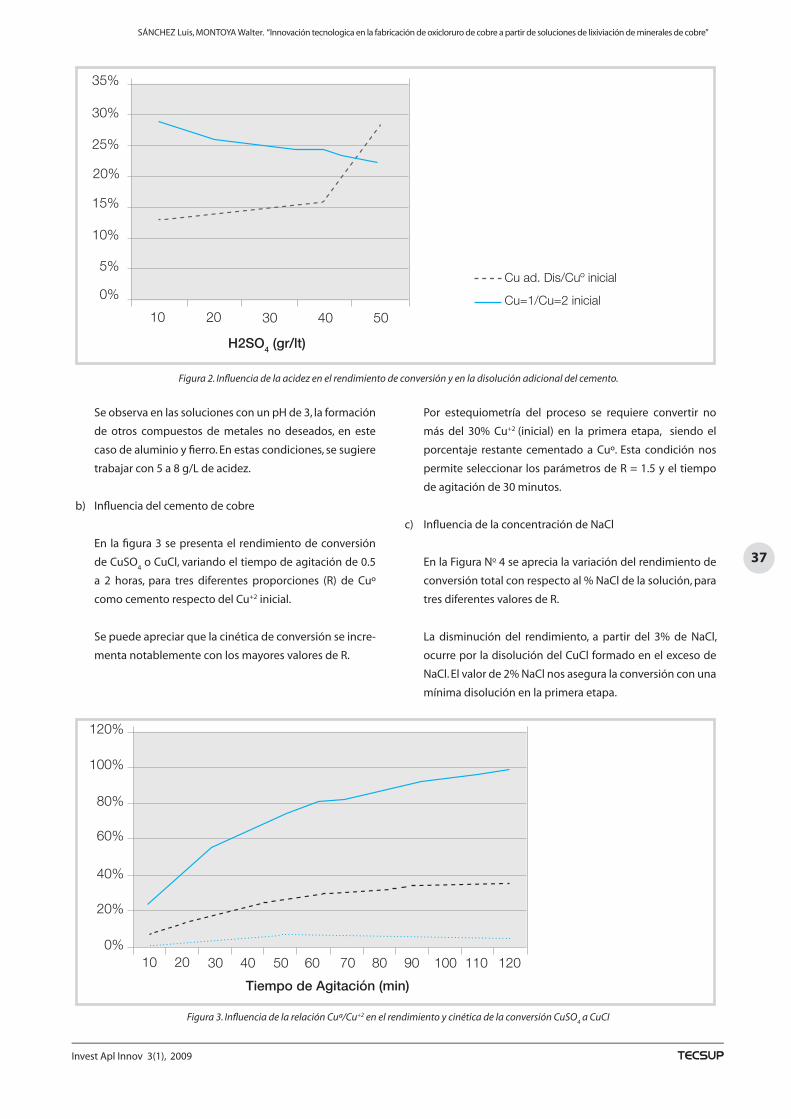
37
Invest Apl Innov 3(1), 2009
se observa en las soluciones con un ph de 3, la formación
de otros compuestos de metales no deseados, en este
caso de aluminio y fi erro. En estas condiciones, se sugiere
trabajarcon5a8g/Ldeacidez.
b) Infl uencia del cemento de cobre
En la fi gura 3 se presenta el rendimiento de conversión
de Cuso4 o CuCl, variando el tiempo de agitación de 0.5
a 2 horas, para tres diferentes proporciones (r) de Cuº
como cemento respecto del Cu+2 inicial.
se puede apreciar que la cinética de conversión se incre-
menta notablemente con los mayores valores de r.
Por estequiometría del proceso se requiere convertir no
más del 30% Cu+2 (inicial) en la primera etapa, siendo el
porcentaje restante cementado a Cuº. Esta condición nos
permiteseleccionarlosparámetrosdeR=1.5yeltiempo
de agitación de 30 minutos.
c) Infl uencia de la concentración de naCl
En la Figura no 4 se aprecia la variación del rendimiento de
conversión total con respecto al % naCl de la solución, para
tres diferentes valores de r.
La disminución del rendimiento, a partir del 3% de naCl,
ocurre por la disolución del CuCl formado en el exceso de
naCl. El valor de 2% naCl nos asegura la conversión con una
mínima disolución en la primera etapa.
Figura 2. Infl uencia de la acidez en el rendimiento de conversión y en la disolución adicional del cemento.
Figura 3. Infl uencia de la relación Cuª/Cu+2 en el rendimiento y cinética de la conversión CuSO4 a CuCI
100%
20%
40%
60%
80%
100%
120%
20 30 40 50 60 70 80 90 100 110 120
Tiempo de Agitación (min)
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Cu ad. Dis/Cuº inicial
Cu=1/Cu=2 inicial10
0%
5%
10%
15%
20%
25%
30%
35%
20 30 40 50
H2SO4 (gr/lt)
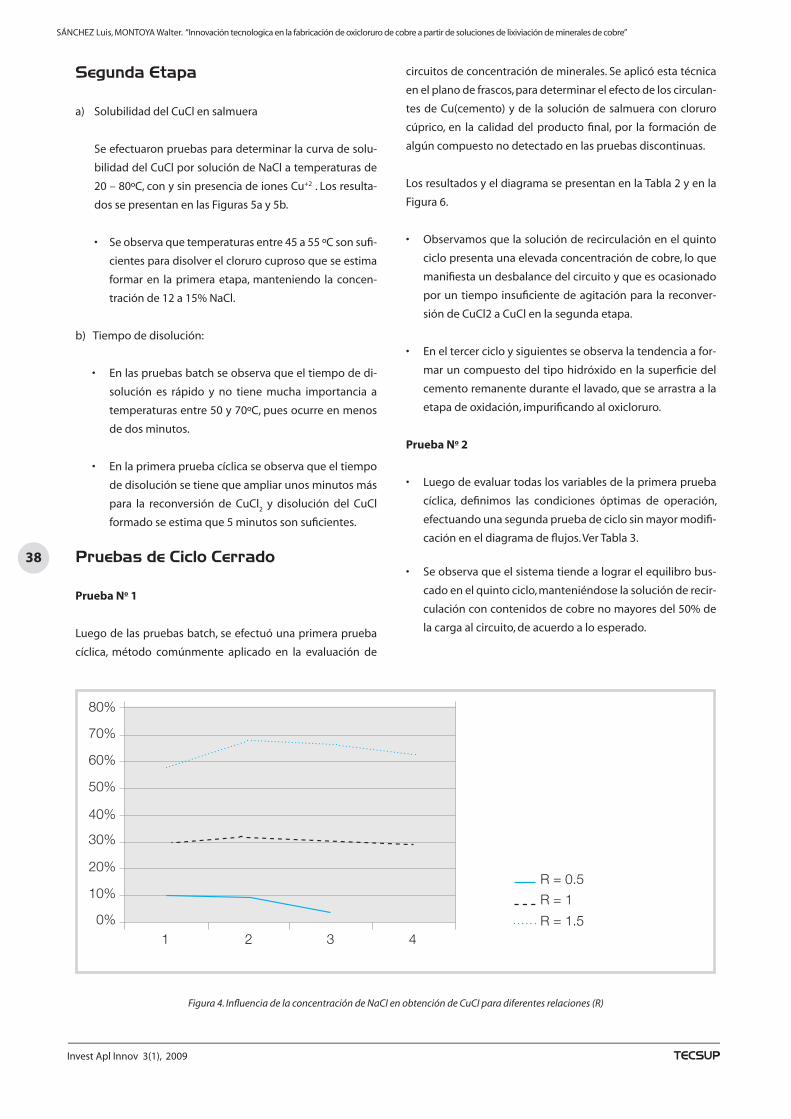
38
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Segunda Etapa
a) solubilidad del CuCl en salmuera
se efectuaron pruebas para determinar la curva de solu-
bilidad del CuCl por solución de naCl a temperaturas de
20 – 80ºC, con y sin presencia de iones Cu+2 . Los resulta-
dos se presentan en las Figuras 5a y 5b.
• Seobservaquetemperaturasentre45a55ºCsonsufi-
cientes para disolver el cloruro cuproso que se estima
formar en la primera etapa, manteniendo la concen-
tración de 12 a 15% naCl.
b) Tiempo de disolución:
• Enlaspruebasbatchseobservaqueeltiempodedi-
solución es rápido y no tiene mucha importancia a
temperaturas entre 50 y 70ºC, pues ocurre en menos
de dos minutos.
• Enlaprimerapruebacíclicaseobservaqueeltiempo
de disolución se tiene que ampliar unos minutos más
para la reconversión de CuCl2 y disolución del CuCl
formado se estima que 5 minutos son sufi cientes.
Pruebas de Ciclo Cerrado
Prueba No 1
Luego de las pruebas batch, se efectuó una primera prueba
cíclica, método comúnmente aplicado en la evaluación de
circuitos de concentración de minerales. se aplicó esta técnica
en el plano de frascos, para determinar el efecto de los circulan-
tes de Cu(cemento) y de la solución de salmuera con cloruro
cúprico, en la calidad del producto fi nal, por la formación de
algún compuesto no detectado en las pruebas discontinuas.
Los resultados y el diagrama se presentan en la Tabla 2 y en la
Figura 6.
• Observamosquelasoluciónderecirculaciónenelquinto
ciclo presenta una elevada concentración de cobre, lo que
manifi esta un desbalance del circuito y que es ocasionado
por un tiempo insufi ciente de agitación para la reconver-
sión de CuCl2 a CuCl en la segunda etapa.
• Eneltercercicloysiguientesseobservalatendenciaafor-
mar un compuesto del tipo hidróxido en la superfi cie del
cemento remanente durante el lavado, que se arrastra a la
etapa de oxidación, impurifi cando al oxicloruro.
Prueba No 2
• Luegodeevaluartodaslosvariablesdelaprimeraprueba
cíclica, defi nimos las condiciones óptimas de operación,
efectuando una segunda prueba de ciclo sin mayor modifi -
cación en el diagrama de fl ujos. Ver Tabla 3.
• Seobservaqueelsistematiendealograrelequilibrobus-
cado en el quinto ciclo, manteniéndose la solución de recir-
culación con contenidos de cobre no mayores del 50% de
la carga al circuito, de acuerdo a lo esperado.
Figura 4. Infl uencia de la concentración de NaCI en obtención de CuCI para diferentes relaciones (R)
R = 0.5
R = 1
R = 1.51 2 3 4
0%
10%
20%
30%
40%
50%
60%
70%
80%
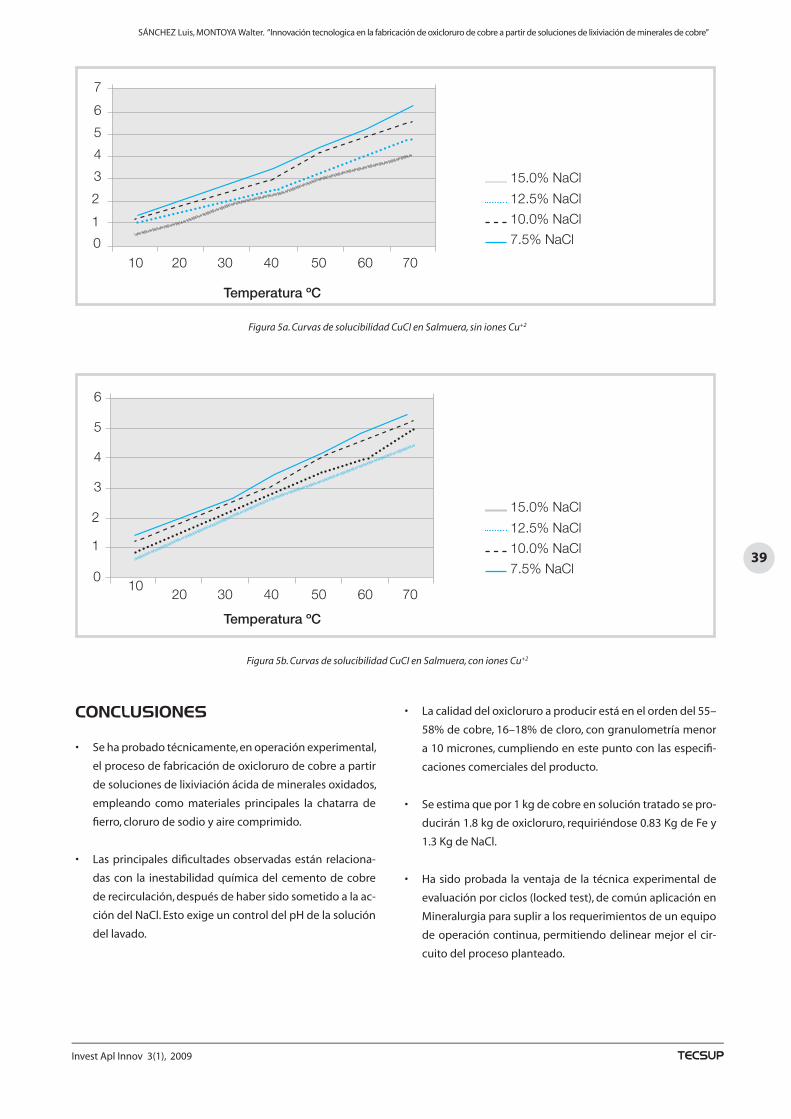
39
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Figura 5b. Curvas de solucibilidad CuCI en Salmuera, con iones Cu+2
Figura 5a. Curvas de solucibilidad CuCI en Salmuera, sin iones Cu+2
15.0% NaCl
12.5% NaCl
10.0% NaCl
7.5% NaCl
Temperatura ºC
100
1
2
3
4
5
6
7
20 30 40 50 60 70
15.0% NaCl
12.5% NaCl
10.0% NaCl
7.5% NaCl
Temperatura ºC
100
1
2
3
4
5
6
20 30 40 50 60 70
CONCLUSIONES
• Sehaprobadotécnicamente,enoperaciónexperimental,
el proceso de fabricación de oxicloruro de cobre a partir
de soluciones de lixiviación ácida de minerales oxidados,
empleando como materiales principales la chatarra de
fi erro, cloruro de sodio y aire comprimido.
• Lasprincipalesdificultadesobservadasestánrelaciona-
das con la inestabilidad química del cemento de cobre
de recirculación, después de haber sido sometido a la ac-
ción del naCl. Esto exige un control del ph de la solución
del lavado.
• Lacalidaddeloxicloruroaproducirestáenelordendel55–
58% de cobre, 16–18% de cloro, con granulometría menor
a 10 micrones, cumpliendo en este punto con las especifi -
caciones comerciales del producto.
• Seestimaquepor1kgdecobreensolucióntratadosepro-
ducirán 1.8 kg de oxicloruro, requiriéndose 0.83 Kg de Fe y
1.3 Kg de naCl.
• Hasidoprobada laventajade la técnicaexperimentalde
evaluación por ciclos (locked test), de común aplicación en
Mineralurgia para suplir a los requerimientos de un equipo
de operación continua, permitiendo delinear mejor el cir-
cuito del proceso planteado.
