Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas esbeltas, para el caso del sector de la confección de prendas de vestir Sebastián Eduardo Cáceres Gelvez Universidad Nacional de Colombia Facultad de Minas, Departamento de Ingeniería de la Organización Medellín, Colombia 2021
Transcript
Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas, para el caso del sector de la confección de prendas de vestir
Sebastián Eduardo Cáceres Gelvez
Universidad Nacional de Colombia
Facultad de Minas, Departamento de Ingeniería de la Organización
Medellín, Colombia
2021
Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas, para el caso del sector de la confección de prendas de vestir
Sebastián Eduardo Cáceres Gelvez
Tesis o trabajo de investigación presentada(o) como requisito parcial para optar al título
de:
Magíster en Ingeniería Industrial
Director (a):
Ph.D. Martín Darío Arango Serna
Codirector (a):
Ph.D. Julián Andrés Zapata Cortés
Línea de Investigación:
Ingeniería y Sistemas de Producción
Grupo de Investigación:
GICO - Logística Industrial Organizacional
Universidad Nacional de Colombia
Facultad de Minas, Departamento de Ingeniería de la Organización
Medellín, Colombia
2021
A Dios y a María Santísima, cuya presencia he
sentido junto a mí en cada etapa de mi vida.
A mis padres y a mi hermano, quienes han sido
mi apoyo y mi fuerza para alcanzar este gran
objetivo.
Declaración de obra original
Yo declaro lo siguiente:
He leído el Acuerdo 035 de 2003 del Consejo Académico de la Universidad Nacional.
«Reglamento sobre propiedad intelectual» y la Normatividad Nacional relacionada al
respeto de los derechos de autor. Esta disertación representa mi trabajo original, excepto
donde he reconocido las ideas, las palabras, o materiales de otros autores.
Cuando se han presentado ideas o palabras de otros autores en esta disertación, he
realizado su respectivo reconocimiento aplicando correctamente los esquemas de citas y
referencias bibliográficas en el estilo requerido.
He obtenido el permiso del autor o editor para incluir cualquier material con derechos de
autor (por ejemplo, tablas, figuras, instrumentos de encuesta o grandes porciones de
texto).
Por último, he sometido esta disertación a la herramienta de integridad académica, definida
por la universidad.
________________________________
Sebastian Eduardo Cáceres Gelvez
Fecha: 25/11/2020
Agradecimientos
En este apartado, el autor expresa sus agradecimientos a:
PhD. Martín Darío Arango Serna, profesor de la Facultad de Minas de la Universidad
Nacional de Colombia sede Medellín, por su orientación y apoyo en el desarrollo de la
presente tesis y durante mi estancia en la Universidad Nacional de Colombia.
PhD. Julián Andrés Zapata Cortés, profesor del CEIPA Business School de Sabaneta, por
sus importantes aportes y orientación para alcanzar los resultados de cada uno de los
objetivos de la presente tesis.
Grupo de Investigación GICO - Logística Industrial Organizacional y a los compañeros
miembros del grupo, cuyos recursos (computadores y licencias de software) apoyaron el
desarrollo de esta tesis.
Ministerio de Ciencia, Tecnología e Innovación de Colombia (MINCIENCIAS) y a la
Gobernación de Norte de Santander que, mediante la convocatoria 753 de 2016:
“Convocatoria para la Formación de Capital Humano de Alto Nivel para el Departamento
de Norte de Santander”, apoyaron mis estudios de maestría en la ciudad de Medellín.
Mis profesores y compañeros de estudio de la Facultad de Minas de la Universidad
Nacional de Colombia sede Medellín, de quienes a lo largo de estos años aprendí muchas
lecciones para mi crecimiento personal y profesional.
Resumen y Abstract XI
Resumen
Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas, para el caso del sector de
la confección de prendas de vestir
En la presente tesis de maestría se propone un modelo para la programación de la
producción en enfoques de celdas de manufactura flowshop, integrando el problema de
distribución de plantas con áreas desiguales, con el objetivo de minimizar el costo total de
manejo de materiales entre departamentos y de penalización por tardanza de los pedidos,
para el caso del sector de la confección de prendas de vestir de la ciudad de Cúcuta.
Inicialmente, se realizó una revisión sistemática de los enfoques matemáticos y métodos
de solución que se han propuesto para estos importantes problemas en la literatura. De
acuerdo con estos resultados, un modelo conceptual para la integración secuencial de
ambos problemas es propuesto. Debido a la característica NP-hard de los problemas, se
define un algoritmo genético, y se presentan los resultados de la validación y
parametrización de la metaheurística para instancias de datos reconocidas en la literatura
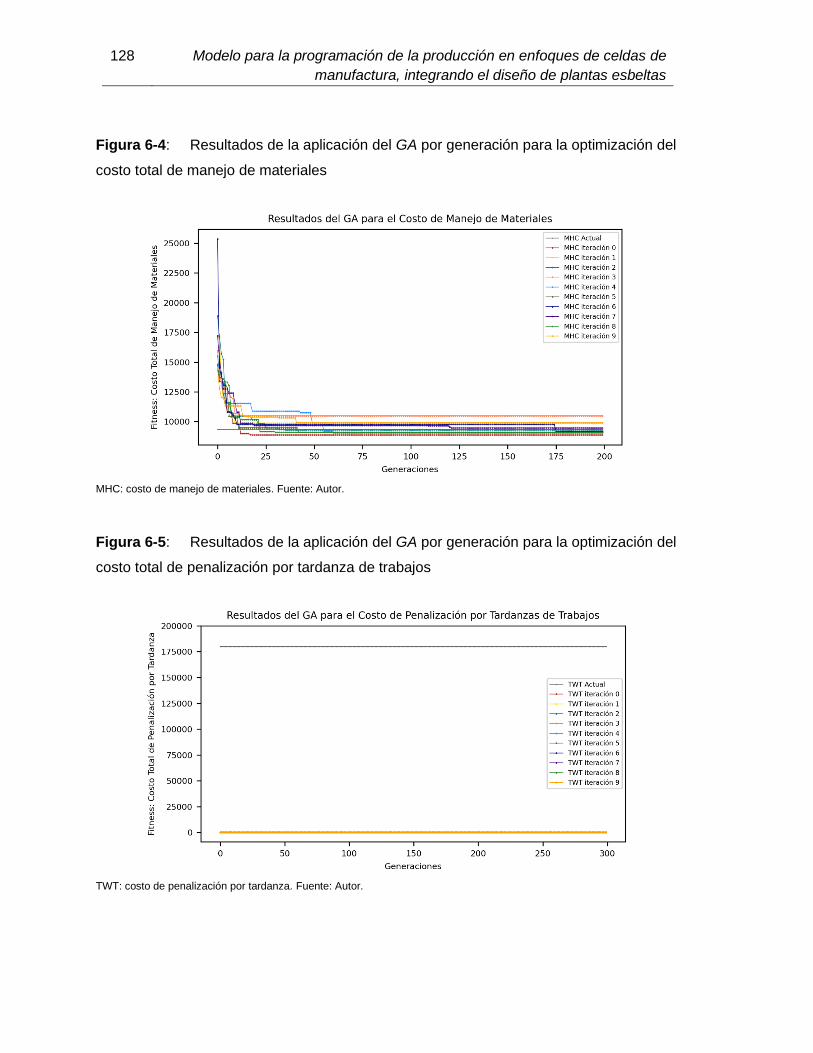
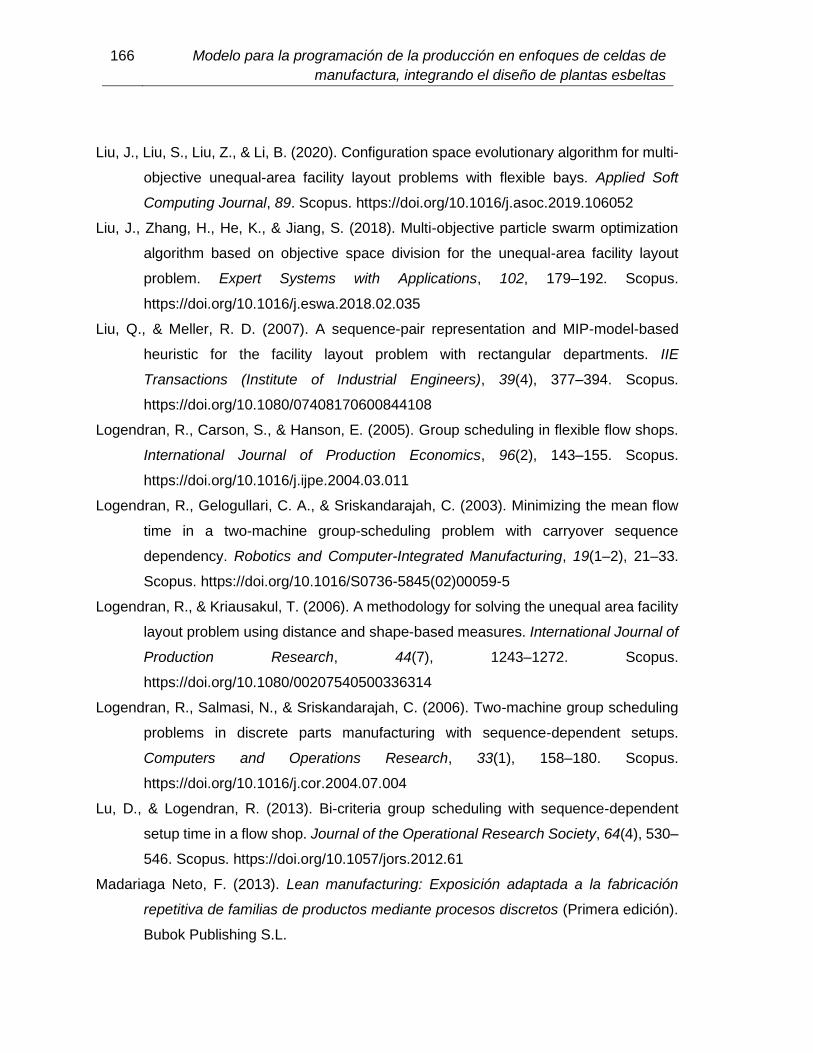
para cada uno de los problemas. Finalmente, los resultados de la aplicación del algoritmo
genético en la optimización de los problemas para el caso de estudio de una empresa de
confección de ropa deportiva de la ciudad de Cúcuta demuestran que el modelo propuesto
obtuvo una reducción del 6,67% de los costos totales de manejo de materiales y de
penalización por tardanza de los trabajos, en comparación con la situación actual de la
empresa.
