20
Interpretación y utilidad de datos estadísticos. Sistemas de Medición
| Date post: | 24-Jan-2018 |
| Category: |
Technology |
| Upload: | interlatin |
| View: | 531 times |
| Download: | 0 times |
Interpretación y utilidad de datos
estadísticos.
Sistemas de Medición
Agenda
Histogramas Capabilidad del Proceso Relación entre CP y CPK Relación entre Capabilidad y nivel Sigma Planes de Muestreo Análisis del Sistema de Medición
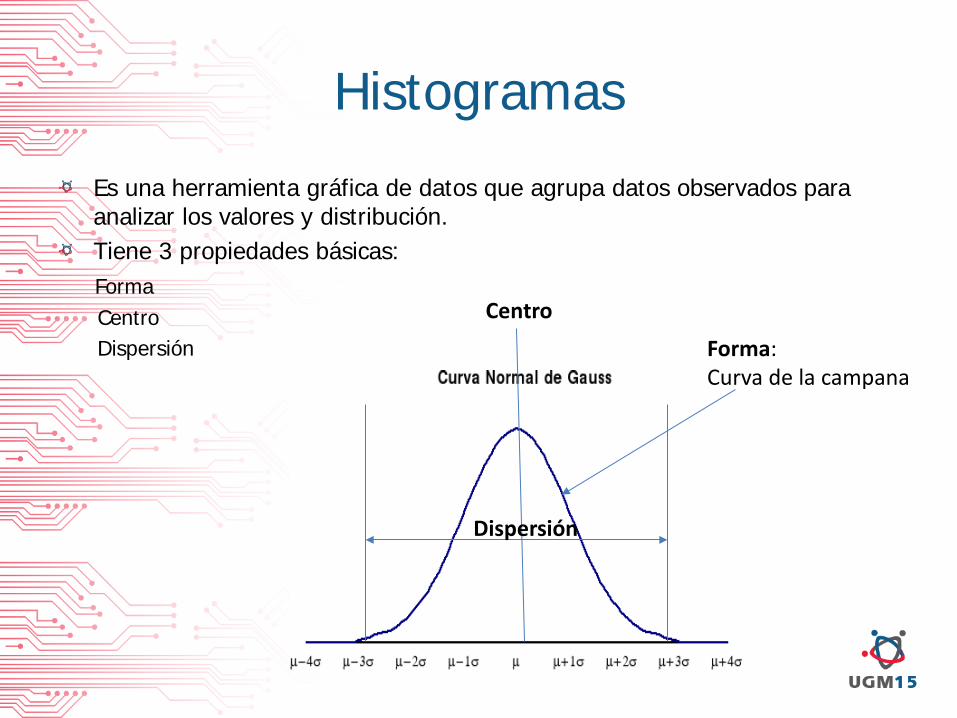
Histogramas
Es una herramienta gráfica de datos que agrupa datos observados para analizar los valores y distribución. Tiene 3 propiedades básicas:
Forma Centro Dispersión Forma:
Curva de la campana
Centro
Dispersión
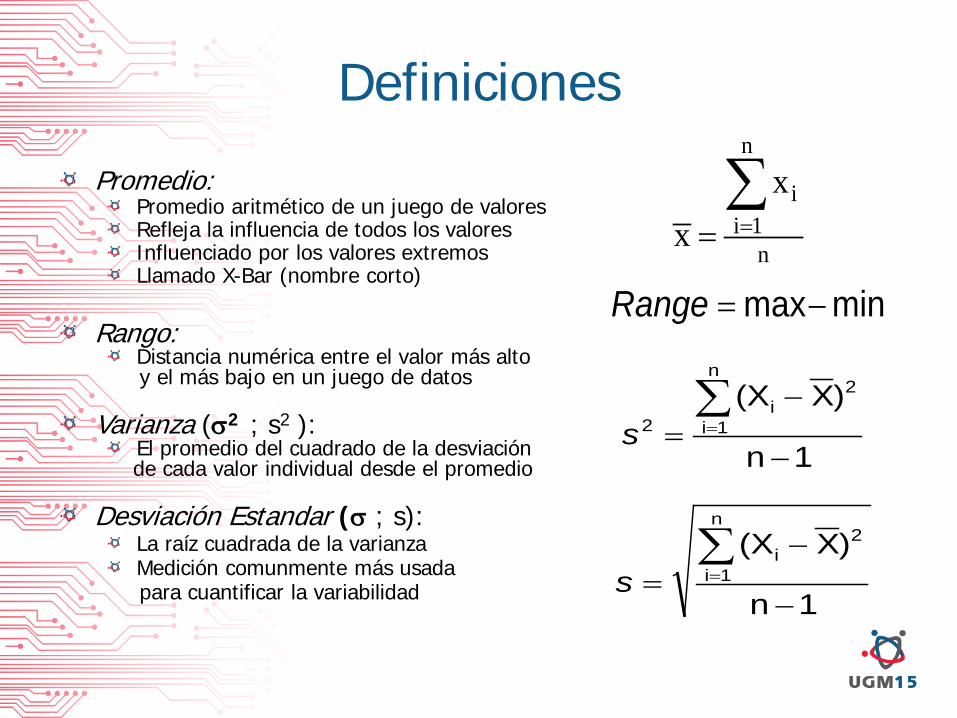
Definiciones
Promedio: Promedio aritmético de un juego de valores Refleja la influencia de todos los valores Influenciado por los valores extremos Llamado X-Bar (nombre corto)
Rango:
Distancia numérica entre el valor más alto y el más bajo en un juego de datos
Varianza (σ2 ; s2 ): El promedio del cuadrado de la desviación
de cada valor individual desde el promedio
Desviación Estandar (σ ; s): La raíz cuadrada de la varianza Medición comunmente más usada