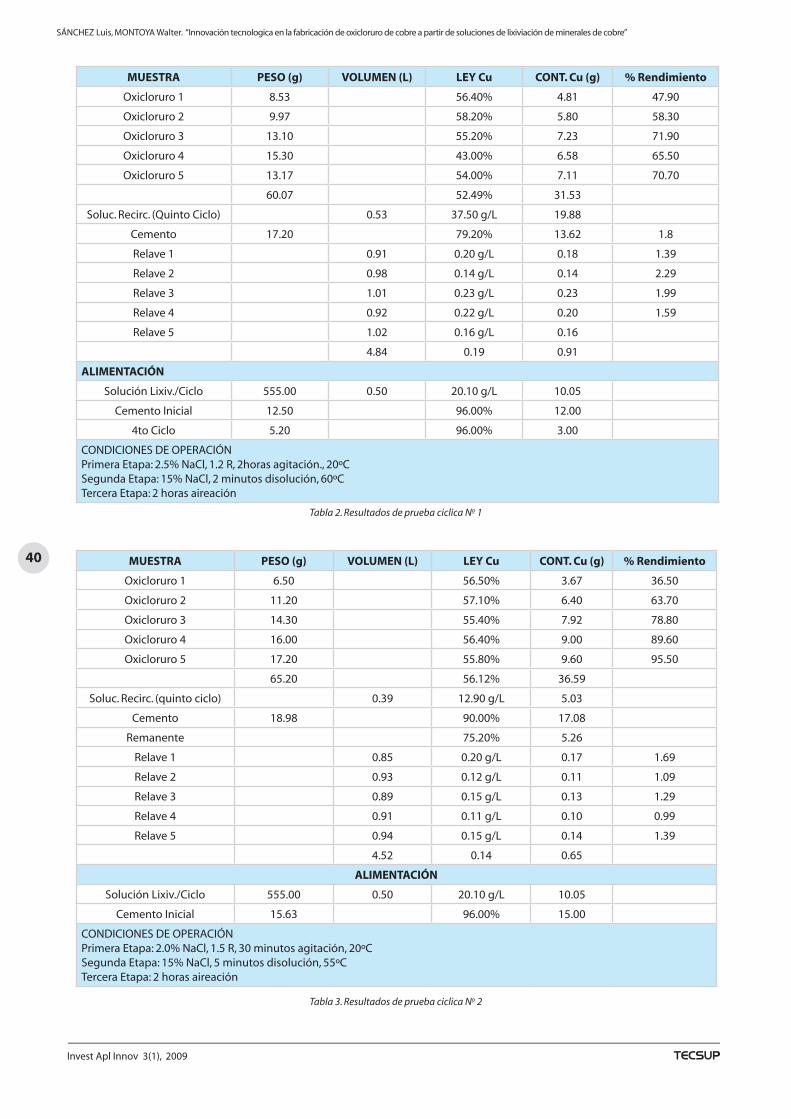
40
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Tabla 2. Resultados de prueba ciclica No 1
Tabla 3. Resultados de prueba ciclica No 2
MUESTRA PESO (g) VOLUMEN (L) LEY Cu CONT. Cu (g) % Rendimiento
oxicloruro 1 8.53 56.40% 4.81 47.90
oxicloruro 2 9.97 58.20% 5.80 58.30
oxicloruro 3 13.10 55.20% 7.23 71.90
oxicloruro 4 15.30 43.00% 6.58 65.50
oxicloruro 5 13.17 54.00% 7.11 70.70
60.07 52.49% 31.53
soluc. recirc. (Quinto Ciclo) 0.53 37.50g/L 19.88
Cemento 17.20 79.20% 13.62 1.8
relave 1 0.91 0.20g/L 0.18 1.39
relave 2 0.98 0.14g/L 0.14 2.29
relave 3 1.01 0.23g/L 0.23 1.99
relave 4 0.92 0.22g/L 0.20 1.59
relave 5 1.02 0.16g/L 0.16
4.84 0.19 0.91
ALIMENTACIÓN
SoluciónLixiv./Ciclo 555.00 0.50 20.10g/L 10.05
Cemento Inicial 12.50 96.00% 12.00
4to Ciclo 5.20 96.00% 3.00
ConDICIonEs DE oPErACIÓnPrimera Etapa: 2.5% naCl, 1.2 r, 2horas agitación., 20ºCsegunda Etapa: 15% naCl, 2 minutos disolución, 60ºCTercera Etapa: 2 horas aireación
MUESTRA PESO (g) VOLUMEN (L) LEY Cu CONT. Cu (g) % Rendimiento
oxicloruro 1 6.50 56.50% 3.67 36.50
oxicloruro 2 11.20 57.10% 6.40 63.70
oxicloruro 3 14.30 55.40% 7.92 78.80
oxicloruro 4 16.00 56.40% 9.00 89.60
oxicloruro 5 17.20 55.80% 9.60 95.50
65.20 56.12% 36.59
soluc. recirc. (quinto ciclo) 0.39 12.90g/L 5.03
Cemento 18.98 90.00% 17.08
remanente 75.20% 5.26
relave 1 0.85 0.20g/L 0.17 1.69
relave 2 0.93 0.12g/L 0.11 1.09
relave 3 0.89 0.15g/L 0.13 1.29
relave 4 0.91 0.11g/L 0.10 0.99
relave 5 0.94 0.15g/L 0.14 1.39
4.52 0.14 0.65
ALIMENTACIÓN
SoluciónLixiv./Ciclo 555.00 0.50 20.10g/L 10.05
Cemento Inicial 15.63 96.00% 15.00
ConDICIonEs DE oPErACIÓnPrimera Etapa: 2.0% naCl, 1.5 r, 30 minutos agitación, 20ºCsegunda Etapa: 15% naCl, 5 minutos disolución, 55ºCTercera Etapa: 2 horas aireación
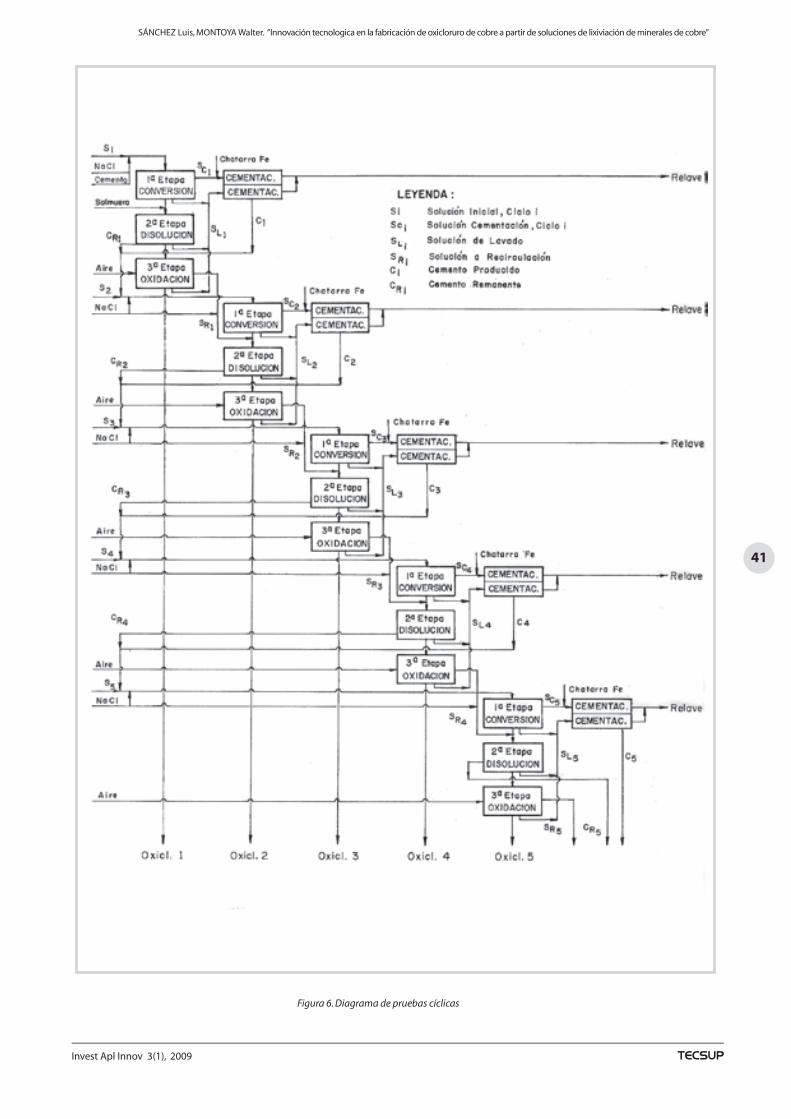
41
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
Figura 6. Diagrama de pruebas cíclicas
42
Invest Apl Innov 3(1), 2009
sánChEZ Luis, MonToYA walter. “Innovación tecnologica en la fabricación de oxicloruro de cobre a partir de soluciones de lixiviación de minerales de cobre”
REFERENCIAS
[1] MUñIZ DELGADo, Juan. (1987). “Alternativas de solución
para Cerro Verde. Proyecto oxicloruro de Cobre en Mine-
ro Perú”. resúmenes del IV simposium nacional de Inge-
niería Metalúrgica. Arequipa.
[2] roDríGUEZ VELArDE, Jorge. (1988). “Producción de sales
de cobre: Una alternativa en el beneficio de los minerales
de cobre”. Convención de Ingenieros de Minas. Tacna.
[3] MonToYA, walter y wErnEr, Joseph. (1989). “Fabricación
de oxicloruro de cobre a partir de soluciones de lixivia-
ción de minerales oxidados”. (Informe privado). Lima.
[4] MArChEsE, Adolfo. (2002). “Tecnología de la producción
de sales de cobre”. Revista Minería (Ecuador). Cámara de
Minería de Ecuador. Quito.
ACERCA DE LOS AUTORES
Luis sánchez Zúñiga es ingeniero me-
talúrgico. Es investigador en el área
de procesamiento de los minerales.
Tiene experiencia laboral en empre-
sas mineras, focalizando su desarrollo
profesional en la implementación de
procesos metalúrgicos y supervisión
de plantas concentradoras, plantas de
cianuración y plantas de lixiviación de
minerales. ha escrito artículos de su especialidad en la revista
I+i. sus áreas de interés son: hidrometalurgia del oro y diseño
de plantas metalúrgicas. Es consultor en Investigación Aplicada
de los servicios de la Industria Minera en Tecsup.
walter Montoya es ingeniero meta-
lúrgico. Tiene una muy amplia expe-
riencia en la conducción, dirección y
diseño de plantas concentradoras de
minerales polimetalicos y en plantas
de cianuración. Tiene amplia expe-
riencia en el desarrollo de proyectos
de implementación de las plantas
metalúrgicas. Actualmente se des-
empeña como gerente corporativo en hochschild Mining, te-
niendo a su cargo el proyecto de acreditación Iso 17025 de los
laboratorios de las unidades mineras.
43
Invest Apl Innov 3(1), 2009
Hugo Chirinos
Mejora del proceso de transesterificación usando blendas: aceite de ricino y aceites residuales
Improvement of the transesterification process using oils blend: castor oil and frying oil
Resumen
El presente artículo presenta un método para mejorar los
parámetros del proceso de transesterificación para la fabri-
cación de biodiesel usando blendas del aceite de ricino y
los aceites residuales. La alta viscosidad del aceite de ricino
dificulta su transporte, ya que necesita de bombas de gran
potencia, y los biodiesel fabricados a partir de él son de alta
calidad, pero, presentan altas viscosidades que sobrepasan
los valores recomendados por las normas de calidad. Por
otro lado, los altos índices de acidez de los aceites residuales
conducen a bajos rendimientos de los biodiesel producidos.
Con la finalidad de encontrar un sinergismo entre estas dos
materias primas, se realizó el presente estudio.
se utilizan técnicas de mezclado en ciertos porcentajes de
aceites residuales al aceite de ricino, con el fin de obtener
blendas. Para la fabricación del biodiesel, a partir de las blen-
das, se utiliza el proceso de transesterificación con metanol,
usando Koh como catalizador. se analiza el índice de esteres
metílicos obtenidos de las blendas y de los aceites originales.
El cálculo del rendimiento de cada reacción se realiza en fun-
ción de los esteres producidos. se complementa el análisis
midiendo la viscosidad cinemática de las blendas y de los
aceites puros, así como de los biodiesel producidos.
Los resultados mostraron rendimientos superiores a 90%
cuando se utiliza el proceso de transesterificación de las
blendas. La padronización de las blendas mediante su índice
de acidez es de gran importancia y llega a un valor máximo
de3.5mgrKOH/gr. Asíseconsiguedisminuir laviscosidad
de los esteres producidos, a partir de las blendas, con una
mínima proporción del aceite residual; además, se mejoran
las condiciones de proceso.
Abstract
This article reports a method to improve the parameters of the
transesterification process for the fabrication of biodiesel from
using waste frying oil and castor oil blends. The high viscosi-
ty of castor oil difficults its transport because it needs very hi
powered pumps, and the yield of metil ester from castor oil are
o better quality, but its high viscosity exceeds the standard va-
lue of quality biodiesel norm. on the other hand, the high acid
index of frying oil produces low biodiesel quality. This study
was aimed to find a synergy between castor oil and frying oil.
The blends methodology uses the mixture to raw materials.
The fatty acids free and the fatty acids methyl ester from
blends and original oils was analyzed. The blend and pure oils
kinematics viscosity and the biodiesel from the transesterifica-
tion process were measured. This process which uses blends,
provides 90% yield of methyl ester. The fatty acids free tolera-
ble index regulated value was 3.5 mgKOH/g from raw mate-
rials. The biodiesel of castor oil viscosity decreases using blends
with very low percentage of waste frying oil and improved the
parameters process.
Palabras claves
Blendas, aceite de ricino, aceites residuales, biodiesel, transes-
terificación, mejoras de proceso, metanólisis, viscosidad cine-
mática.
Key words
Blends, castor oil, frying oil, biodiesel, transesterification, pro-
cess improvement, metanolysis, kinematic viscosity.
44
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterificación usando blendas: aceite de ricino y aceites residuales”
INTRODUCCIÓN
Los aceites vegetales y aceites residuales (Ar) son sustan-
cias grasas, de compuestos triglicéridos o no, presentes en
organelas celulares de frutas o granos oleaginosos, que son
llamados cuerpos lípidos o esferosomos [1]. Además del uso
alimenticio, los aceites vegetales son utilizados en la indus-
tria farmacéutica, química, cosmética o como materia prima
de compuestos químicos de interés. Varios aceites sirven
como materia prima para la producción de esteres metílicos
de ácidos grasos (biodiesel).
A pesar de los posibles beneficios ambientales en el empleo
de los aceites vegetales como sustituto al diesel, existen
barreras del punto de vista económico que motivan la bús-
queda de materias primas alternativas para la producción de
bio-combustibles [2].
Dentro de las alternativas estudiadas, la reutilización de los
aceites residuales (Ar) de procesos de fritura de alimentos es
atractiva, pues se aprovecha el aceite vegetal como combus-
tible después de haberse usado en la cadena de alimentos.
Así, se obtiene un segundo uso o, también, en una utilización
alternativa a un residuo de la producción de alimentos [3].
se observa además que solamente un pequeño porcentaje
de los Ar son colectados para la fabricación de jabón o como
ración para animales, dado que la mayoría todavía se elimina
a través del sistema de desagües o en basurales [4].
En general, toda sustancia que contiene triglicéridos en su
composición se puede usar para la producción de esteres.
Pero, algunos factores pueden limitar la utilización de los Ar
como materia prima. Estos son:
• Suscaracterísticasfísicayquímicas.
• Lacompetitividadconotrosusos(racionesparaanima-
les, lubricantes, producción de derivados grasos, etc.).
• Sucostoydisponibilidad.
Además de lo mencionado, hay impurezas que no pueden
ser eliminadas a través de la decantación o filtrado, como
son los ácidos libres, polímeros y fosfolípidos, que pueden
dificultar o, incluso, inviabilizar su aprovechamiento como
combustible.
La higuerilla (ricinus communis L.) es una planta especial,
originaria de clima tropical, posiblemente de Etiopía, áfrica,
con elevada capacidad de resistencia a la sequía. Posee 47%
de aceite en algunas especies y es, actualmente, recomen-
dada su plantación en las regiones áridas del Perú. El aceite
de ricino es el único aceite natural soluble en alcohol; además,
es el mas denso y viscoso de todos los aceites vegetales y ani-
males y tiene el mayor porcentaje de oxigeno en su molécula,
cerca de 5% más que los otros aceites. Al ser transformado en
biodiesel, se comporta como combustible y comburente, y la
polución atmosférica es mucho menor [5].
Con relación a los Ar provenientes de los restaurantes y de las
cocinas populares, industriales y domesticas, en las que son
procesadas las frituras de alimentos como papas fritas y otros
tipos de frituras, estos representan un potencial de oferta sor-
prendente, que supera las más optimistas expectativas.
Los Ar están constituidos, mayoritariamente, de aceite de soya,
el cual contiene un alto porcentaje del ácido graso linoleico,
y es considerado una buena fuente en la producción de bio-
diesel.
Para que el proceso de transesterificación resulte satisfactorio,
los aceites deben poseer una mínima cantidad de ácidos gra-
sos libres, ya que pueden reaccionar con el catalizador alca-
lino y formar productos saponificados, lo que hace disminuir
el rendimiento en la reacción de conversión. Los aceites pu-
ros encontrados en el comercio poseen bajo índice de acidez
entre 0.5 – 3%. Para que la reacción sea completa, en la pro-
ducción de biodiesel se recomienda que la concentración de
ácidos grasos libres sea inferior a 3%.