Palabras clave: programación de la producción, celdas de manufactura, distribución
de plantas, confección de prendas de vestir, algoritmo genético, modelo integrado.
XII Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Abstract
Model for production scheduling in manufacturing cell approaches, integrating
lean plant design, for the case of the garment manufacturing sector
This master’s thesis proposes a model for production scheduling in a flowshop
manufacturing cell environment, integrating the facility layout problem with unequal area
requirements, to minimize the total costs of material handling between departments and
penalties due to tardiness of jobs, for the case of the garment industry in Cúcuta. Initially,
a systematic review of mathematical approaches and solution methods that have been
proposed for these important problems in the literature is performed. Following these
results, a conceptual model for the sequential integration of both problems is proposed.
Due to the NP-hard characteristic of the problems, a genetic algorithm is defined, and the
results of the validation and parametrization processes of the metaheuristic, using
recognized data instances in the literature for both problems, are presented. Finally, the
results of the application of the genetic algorithm in the optimization of the problems for the
case study of a sportswear manufacturing company in Cúcuta show that the proposed
model was able to reduce in 6,67% the total costs of material handling and penalties due
to tardiness of jobs, compared to the current situation of the company.
Keywords: production scheduling, cellular manufacturing, facility layout, garment
industry, genetic algorithm, integrated model.
Contenido XIII
Contenido
Pág.
Resumen ........................................................................................................................ XI
Lista de figuras ............................................................................................................ XVI
Lista de tablas ........................................................................................................... XVIII
Lista de símbolos y abreviaturas ................................................................................ XX
Capítulo 1. Antecedentes en programación de la producción, celdas de manufactura, distribución de plantas y optimización ................................................... 7
1.1. Programación de la producción .......................................................................... 7 1.2. Sistemas de producción esbelta ....................................................................... 12 1.3. Sistemas de celdas de manufactura ................................................................. 15 1.4. Distribución de Plantas ..................................................................................... 17 1.5. Algoritmos metaheurísticos para la solución de modelos de optimización ........ 20
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y distribución de plantas .............................. 25
2.1. Metodología de la revisión sistemática de la literatura ...................................... 27 2.1.1. Diseño del protocolo de búsqueda ................................................................. 28 2.1.2. Resultados de los procesos de búsqueda y selección ................................... 29
2.2. Enfoques matemáticos y métodos de solución para el FSGSP ........................ 33 2.2.1. Enfoques matemáticos y métodos de solución para el FSGSP de dos máquinas ................................................................................................................. 34 2.2.2. Enfoques matemáticos y métodos de solución para el FSGSP de múltiples máquinas ................................................................................................................. 37
2.3. Enfoques matemáticos y métodos de solución para el UAFLP ......................... 48 2.4. Enfoques matemáticos y métodos de solución para el problema integrado de layout y scheduling ..................................................................................................... 61 2.5. Discusión de los hallazgos de la revisión de literatura ...................................... 63
Capítulo 3. Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando la distribución de instalaciones ........................ 68
3.1. Propuesta de modelo conceptual ..................................................................... 68 3.2. Descripción del problema de distribución de plantas con áreas desiguales (UAFLP) ...................................................................................................................... 71
XIV Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
3.3. Descripción del problema de programación de la producción en enfoques de celdas de manufactura flowshop (FSGSP) .................................................................. 74
Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP ... 79 4.1. Descripción general de la metaheurística algoritmo genético (GA) ................... 79 4.2. Codificación y representación de las soluciones para el UAFLP y el FSGSP .... 80
4.2.1. Codificación y representación del layout para el UAFLP ............................... 80 4.2.2. Codificación y representación de la secuencia de trabajos y familias de trabajos para el FSGSP ........................................................................................... 84