para cuantificar la variabilidad 1n
)X(Xn
1i
2i
−
−=
∑=s
minmax−=Range
1n
)X(Xn
1i
2i
2
−
−=
∑=s
n
n
1iix
x∑
==
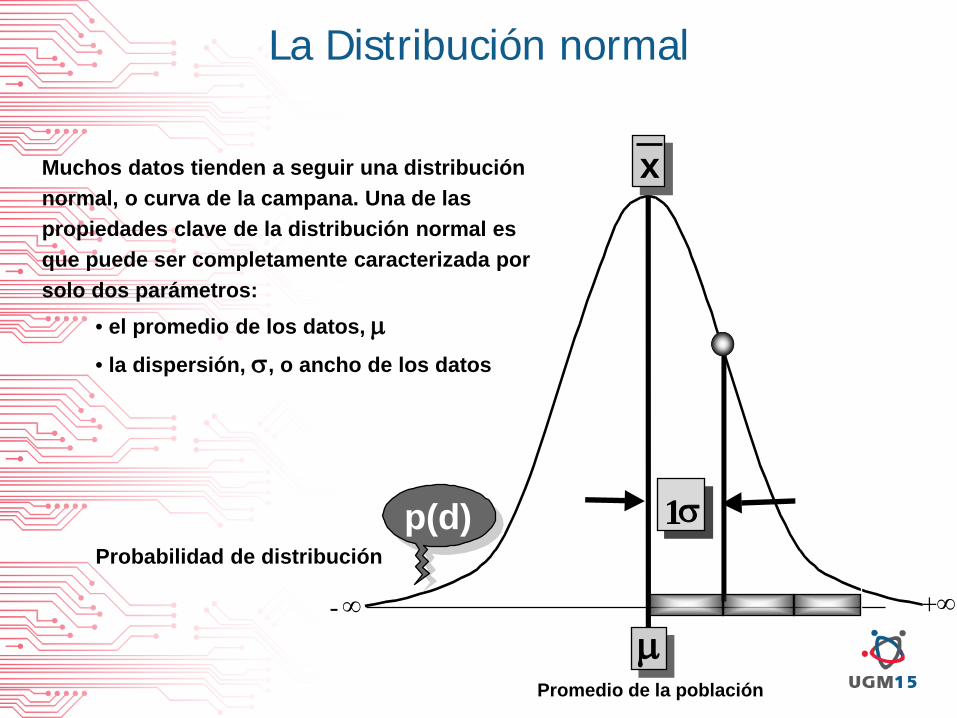
La Distribución normal
Muchos datos tienden a seguir una distribución normal, o curva de la campana. Una de las propiedades clave de la distribución normal es que puede ser completamente caracterizada por solo dos parámetros:
• el promedio de los datos, µ • la dispersión, σ, o ancho de los datos
µ x
1 σ 1 σ
T µ +∞ - ∞
p(d)
3 Promedio de la población
Probabilidad de distribución
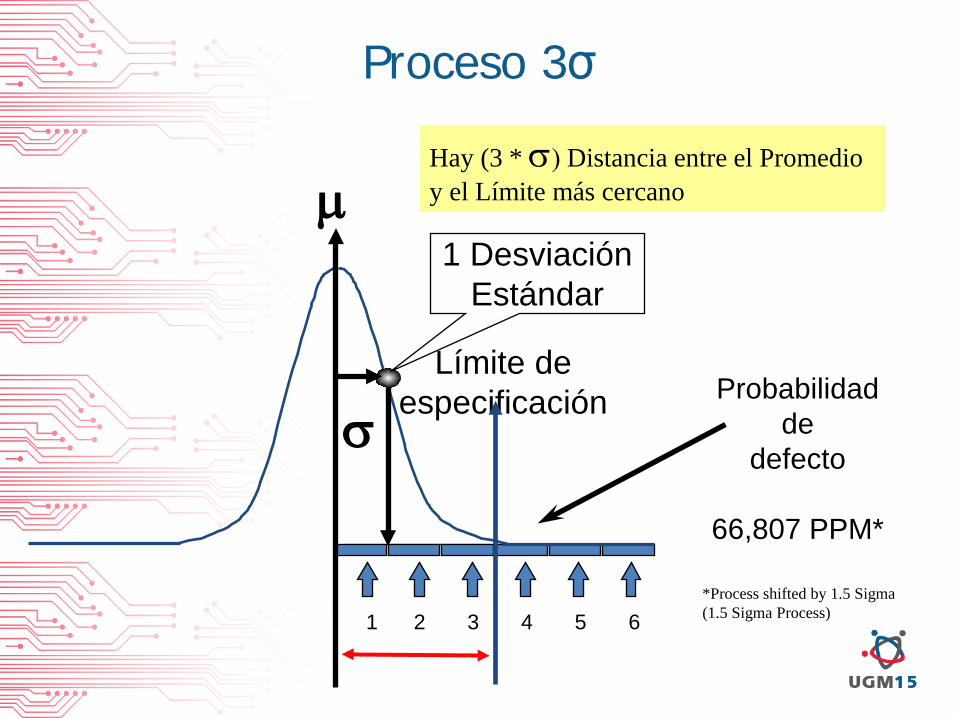
Proceso 3σ
Probabilidad de
defecto
66,807 PPM*
1 2 3 4 5 6
Límite de especificación
1 Desviación Estándar
*Process shifted by 1.5 Sigma (1.5 Sigma Process)
σ
Hay (3 * σ) Distancia entre el Promedio y el Límite más cercano µ
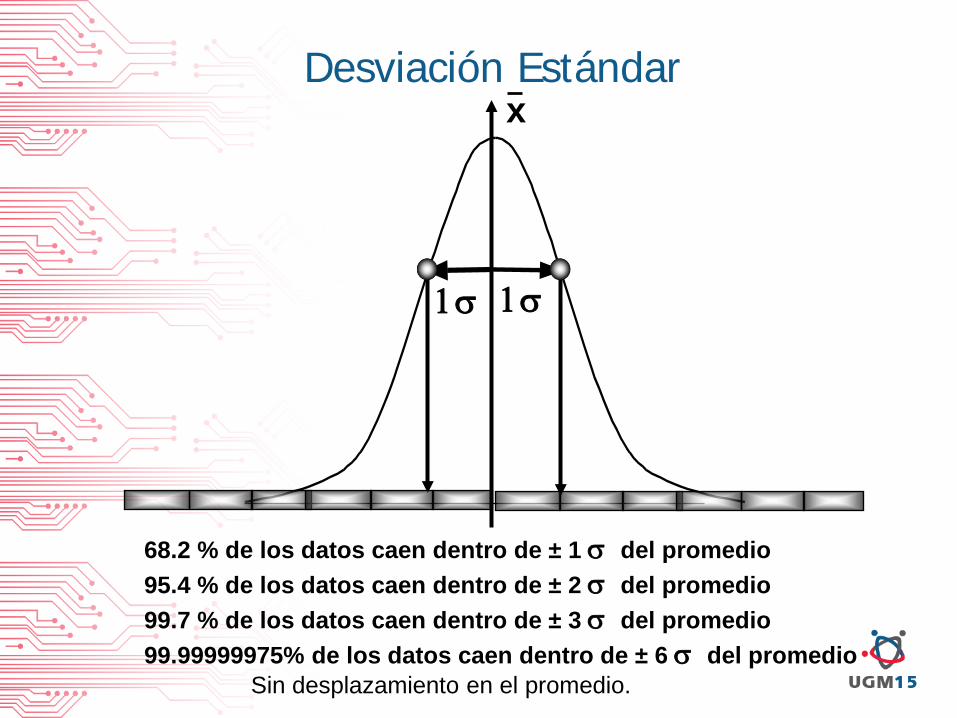
Desviación Estándar
68.2 % de los datos caen dentro de ± 1 σ del promedio 95.4 % de los datos caen dentro de ± 2 σ del promedio 99.7 % de los datos caen dentro de ± 3 σ del promedio 99.99999975% de los datos caen dentro de ± 6 σ del promedio Sin desplazamiento en el promedio.