El objetivo del presente trabajo es evaluar el rendimiento de
esteres metílicos (biodiesel) después de la reacción de transes-
terificación en los aceites de ricino y Ar, así como también en
las mezclas de estos (blendas) en varios porcentajes, con el fin
de hacer una comparación del mejor rendimiento del produc-
to final.
PROCEDIMIENTO
Aceite de ricino puro se obtuvo de la empresa Bom-Brasil Acei-
te de ricino Ltda. El índice de acidez (IA) del aceite de ricino
seanalizóporelmétodocuantitativoy fuede0.76mgKOH/
gr. Los Ar se obtuvieron de las industrias alimenticias locales,
los cuales fueron filtrados con la finalidad de disminuir las im-
purezas sólidas. El índice de acidez fue de 3.5 mgKOH/gr. se
midieron los índices de acidez de las blendas. se utilizó alcohol
etílico P.A. (99%), naoh, agua des-ionizada y fenolftaleina para
el análisis. El Koh P.A. (85%), en la forma de pellets, y el alcohol
metílico se utilizó para la reacción de alcoholisis.
Los aceites de ricino y Ar se mezclaron en una proporción de
25/75,30/70,40/60,50/50,60/40,70/30,produciendolasblen-
das que serían analizadas. En seguida, se realiza la reacción de
45
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterifi cación usando blendas: aceite de ricino y aceites residuales”
transesterifi cación, tanto con los aceites originales como en
las blendas. Las muestras de biodiesel obtenidos de los acei-
tes y de las blendas se analizaron con relación al IA y al rendi-
miento de esteres metílicos producidos, juntamente con su
respectivas viscosidades.
Reacción de metanólisis
La reacción de metanólisis se realizó en un reactor de 500mL,
en constante agitación y con sistema de calentamiento. se
colocaron 200gr de aceite y se calentó hasta 75°C. La solu-
ción alcohólica se preparó en otro sistema, adicionando 20%
en peso del metanol y en constante agitación se disolvió 1%
(p/p)deKOH.
La solución alcohólica se colocó en un embudo de adición.
Cuando el sistema llega a la temperatura deseada, la solu-
ción alcohólica se adiciona al reactor, manteniendo el siste-
ma en constante agitación durante 30 minutos.
El resultado de la reacción se transfi ere a una pera de de-
cantación. Después de un cierto tiempo, se observa la for-
mación de dos fases. La fase superior que corresponde a los
esteres metílicos formados y la fase inferior que contiene
la glicerina.
Determinación del índice de acidez, IA
El IA es la cantidad de hidróxido de potasio, en miligramos,
que se gasta en la neutralización de los ácidos grasos libres
presentes en un gramo de muestra [1].
Determinación del IA en los aceites originales y en el biodiesel
se pesa cerca de 2g de muestra en un herlenmeyer de 125mL
y luego se adicionan 25mL de la mezcla éter etílico, alcohol
etílico (2:1) en constante agitación. se adicionan 2 gotas de
fenolftaleína y se titula con solución 0.1n de hidróxido de
sodio hasta la viraje de color.
El IA se calcula mediante la ecuación 1:
IA= V n 56.1 (1)
m
donde V es el volumen de solución de naoh que se gasta en
la titulación en mililitros, n es la normalidad de la solución y
m es la masa de la muestra en gramos.
Determinación del IA en las Blendas
La ecuación 2 relaciona el IA de las mezclas aceite de ricino – Ar.
IA=
IAm
+ ( IAo - IA
m) (% M) (2)
100
donde IA, representa el IA de una cierta mezcla de aceite de
ricino: ar; %M representa el porcentaje de aceite de ricino en la
mezcla, IAm
e IAo representan los IA del aceite de ricino y del Ar
“puros”, respectivamente.
Determinación del índice de éster, IE
El IE se defi ne como la masa de hidróxido de potasio, en mi-
ligramos, que se gasta en la saponifi cación de un gramo de
muestra. En esta defi nición no se incluye la masa de potasio
que se gasta en la neutralización de los ácidos libres presentes
en la muestra del biodiesel. El análisis se realizó determinando
primeramente el IE de los aceites originales y, enseguida, del
biodiesel [1].
se pesa 2gr de la muestra en un herlenmeyer de 60mL, se adi-
ciona 5mL de alcohol etílico en constante agitación y, luego,
2 gotas de fenolftaleína y se titula con una solución 0.1n de
hidróxido de sodio hasta viraje de color de la solución. En la so-
lución resultante de la titulación se adiciona 20mL de solución
de hidróxido de potasio 4% y se calienta hasta ebullición en
baño maria durante 30 minutos. Después, se adicionan 2 go-
tas de fenolftaleina, y se titula con solución 0.5n de hCl hasta
que ocurra el viraje de color. se realiza una titulación en blanco
donde estaban presentes todos los reactivos con excepción de
la muestra. La diferencia entre el volumen de hCl que se gastó
del blanco (Vb) y de la muestra (Va), se relaciona con la canti-
dad de hidróxido de potasio que se gasta en la saponifi cación
de los ésteres presentes [1].
Determinación del IE en los aceites ori-ginales (ricino/AR) y en el biodiesel
El IE se calcula mediante la ecuación 3:
IE= (Vb -Va) n 56.1 (3)
m
donde n es la normalidad de la solución de hCl y m es la masa
de la muestra dada en gr. Los IE de los biodiesel provenientes
de las blendas también se calculan de acuerdo con la ecuación
3. El rendimiento se determinó por la diferencia del IE del bio-
diesel con los respectivos IE del aceite correspondiente, dividi-
do por el IE del biodiesel.
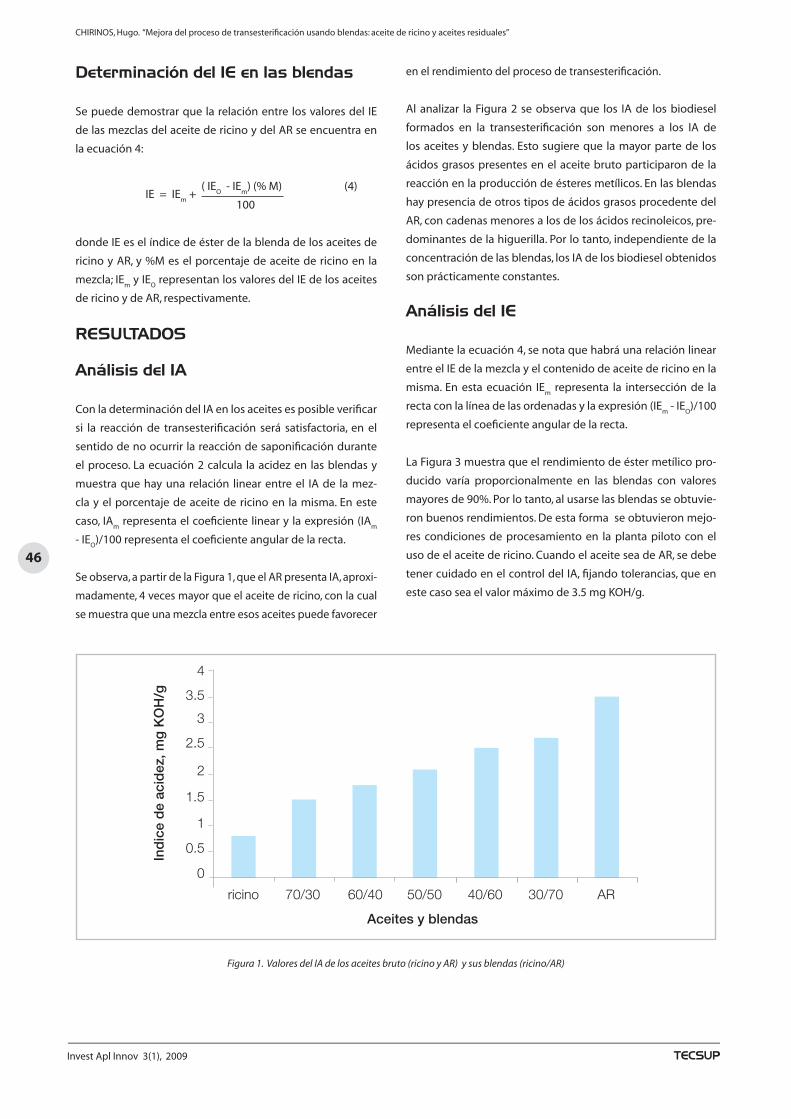
46
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterifi cación usando blendas: aceite de ricino y aceites residuales”
Determinación del IE en las blendas
se puede demostrar que la relación entre los valores del IE
de las mezclas del aceite de ricino y del Ar se encuentra en
la ecuación 4:
IE=IE
m +
( IEo - IE
m) (% M) (4)
100
donde IE es el índice de éster de la blenda de los aceites de
ricino y Ar, y %M es el porcentaje de aceite de ricino en la
mezcla; IEm
y IEo representan los valores del IE de los aceites
de ricino y de Ar, respectivamente.
RESULTADOS
Análisis del IA
Con la determinación del IA en los aceites es posible verifi car
si la reacción de transesterifi cación será satisfactoria, en el
sentido de no ocurrir la reacción de saponifi cación durante
el proceso. La ecuación 2 calcula la acidez en las blendas y
muestra que hay una relación linear entre el IA de la mez-
cla y el porcentaje de aceite de ricino en la misma. En este
caso, IAm
representa el coefi ciente linear y la expresión (IAm
- IEo)/100representaelcoeficienteangulardelarecta.
se observa, a partir de la Figura 1, que el Ar presenta IA, aproxi-
madamente, 4 veces mayor que el aceite de ricino, con la cual
se muestra que una mezcla entre esos aceites puede favorecer
en el rendimiento del proceso de transesterifi cación.
Al analizar la Figura 2 se observa que los IA de los biodiesel
formados en la transesterifi cación son menores a los IA de
los aceites y blendas. Esto sugiere que la mayor parte de los
ácidos grasos presentes en el aceite bruto participaron de la
reacción en la producción de ésteres metílicos. En las blendas
hay presencia de otros tipos de ácidos grasos procedente del
Ar, con cadenas menores a los de los ácidos recinoleicos, pre-
dominantes de la higuerilla. Por lo tanto, independiente de la
concentración de las blendas, los IA de los biodiesel obtenidos
son prácticamente constantes.
Análisis del IE
Mediante la ecuación 4, se nota que habrá una relación linear
entre el IE de la mezcla y el contenido de aceite de ricino en la
misma. En esta ecuación IEm
representa la intersección de la
recta con la línea de las ordenadas y la expresión (IEm
- IEo)/100
representa el coefi ciente angular de la recta.
La Figura 3 muestra que el rendimiento de éster metílico pro-
ducido varía proporcionalmente en las blendas con valores
mayores de 90%. Por lo tanto, al usarse las blendas se obtuvie-
ron buenos rendimientos. De esta forma se obtuvieron mejo-
res condiciones de procesamiento en la planta piloto con el
uso de el aceite de ricino. Cuando el aceite sea de Ar, se debe
tener cuidado en el control del IA, fi jando tolerancias, que en
estecasoseaelvalormáximode3.5mgKOH/g.
Figura 1. Valores del IA de los aceites bruto (ricino y AR) y sus blendas (ricino/AR)
Aceites y blendas
Ind
ice
de
acid
ez, m
g K
OH
/g
ricino 70/30 60/40 50/50 40/60 30/70 AR
0
0.5
1
1.5
2
2.5
3
3.5
4
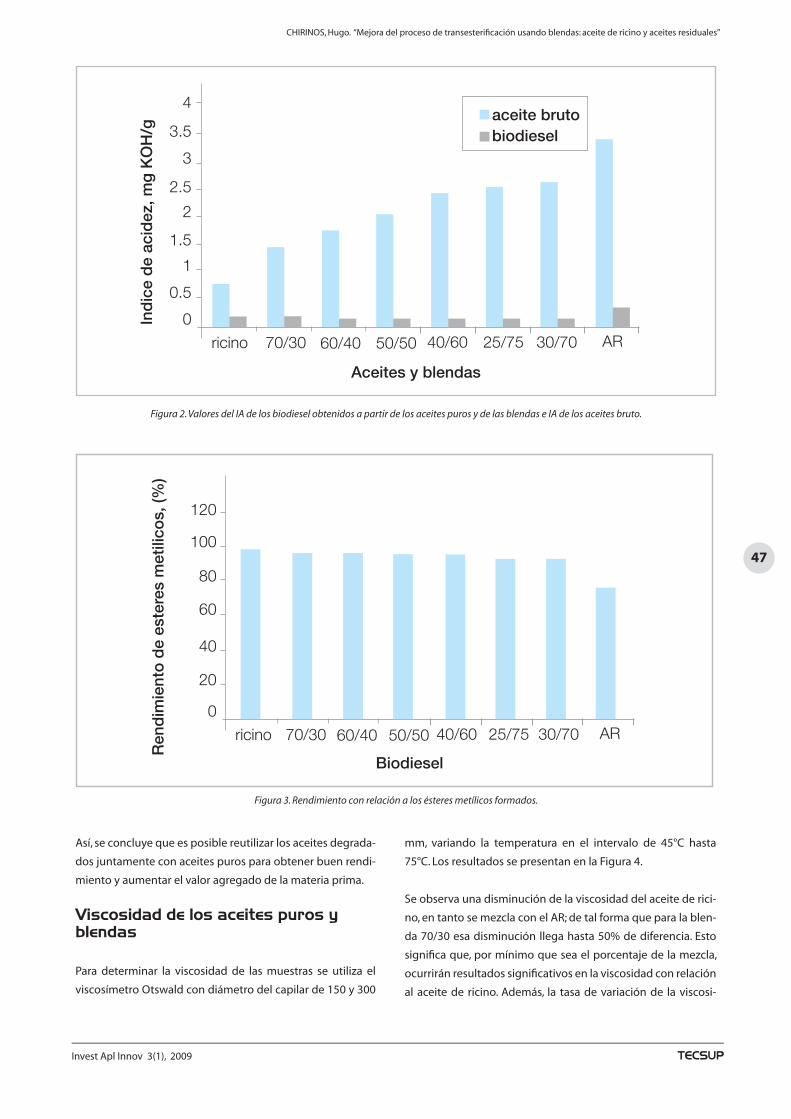
47
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterifi cación usando blendas: aceite de ricino y aceites residuales”
Figura 2. Valores del IA de los biodiesel obtenidos a partir de los aceites puros y de las blendas e IA de los aceites bruto.
Figura 3. Rendimiento con relación a los ésteres metílicos formados.
Aceites y blendas
Ind
ice
de
acid
ez, m
g K
OH
/g
aceite brutobiodiesel
ricino 70/30 60/40 50/50 40/60 30/7025/75 AR0
0.5
1
1.5
2
2.5
3
3.5
4
Ren
dim
ient
o d
e es
tere
s m
etili
cos,
(%)
Biodiesel
ricino 70/30 60/40 50/50 40/60 30/7025/75 AR0
20
40
60
80
100
120
Así, se concluye que es posible reutilizar los aceites degrada-
dos juntamente con aceites puros para obtener buen rendi-
miento y aumentar el valor agregado de la materia prima.