4.3. Determinación de la función fitness .................................................................. 85 4.3.1. Función fitness para el UAFLP ...................................................................... 85 4.3.2. Función fitness para el FSGSP ..................................................................... 86
4.4. Definición de los operadores de selección, cruce y mutación para el GA .......... 87 4.4.1. Operador de selección .................................................................................. 87 4.4.2. Operador de cruce ........................................................................................ 87 4.4.3. Operador de mutación ................................................................................... 89
4.5. Validación del GA para la optimización del UAFLP y del FSGSP ...................... 90 4.5.1. Validación del GA para el UAFLP .................................................................. 90 4.5.2. Validación del GA para el FSGSP ................................................................. 92
Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de una empresa del sector en la ciudad de Cúcuta, Colombia ..................................... 103
5.1. Descripción general del sector de la confección de prendas de vestir de la ciudad de Cúcuta ...................................................................................................... 104 5.2. Caso de estudio del sector de la confección de prendas de vestir .................. 108
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso del sector de la confección de prendas de vestir de la ciudad de Cúcuta.............. 119
6.1. Análisis de la situación actual para el caso de estudio .................................... 120 6.1.1. Análisis del layout actual y determinación del costo de manejo de materiales 120 6.1.2. Análisis del programa de producción actual y determinación de los costos de penalización por tardanzas .................................................................................... 121
6.2. Aplicación del GA en la optimización de los problemas UAFLP y FSGSP para el caso de estudio ......................................................................................................... 125 6.3. Análisis de los resultados mediante simulación para el caso de estudio ......... 135
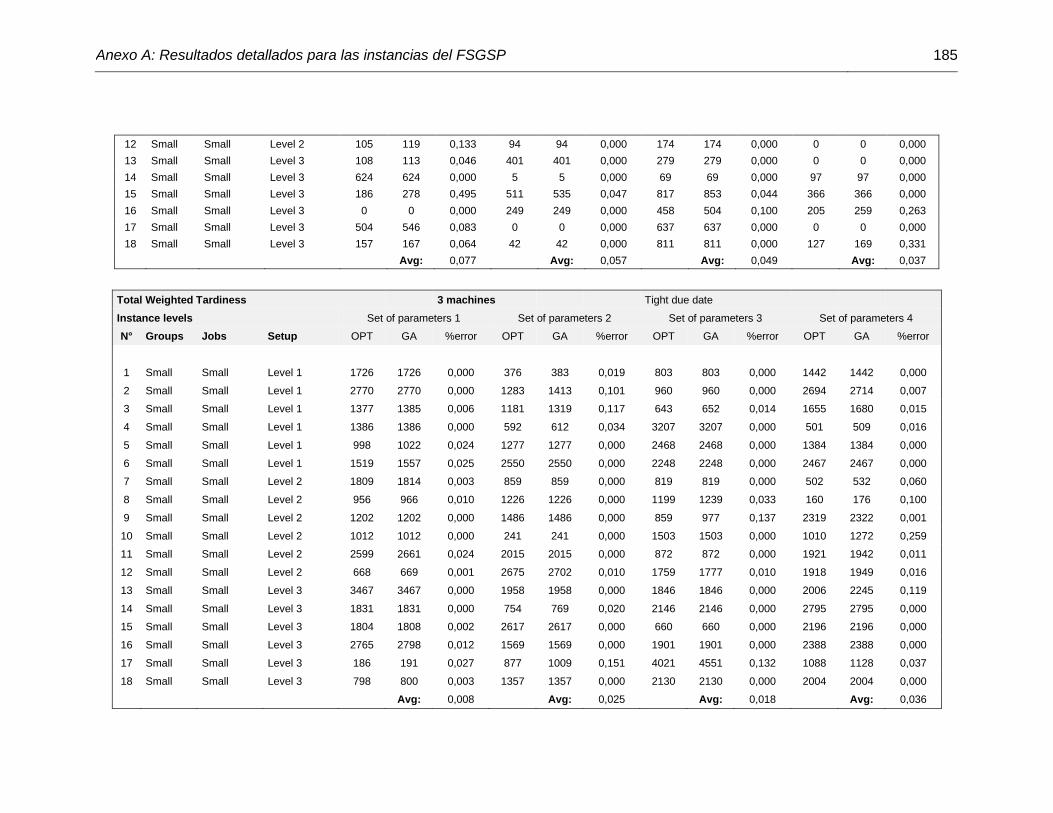
Anexo A: Resultados detallados para las instancias del FSGSP ............................ 178
Anexo B: Aplicación del Método de Guerchet para la determinación de las áreas propuestas para el caso de estudio del sector de la confección ............................ 187
Anexo C: Secuencia de operaciones para los tipos de productos considerados para el caso del sector de la confección ........................................................................... 189
Contenido XV
Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y tiempos de preparación de las máquinas dependientes de la secuencia para el estado actual del caso de estudio del sector de la confección ............................... 193
Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso de estudio del sector de la confección .................... 199
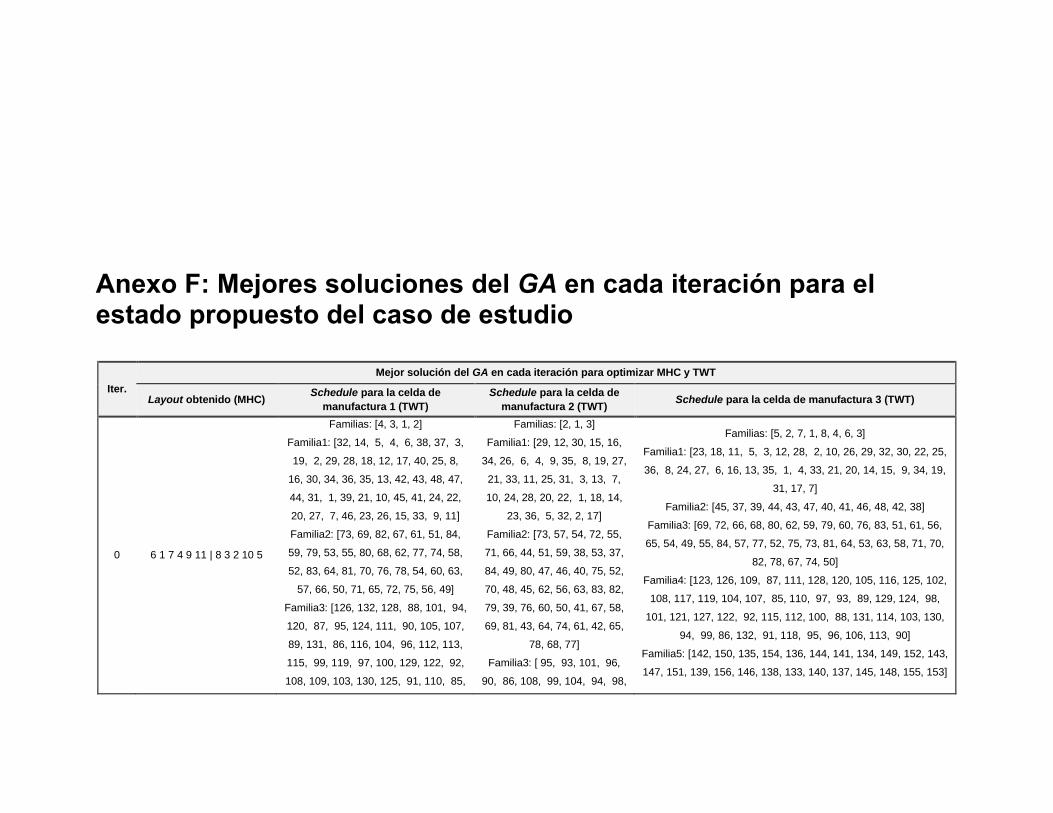
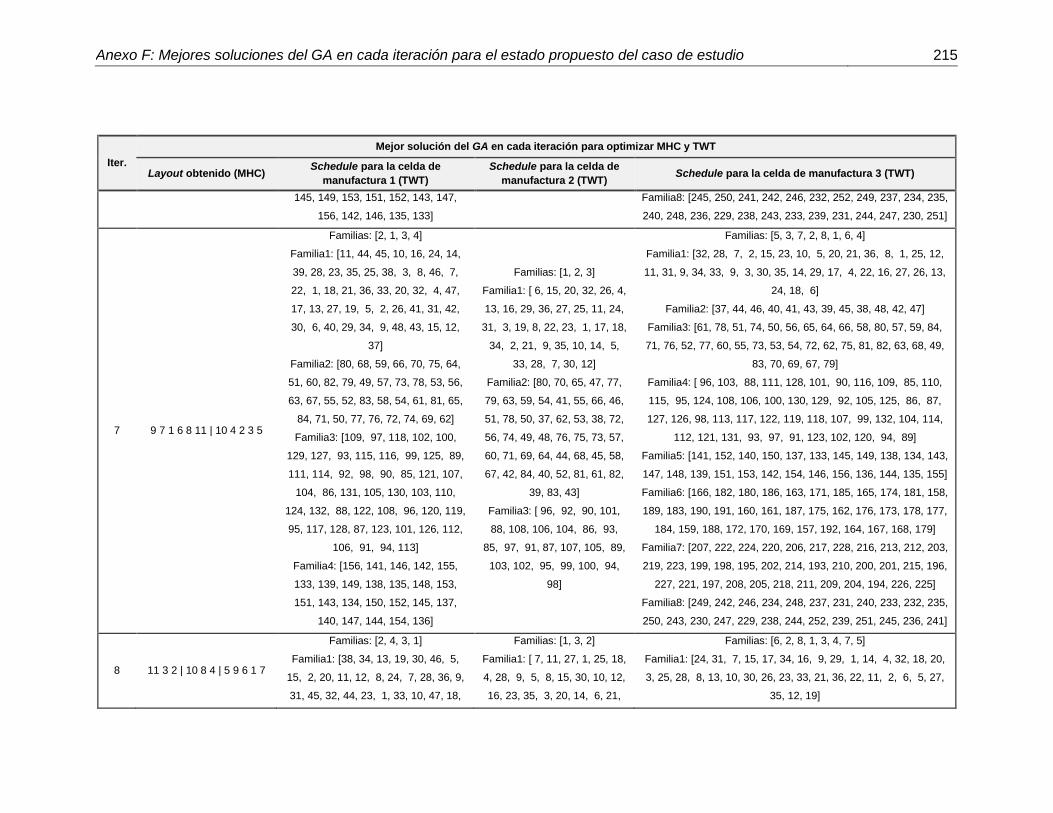
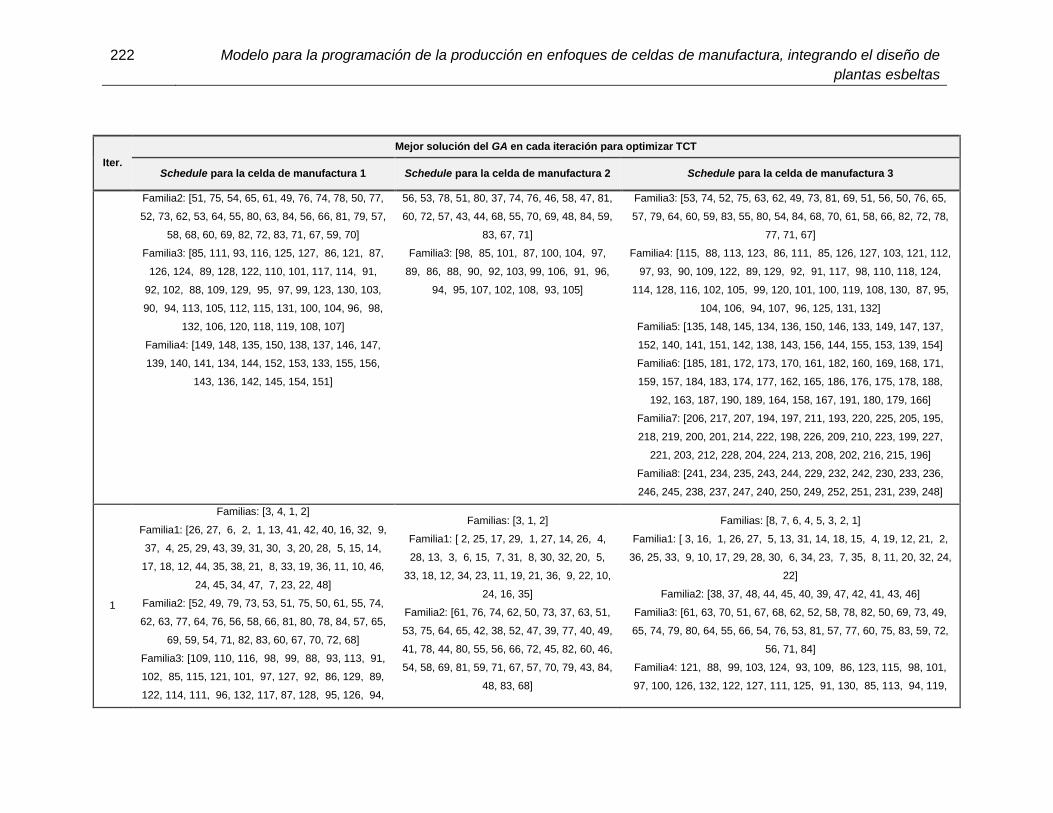
Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio ........................................................................................................... 209
Contenido XVI
Lista de figuras
Pág. Figura 1-1: Actividades principales de la Planeación de Operaciones y Suministro.. 8
Figura 1-2: Ejemplo de diagrama de Gantt para una secuencia de producción
Tabla 4-8: Resultados del proceso de validación del GA para la aplicación en el
problema FSGSP, minimizando la tardanza ponderada total ...................... 99
Tabla 5-1: Descripción de los departamentos actuales y propuestos para la distribución
de planta del caso del sector de la confección de prendas de vestir ......... 111
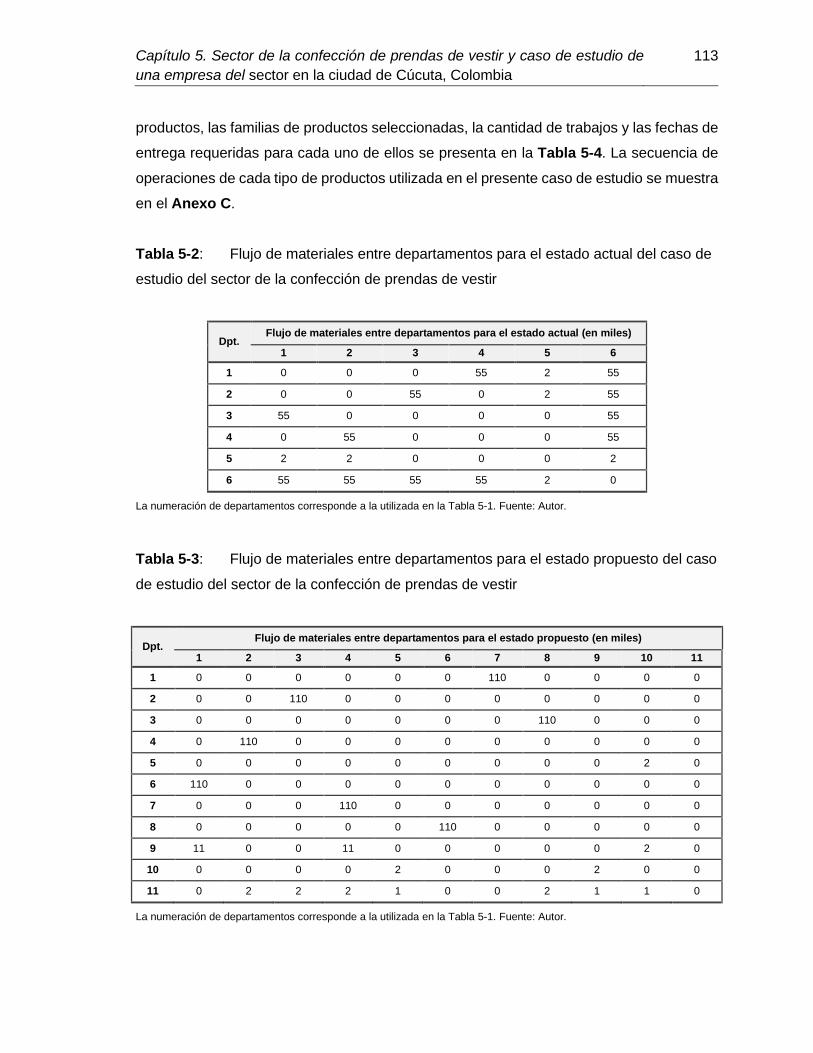
Tabla 5-2: Flujo de materiales entre departamentos para el estado actual del caso de
estudio del sector de la confección de prendas de vestir .......................... 113
Tabla 5-3: Flujo de materiales entre departamentos para el estado propuesto del caso
de estudio del sector de la confección de prendas de vestir ..................... 113
Contenido XIX
Tabla 5-4: Información de las familias de productos y trabajos para el caso de estudio
del sector de la confección de prendas de vestir .......................................114
Tabla 5-5: Organización de las celdas de manufactura propuesta para el caso de
estudio del sector de la confección ...........................................................116
Tabla 6-1: Secuencia de trabajos mediante la regla de primero el tiempo de
procesamiento más corto para la situación actual del área de confección 124
Tabla 6-2: Resultados de la optimización del UAFLP y el FSGSP mediante el GA para
el estado propuesto del caso de estudio ...................................................127
Tabla 6-3: Resultados de la optimización del makespan y el tiempo de terminación total
para el estado propuesto del caso de estudio mediante el GA ..................129
Tabla 6-4: Elementos utilizados en los modelos de simulación para los estados actual y
propuesto del caso de confección de ropa deportiva ................................137
Tabla 6-5: Análisis de los tiempos promedios de procesamiento, de preparación, de
ocio y de espera para el estado actual y propuesto en el área de confección
140
Contenido XX
Lista de símbolos y abreviaturas
Símbolos con letras latinas