x
1σ 1σ
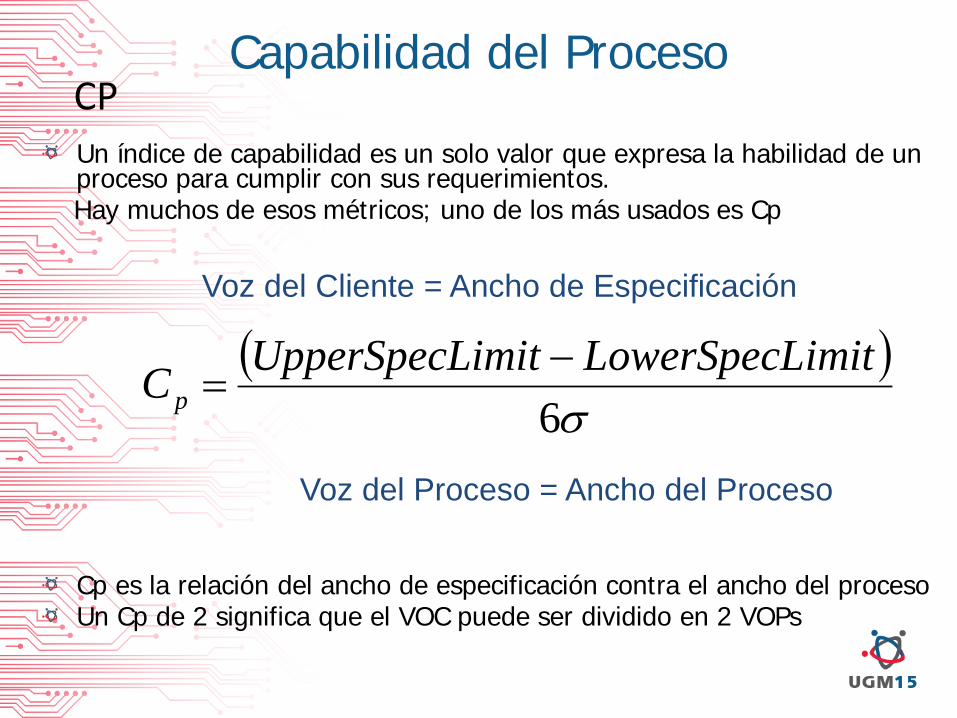
Capabilidad del Proceso
Un índice de capabilidad es un solo valor que expresa la habilidad de un proceso para cumplir con sus requerimientos.
Hay muchos de esos métricos; uno de los más usados es Cp
Cp es la relación del ancho de especificación contra el ancho del proceso Un Cp de 2 significa que el VOC puede ser dividido en 2 VOPs
Voz del Cliente = Ancho de Especificación
( )σ6
imitLowerSpecLimitUpperSpecLCp−
=
Voz del Proceso = Ancho del Proceso
CP
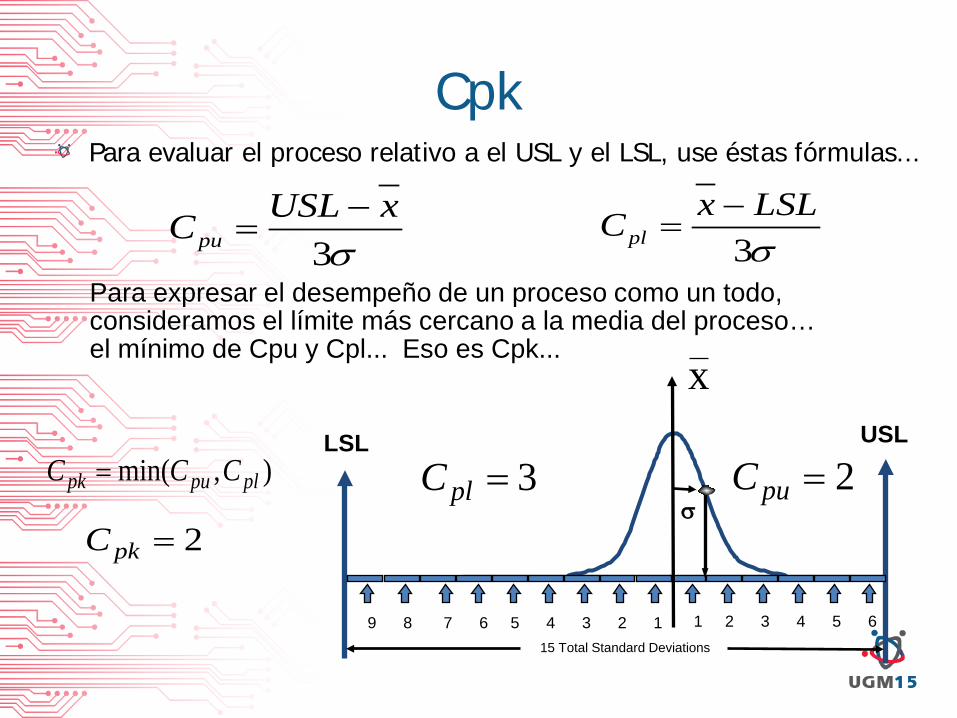
Cpk
σ3
xUSLCpu−
=σ3LSLxCpl
−=
Para evaluar el proceso relativo a el USL y el LSL, use éstas fórmulas...