Viscosidad de los aceites puros y blendas
Para determinar la viscosidad de las muestras se utiliza el
viscosímetro otswald con diámetro del capilar de 150 y 300
mm, variando la temperatura en el intervalo de 45°C hasta
75°C. Los resultados se presentan en la Figura 4.
se observa una disminución de la viscosidad del aceite de rici-
no, en tanto se mezcla con el Ar; de tal forma que para la blen-
da70/30esadisminuciónllegahasta50%dediferencia.Esto
signifi ca que, por mínimo que sea el porcentaje de la mezcla,
ocurrirán resultados signifi cativos en la viscosidad con relación
al aceite de ricino. Además, la tasa de variación de la viscosi-
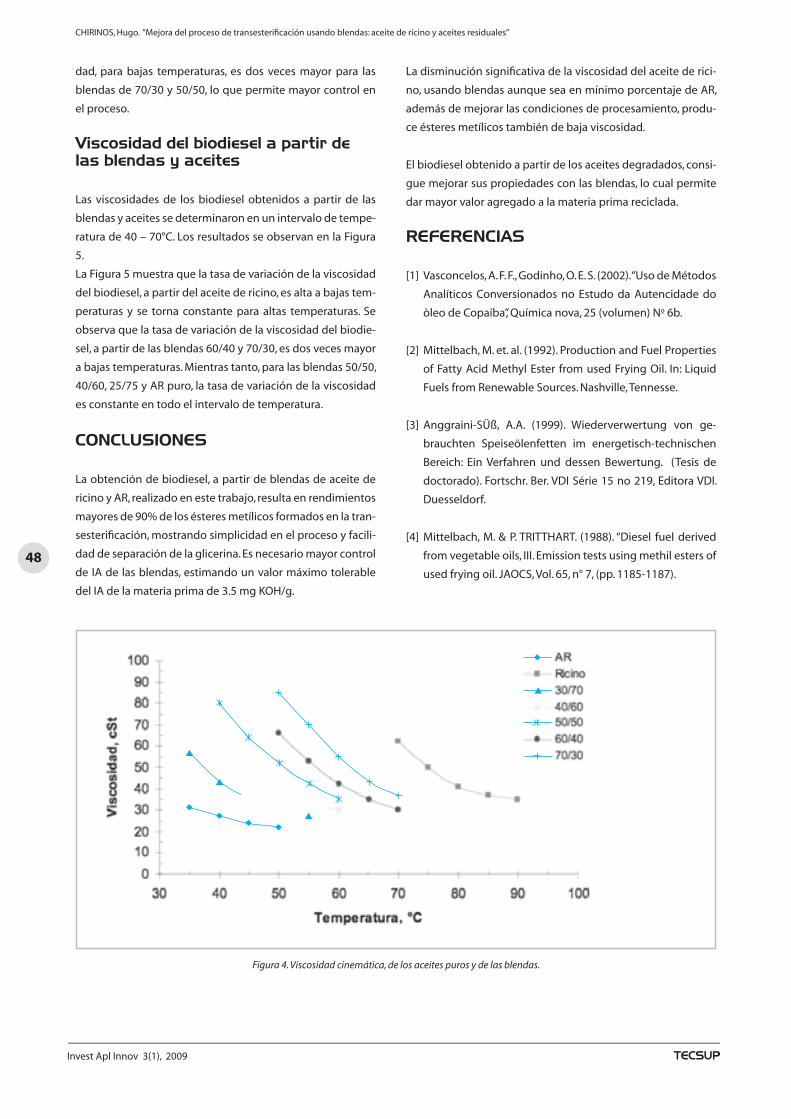
48
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterificación usando blendas: aceite de ricino y aceites residuales”
dad, para bajas temperaturas, es dos veces mayor para las
blendasde70/30y50/50,loquepermitemayorcontrolen
el proceso.
Viscosidad del biodiesel a partir de las blendas y aceites
Las viscosidades de los biodiesel obtenidos a partir de las
blendas y aceites se determinaron en un intervalo de tempe-
ratura de 40 – 70°C. Los resultados se observan en la Figura
5.
La Figura 5 muestra que la tasa de variación de la viscosidad
del biodiesel, a partir del aceite de ricino, es alta a bajas tem-
peraturas y se torna constante para altas temperaturas. se
observa que la tasa de variación de la viscosidad del biodie-
sel,apartirdelasblendas60/40y70/30,esdosvecesmayor
abajastemperaturas.Mientrastanto,paralasblendas50/50,
40/60,25/75yARpuro,latasadevariacióndelaviscosidad
es constante en todo el intervalo de temperatura.
CONCLUSIONES
La obtención de biodiesel, a partir de blendas de aceite de
ricino y Ar, realizado en este trabajo, resulta en rendimientos
mayores de 90% de los ésteres metílicos formados en la tran-
sesterificación, mostrando simplicidad en el proceso y facili-
dad de separación de la glicerina. Es necesario mayor control
de IA de las blendas, estimando un valor máximo tolerable
delIAdelamateriaprimade3.5mgKOH/g.
Figura 4. Viscosidad cinemática, de los aceites puros y de las blendas.
La disminución significativa de la viscosidad del aceite de rici-
no, usando blendas aunque sea en mínimo porcentaje de Ar,
además de mejorar las condiciones de procesamiento, produ-
ce ésteres metílicos también de baja viscosidad.
El biodiesel obtenido a partir de los aceites degradados, consi-
gue mejorar sus propiedades con las blendas, lo cual permite
dar mayor valor agregado a la materia prima reciclada.
REFERENCIAS
[1] Vasconcelos, A. F. F., Godinho, o. E. s. (2002). “Uso de Métodos
Analíticos Conversionados no Estudo da Autencidade do
òleo de Copaíba”, Química nova, 25 (volumen) no 6b.
[2] Mittelbach, M. et. al. (1992). Production and Fuel Properties
of Fatty Acid Methyl Ester from used Frying oil. In: Liquid
Fuels from renewable sources. nashville, Tennesse.
[3] Anggraini-sÜß, A.A. (1999). wiederverwertung von ge-
brauchten speiseölenfetten im energetisch-technischen
Bereich: Ein Verfahren und dessen Bewertung. (Tesis de
doctorado). Fortschr. Ber. VDI série 15 no 219, Editora VDI.
Duesseldorf.
[4] Mittelbach, M. & P. TrITThArT. (1988). “Diesel fuel derived
from vegetable oils, III. Emission tests using methil esters of
used frying oil. JAoCs, Vol. 65, n° 7, (pp. 1185-1187).
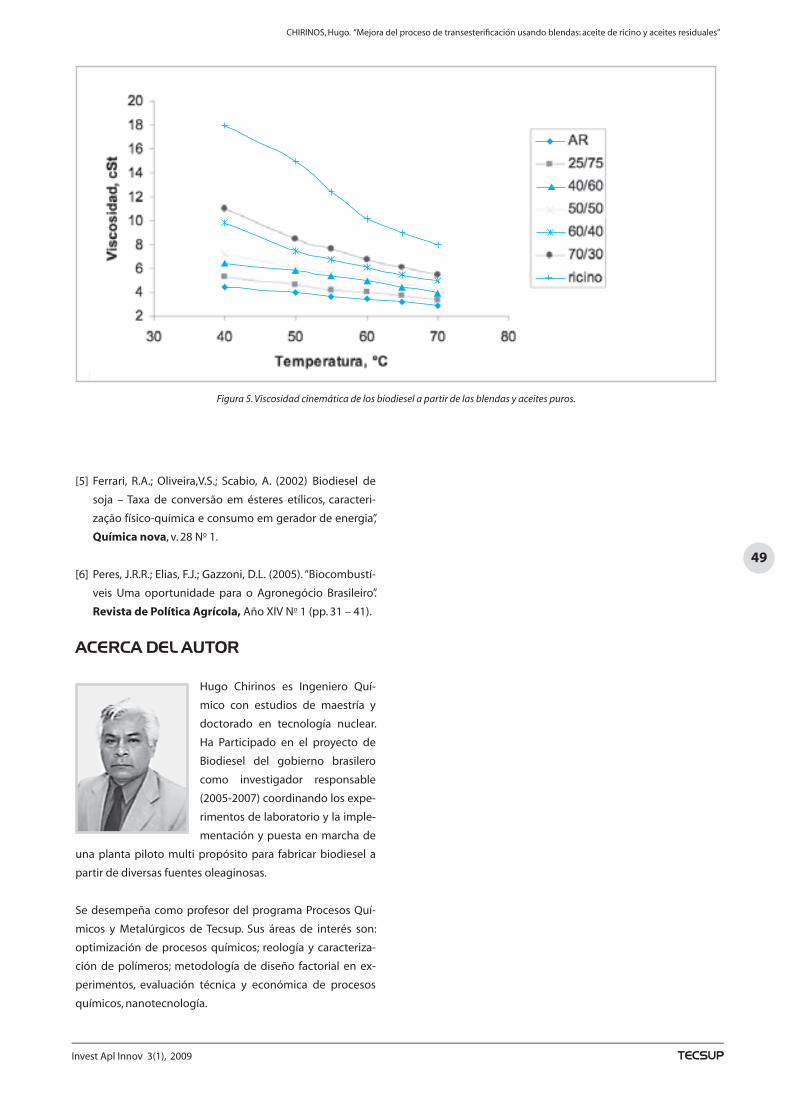
49
Invest Apl Innov 3(1), 2009
ChIrInos, hugo. “Mejora del proceso de transesterificación usando blendas: aceite de ricino y aceites residuales”
[5] Ferrari, r.A.; oliveira,V.s.; scabio, A. (2002) Biodiesel de
soja – Taxa de conversão em ésteres etílicos, caracteri-
zação físico-química e consumo em gerador de energia”,
Química nova, v. 28 no 1.
[6] Peres, J.r.r.; Elias, F.J.; Gazzoni, D.L. (2005). “Biocombustí-
veis Uma oportunidade para o Agronegócio Brasileiro”.
Revista de Política Agrícola, Año XIV no 1 (pp. 31 – 41).
ACERCA DEL AUTOR
hugo Chirinos es Ingeniero Quí-
mico con estudios de maestría y
doctorado en tecnología nuclear.
ha Participado en el proyecto de
Biodiesel del gobierno brasilero
como investigador responsable
(2005-2007) coordinando los expe-
rimentos de laboratorio y la imple-
mentación y puesta en marcha de
una planta piloto multi propósito para fabricar biodiesel a
partir de diversas fuentes oleaginosas.
se desempeña como profesor del programa Procesos Quí-
micos y Metalúrgicos de Tecsup. sus áreas de interés son:
optimización de procesos químicos; reología y caracteriza-
ción de polímeros; metodología de diseño factorial en ex-
perimentos, evaluación técnica y económica de procesos
químicos, nanotecnología.
Figura 5. Viscosidad cinemática de los biodiesel a partir de las blendas y aceites puros.
50
Invest Apl Innov 3(1), 2009
Borsi Romero
Planeamiento operacional de transformadores de potencia: más allá de su capacidad nominal
Operational planning of power transformers: beyond their nominal capacity
Resumen
Un transformador de potencia —del tipo inmerso en aceite
mineral— puede ser sometido a una sobrecarga permanen-
te sin que se reduzca su vida útil esperada, dependiendo de
sus parámetros térmicos, el perfil del ciclo de carga y la tem-
peratura ambiente. La cuestión para el operador es, ¿hasta
qué porcentaje puede sobrecargar un transformador en un
caso particular?
El presente artículo resume un enfoque metodológico ba-
sado en normas y recomendaciones para la estimación de
niveles de sobrecarga a las que pueden ser sometidos los
transformadores de potencia sin que su expectativa de vida
se reduzca.
Abstract
Power transformer —mneral oil immersed kind— can work
with a permanent overload without reducing its expected
useful life, depending on its thermal parameters, load cycle
profile and environmental temperature. The issue for the
operator is, until which percentage can you overload a trans-
former in a particular case?
The present article summarizes a methodological focus ba-
sed on norms and recommendations for the estimation of
overload levels to which the power transformers can be sub-
jected without expectation of life decreases.
Palabras claves
Transformador de potencia, sobrecarga de transformadores,
vida útil de transformadores
Key words
Power transformer, overload of transformer, useful life of trans-
former
INTRODUCCIÓN
En la práctica operacional de sistemas eléctricos de potencia, se
observa que es usual operar los transformadores de potencia
con un régimen de carga por debajo de su capacidad nominal.
Algunos operadores tienen por política limitar la carga al 100%;
otros, aún más conservadores, limitan la carga al 86%. En este
último caso la idea es contar con un margen de reserva que ten-
ga la capacidad para asumir cargas de subestaciones colindan-
tes en caso de contingencias. El supuesto implícito en estos
casos es que un transformador, operando en sobrecarga, estaría
sacrificando su vida útil esperada (envejecimiento prematuro),
lo cual no necesariamente es cierto.
Un transformador de potencia —del tipo inmerso en aceite
mineral— puede ser sometido a una sobrecarga permanente
sin que se reduzca su vida útil esperada, dependiendo de sus
parámetros térmicos, el perfil del ciclo de carga que alimenta y
la temperatura ambiente en la que se encuentra instalada.
Un transformador de potencia no es solamente un sistema
eléctrico diseñado para transmitir potencia entre distintos nive-
les de tensión, es también un sistema térmico cuya implicancia
tiene mucho que ver con su vida útil.
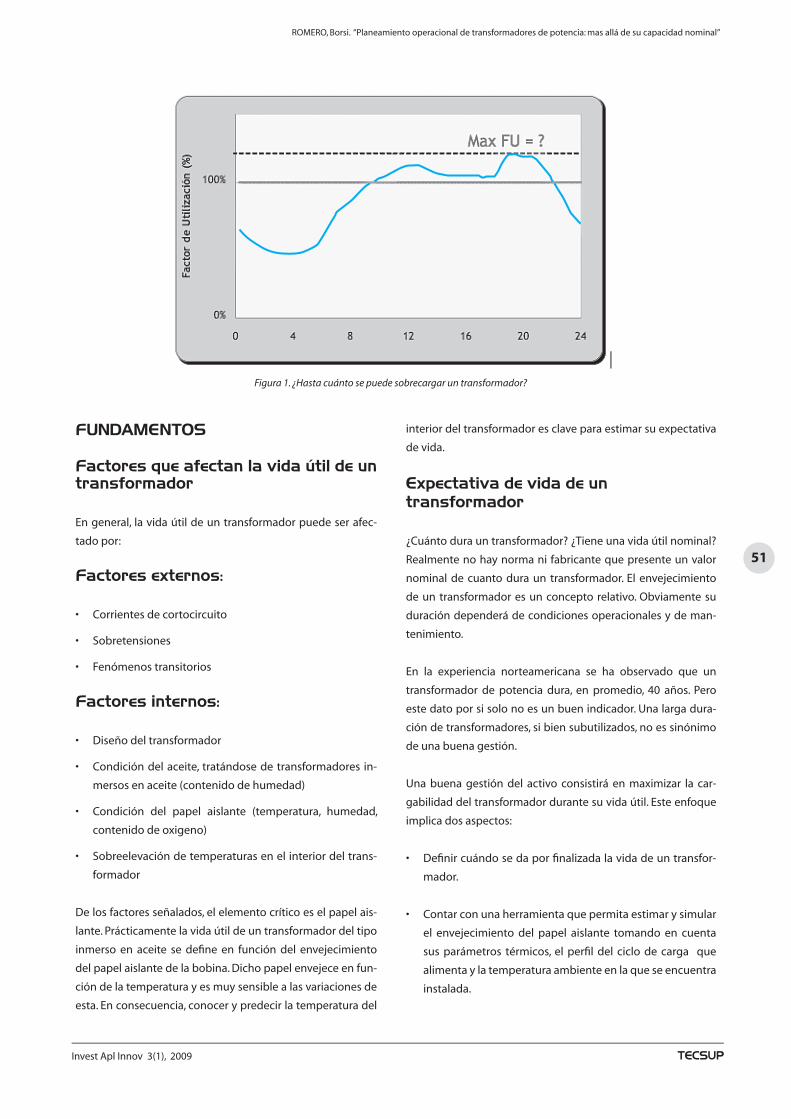
51
Invest Apl Innov 3(1), 2009
roMEro, Borsi. “Planeamiento operacional de transformadores de potencia: mas allá de su capacidad nominal”
FUNDAMENTOS
Factores que afectan la vida útil de un transformador
En general, la vida útil de un transformador puede ser afec-
tado por:
Factores externos:
• Corrientesdecortocircuito
• Sobretensiones
• Fenómenostransitorios
Factores internos:
• Diseñodeltransformador
• Condicióndelaceite,tratándosedetransformadores in-
mersos en aceite (contenido de humedad)
• Condición del papel aislante (temperatura, humedad,
contenido de oxigeno)
• Sobreelevacióndetemperaturasenelinteriordeltrans-
formador
De los factores señalados, el elemento crítico es el papel ais-
lante. Prácticamente la vida útil de un transformador del tipo
inmerso en aceite se defi ne en función del envejecimiento
del papel aislante de la bobina. Dicho papel envejece en fun-
ción de la temperatura y es muy sensible a las variaciones de
esta. En consecuencia, conocer y predecir la temperatura del
interior del transformador es clave para estimar su expectativa
de vida.