Símbolo Término
𝐶 Tiempo de terminación de trabajos
𝑠 Tiempo de preparación de familias de productos
𝑃 Tiempo de procesamiento de los trabajos
𝑓𝑚𝑙𝑠 Característica de familias de productos
𝑝𝑟𝑚𝑢 Característica de permutación
𝑁 Número de trabajos
𝑚 Número de máquinas
𝑔 Número de grupos/familias de productos
𝐺 Conjunto que incluye los trabajos en los grupos
𝑒 Fecha de entrega de trabajos
𝑤 Costo de penalización por entrega tardía de trabajos
𝑀 Número positivo grande
𝐹 Tiempo de terminación de grupos/familias de productos
𝑆 Tiempo de inicio de grupos/familias de productos
𝑋 Variable binaria de asignación a ‘slot’/secuenciación de trabajos
𝑈 Variable binaria de secuenciación de grupos/familias de productos
𝑇 Tardanza de trabajos
𝑓 Flujo de materiales
𝑑 Distancia
𝑙 Lado (ancho o alto) de departamentos
𝐿 Lado (ancho o alto) de instalación
𝐷 Departamento
𝑉 Valor de la función objetivo
𝑛 Número de departamentos
𝑎 Requerimientos de área de departamentos
𝑐 Coordenadas de centroide de los departamentos
𝑧 Variable binaria de ubicación de departamentos
Símbolos con letras griegas
Símbolo Término
𝛽 Tasa de aspecto máxima para departamentos
Contenido XXI
Subíndices
Subíndice Término
𝑗, 𝑙 Índices para trabajos
𝑙 Índice para ‘slots’
𝑟, 𝑓, 𝑘, 𝑡 Índices para grupos/familias de productos
𝑖 Índice para máquinas
𝑖, 𝑗 Índices para departamentos
𝑖𝑛𝑓 No factible
𝑓𝑒𝑎𝑠 Factible
𝑎𝑙𝑙 General
𝑚𝑎𝑥 Máximo
Superíndices
Superíndice Término
𝑖 Índice para máquinas
𝑥, 𝑦 En el eje 𝑥 o en el eje 𝑦
𝑘 Parámetro de ajuste de la función objetivo
Abreviaturas
Abreviatura Término
FSGSP Problema de programación de la producción en celdas de manufactura
flowshop
UAFLP Problema de distribución de plantas con áreas desiguales
GA Algoritmo genético
OATD Repositorio Open Access Theses and Dissertations
SJR Ranking de revistas del SCImago
MILP/MIP Programación lineal entera mixta
NLP Programación no lineal
MINLP Programación no lineal entera mixta
MHC Costo de manejo de materiales
FBS Estructura de bahía flexible
STS Estructura de árbol de corte
TWT Tardanza ponderada total
TCT Tiempo de terminación total
PMX Mecanismo de cruce parcialmente emparejado
OPT Valor óptimo
DU Distribución uniforme
Introducción
La distribución de instalaciones industriales y la programación de la producción han sido
dos de las decisiones más importantes en la gestión de operaciones de las industrias
manufactureras durante los últimos años. La distribución de instalaciones es una decisión
a largo plazo que consiste en ubicar los departamentos o áreas de trabajo necesarias para
la producción de productos o servicios, en una instalación o fábrica industrial. La
programación de la producción es considerada como una decisión operativa, de corto plazo
dentro del proceso de planeación y control de la producción, en donde se determinan las
secuencias de producción de los pedidos de los clientes en las diferentes máquinas o áreas
de trabajo en el piso de producción. Debido a su importancia, las decisiones que se tomen
en relación tanto con la distribución de plantas como con la programación de la producción
tienen un impacto significativo en la productividad y eficiencia de un sistema de producción.
Por este motivo, en la presente tesis de maestría se propone un modelo para la
programación de la producción en enfoques de celdas de manufactura, integrando la
decisión de distribución de plantas para el sector de la confección de prendas de vestir de
la ciudad de Cúcuta.
Los sistemas de celdas de manufactura son una de las aplicaciones más reconocidas de
la tecnología de grupos que consiste en agrupar los productos en familias de productos
para que sean procesados como un grupo en conjuntos de máquinas llamadas celdas de
manufactura (Ham et al., 1985; Irani, 1999). La agrupación de productos y máquinas
provee beneficios relacionados con la reducción en los tiempos de preparación de las
máquinas, en el manejo de materiales dentro de la planta y en el inventario en proceso,
así como con el incremento del throughput, o tasa de salida, y en la calidad de los
productos (Burbidge, 1975; Ham et al., 1985; Irani, 1999; Wemmerlöv & Hyer, 1989). Por
estas razones, los sistemas de celdas de manufactura son fundamentales para una
implementación efectiva de sistemas de producción avanzados como los sistemas de
2 Modelo para la programación de la producción en enfoques de celdas
de manufactura, integrando el diseño de plantas esbeltas
producción justo a tiempo y los sistemas de producción flexibles, los cuales están
enmarcados en la filosofía de producción esbelta (lean manufacturing, en inglés)
(Behnamian et al., 2010; Ebrahimi et al., 2016; Keshavarz et al., 2019; Saravanan & Noorul
Haq, 2008; Tavakkoli-Moghaddam et al., 2010; Wu et al., 2007). Una de las decisiones
operativas necesarias para la correcta aplicación de sistemas de celdas de manufactura
es la programación de la producción. La programación de la producción en celdas de
manufactura tiene como objetivo encontrar una secuencia de producción de tal manera
que las familias de productos, y los trabajos que pertenecen a cada familia, sean
procesadas en las celdas de manufactura, optimizando una o varias medidas de
desempeño (França et al., 2005; Schaller, 2000, 2001; Schaller et al., 2000). Cuando las
máquinas en una celda de manufactura están organizadas de manera que los trabajos
sean procesados en un flujo en línea, esta decisión se conoce como programación de la
producción en enfoques de celda de manufactura de flujo en línea (flowshop group
scheduling, en inglés), siendo este uno de los problemas a ser abordados en la presente
tesis de maestría.