),min( plpupk CCC =
1 2 3 4 5 6
USL
x
15 Total Standard Deviations
9 8 7 6 5 4 3 2 1
LSL
σ 3=plC 2=puC
2=pkC
Para expresar el desempeño de un proceso como un todo, consideramos el límite más cercano a la media del proceso… el mínimo de Cpu y Cpl... Eso es Cpk...
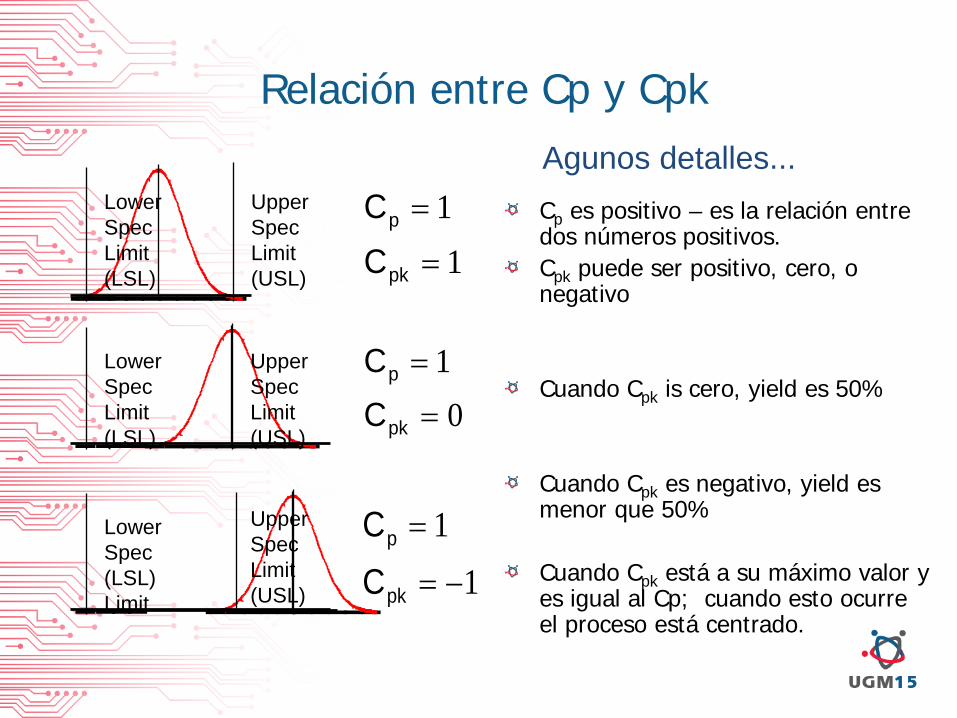
Relación entre Cp y Cpk
CC
p
pk
=
=
11
CC
p
pk
=
=
10
CC
p
pk
=
= −
11
Lower Spec Limit (LSL)
Upper Spec Limit (USL)
Lower Spec Limit (LSL)
Upper Spec Limit (USL)
Lower Spec (LSL) Limit
Upper Spec Limit (USL)
Agunos detalles... Cp es positivo – es la relación entre dos números positivos. Cpk puede ser positivo, cero, o negativo Cuando Cpk is cero, yield es 50% Cuando Cpk es negativo, yield es menor que 50% Cuando Cpk está a su máximo valor y es igual al Cp; cuando esto ocurre el proceso está centrado.
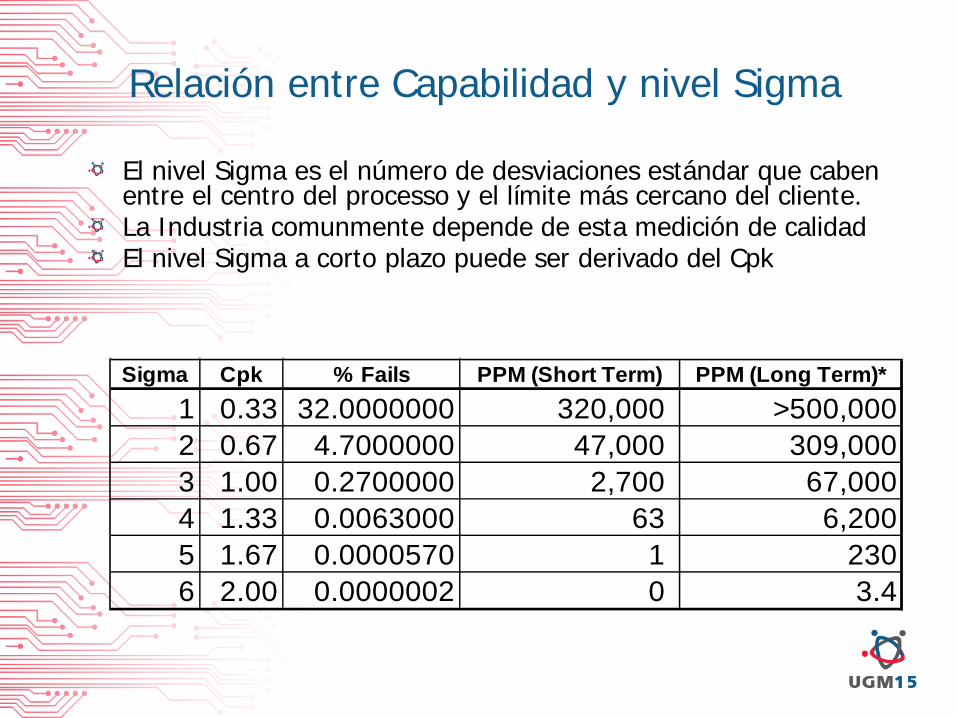
Relación entre Capabilidad y nivel Sigma
El nivel Sigma es el número de desviaciones estándar que caben entre el centro del processo y el límite más cercano del cliente. La Industria comunmente depende de esta medición de calidad El nivel Sigma a corto plazo puede ser derivado del Cpk