Expectativa de vida de untransformador
¿Cuánto dura un transformador? ¿Tiene una vida útil nominal?
realmente no hay norma ni fabricante que presente un valor
nominal de cuanto dura un transformador. El envejecimiento
de un transformador es un concepto relativo. obviamente su
duración dependerá de condiciones operacionales y de man-
tenimiento.
En la experiencia norteamericana se ha observado que un
transformador de potencia dura, en promedio, 40 años. Pero
este dato por si solo no es un buen indicador. Una larga dura-
ción de transformadores, si bien subutilizados, no es sinónimo
de una buena gestión.
Una buena gestión del activo consistirá en maximizar la car-
gabilidad del transformador durante su vida útil. Este enfoque
implica dos aspectos:
• Definircuándosedaporfinalizadalavidadeuntransfor-
mador.
• Contarconunaherramientaquepermitaestimarysimular
el envejecimiento del papel aislante tomando en cuenta
sus parámetros térmicos, el perfi l del ciclo de carga que
alimenta y la temperatura ambiente en la que se encuentra
instalada.
Figura 1. ¿Hasta cuánto se puede sobrecargar un transformador?
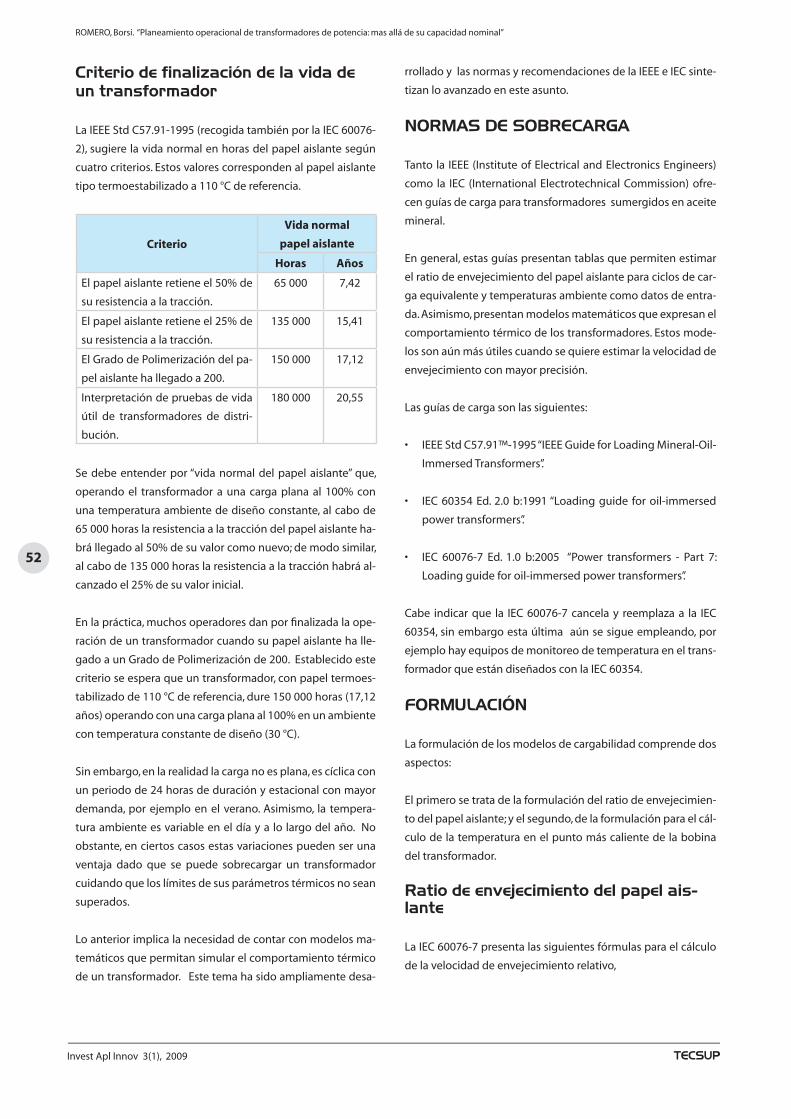
52
Invest Apl Innov 3(1), 2009
Criterio de finalización de la vida de un transformador
La IEEE std C57.91-1995 (recogida también por la IEC 60076-
2), sugiere la vida normal en horas del papel aislante según
cuatro criterios. Estos valores corresponden al papel aislante
tipo termoestabilizado a 110 °C de referencia.
Criterio
Vida normal
papel aislante
Horas Años
El papel aislante retiene el 50% de
su resistencia a la tracción.
65 000 7,42
El papel aislante retiene el 25% de
su resistencia a la tracción.
135 000 15,41
El Grado de Polimerización del pa-
pel aislante ha llegado a 200.
150 000 17,12
Interpretación de pruebas de vida
útil de transformadores de distri-
bución.
180 000 20,55
se debe entender por “vida normal del papel aislante” que,
operando el transformador a una carga plana al 100% con
una temperatura ambiente de diseño constante, al cabo de
65 000 horas la resistencia a la tracción del papel aislante ha-
brá llegado al 50% de su valor como nuevo; de modo similar,
al cabo de 135 000 horas la resistencia a la tracción habrá al-
canzado el 25% de su valor inicial.
En la práctica, muchos operadores dan por finalizada la ope-
ración de un transformador cuando su papel aislante ha lle-
gado a un Grado de Polimerización de 200. Establecido este
criterio se espera que un transformador, con papel termoes-
tabilizado de 110 °C de referencia, dure 150 000 horas (17,12
años) operando con una carga plana al 100% en un ambiente
con temperatura constante de diseño (30 °C).
sin embargo, en la realidad la carga no es plana, es cíclica con
un periodo de 24 horas de duración y estacional con mayor
demanda, por ejemplo en el verano. Asimismo, la tempera-
tura ambiente es variable en el día y a lo largo del año. no
obstante, en ciertos casos estas variaciones pueden ser una
ventaja dado que se puede sobrecargar un transformador
cuidando que los límites de sus parámetros térmicos no sean
superados.
Lo anterior implica la necesidad de contar con modelos ma-
temáticos que permitan simular el comportamiento térmico
de un transformador. Este tema ha sido ampliamente desa-
rrollado y las normas y recomendaciones de la IEEE e IEC sinte-
tizan lo avanzado en este asunto.
NORMAS DE SOBRECARGA
Tanto la IEEE (Institute of Electrical and Electronics Engineers)
como la IEC (International Electrotechnical Commission) ofre-
cen guías de carga para transformadores sumergidos en aceite
mineral.
En general, estas guías presentan tablas que permiten estimar
el ratio de envejecimiento del papel aislante para ciclos de car-
ga equivalente y temperaturas ambiente como datos de entra-
da. Asimismo, presentan modelos matemáticos que expresan el
comportamiento térmico de los transformadores. Estos mode-
los son aún más útiles cuando se quiere estimar la velocidad de
envejecimiento con mayor precisión.
Las guías de carga son las siguientes:
• IEEEStdC57.91™-1995“IEEEGuideforLoadingMineral-Oil-
Immersed Transformers”.
• IEC60354Ed.2.0b:1991“Loadingguide foroil-immersed
power transformers”.
• IEC 60076-7 Ed. 1.0 b:2005 “Power transformers - Part 7:
Loading guide for oil-immersed power transformers”.
Cabe indicar que la IEC 60076-7 cancela y reemplaza a la IEC
60354, sin embargo esta última aún se sigue empleando, por
ejemplo hay equipos de monitoreo de temperatura en el trans-
formador que están diseñados con la IEC 60354.
FORMULACIÓN
La formulación de los modelos de cargabilidad comprende dos
aspectos:
El primero se trata de la formulación del ratio de envejecimien-
to del papel aislante; y el segundo, de la formulación para el cál-
culo de la temperatura en el punto más caliente de la bobina
del transformador.
Ratio de envejecimiento del papel ais-lante
La IEC 60076-7 presenta las siguientes fórmulas para el cálculo
de la velocidad de envejecimiento relativo,
roMEro, Borsi. “Planeamiento operacional de transformadores de potencia: mas allá de su capacidad nominal”

53
Invest Apl Innov 3(1), 2009
Para papel aislante Kraft (no termo-estabilizado):
Para papel aislante termo-estabilizado:
Donde,
V: Velocidad de envejecimiento relativo (pu)
θh : Temperatura del punto más caliente del bobinado (°C)
¿Cómo se interpretan estas fórmulas? Veamos una de ellas.
Por ejemplo en la primera, si la temperatura del punto más
caliente (θh) es igual a 98 °C, la velocidad de envejecimien-
to relativo será igual a 1 mientras la temperatura permanece
constante. En cambio, si dicha temperatura se incrementa en
6 °C (θh = 104 °C), el ratio de envejecimiento será igual a 2,
es decir, la vida esperada del papel aislante se reducirá a la
mitad mientras el punto más caliente se encuentre en 104 °C.
Análogamente con θh
=92°C,elratiodeenvejecimientoserá
igual a 0.5, en este caso diremos que solo se ha consumido el
50% de la vida normal del papel aislante.
En la Figura 2 se muestran las curvas de relación entre la velo-
cidad de envejecimiento relativo y la temperatura del punto
más caliente para papel tipo kraft y termo-estabilizado.
Cálculo de Pérdida de Vida Acumulada
Para calcular la pérdida de vida relativa durante un periodo
largo en el normalmente ni la carga ni la temperatura am-
biente son constantes, lo que se hace es discretizar las curvas,
es decir, descomponer en tramos cortos de igual duración en
los que se puede asumir que la carga y la temperatura perma-
necen constantes. De este modo se puede aplicar la siguiente
fórmula:
Donde,
L: Pérdida de vida
n: índice correspondiente a cada intervalo de tiempo de eva-
luación
N: Cantidad de intervalos de tiempo iguales
si aplicamos este concepto a un ciclo de carga de 24 horas para
intervalos de ¼ de hora, tendremos la siguiente fórmula:
Donde,
Ld: Pérdida de vida en un día (24 horas)
Vh: Velocidad de envejecimiento para intervalos de tiempo de
0.25 h
En el caso de periodos constantes de diferente duración se apli-
ca la siguiente fórmula:
Donde,
Leqv
: Pérdida de vida relativa equivalente (acumulado)
Vn: Velocidad de envejecimiento (pérdida de vida relativa) en el
intervalo de tiempo
∆tn: Intervalo de tiempo donde la carga y temperatura ambien-
te se consideran constantes
Cálculo de temperatura del punto más caliente
La temperatura del punto más caliente del bobinado se ob-
tiene sumando a la temperatura ambiente el incremento de
temperaturas en la parte superior del aceite y en la bobina de
la parte más caliente. haciendo uso de la IEC 60354 tenemos la
siguiente fórmula:
Donde,
θh: Temperatura del punto más caliente del bobinado (°C)
θa: Temperatura del ambiente (°C)
∆θo: Elevación de la temperatura del aceite (parte superior) so-
bre la temperatura del ambiente (°C)
roMEro, Borsi. “Planeamiento operacional de transformadores de potencia: mas allá de su capacidad nominal”
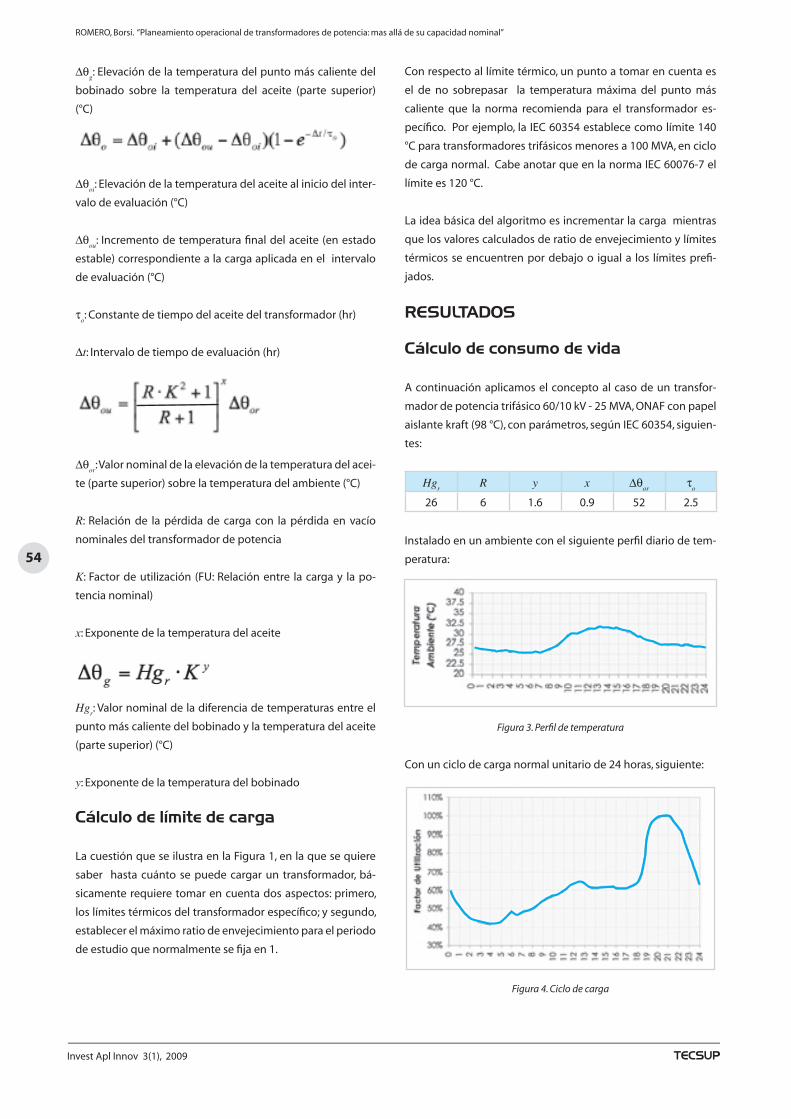
54
Invest Apl Innov 3(1), 2009
∆θg: Elevación de la temperatura del punto más caliente del
bobinado sobre la temperatura del aceite (parte superior)
(°C)
∆θoi
: Elevación de la temperatura del aceite al inicio del inter-
valo de evaluación (°C)
∆θou
: Incremento de temperatura fi nal del aceite (en estado
estable) correspondiente a la carga aplicada en el intervalo
de evaluación (°C)
τo: Constante de tiempo del aceite del transformador (hr)
∆t: Intervalo de tiempo de evaluación (hr)
∆θor
: Valor nominal de la elevación de la temperatura del acei-
te (parte superior) sobre la temperatura del ambiente (°C)
R: relación de la pérdida de carga con la pérdida en vacío
nominales del transformador de potencia
K: Factor de utilización (FU: relación entre la carga y la po-
tencia nominal)
x: Exponente de la temperatura del aceite
Hgr: Valor nominal de la diferencia de temperaturas entre el
punto más caliente del bobinado y la temperatura del aceite
(parte superior) (°C)
y: Exponente de la temperatura del bobinado
Cálculo de límite de carga
La cuestión que se ilustra en la Figura 1, en la que se quiere
saber hasta cuánto se puede cargar un transformador, bá-
sicamente requiere tomar en cuenta dos aspectos: primero,
los límites térmicos del transformador específi co; y segundo,
establecer el máximo ratio de envejecimiento para el periodo
de estudio que normalmente se fi ja en 1.
Con respecto al límite térmico, un punto a tomar en cuenta es
el de no sobrepasar la temperatura máxima del punto más
caliente que la norma recomienda para el transformador es-
pecífi co. Por ejemplo, la IEC 60354 establece como límite 140
°C para transformadores trifásicos menores a 100 MVA, en ciclo
de carga normal. Cabe anotar que en la norma IEC 60076-7 el
límite es 120 °C.
La idea básica del algoritmo es incrementar la carga mientras
que los valores calculados de ratio de envejecimiento y límites
térmicos se encuentren por debajo o igual a los límites prefi -
jados.