Como se mencionó anteriormente, las decisiones de distribución de plantas han sido una
de las decisiones más importantes y difíciles en el área de producción hasta el día de hoy
(J. Liu, Liu, Liu, et al., 2020). Una planta de producción eficientemente distribuida aporta
en la reducción de los costos relacionados con el manejo de materiales de una empresa,
los cuales son considerados como uno de los costos de operación más representativos
(Tompkins et al., 2011). La decisión de distribución de plantas consiste entonces en ubicar
las instalaciones, es decir, las áreas de trabajo, máquinas, etc., en el piso de una planta,
de tal manera que se optimicen uno o varios criterios cualitativos y/o cuantitativos (Meller
& Gau, 1996). En la realidad, las instalaciones cuentan con requerimientos de área
desiguales entre ellas, lo que dificulta la decisión de distribución de las mismas en el plano
de planta. Este problema se conoce como distribución de instalaciones con requerimientos
de área desiguales (unequal-area facility layout, en inglés), y es otro de los temas de
interés de la presente tesis de maestría.
Considerando la importancia y complejidad de los dos problemas de decisión
anteriormente mencionados, en la presente tesis de maestría se examinaron los elementos
necesarios para la integración de la distribución de plantas y la programación de la
Introducción 3
producción en enfoques de celdas de manufactura para el sector de la confección de
prendas de vestir de la ciudad de Cúcuta, en el marco de un ambiente de producción
esbelto. El sector de la confección de prendas de vestir es una industria representativa en
la ciudad de Cúcuta, y que hace parte del clúster Sistema de Moda, junto con los sectores
de marroquinería y calzado de la ciudad (Cámara de Comercio de Cúcuta, 2014). Sin
embargo, la industria de la confección de prendas de vestir se ha desarrollado como una
industria tradicional en la ciudad, caracterizada por la informalidad laboral, por gerencias
reacias a los cambios y por la falta de organización al interior de gran parte de las empresas
del sector. Las decisiones de producción usualmente se toman por parte de los dueños de
las empresas, de acuerdo con su conocimiento empírico, y en las plantas de producción
se observa desorganización en los flujos de operación y desorden en los pasillos de acceso
de materiales y personal, sin mencionar que las plantas de producción usualmente son
residencias, que han sido adaptadas para la ubicación de máquinas de confección. Esta
situación tiene un impacto en la eficiencia y en la productividad de este sector industrial en
relación con otros sectores a nivel nacional (Acevedo Villalobos & Ramírez Vallejo, 2005),
lo cual no le permite ser competitivo y responder rápidamente a las exigencias de los
mercados globales actuales.
La anterior situación motiva al autor de la presente tesis de maestría a proponer un modelo
que optimice la programación de la producción en enfoques de celdas de manufactura,
integrando la distribución de plantas, para el caso de una empresa de confección de ropa
deportiva para dama y caballero ubicada en Cúcuta, con el objetivo de minimizar los costos
totales de manejo de materiales y de penalización por tardanza en la entrega de los
pedidos. La integración de estas decisiones en un modelo conceptual y matemático
permite la adopción de tecnologías obtenidas del estado del arte de la literatura por parte
de una empresa del sector en la ciudad. De esta manera, se busca dar solución a las
problemáticas que limitan la productividad en este sector, como son la disposición
inadecuada de departamentos en la planta de producción, que genera flujos de materiales
innecesarios y demoras en los procesos de producción. Del mismo modo, se busca
implantar estrategias de ingeniería para resolver la secuenciación de trabajos y grupos de
trabajos en ambientes esbeltos, como son los sistemas de celdas de manufactura,
minimizando las entregas tardías que afectan la satisfacción del cliente y la imagen de las
empresas en el mercado.
4 Modelo para la programación de la producción en enfoques de celdas
de manufactura, integrando el diseño de plantas esbeltas
Considerando que tanto el problema de programación de la producción en enfoques de
celdas de manufactura flowshop, como el problema de distribución de plantas con áreas
desiguales son problemas difíciles de la clase NP-hard (Castillo & Westerlund, 2005; Gupta
& Darrow, 1986), la solución de estos problemas en las instancias más grandes se
considera computacionalmente intratable. Por este motivo, se propone la metaheurística
algoritmo genético para obtener soluciones subóptimas en tiempos computacionales más
cortos para el caso del sector de la confección de prendas de vestir.
El objetivo general busca proponer un modelo que integre el diseño de plantas esbeltas y
la programación de la producción en enfoques de celdas de manufactura para la
minimización del costo total de manejo de materiales y de entregas de pedidos tardías para
el caso del sector de la confección de la ciudad de Cúcuta. El objetivo propuesto se logra
en el presente documento a través de un diseño metodológico mixto, en el cual la
información cualitativa sobre los elementos y características de los modelos para los
problemas de distribución de plantas con áreas desiguales y de programación de la
producción en celdas de manufactura es recabada para ser luego cuantitativamente
tratada en un caso de estudio, mediante la descripción, validación y aplicación de un
algoritmo metaheurístico. En este sentido, se proponen los siguientes objetivos
específicos:
▪ En primer lugar, se propone una revisión del estado del arte de la literatura
relacionada con la aplicación de modelos para la programación de la producción en
enfoques de celdas de manufactura y para el diseño de instalaciones esbeltas, en
el cual la metodología presentada por (Kitchenham, 2004) es utilizada para la
búsqueda sistemática de modelos, sus características y técnicas de solución
utilizadas para los problemas propuestos.
▪ El siguiente objetivo busca proponer un esquema de distribución de planta esbelta
que minimice los costos totales de manejo de materiales para la producción de
familias de productos del sector de la confección de Cúcuta. En este objetivo, se
busca implantar la solución encontrada para el problema de distribución de plantas
con áreas desiguales para el caso de estudio, mediante la aplicación del algoritmo
genético.
Introducción 5
▪ Un tercer objetivo propone un modelo de programación de la producción en
enfoques de celdas de manufactura que minimice los costos por entregas de
pedidos tardías para el sector de la confección de la ciudad de Cúcuta. Con este
objetivo, se plantea un programa de producción que satisfaga las características
del problema de programación de la producción en sistemas de celdas de
manufactura de flujo en línea, en el marco de los sistemas de producción esbeltas.
▪ Finalmente, la validación de los resultados del modelo propuesto es realizada
utilizando herramientas de simulación computacional. Este último objetivo busca
comprobar los resultados obtenidos en la solución analítica de los problemas de
optimización utilizando la simulación como herramienta principal.
La presente tesis de maestría se divide entonces en los siguientes capítulos: en el Capítulo
1, se presenta el marco teórico relacionado con el contenido de la tesis; el Capítulo 2
abarca la planeación y los resultados de la revisión sistemática de los enfoques
matemáticos para los problemas tratados en la presente tesis; en el Capítulo 3 se describe
el modelo propuesto para la integración de los problemas de programación de la
producción y distribución de plantas, junto con sus elementos; el Capítulo 4 describe el
algoritmo genético y sus operadores, así como los procesos de validación y
parametrización para la optimización de ambos problemas; el sector de la confección de
prendas de vestir de la ciudad de Cúcuta, y la información de la empresa caso de estudio
son presentados en el Capítulo 5; el Capítulo 6 presenta la aplicación del modelo
propuesto y del algoritmo genético para el caso de estudio; finalmente, se presentan
conclusiones y recomendaciones para el caso de estudio y la investigación futura.
Capítulo 1. Antecedentes en programación de
la producción, celdas de manufactura,
distribución de plantas y optimización
El problema integrado entre la programación de la producción en enfoques de celdas de
manufactura en ambientes flowshop y el diseño de plantas esbeltas requiere un
componente teórico que permita definir el problema y enmarcarlo en un estado del arte. El
presente capítulo recopila el marco teórico vigente relacionado con los temas de
programación de la producción en la Sección 1.1, los sistemas de producción esbelta en
la Sección 1.2, y los sistemas de celdas de manufactura en la Sección 1.3; la Sección
1.4 presenta lo relacionado con el diseño y distribución de plantas y, finalmente, la Sección
1.5 trata sobre los algoritmos metaheurísticos como métodos de solución aproximados
para los problemas de optimización.
1.1. Programación de la producción
La programación de la producción (scheduling) es un proceso de toma de decisiones que
se realiza de forma regular en las empresas manufactureras, cuya finalidad es la de asignar
recursos a tareas en un período de tiempo dado y, de esta manera, optimizar uno o más
objetivos, usualmente relacionados con el cumplimiento de los tiempos de entrega de los
pedidos o con la utilización de los recursos (Jacobs & Chase, 2018; Pinedo, 2016). La
programación de la producción o programación de órdenes es una decisión a corto plazo,
dentro del contexto de la Planeación de Operaciones y Suministro de una organización, en
donde la planeación a largo y mediano plazo se concreta a través de la secuenciación de
las órdenes de pedido en el piso de producción (Jacobs & Chase, 2018). En la Figura 1-1
se observa la cadena de decisiones que se toman en un proceso de Planeación de
8 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Operaciones y Suministro en una organización (Jacobs & Chase, 2018), desde el diseño
de los procesos de producción hasta la programación de órdenes de pedido (sombreado
en color rojo) para las áreas de producción, y cómo se relacionan estas actividades con
otras áreas de la organización como la gestión logística y los servicios.
Figura 1-1: Actividades principales de la Planeación de Operaciones y Suministro
Fuente: Adaptado de Jacobs & Chase (2018)
En el problema de programación de la producción, el objetivo es encontrar una secuencia
de producción óptima para los trabajos (𝑛), los cuales deben ser procesados en las
diferentes máquinas (𝑚) teniendo en cuenta el tiempo de procesamiento de cada trabajo 𝑗
en cada máquina 𝑖 (𝑝𝑗𝑖). El flujo que siguen los trabajos para ser procesados en las
diferentes máquinas determina la configuración de las mismas en el piso de producción.