Sigma Cpk % Fails PPM (Short Term) PPM (Long Term)*1 0.33 32.0000000 320,000 >500,0002 0.67 4.7000000 47,000 309,0003 1.00 0.2700000 2,700 67,0004 1.33 0.0063000 63 6,2005 1.67 0.0000570 1 2306 2.00 0.0000002 0 3.4
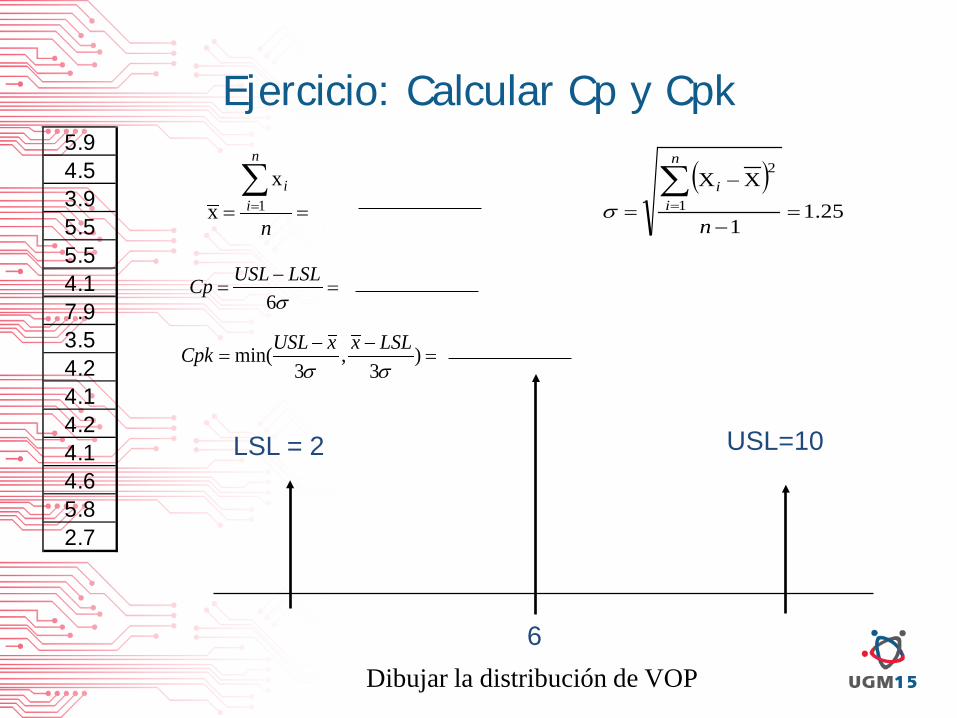
Ejercicio: Calcular Cp y Cpk
( )25.1
1
XX1
2
=−
−
=∑
=
n
n
ii
σ==∑
=
n
n
ii
1
xx
=−
=σ6
LSLUSLCp
=−−
= )3
,3
min(σσLSLxxUSLCpk
LSL = 2
5.94.53.95.55.54.17.93.54.24.14.24.14.65.82.7
USL=10
Dibujar la distribución de VOP 6
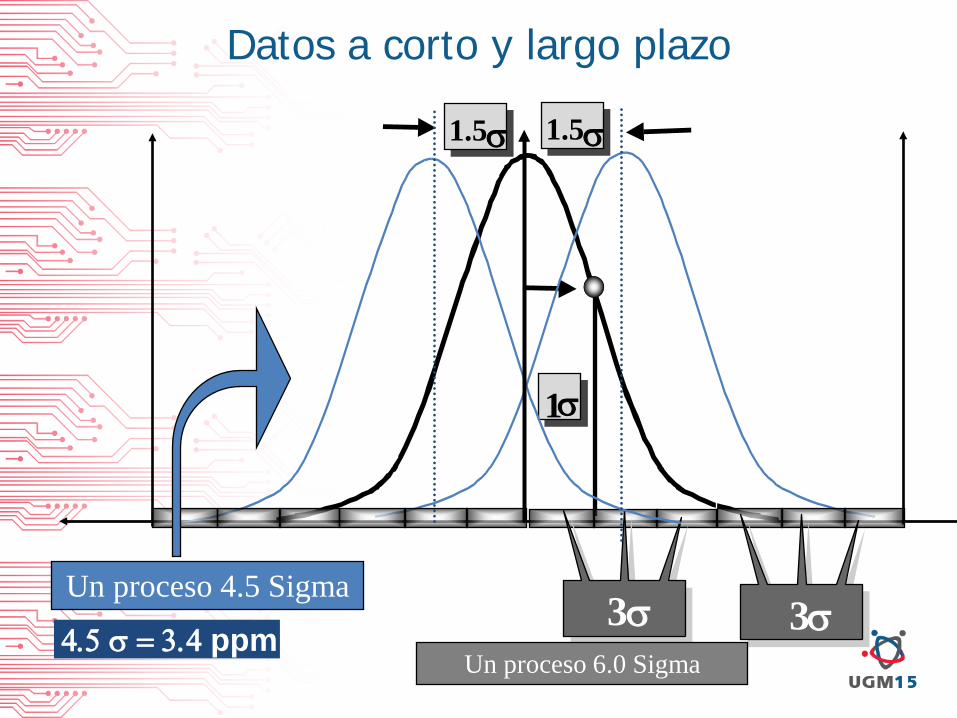
Datos a corto y largo plazo
1 σ 1 σ
3 σ
1 σ 1.5 σ
3 σ Un proceso 4.5 Sigma
σ 1.5 σ
Un proceso 6.0 Sigma 4.5 σ = 3.4 ppm
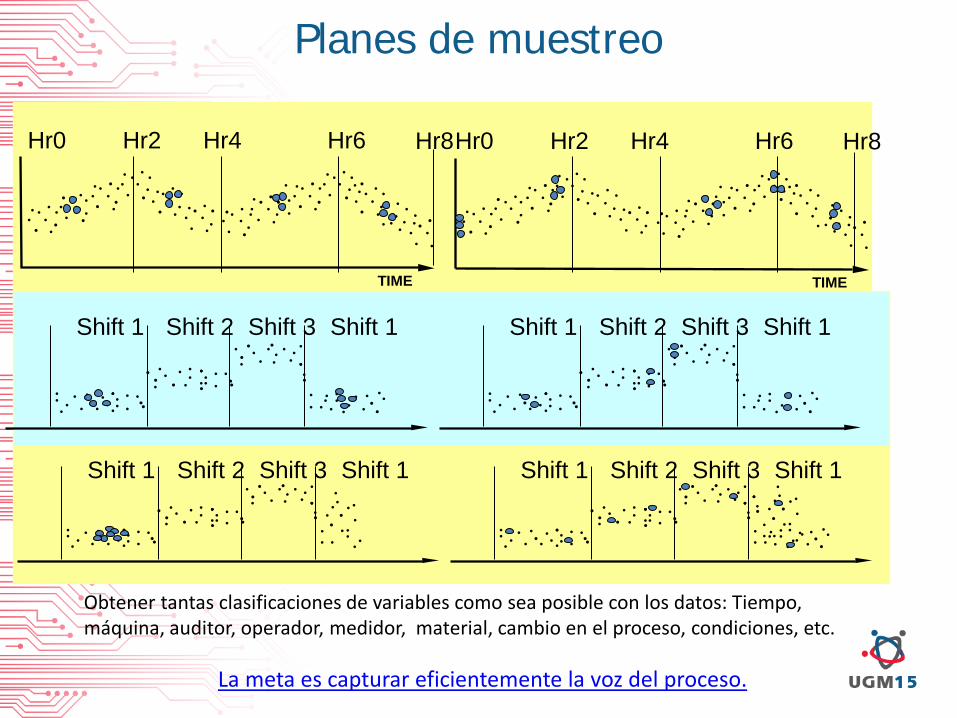
Planes de muestreo
• • •
• •
• •
• • • •
•
• •
• • • •
• • •
• •
• •
• • • •
•
• •
• •
• •
• • •
• •
• •
• •
• •
•
• • •
•
• • •
•
•
• •
• •
• • • •
•
• • •
• • • •
•
TIME
• •
• • •
• •
• •
• • • •
•
• •
• •
• •
• • •
• •
• •
• •
• •
• •
•
• •
•
• •
• • • •
• •
• • • •
• •
• •
• • • •
•
• •
• • • •
• • •
• •
• •
• • • •
•
• •
• •
• •
• • •
• •
• •
• •
• •
•
• • •
•
• • •
•
•
• •
• •
• • • •
•
• • •
• • • •
•
TIME
• •
• • •
• •
• •
• • • •
•
• •
• •