RESULTADOS
Cálculo de consumo de vida
A continuación aplicamos el concepto al caso de un transfor-
madordepotenciatrifásico60/10kV-25MVA,ONAFconpapel
aislante kraft (98 °C), con parámetros, según IEC 60354, siguien-
tes:
Hgr
R y x ∆θor
τo
26 6 1.6 0.9 52 2.5
Instalado en un ambiente con el siguiente perfi l diario de tem-
peratura:
Figura 3. Perfi l de temperatura
Con un ciclo de carga normal unitario de 24 horas, siguiente:
Figura 4. Ciclo de carga
roMEro, Borsi. “Planeamiento operacional de transformadores de potencia: mas allá de su capacidad nominal”
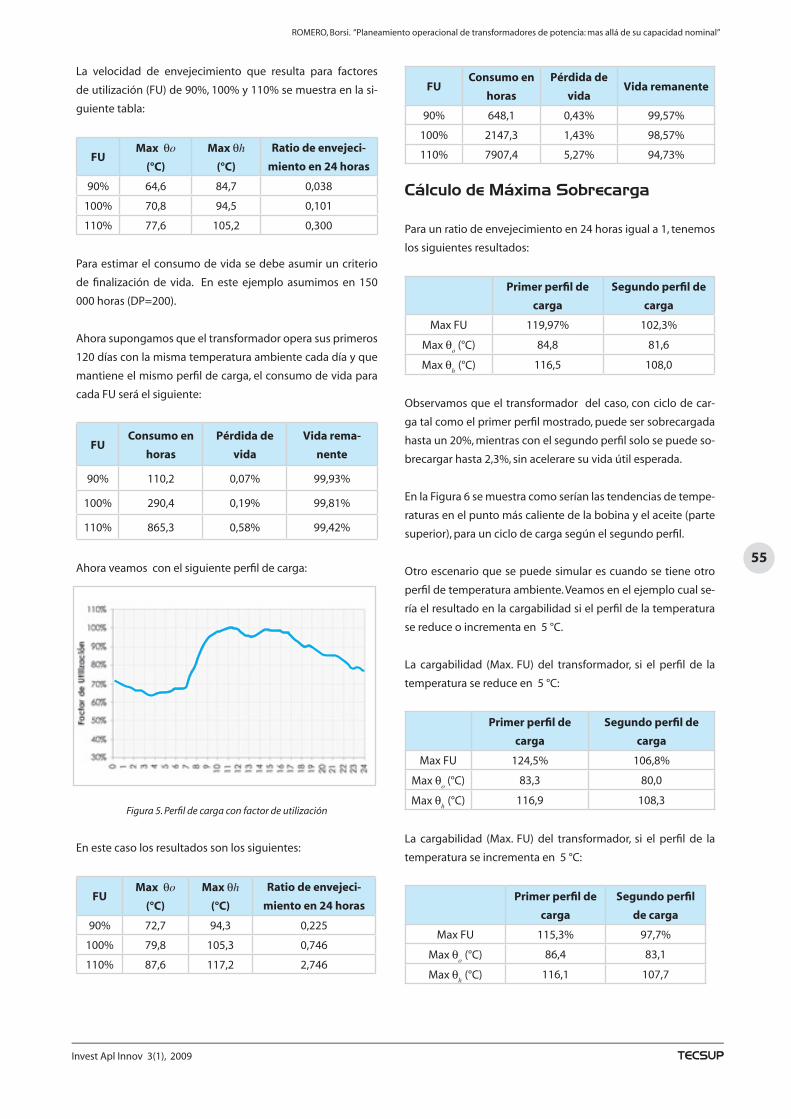
55
Invest Apl Innov 3(1), 2009
La velocidad de envejecimiento que resulta para factores
de utilización (FU) de 90%, 100% y 110% se muestra en la si-
guiente tabla:
FUMax θo
(°C)
Max θh
(°C)
Ratio de envejeci-
miento en 24 horas
90% 64,6 84,7 0,038
100% 70,8 94,5 0,101
110% 77,6 105,2 0,300
Para estimar el consumo de vida se debe asumir un criterio
de fi nalización de vida. En este ejemplo asumimos en 150
000horas(DP=200).
Ahora supongamos que el transformador opera sus primeros
120 días con la misma temperatura ambiente cada día y que
mantiene el mismo perfi l de carga, el consumo de vida para
cada FU será el siguiente:
FUConsumo en
horas
Pérdida de
vida
Vida rema-
nente
90% 110,2 0,07% 99,93%
100% 290,4 0,19% 99,81%
110% 865,3 0,58% 99,42%
Ahora veamos con el siguiente perfi l de carga:
Figura 5. Perfi l de carga con factor de utilización
En este caso los resultados son los siguientes:
FUMax θo
(°C)
Max θh
(°C)
Ratio de envejeci-
miento en 24 horas
90% 72,7 94,3 0,225
100% 79,8 105,3 0,746
110% 87,6 117,2 2,746
FUConsumo en
horas
Pérdida de
vidaVida remanente
90% 648,1 0,43% 99,57%
100% 2147,3 1,43% 98,57%
110% 7907,4 5,27% 94,73%
Cálculo de Máxima Sobrecarga
Para un ratio de envejecimiento en 24 horas igual a 1, tenemos
los siguientes resultados:
Primer perfi l de
carga
Segundo perfi l de
carga
Max FU 119,97% 102,3%
Max θo (°C) 84,8 81,6
Max θh (°C) 116,5 108,0
observamos que el transformador del caso, con ciclo de car-
ga tal como el primer perfi l mostrado, puede ser sobrecargada
hasta un 20%, mientras con el segundo perfi l solo se puede so-
brecargar hasta 2,3%, sin acelerare su vida útil esperada.
En la Figura 6 se muestra como serían las tendencias de tempe-
raturas en el punto más caliente de la bobina y el aceite (parte
superior), para un ciclo de carga según el segundo perfi l.
otro escenario que se puede simular es cuando se tiene otro
perfi l de temperatura ambiente. Veamos en el ejemplo cual se-
ría el resultado en la cargabilidad si el perfi l de la temperatura
se reduce o incrementa en 5 °C.
La cargabilidad (Max. FU) del transformador, si el perfi l de la
temperatura se reduce en 5 °C:
Primer perfi l de
carga
Segundo perfi l de
carga
Max FU 124,5% 106,8%
Max θo (°C) 83,3 80,0
Max θh (°C) 116,9 108,3
La cargabilidad (Max. FU) del transformador, si el perfi l de la
temperatura se incrementa en 5 °C:
Primer perfi l de
carga
Segundo perfi l
de carga
Max FU 115,3% 97,7%
Max θo (°C) 86,4 83,1
Max θh (°C) 116,1 107,7
roMEro, Borsi. “Planeamiento operacional de transformadores de potencia: mas allá de su capacidad nominal”
56
Invest Apl Innov 3(1), 2009
En el último caso se observa que, para una temperatura am-
biente elevada y un perfil de carga con factor de carga alto
(0.84), ya no se puede sobrecargar el transformador; más aún,
se debe operar por debajo de su potencia nominal si no se
quiere sacrificar su vida útil.
CONCLUSIONES
La aplicación de los modelos de cargabilidad de transforma-
dores de potencia demuestra que en ciertas condiciones es
posible operar un transformador más allá de su capacidad
nominal sin sacrificar o acelerar su vida útil normal.
Las condiciones apropiadas para sobrecargar transforma-
dores son cuando la temperatura ambiente en la que se en-
cuentra instalada es baja y, por otro lado, cuando la relación
entre la máxima demanda y el promedio de carga es alta.
En consecuencia, es posible planificar la sobrecarga de trans-
formadores siempre que se conozca a priori la temperatura
ambiente de la instalación y el ciclo de carga a ser atendida.
REFERENCIAS
[1] LAhoTI, B. D., y FLowErs, D. E. “Evaluation of Transfor-
mer Loading Above nameplate rating”, IEEE Trans. Power
Apparatus and systems, Vol. PAs-100, no. 4, April 1981.
[2] GIEsECKE Jon, JLG Associates, “The Aging of America’s
Transformers”, weidmann Electrical Technology, Fifth An-
nual Technical Conference nov 15, 2006.
[3] IEEEStdC57.91™-1995“IEEEGuideforLoadingMineral-
oil-Immersed Transformers”
[4] IEC 60354 Ed. 2.0 b:1991 “Loading guide for oil-immersed
power transformers”
[5] IEC 60076-7 Ed. 1.0 b:2005 “Power transformers - Part 7:
Loading guide for oil-immersed power transformers”
ACERCA DEL AUTOR
Master en planificación energética.
Actualmente trabaja en la empre-
sa de distribución eléctrica Luz del
sur ejecutando la gestión de activos
implementando algoritmos relacio-
nados con la ingeniería de manteni-
miento de los equipos de AT. Trabajó
en Electrolima como ingeniero de
planeamiento. Los principales traba-
jos desarrollados fueron: dimensionamiento óptimo de subes-
tacionesAT/MT,cálculodecamposelectromagnéticosenlíneas
de transmisión, plan de expansión del sistema secundario de
transmisión, cálculo de vida útil de transformadores de poten-
cia y estudio de flujo de potencia y cortocircuito.
roMEro, Borsi. “Planeamiento operacional de transformadores de potencia: mas allá de su capacidad nominal”

57
Invest Apl Innov 3(1), 2009
Sandro García
Implementacion de plataforma de envio de correos masivos
Implementinga software platform for massive e-mail correspondence
Resumen
En la actualidad existen diferentes maneras en que las em-
presas hacen uso de la tecnología para realizar marketing,
entre ellas: llamadas telefónicas, afiches, publicidad radial y
televisiva, etc. Una de las formas que ha incrementado su uso
es el envío de correos masivos.
Dado que es enorme la cantidad de personas que poseen
correos electrónicos, estos conforman un mercado muy am-
plio para cubrir, y al que se suman las inimaginables formas
en que puede llegar la información al potencial interesado
(Flash, hTML, video, audio, etc.).
Los servidores de correos comerciales, como por ejemplo: Lo-
tus, Exchange, etc., no están preparados para cubrir estas exi-
gencias, lo que genera fallas en el servicio de envío y recep-
ción pues son diversas las variables que se generan durante
el envío de una gran cantidad de correos (Por ejemplo, Envío
con baja prioridad, rebotes, saturación del servicio)
En Tecsup, nosotros hemos analizado esta problemática. Par-
ticularmente en Tecsup, solo en el año 2008, hemos sufrido
interrupciones del servicio de correo en dieciséis oportuni-
dades, incluso en algunas ocasiones se han dado dos veces
en un solo día.
Esto nos ha obligado a analizar posibles soluciones para el
problema. Actualmente existen diferentes herramientas de
envío, o llamados motores sMTP, con los cuales es posible
realizar envíos de gran cantidad de correos. Los motores
sMTP presentan una serie de facilidades. En este artículo
definiremos las diferentes características que presentan los
motores sMTP, las que serán evaluadas a partir de sus ven-
tajas y desventajas, a fin de brindar como resultado la mejor
alternativa.
Las ventajas generales que nos brindaría la plataforma de envío
de correos masivos son las siguientes:
• Elusuariorealizaelenvíodecorreosdesdesupropiacom-
putadora. ( no hace uso de un servidor de correos )
• Losrebotesnoafectanalservidordecorreos,pueslacuen-
ta de envío no es la misma que la cuenta de recepción.
• Laspersonasquehacenusodeestaplataformaenvíanlos
correos en tiempo real, cambiando de esta manera la for-
ma en que se enviaban los correos mediante el servidor
Lotus, pues se usaba el parámetro de baja prioridad, lo cual
implicaba que el envío se hacía cuando el servidor tenía
los recursos para atender el requerimiento.
• Posibilidaddeprogramarenvíosdecorreos.
La plataforma en mención ya se encuentra implementada en la
Dirección de Promoción y Desarrollo Empresarial de Tecsup, y
hacen uso de ella las áreas de Ventas y Marketing.
Abstract
nowadays there are different ways in which companies use te-
chnology for marketing; among them we have telephone calls,
posters, television and radio advertising, etc. one way that has
increased its use is mass mailings.
The vast amount of people who have e-mails make them a very
large market to cover, and this is added to the unimaginable
ways you can get the information to a potentially interested
party (flash, hTML, video, audio, etc).
Commercial mail servers like, for example, Lotus, Exchange, etc.
are not prepared to meet these requirements, which generates
faults in the sending and receiving because of the diverse varia-
bles that are created during the transmission of large amounts
of mail (for example, low priority item, rebounds, saturation of
the service).
58
Invest Apl Innov 3(1), 2009
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
we analyzed this problem in TECsUP. In our particular case,
only in the year 2008, we experienced disruptions in mail
service in sixteen occasions, sometimes more than twice in
a day.
This forced us to discuss possible solutions to the problem.
Currently, there are different tools for sending or called sMTP
engines with which it is possible to send large amounts of
emails. sMTP engines feature a number of facilities. This arti-
cle defines the characteristics that sMTP engines have, which
will be assessed by identifying the advantages and disadvan-
tages of each, resulting in the best alternative.
The general advantages that the platform would give us to
send out mass mailings are as follows:
• Theusersendsemailsfromhis/herowncomputer.(Not
using a mail server)
• The bounces do not affect the mail server because the
sending account is not the same as the receiving account.
• People who use this platform send emails in real time,
thus changing the manner in which the mails were sent
through the Lotus server, because the low priority pa-
rameter was used, which implied that the sending was
done when the server had the resources to attend such
requirements.
• Thepossibilityofschedulingthemailing.
The platform in question is already implemented in TECsUP’s
Direction of Business Promotion and Development. The area
of sales and Marketing is also using it.
Palabras claves
servidor de Correos, Correos Masivos, Atomic Mail sender,
Email Marketing, servicio de Correos.
Key words
Mail server, spam server, Atomic Mail sender, Email Marke-
ting, Mail service
INTRODUCCIÓN
Las empresas de hoy en día deben afrontar nuevos retos para
cumplir los objetivos que se han trazado, y para lograrlo de-
ben apoyarse en la tecnología como una herramienta que les
facilitará alcanzarlos.
El Email Marketing es utilizado por muchas empresas con el
fin de publicitar sus productos o servicios. Esto se realiza con
los recursos de la empresa, en algunos casos, o con recursos de
empresas dedicadas al rubro.
FUNDAMENTOS
nos planteamos el escenario de una empresa que cuenta con
su propio servidor de correos corporativo, en este caso un Lo-
tus notes de IBM que sirve para desarrollar las comunicaciones;
de mismo modo, se usa el mismo recurso para desarrollar el
Emarketing.
Debido a que el Emarketig es dirigido a todos los posibles clien-
tes de la empresa, entre ellos compañías, fábricas, personas par-
ticulares, etc, la población es bastante amplia. En tal sentido, se
generan los siguientes inconvenientes en el servicio:
Saturación del Mailbox
• Como se puede observar en la Figura 2, los mailbox son
saturados por los correos entrantes y salientes. Una base
de datos de 5 000 correos saturaría el servicio de correos.
Baja del servicio de ruteo
• Cuando se saturan los mailbox, las tareas de ruteo (que
son las encargadas de lanzar los mensajes a la red de in-
ternet) dejan de operar y provocan la caída del servicio.
Rebotes:
• Alutilizarunacuentarealdelservidordecorreosparael
envío, tenemos el inconveniente de que los rebotes (que
son causadas por cuentas mal ingresadas, dominios tipea-
dos erróneamente, servidores no disponibles) llegan a
la misma cuenta. saturando primero los inbox y luego la
cuenta del usuario que envió el mensaje masivo.
Envíos con baja prioridad:
• ElservidordecorreosLotuspermiteconlaposibilidadde
marcar los correos que serán enviados con el atributo de
“baja prioridad”, esto se hace con el fin de que el servidor
de correos envíe los mensajes cuando el servidor cuente
con los recursos para hacerlo.