De este modo, cuando todos los trabajos son procesados en cada una de las máquinas en
el mismo orden, las máquinas se organizan en una configuración conocida como de flujo
en línea (flowshop, 𝐹𝑚); mientras que si cada trabajo requiere un orden específico de
procesamiento en las diferentes máquinas, el ambiente en que estas se organizan es
Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
9
conocido como de taller de trabajo (jobshop, 𝐽𝑚) (Pinedo, 2016). Una variación en las
configuraciones flowshop y jobshop se presenta cuando se ubican dos o más máquinas
idénticas en paralelo para el procesamiento de una o varias operaciones en el flujo de
producción de los trabajos. A este ambiente de máquinas se le conoce como de flujo en
línea flexible (flexible flowshop, 𝐹𝐹𝑐) y de taller de trabajo flexible (flexible jobshop, 𝐹𝐽𝑐),
respectivamente para los ambientes flowshop y jobshop, en donde el índice 𝑐 representa
las estaciones de trabajo con las máquinas ubicadas en paralelo (Pinedo, 2016). Otras
configuraciones de máquinas conocidas incluyen los ambientes con una sola máquina
(single machine, 1), con máquinas en paralelo (𝑃𝑚) y los talleres abiertos (openshop, 𝑂𝑚)
(Pinedo, 2016).
Ciertas características propias de los sistemas de producción pueden ser incluidas en el
problema de programación de la producción. El sistema productivo puede requerir, por
ejemplo, que los trabajos sean procesados en la misma secuencia en todas las máquinas.
A esta característica se le conoce como permutación (𝑝𝑟𝑚𝑢) y está relacionada con la
regla de ‘primero en entrar, primero en salir’ (first in, first out, FIFO) (Pinedo, 2016). Del
mismo modo, cada máquina puede necesitar un tiempo de preparación para poder
procesar un trabajo 𝑘, una vez ha finalizado el procesamiento de un trabajo 𝑗. Cuando los
tiempos de preparación dependen de la secuencia de los trabajos, esta característica es
conocida como tiempos de preparación dependientes de la secuencia (𝑠𝑗𝑘) (Pinedo, 2016).
Otras características reconocidas para los problemas de programación de la producción
incluyen la formación de familias de productos (𝑓𝑚𝑙𝑠), la liberación de los trabajos a lo
largo del horizonte de planeación (𝑟𝑗), el bloqueo en el flujo de los trabajos debido a los
inventarios entre máquinas (𝑏𝑙𝑜𝑐𝑘), la disponibilidad de las máquinas en el horizonte de
planeación (𝑀𝑗) y la posibilidad de avería de las máquinas (𝑏𝑟𝑘𝑑𝑤𝑛), entre otras (Nahmias
& Olsen, 2015; Pinedo, 2016).
La mejor secuencia de los trabajos es definida teniendo en cuenta uno o varios criterios
que pueden estar relacionados con el uso eficiente de las máquinas o con el cumplimiento
de las fechas de entrega acordadas con los clientes. Uno de los criterios más utilizados
para mejorar la utilización de las máquinas es el tiempo de terminación del último trabajo
en la última máquina (makespan, 𝐶𝑚𝑎𝑥) (Nahmias & Olsen, 2015; Pinedo, 2016). Otro
criterio relacionado con los tiempos de terminación de los trabajos es el tiempo de
10 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
terminación total (total completion time, ∑ 𝐶𝑗), también conocido como tiempo de flujo, que
es el tiempo que toma cada trabajo desde el inicio de su procesamiento hasta que sale del
sistema (Pinedo, 2016). En relación con los criterios basados en las fechas de entrega de
los pedidos, la anticipación (earliness, 𝐸𝑗) y la tardanza (tardiness, 𝑇𝑗) son los criterios más
utilizados. Dadas unas fechas de entrega de los trabajos acordadas con los clientes, 𝑑𝑗, la
anticipación hace referencia al tiempo en que un trabajo termina previo a su fecha de
entrega (𝐸𝑗 = max(𝑑𝑗 − 𝐶𝑗 , 0)); mientras que la tardanza determina el tiempo transcurrido
posterior a la fecha de entrega pactada (𝑇𝑗 = max(𝐶𝑗 − 𝑑𝑗, 0)) (Pinedo, 2016). Cuando se
consideran costos de penalización por anticipación o tardanza de los trabajos, los criterios
se conocen como anticipación ponderada total (total weighted earliness, ∑ 𝑤𝑗𝐸𝑗) y tardanza
ponderada total (total weighted tardiness, ∑ 𝑤𝑗𝑇𝑗), respectivamente.
Teniendo en cuenta los diferentes elementos mencionados anteriormente, Pinedo (2016)
propone representar el problema de programación de la producción en una nomenclatura
𝛼 | 𝛽 | 𝛾, en donde 𝛼 tiene una sola entrada y hace referencia a la configuración de
máquinas en donde se lleva a cabo el problema; 𝛽 puede tener una, varias entradas o
ninguna entrada, y describe las características y restricciones en las que se enmarca el
problema; finalmente, 𝛾 tiene una sola entrada y representa el objetivo que se pretende
optimizar. El problema que se aborda en la presente tesis de maestría, y que se describe
en mayor detalle en el Capítulo 2, se puede representar mediante la nomenclatura
𝐹𝑚 | 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑠𝑟𝑓 | ∑ 𝑤𝑗𝑇𝑗, debido a que está relacionado con la secuenciación de
trabajos, que pertenecen a una familia de productos (𝑓𝑚𝑙𝑠), y que deben ser procesados
en una celda de manufactura con 𝑚 máquinas, considerando un flujo en línea (𝐹𝑚). Al
pertenecer a una familia de productos, los trabajos de la misma son procesados como un
grupo en cada una de las máquinas sin un tiempo de preparación significativo entre ellos.
Sin embargo, cuando una máquina finaliza el procesamiento una familia 𝑟, requiere un
tiempo de preparación antes de poder procesar la siguiente familia 𝑓, el cual es un tiempo
de preparación dependiente de la secuencia de las familias de productos (𝑠𝑟𝑓).
Adicionalmente, los trabajos y los grupos se procesan en la misma secuencia definida en
todas las máquinas, siguiendo la característica de permutación (𝑝𝑟𝑚𝑢). Finalmente, el
objetivo que se pretende optimizar para el problema de programación de la producción en
celdas de manufactura es el costo por tardanza total de los trabajos (∑ 𝑤𝑗𝑇𝑗).
Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
11
Tradicionalmente, el problema de la obtención de una secuencia de trabajos ha sido
abordado mediante la aplicación de un conjunto de reglas de prioridad o de secuenciación
y, el uso de software avanzado de planeación y programación (Heizer et al., 2017; Jacobs
& Chase, 2018; Krajewski et al., 2016). Con la aplicación de reglas de secuenciación, el
programador busca darle prioridad a los trabajos en la secuencia, teniendo en cuenta una
característica definida por la regla (Heizer et al., 2017; Jacobs & Chase, 2018; Krajewski
et al., 2016; Nahmias & Olsen, 2015). Ejemplos de reglas de prioridad incluyen la regla de
primero en llegar primero en servir (first come, first served, FCFS), en donde los trabajos
son procesados según el orden en que llegan al área de producción; la regla de primero el
trabajo con tiempo de procesamiento más corto (shortest processing time, SPT), en donde
los trabajos se secuencian de acuerdo con el tamaño de sus tiempos de procesamiento; y
la regla de primero los trabajos con las fecha de entrega más cercanas (earliest due date,
EDD), es decir, los trabajos que requieren ser entregados más pronto en el horizonte de
planeación son priorizados en la secuencia (Heizer et al., 2017; Jacobs & Chase, 2018;
Krajewski et al., 2016; Nahmias & Olsen, 2015). En relación con los software de planeación
avanzados para la programación de la producción, se conoce que han sido ampliamente
utilizados por parte de las empresas, debido a que les permite controlar y optimizar todos
los procesos de su cadena de suministro (Heizer et al., 2017; Krajewski et al., 2016).
Otros enfoques para la solución del problema de programación de la producción están
relacionados con la aplicación de métodos aproximados y la optimización de modelos
matemáticos, mediante la aplicación de métodos exactos (Błażewicz et al., 1996; Fattahi
et al., 2007; Pinedo, 2016; Ruiz & Maroto, 2005). Dentro de los métodos aproximados, una
amplia variedad de algoritmos heurísticos y metaheurísticos se han propuesto para
resolver las diferentes variantes del problema, destacándose entre ellos el método de
Johnson (Johnson, 1954), que encuentra una secuencia óptima de trabajos para las
configuraciones de dos máquinas (𝐹2), y el algoritmo de Lawler (Lawler, 1973), para el
manejo de problemas en donde se tienen requerimientos de precedencia entre los trabajos
(Jacobs & Chase, 2018; Nahmias & Olsen, 2015). Debido a que el problema de
programación de la producción en ambientes de dos o más máquinas es un problema
complejo de la clase NP-hard (Gupta & Darrow, 1986), la solución mediante la aplicación
de algoritmos metaheurísticos ha sido una tendencia reciente. Algunos de estos algoritmos
12 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
metaheurísticos son ligeramente abordados en la Sección 1.5. En relación con los
métodos exactos, los algoritmos de ramificación, como el Branch & Bound, también han
sido ampliamente utilizados en la optimización de la programación de la producción
(Błażewicz et al., 1996).
Una vez solucionado el problema, la secuencia de los trabajos puede representarse
mediante un diagrama de Gantt, como el que se muestra en la Figura 1-2, el cual es una
ayuda visual que permite mostrar la asignación de los recursos y los trabajos en el
horizonte de planeación (Heizer et al., 2017). Del mismo modo, el diagrama de Gantt
facilita la identificación de tiempos de procesamiento (en colores para cada trabajo en la
Figura 1-2) y los tiempos de ocio de los recursos (en blanco) (Krajewski et al., 2016). La
herramienta adicionalmente es utilizada para controlar el progreso de los trabajos en el
horizonte de planeación (Heizer et al., 2017).