• •
• • •
• •
• •
• •
• •
• •
•
• •
•
• •
• • • •
• •
•
Hr4 Hr6 Hr8 Hr0 Hr2 Hr4 Hr6 Hr8 Hr0 Hr2
•
• •
• •
• • • • • • •
• • • •
•
•
• •
• •
•
•
• •
• • • •
• •
• • •
• • • •
•
•
• •
• •
•
•
• •
• • • • • • •
•
• •
•
• •
• •
• •
• •
•
•
•
•
• •
• • •
• •
•
Shift 1 Shift 2 Shift 3 Shift 1
•
• •
• •
• • • • • • •
• • • •
•
•
• •
• •
•
•
• •
• • • •
• •
• • •
• • • •
•
•
• •
• •
•
•
• •
• • • • • • •
•
• •
• • •
• •
• •
•
• • •
• • • •
• • •
•
•
•
Shift 1 Shift 2 Shift 3 Shift 1 • • •
• •
•
• •
• •
• •
• •
•
•
•
•
• • •
•
•
• •
• •
• • • • • • •
• • •
• •
•
• •
• •
•
•
• •
• • • •
• •
• • •
• • •
• •
•
• •
• •
•
•
• •
• • • • • • •
•
• •
• • •
• •
• •
•
• • •
• • • •
• • •
•
•
•
Shift 1 Shift 2 Shift 3 Shift 1
•
• •
• •
• • • • • • •
• • •
• •
•
• •
• •
•
•
• •
• • • •
• •
• • •
• • •
• •
•
• •
• •
•
•
• •
• • • • • • •
•
• •
• • •
• •
• •
•
• • •
• • • •
• • •
•
•
•
Shift 1 Shift 2 Shift 3 Shift 1
Obtener tantas clasificaciones de variables como sea posible con los datos: Tiempo, máquina, auditor, operador, medidor, material, cambio en el proceso, condiciones, etc.
La meta es capturar eficientemente la voz del proceso.