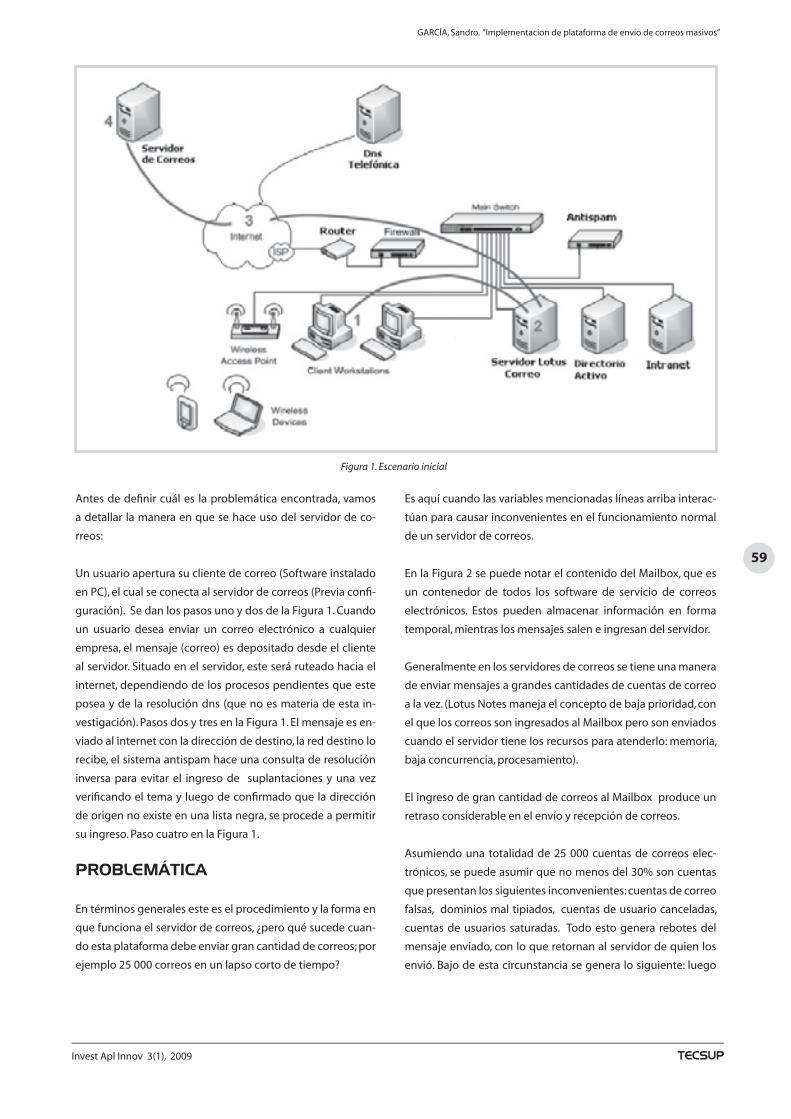
59
Invest Apl Innov 3(1), 2009
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
Antes de definir cuál es la problemática encontrada, vamos
a detallar la manera en que se hace uso del servidor de co-
rreos:
Un usuario apertura su cliente de correo (software instalado
en PC), el cual se conecta al servidor de correos (Previa confi-
guración). se dan los pasos uno y dos de la Figura 1. Cuando
un usuario desea enviar un correo electrónico a cualquier
empresa, el mensaje (correo) es depositado desde el cliente
al servidor. situado en el servidor, este será ruteado hacia el
internet, dependiendo de los procesos pendientes que este
posea y de la resolución dns (que no es materia de esta in-
vestigación). Pasos dos y tres en la Figura 1. El mensaje es en-
viado al internet con la dirección de destino, la red destino lo
recibe, el sistema antispam hace una consulta de resolución
inversa para evitar el ingreso de suplantaciones y una vez
verificando el tema y luego de confirmado que la dirección
de origen no existe en una lista negra, se procede a permitir
su ingreso. Paso cuatro en la Figura 1.
PROBLEMáTICA
En términos generales este es el procedimiento y la forma en
que funciona el servidor de correos, ¿pero qué sucede cuan-
do esta plataforma debe enviar gran cantidad de correos; por
ejemplo 25 000 correos en un lapso corto de tiempo?
Es aquí cuando las variables mencionadas líneas arriba interac-
túan para causar inconvenientes en el funcionamiento normal
de un servidor de correos.
En la Figura 2 se puede notar el contenido del Mailbox, que es
un contenedor de todos los software de servicio de correos
electrónicos. Estos pueden almacenar información en forma
temporal, mientras los mensajes salen e ingresan del servidor.
Generalmente en los servidores de correos se tiene una manera
de enviar mensajes a grandes cantidades de cuentas de correo
a la vez. (Lotus notes maneja el concepto de baja prioridad, con
el que los correos son ingresados al Mailbox pero son enviados
cuando el servidor tiene los recursos para atenderlo: memoria,
baja concurrencia, procesamiento).
El ingreso de gran cantidad de correos al Mailbox produce un
retraso considerable en el envío y recepción de correos.
Asumiendo una totalidad de 25 000 cuentas de correos elec-
trónicos, se puede asumir que no menos del 30% son cuentas
que presentan los siguientes inconvenientes: cuentas de correo
falsas, dominios mal tipiados, cuentas de usuario canceladas,
cuentas de usuarios saturadas. Todo esto genera rebotes del
mensaje enviado, con lo que retornan al servidor de quien los
envió. Bajo de esta circunstancia se genera lo siguiente: luego
Figura 1. Escenario inicial
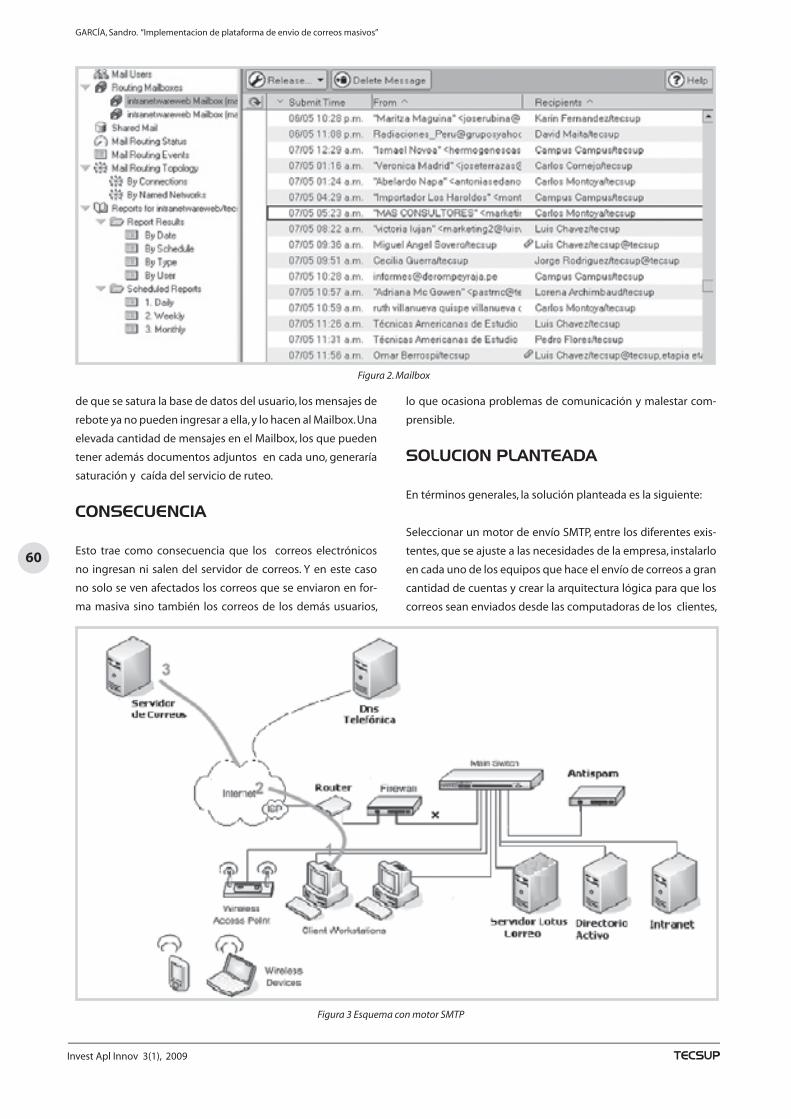
60
Invest Apl Innov 3(1), 2009
de que se satura la base de datos del usuario, los mensajes de
rebote ya no pueden ingresar a ella, y lo hacen al Mailbox. Una
elevada cantidad de mensajes en el Mailbox, los que pueden
tener además documentos adjuntos en cada uno, generaría
saturación y caída del servicio de ruteo.
CONSECUENCIA
Esto trae como consecuencia que los correos electrónicos
no ingresan ni salen del servidor de correos. Y en este caso
no solo se ven afectados los correos que se enviaron en for-
ma masiva sino también los correos de los demás usuarios,
lo que ocasiona problemas de comunicación y malestar com-
prensible.
SOLUCION PLANTEADA
En términos generales, la solución planteada es la siguiente:
seleccionar un motor de envío sMTP, entre los diferentes exis-
tentes, que se ajuste a las necesidades de la empresa, instalarlo
en cada uno de los equipos que hace el envío de correos a gran
cantidad de cuentas y crear la arquitectura lógica para que los
correos sean enviados desde las computadoras de los clientes,
Figura 2. Mailbox
Figura 3 Esquema con motor SMTP
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
61
Invest Apl Innov 3(1), 2009
haciendo uso de su propio motor sMTP y no del servidor de
correos Lotus.
La Imagen de la Figura 3 muestra el esquema de la solución
propuesta, a fin de resolver la saturación del servicio de co-
rreo electrónico.
Elección de la aplicación o motor SMT
1.- selección de la herramienta sMTP (motor de envío )
El mercado de software tiene diferentes opciones para esta
solución; afortunadamente cada una es mejor que otra en
cuanto a funcionalidades.
La herramienta senderBlaster es ciertamente robusta para
el envío de mensajes por sMTP, pero no da la posibilidad de
cargar gráficos hTML, tampoco links de páginas webs. Ato-
mic Mail sender soporta cargar links desde internet, crear
documentos hTML, grabarlos como proyectos, he incluso
generar la programación de envío de varios proyectos a la
vez. La herramienta newslatter, es muy eficiente en cuanto
a cargar imágenes y armar un buen diseño, pero no soporta
programación de envíos .
se muestra el cuadro comparativo con la evaluación de cada
aplicación:
Software SendBlasterAtomic Mail
SenderNewsleter
hTML sí sí sí
Links wEB no sí sí
soporta Pro-
gramación
de envíos
no sí no
reporte de
no Enviadosno sí no
Diseño no sí no
Varios envíos
por ejecu-
ción
no sí no
De las tres herramientas en evaluación, la que resulta más apro-
piada es Atomic Mail sender, puesto que tiene mayor flexibili-
dad y se amolda mejor a nuestras necesidades .
El precio es 69,85 dólares por licencia.
Figura 4. SendBlaster
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
62
Invest Apl Innov 3(1), 2009
PROCEDIMIENTO
1. Instalación de la herramienta escogida en cada PC local
o cliente.
2. registro del subdominio en los Dns de Telefónica, con el
nombre: ventas.tecsup.edu.pe .
3. Configuraciones. Es necesario realizar las siguientes con-
figuraciones:
Cuenta de correo de envío .
Cuenta de correo de recepción.
Cabecera de salida del mensaje.
3. Identificación de la dirección ip del usuario, y aplicación
de configuración snAT en el firewall, con el fin que los
mensajes sean enviados fuera de la red de Tecsup con la
cabecera de la dirección pública registrada en los Dns
de Telefónica (paso 2) .
4. Carga de las bases de datos desde un archivo en Excel
(solo la primera columna) o un documento en texto pla-
no. El software extrae las cuentas de correo de un archi-
vo en Excel o un archivo en texto plano.
Figura 5. Atomic Mail Sender
PROBLEMAS POSTERIORES
El inconveniente central que se presentó en el transcurso de
la implementación fue que, cuando se realizaron pruebas con
gran cantidad de correos, la dirección ip de salida de estos
mensajes era registrada en listas negras, dado el alto tránsito
de información que se generaba. Con el fin de solucionar este
inconveniente se hizo necesario comunicarnos con los admi-
nistradores de listas negras y manifestar que tal dirección ip era
de nuestra propiedad y que se usaba para publicidad.
Debido a que las bases de datos que son cargadas al Atomic
presentan errores en diversos campos, por ejemplo:
• doblecuentadecorreoenuncampo
• doblearroba
• caracteresquenocorrespondenaunacuentadecorreo
• campossinningúnarroba
• cuentasdecorreocondominoincompleto,etc.
el programa Atomic puede dejar funcionar. Frente a esta situa-
ción se ha desarrollado una aplicación que haga posible depu-
rar las bases de datos antes de cargarlas al Atomic, la aplicación
puedeserubicadaenellinkhttp://192.168.68.126:88/.
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
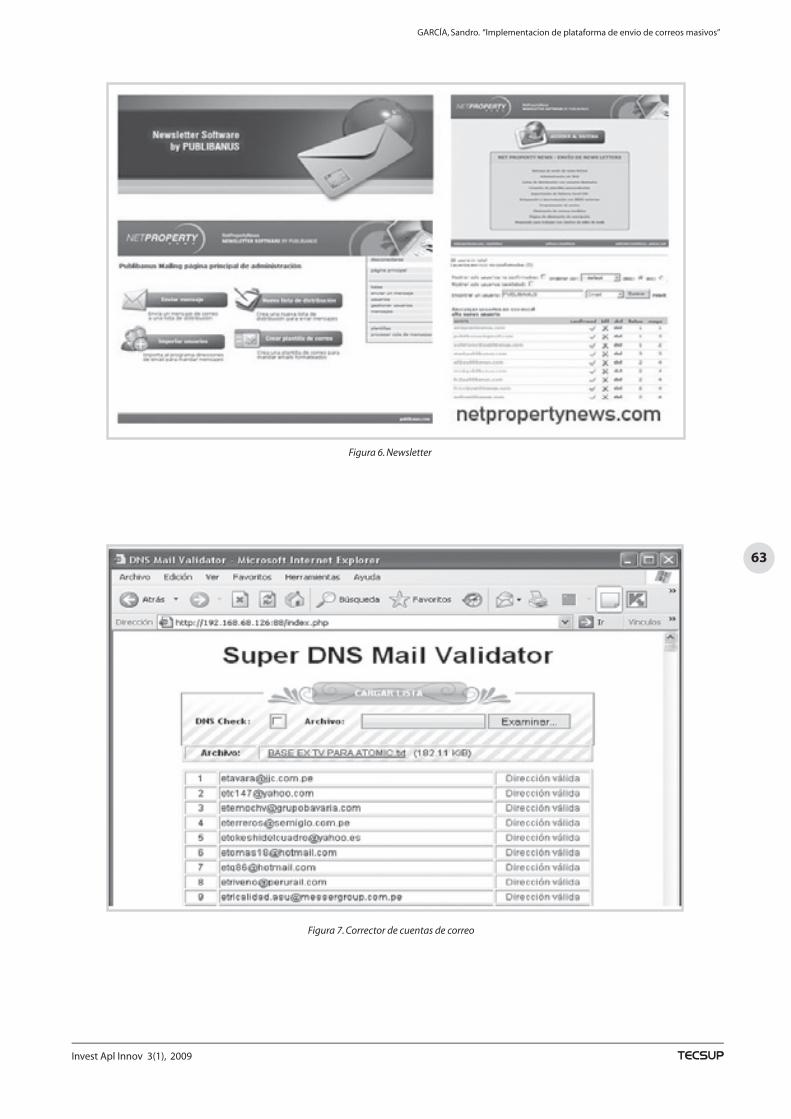
63
Invest Apl Innov 3(1), 2009
Figura 6. Newsletter
Figura 7. Corrector de cuentas de correo
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
64
Invest Apl Innov 3(1), 2009
La entrada de esta aplicación es un archivo en Excel con in-
formación en la primera columna de cuentas de correo, la
salida es un archivo en extensión txt con el mismo nombre
del archivo de entrada en Excel. Con esta acción se estarán
depurando las cuentas de correo mal ingresadas y que, po-
tencialmente, generarían inconvenientes.
RESULTADOS
Como puede observarse, los correos llegan a su destino. Así,
las ventajas que podemos obtener con la modalidad indica,
son:
• Loscorreoslleganentiemporeal.
• Luego del envío y en forma inmediata tenemos un re-
porte de los destinos a los cuales no ha llegado el men-
saje.
• DadoquenoseutilizaelservidordeCorreosCorporati-
vo, no se saturan los InBoX ni el servicio de ruteo.