Figura 1-2: Ejemplo de diagrama de Gantt para una secuencia de producción flowshop
Fuente: Adaptado de Pinedo (2016). 1Los valores al interior de cada recuadro representan los tiempos de procesamiento de cada trabajo en cada máquina en unidades de tiempo.
1.2. Sistemas de producción esbelta
La producción o manufactura esbelta (lean manufacturing) es un sistema de producción
que tuvo su origen en el sistema de producción de Toyota (Toyota Production System,
TPS), y que se enfoca en la reducción de los desperdicios (muda), de la variabilidad (mura)
Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
13
y de la sobrecarga de trabajo (muri), con el fin de lograr mayor satisfacción de los clientes,
mientras se utilizan menos recursos, en comparación con otros sistemas de producción,
como el sistema de producción en masa (Dennis, 2015; Womack et al., 1990). La palabra
japonesa muda se refiere a aquellas actividades que no agregan valor para el cliente, y por
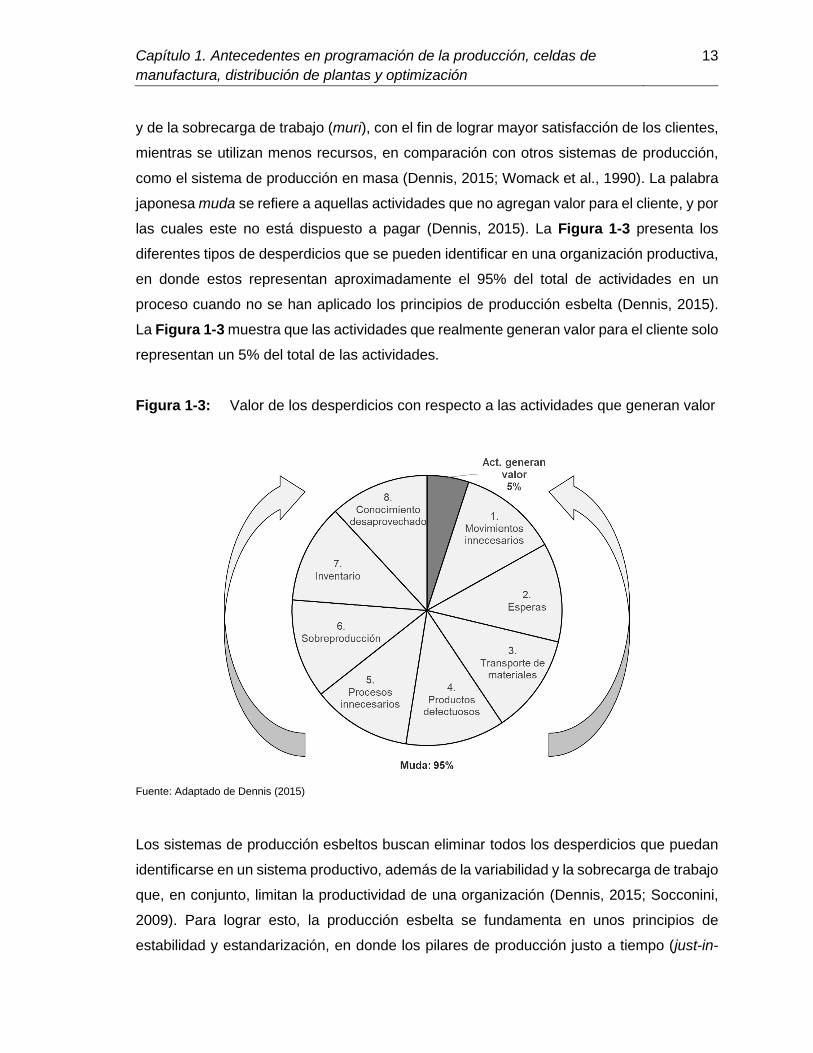
las cuales este no está dispuesto a pagar (Dennis, 2015). La Figura 1-3 presenta los
diferentes tipos de desperdicios que se pueden identificar en una organización productiva,
en donde estos representan aproximadamente el 95% del total de actividades en un
proceso cuando no se han aplicado los principios de producción esbelta (Dennis, 2015).
La Figura 1-3 muestra que las actividades que realmente generan valor para el cliente solo
representan un 5% del total de las actividades.
Figura 1-3: Valor de los desperdicios con respecto a las actividades que generan valor
Fuente: Adaptado de Dennis (2015)
Los sistemas de producción esbeltos buscan eliminar todos los desperdicios que puedan
identificarse en un sistema productivo, además de la variabilidad y la sobrecarga de trabajo
que, en conjunto, limitan la productividad de una organización (Dennis, 2015; Socconini,
2009). Para lograr esto, la producción esbelta se fundamenta en unos principios de
estabilidad y estandarización, en donde los pilares de producción justo a tiempo (just-in-
14 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
time production) y automatización con toque humano (jidoka) se establecen para alcanzar
las metas de una organización. En la Figura 1-4 se muestra la casa de lean manufacturing,
en donde se representan estos principios y pilares para la implementación exitosa de
sistemas de producción basados en lean manufacturing.
Figura 1-4: La casa de la producción esbelta
Fuente: Adaptado de Dennis (2015) y Madariaga Neto (2013)
De acuerdo con Dennis (2015), el desafío de las organizaciones en el siglo XXI es reducir
los costos mientras se mantiene una cultura de la mejora continua de la calidad y la
satisfacción de las necesidades cambiantes de los clientes. Por lo tanto, los sistemas de
producción esbeltos se presentan como alternativa para que las organizaciones logren
este desafío en tiempos modernos. En la presente tesis de maestría, se propone un modelo
de programación de la producción en enfoques de celdas de manufactura, mientras se
integra un diseño de plantas esbelta. El esquema de distribución de plantas que se propone
para el sector de la confección de prendas de vestir tiene como objetivo minimizar los
costos de manejo de materiales entre los departamentos de la planta, lo cual está ligado a
la reducción de los desperdicios de transporte de materiales y movimientos innecesarios,
como se muestra en la Figura 1-3. Del mismo modo, el modelo de programación de la
Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
15
producción está enfocado en los ambientes de celdas de manufactura, los cuales proveen
unos beneficios para los sistemas de producción esbeltos, que se mencionan en la
siguiente sección, y que son fundamento para la producción just-in-time. Adicionalmente,
el modelo de programación de la producción busca minimizar los costos de penalización
por la tardanza en la entrega de los pedidos, lo que está ampliamente relacionado con la
satisfacción de los requerimientos de los clientes. En general, los objetivos de la presente
tesis de maestría buscan vincular elementos de los sistemas de producción esbeltos en
los procesos de diseño de plantas y programación de la producción.
1.3. Sistemas de celdas de manufactura
Los sistemas de celdas de manufactura (cellular manufacturing systems, CMS) son
sistemas de producción basados en la tecnología de grupos (group technology, GT), la
cual consiste en identificar y agrupar productos o partes de productos similares para
procesarlas de forma más eficiente en máquinas o centros de trabajo agrupados en lo que
se denominan como celdas de manufactura (Ham et al., 1985; Irani, 1999). Una celda de
manufactura está constituida por un grupo independiente de máquinas distintas, que se
sitúan juntas en el piso de la planta, y que están dedicadas a fabricar grupos de productos
similares, también denominados familias de productos, cuya similitud puede estar dada por
su diseño o por sus procesos de producción (Ham et al., 1985; Irani, 1999). La disposición
de las máquinas en celdas de manufactura en la industria ha demostrado la obtención de
beneficios, entre otros, en el incremento de la tasa de rendimiento de producción
(throughput), en la mejora de la calidad de los productos y en la satisfacción de los
trabajadores, así como en la reducción del inventario en proceso (work-in-process, WIP),
del manejo de materiales y de los tiempos de preparación de las máquinas (Burbidge,
1975; Ham et al., 1985; Irani, 1999; Wemmerlöv & Hyer, 1989).
Dentro de las alternativas para la disposición de las máquinas en planta que se muestran
en la Figura 1-5, los sistemas de celdas de manufactura combinan la flexibilidad con la
que cuenta la disposición por procesos con la eficiencia de la disposición por productos,
simplificando el flujo de las partes y el tamaño de los lotes de producción, lo que permite a
las industrias que utilizan sistemas de producción basados en celdas de manufactura
competir en mercados cuyos consumidores requieren amplia variedad de productos en
lotes más pequeños (Askin & Goldberg, 2002; Delgoshaei et al., 2016; Logendran et al.,
16 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
2005; Park & Han, 2002; Qin et al., 2016). El conjunto de los beneficios de la aplicación de
un sistema de celdas de manufactura está relacionado con el lean manufacturing, como
se mencionó anteriormente, debido a que promueve la eliminación de los desperdicios por
movimientos, transportes y procesos innecesarios, así como con la reducción de la
sobreproducción, el inventario y los productos defectuosos (Cuatrecasas-Arbós, 2009;
Dennis, 2015), desperdicios que se observan en la Figura 1-3.
Figura 1-5: Comparación del flujo de materiales entre las alternativas de disposición
de máquinas en planta: a) por procesos, b) por producto y c) por celdas de manufactura
Fuente: Adaptado de Askin & Goldberg (2002) y Tompkins et al. (2011)
La implementación exitosa de un sistema de celdas de manufactura requiere de un
conjunto de decisiones relacionadas con el diseño y la operación de la misma, como son
la formación de las celdas (Cell Formation, CF), que comprende la agrupación de los
productos en familias de productos y de las máquinas que los procesan en celdas de
manufactura; la disposición de las máquinas dentro de las celdas de manufactura (Group
Layout, GL), que abarca el layout al interior de la celda de manufactura así como el layout
Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
17
del grupo de celdas de manufactura como un conjunto; y la secuenciación de los trabajos
en las celdas de manufactura (Group Scheduling, GS), que incluye la secuenciación de las
familias de productos y de los productos dentro de las familias (Y.-C. Chen & Lee, 2001;
Costa et al., 2017; Ebrahimi et al., 2016; França et al., 2005; Irani, 1999; Schaller et al.,
2000; Tang et al., 2010; Wu et al., 2007). Uno de los objetivos de la presente tesis de
maestría es proponer un modelo basado en el problema de programación de la producción
de flujo en línea en ambientes de celdas de manufactura (flowshop group scheduling
problem, FSGSP) para el sector de la confección de prendas de vestir.