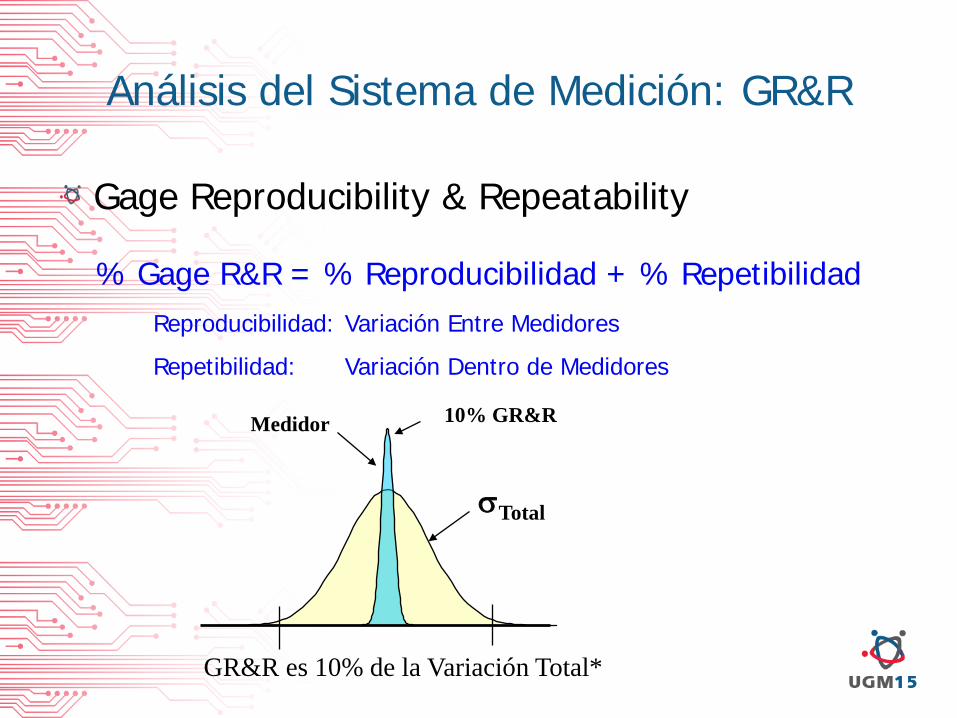
Análisis del Sistema de Medición: GR&R
Gage Reproducibility & Repeatability
% Gage R&R = % Reproducibilidad + % Repetibilidad Reproducibilidad: Variación Entre Medidores
Repetibilidad: Variación Dentro de Medidores
σTotal
10% GR&R
GR&R es 10% de la Variación Total*
Medidor
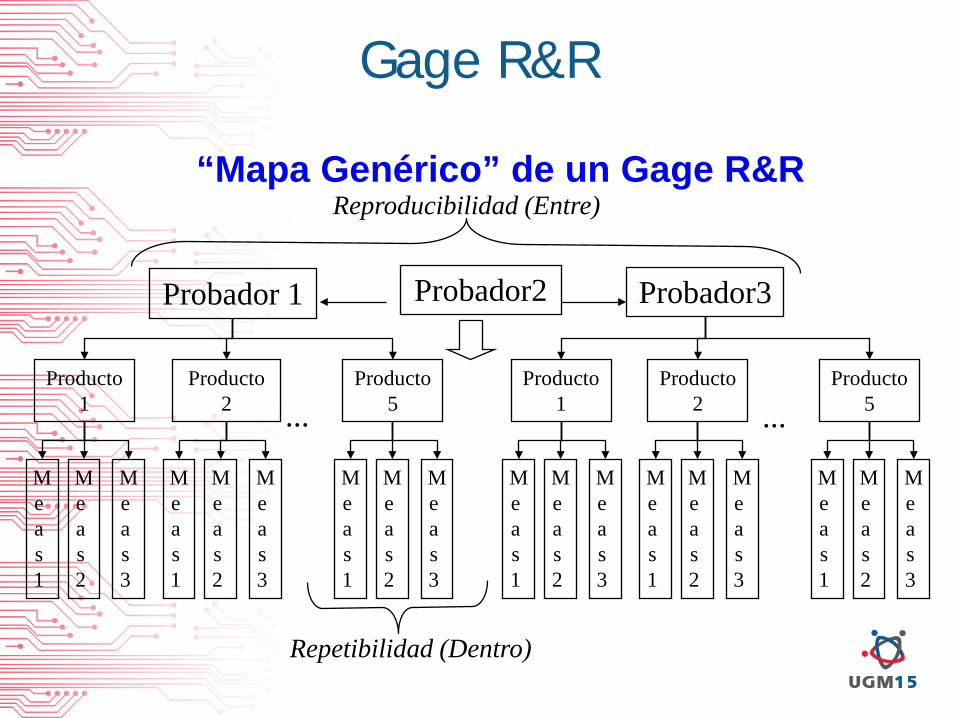
Gage R&R
“Mapa Genérico” de un Gage R&R Reproducibilidad (Entre)
Repetibilidad (Dentro)
Probador 1 Probador3
Producto 1
Meas1
Meas2
Meas3
Producto 2
Meas1
Meas2
Meas3
Producto 5
Meas1
Meas2
Meas3
Producto 1
Meas1
Meas2
Meas3
Producto 2
Meas1
Meas2
Meas3
Producto 5
Meas1
Meas2
Meas3
Probador2
... ...
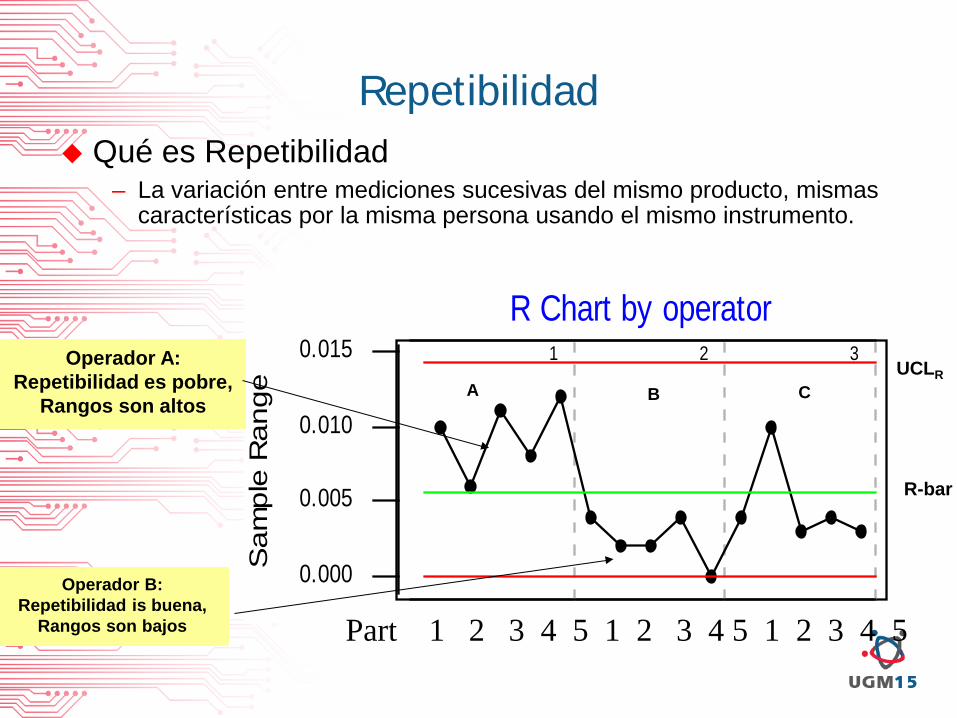
Repetibilidad
0
0.000
0.005
0.010
0.015 1 2 3
R Chart by operatorS
ampl
e R
ange
A B C
Operador A: Repetibilidad es pobre,
Rangos son altos
R-bar
UCLR
Qué es Repetibilidad – La variación entre mediciones sucesivas del mismo producto, mismas
características por la misma persona usando el mismo instrumento.