REFERENCIAS
[1] Atompark software. Atomic Mail sender [En línea] re-
cuperadoel12deMarzodel2009: http://www.email-
masivo.com/bulkmail/<http://www.email-masivo.com/
bulkmail/>
[2] Técnicas spam. Conferencias FIsT IssA España. Técnicas
Anti-spam, [En línea] recuperado el 20 de abril del 2009:
http://www.fistconference.org/data/presentaciones/
Spam-spam-spam.pdf <http://www.fistconference.org/
data/presentaciones/Spam-spam-spam.pdf>
Figura 8. Bandeja de entrada Hotmail
[3] Cáceres Meza, Jack Daniel. Implicancias del spam (En lí-
nea) Recuperado el 2 Abril del 2009 http://www.rcp.org.
pe/downloads/Implicancias_del_spam.pdf <http://www.
rcp.org.pe/downloads/Implicancias_del_spam.pdf>
ACERCA DEL AUTOR
Ingeniero Electrónico. Actualmente
cursa la Maestría en seguridad In-
formática. se desempeña en el cargo
de Administrador de red en Tecsup y
también como docente en la carrera
del redes y Comunicaciones de Datos
del Departamento de Informática.
GArCíA, sandro. “Implementacion de plataforma de envio de correos masivos”
65
Invest Apl Innov 3(1), 2009
Elmer Ramirez, Hermenegildo Mendoza
Eficiencia energética con el uso de variadores de frecuencia en sistemas de aprovechamientos hídrico
Energy Efficient with use of variable frequency drive in uses of hydric systems
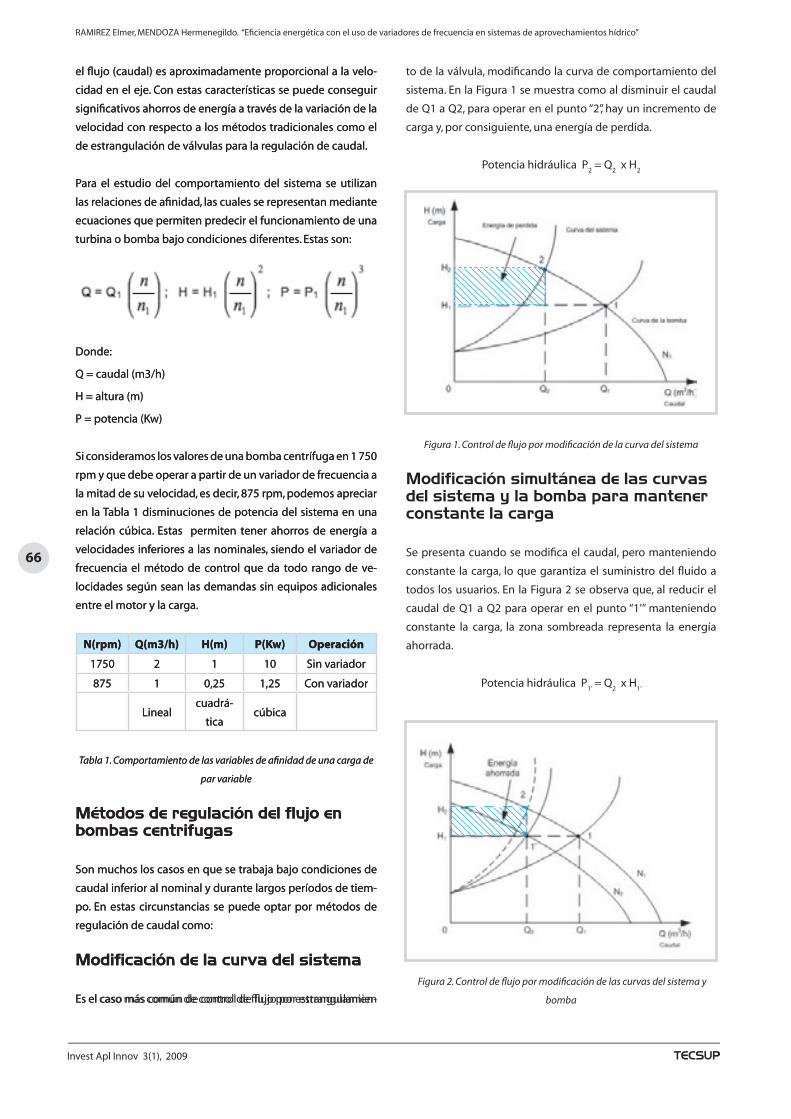
66
Invest Apl Innov 3(1), 2009
rAMIrEZ Elmer, MEnDoZA hermenegildo. “Efi ciencia energética con el uso de variadores de frecuencia en sistemas de aprovechamientos hídrico”
el fl ujo (caudal) es aproximadamente proporcional a la velo-
cidad en el eje. Con estas características se puede conseguir
signifi cativos ahorros de energía a través de la variación de la
velocidad con respecto a los métodos tradicionales como el
de estrangulación de válvulas para la regulación de caudal.
Para el estudio del comportamiento del sistema se utilizan
las relaciones de afi nidad, las cuales se representan mediante
ecuaciones que permiten predecir el funcionamiento de una
turbina o bomba bajo condiciones diferentes. Estas son:
Donde:
Q=caudal(m3/h)
H=altura(m)
P=potencia(Kw)
si consideramos los valores de una bomba centrífuga en 1 750
rpm y que debe operar a partir de un variador de frecuencia a
la mitad de su velocidad, es decir, 875 rpm, podemos apreciar
en la Tabla 1 disminuciones de potencia del sistema en una
relación cúbica. Estas permiten tener ahorros de energía a
velocidades inferiores a las nominales, siendo el variador de
frecuencia el método de control que da todo rango de ve-
locidades según sean las demandas sin equipos adicionales
entre el motor y la carga.
N(rpm) Q(m3/h) H(m) P(Kw) Operación
1750 2 1 10 sin variador
875 1 0,25 1,25 Con variador
Linealcuadrá-
ticacúbica
Tabla 1. Comportamiento de las variables de afi nidad de una carga de
par variable
Métodos de regulación del flujo en bombas centrifugas
son muchos los casos en que se trabaja bajo condiciones de
caudal inferior al nominal y durante largos períodos de tiem-
po. En estas circunstancias se puede optar por métodos de
regulación de caudal como:
Modificación de la curva del sistema
Es el caso más común de control de fl ujo por estrangulamien
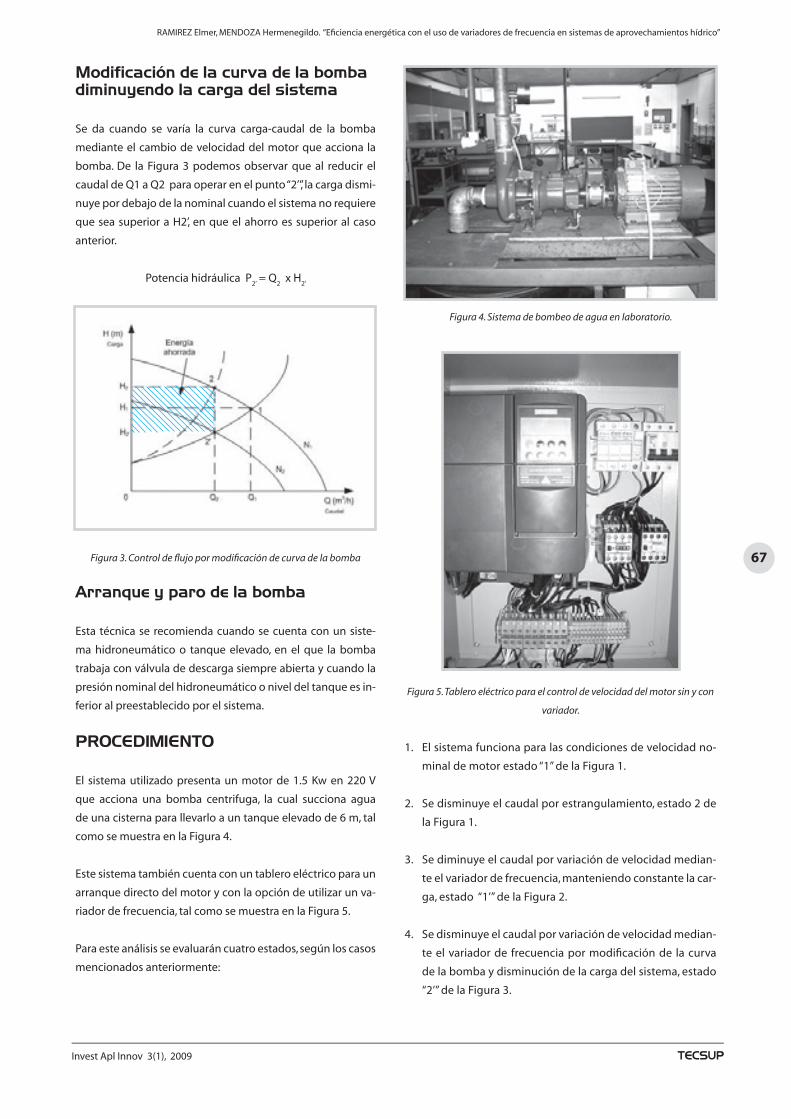
67
Invest Apl Innov 3(1), 2009
rAMIrEZ Elmer, MEnDoZA hermenegildo. “Efi ciencia energética con el uso de variadores de frecuencia en sistemas de aprovechamientos hídrico”
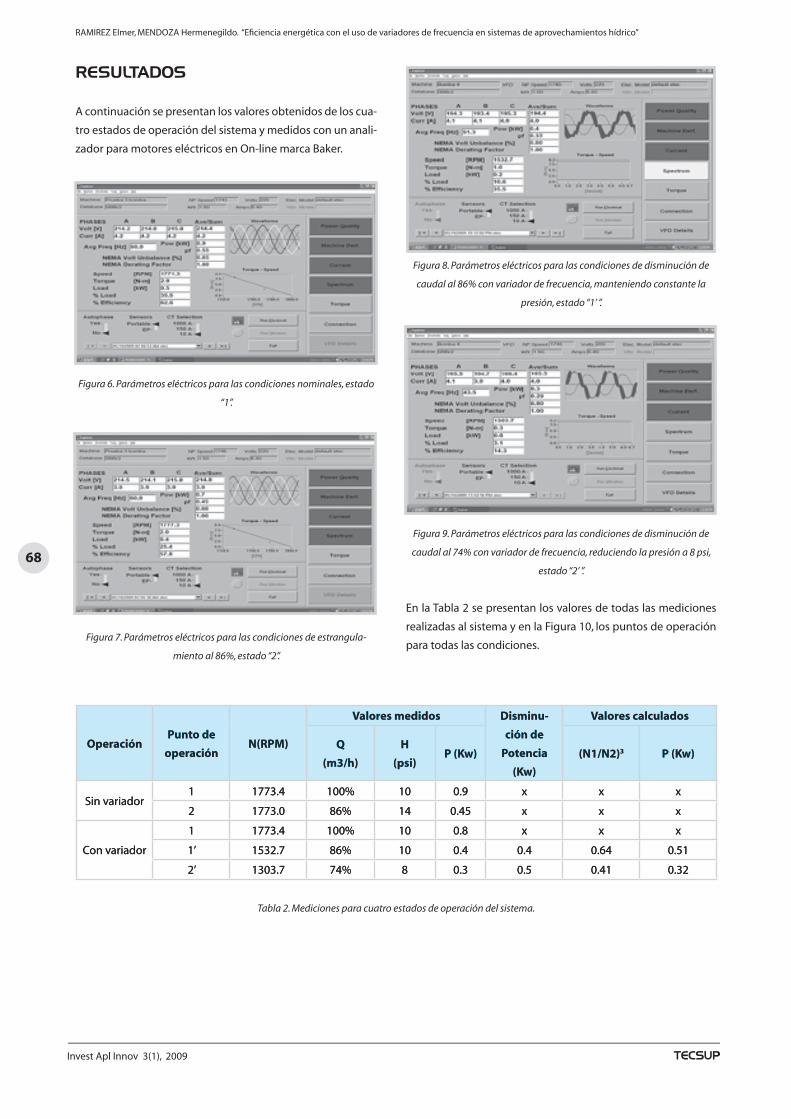
68
Invest Apl Innov 3(1), 2009
rAMIrEZ Elmer, MEnDoZA hermenegildo. “Eficiencia energética con el uso de variadores de frecuencia en sistemas de aprovechamientos hídrico”
OperaciónPunto de
operaciónN(RPM)
Valores medidos Disminu-
ción de
Potencia
(Kw)
Valores calculados
Q
(m3/h)
H
(psi)P (Kw) (N1/N2)3 P (Kw)
sin variador1 1773.4 100% 10 0.9 x x x
2 1773.0 86% 14 0.45 x x x
Con variador
1 1773.4 100% 10 0.8 x x x
1’ 1532.7 86% 10 0.4 0.4 0.64 0.51
2’ 1303.7 74% 8 0.3 0.5 0.41 0.32
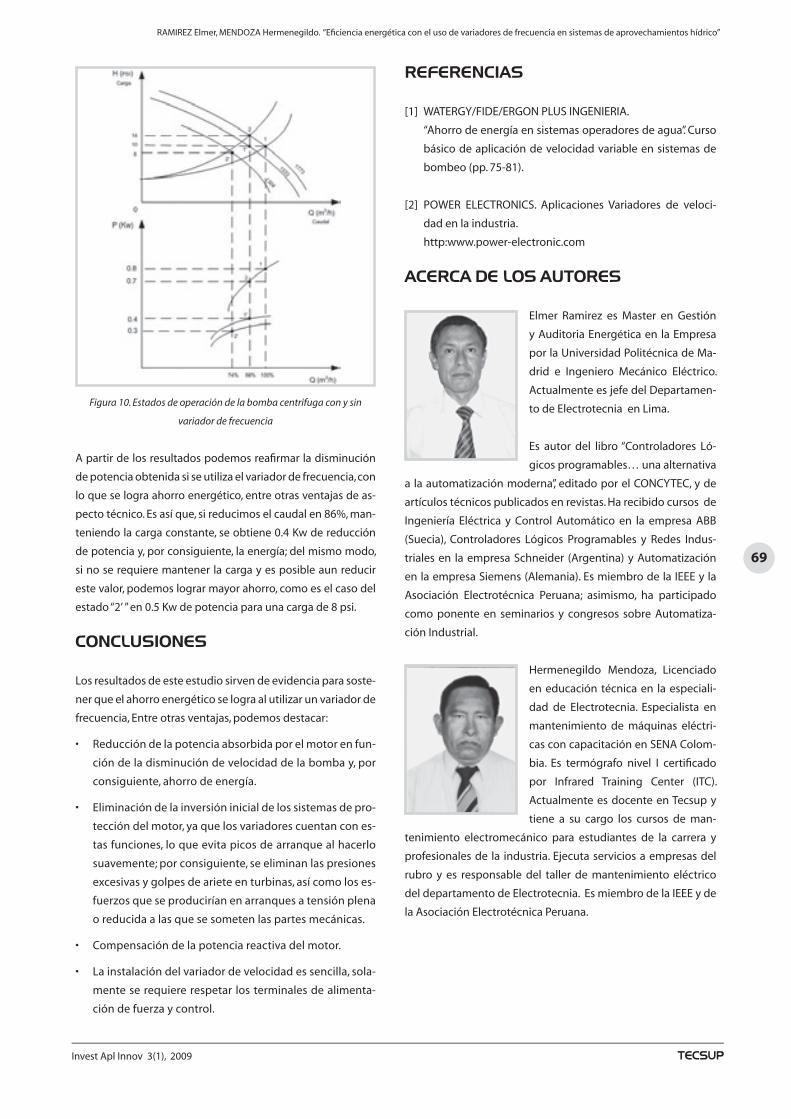
69
Invest Apl Innov 3(1), 2009
rAMIrEZ Elmer, MEnDoZA hermenegildo. “Eficiencia energética con el uso de variadores de frecuencia en sistemas de aprovechamientos hídrico”
Se terminó de imprimir en loS tallereS gráficoS de
Tarea asociación Gráfica educaTiva
paSaje maría auxiliadora 156 - Breña
Correo e.: [email protected]éf. 332-3229 fax: 424-1582
junio 2009 lima - perú