Part 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 Operador B:
Repetibilidad is buena, Rangos son bajos
Reproducibilidad
45
55
65
75
85
Samp
le Me
an
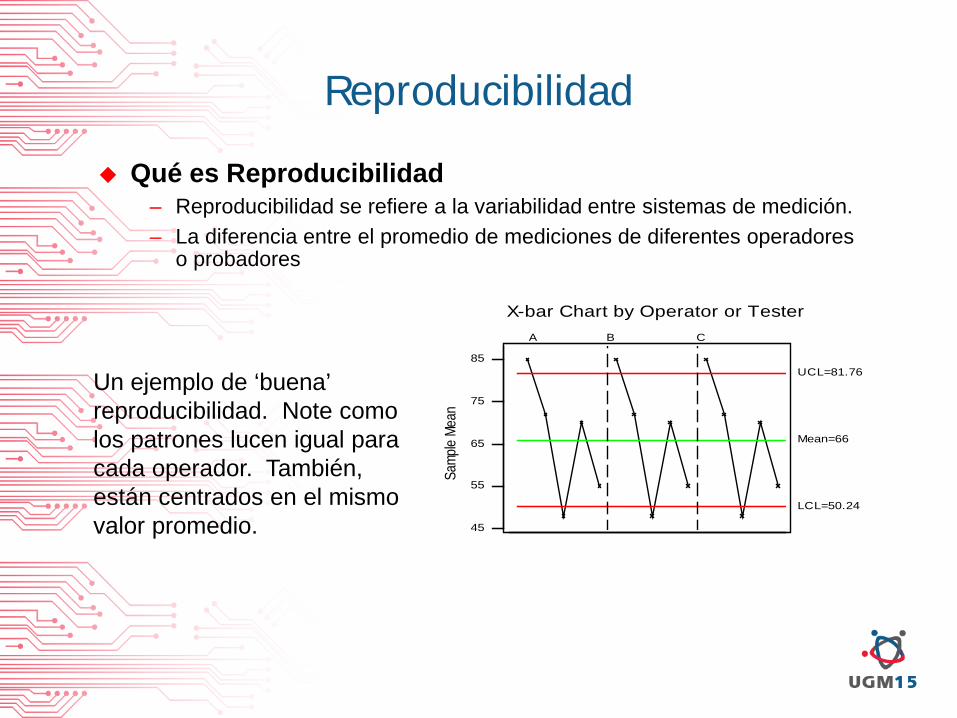
X-bar Chart by Operator or Tester
Mean=66
UCL=81.76
LCL=50.24
A B C
Un ejemplo de ‘buena’ reproducibilidad. Note como los patrones lucen igual para cada operador. También, están centrados en el mismo valor promedio.
Qué es Reproducibilidad – Reproducibilidad se refiere a la variabilidad entre sistemas de medición. – La diferencia entre el promedio de mediciones de diferentes operadores
o probadores
Resumen Sistema de Medición contra Parte
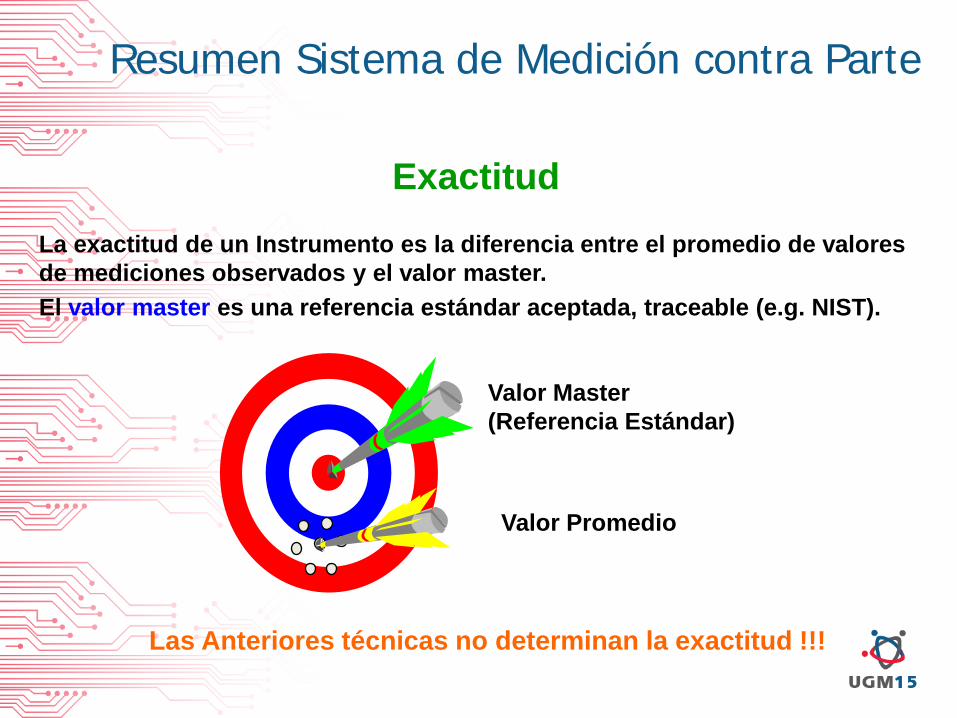
Exactitud La exactitud de un Instrumento es la diferencia entre el promedio de valores de mediciones observados y el valor master. El valor master es una referencia estándar aceptada, traceable (e.g. NIST).
Valor Master (Referencia Estándar)
Valor Promedio
Las Anteriores técnicas no determinan la exactitud !!!
Por tu atención … Muchas Gracias !!!

