1.4. Distribución de Plantas
El diseño de plantas o instalaciones es uno de los componentes, junto con la localización
de instalaciones, del proceso de planeación de instalaciones de una organización
(Tompkins et al., 2011). Una instalación hace referencia a los activos fijos tangibles de una
organización, que requieren ser organizados de tal manera que impulsen el logro de los
objetivos de la misma (Stephens & Meyers, 2013; Tompkins et al., 2011). El componente
de diseño de instalaciones considera la distribución de los equipos, la maquinaria y el
mobiliario requerido en las áreas de producción y en sus áreas de apoyo, así como la
ubicación de las personas, los materiales y los equipos de manejo de materiales en cada
área de trabajo de una planta (Stephens & Meyers, 2013; Tompkins et al., 2011). La
distribución de instalaciones (facility layout) es uno de los productos finales del proceso de
diseño de una instalación.
La distribución de instalaciones consiste en disponer físicamente los elementos (máquinas,
equipos, estaciones de trabajo, personas, ubicación de materiales y materias primas,
equipo de manejo de materiales, entre otros) dentro una planta, de manera que se
optimicen uno o más objetivos (Drira et al., 2007; Singh & Sharma, 2006; Stephens &
Meyers, 2013; Tompkins et al., 2011). La distribución de instalaciones está ligada a los
objetivos de producción de una organización, incluyendo la reducción y control de los
costos, la mejora en la calidad de los productos y la satisfacción del cliente, el incremento
en la velocidad de respuesta y de la flexibilidad, el uso eficiente de personas, equipos,
espacio y energía, la seguridad y comodidad del personal, la integración con la cadena de
suministros, el aseguramiento de la sostenibilidad, entre otros (Heragu, 2016; Stephens &
Meyers, 2013; Tompkins et al., 2011). Una distribución efectiva de instalaciones ha estado
18 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
relacionada con la reducción de entre un 10% y un 30% de los costos de manejo de
materiales, los cuales se ha encontrado que representan entre un 20% y un 50% de los
costos totales de operación de una planta (Tompkins et al., 2011).
La distribución de instalaciones ha sido abordada a través de diferentes técnicas
sistemáticas y de optimización, con el fin de obtener layouts acordes a las necesidades de
las organizaciones. Dentro de los métodos sistemáticos, se reconocen los procedimientos
de planeación sistemática de la distribución de Müther (Muther, 1973), de Apple (Apple,
1977) y de Reed (Reed, 1961), siendo la planeación sistemática de la distribución de
Müther (Müther’s systematic layout planning, SLP) uno de los procedimientos más
aplicados en la industria y en la academia, el cual está basado en las relaciones de
cercanía requeridas para los departamentos de una instalación (Muther & Hales, 2015;
Palominos et al., 2019; T. Yang et al., 2000). En las técnicas de optimización, se destacan
la aplicación de algoritmos heurísticos de construcción, algoritmos metaheurísticos y
procedimientos exactos. Algunos algoritmos de construcción conocidos incluyen el método
de intercambio pareado, el método basado en gráficas, la técnica computarizada de
asignación relativa de plantas (computerized relative allocation of facilities technique,
CRAFT) (Armour & Buffa, 1963), BLOCPLAN (Donaghey & Pire, 1991) y el método de
optimización de la distribución con cortes tipo guillotina (layout optimization with guillotine
induced cuts, LOGIC) (Tam, 1992a). En relación con los métodos exactos y los modelos
matemáticos formulados para el problema, se reconoce el uso del modelo de asignación
cuadrática (quadratic assignment problem, QAP), así como diferentes formulaciones de
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
33
2.2. Enfoques matemáticos y métodos de solución para el FSGSP
De acuerdo con (Schaller et al., 2000), el FSGSP puede definirse considerando un
conjunto dado de 𝑛 trabajos a ser procesados en 𝑚 máquinas en el mismo orden
tecnológico, es decir, en una configuración flowshop. En este problema, cada trabajo
pertenece a una de las 𝐾 familias de productos, en donde el trabajo 𝑛𝑓 pertenece a la
familia 𝑓, y 𝑁𝑓 representa el conjunto de trabajos que pertenecen a la familia 𝑓, de tal
manera que 𝑁𝑓 = {1, 2, … , 𝑛𝑓}, y 𝐹 = {1, 2, … , 𝐾} es el conjunto de 𝐾 familias. El tiempo de
procesamiento de cada trabajo 𝑗 en cada máquina 𝑖 está dado por 𝑃𝑗𝑖, y el tiempo de
preparación para que la familia 𝑓 sea procesada inmediatamente después de la familia 𝑟
en la máquina 𝑖 está dado por 𝑠𝑟𝑓𝑖 , en donde 𝑠𝑓𝑓
𝑖 = 0, para todo 𝑓, es decir, los tiempos de
preparación entre los trabajos pertenecientes a la misma familia de productos son
considerados insignificantes o están incluidos en los tiempos de procesamiento. Cuando
el tiempo de preparación de una familia de productos depende de la secuencia de las
familias, el problema es conocido entonces como problema de programación de la
producción en celdas de manufactura flowshop con tiempos de preparación dependientes
de la secuencia.
El FSGSP consiste en encontrar un programa 𝜎 que contenga la permutación de los n
trabajos, de tal manera que los trabajos dentro de la misma familia de productos sean
procesados en grupo (França et al., 2005; Schaller et al., 2000); es decir, el objetivo es
encontrar una secuencia de familias de productos y de trabajos dentro de cada familia que
optimice un criterio de desempeño. En esta subsección se presentan los enfoques
matemáticos, características de los modelos y métodos de solución encontrados en la
literatura para el FSGSP determinístico, en ambientes de celdas de manufactura de dos y
de múltiples máquinas. Los enfoques matemáticos fueron clasificados en enfoques de
programación y de no programación matemática, mientras que los métodos de solución
encontrados se organizaron en las categorías de procedimientos exactos, heurísticas y
metaheurísticas. Información sobre los casos de estudio e instancias de datos utilizadas
también son revisadas a continuación.
34 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
2.2.1. Enfoques matemáticos y métodos de solución para el FSGSP de dos máquinas
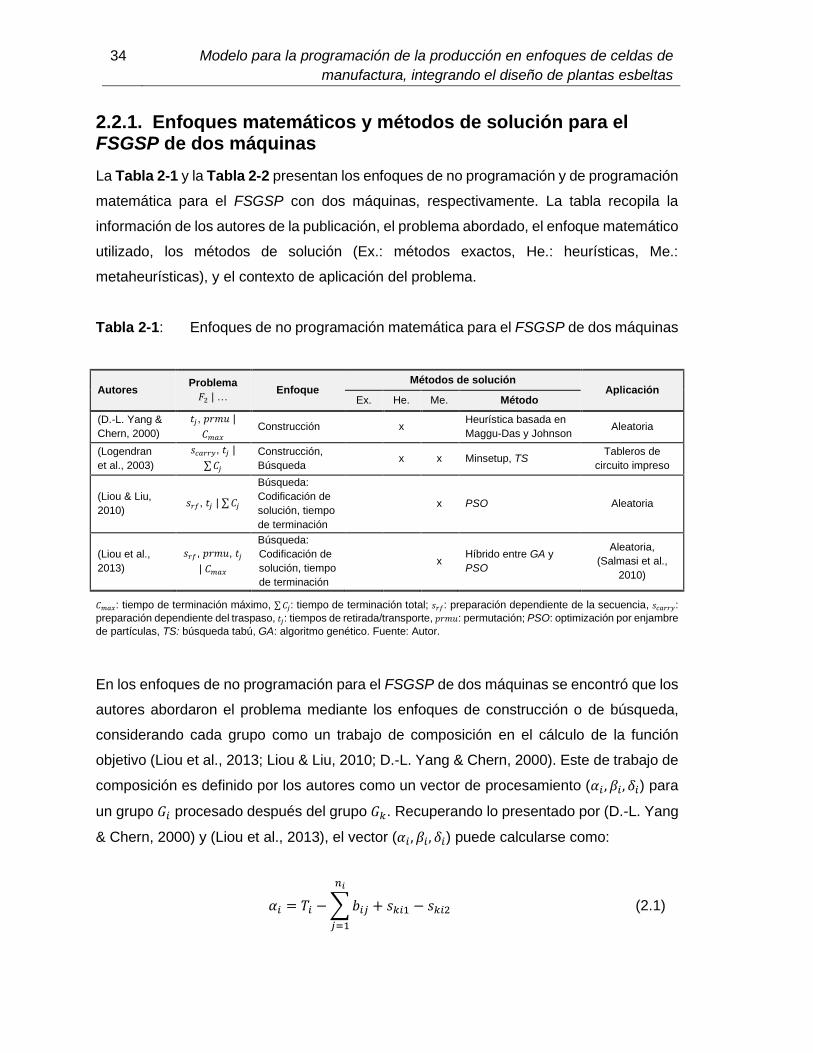
La Tabla 2-1 y la Tabla 2-2 presentan los enfoques de no programación y de programación
matemática para el FSGSP con dos máquinas, respectivamente. La tabla recopila la
información de los autores de la publicación, el problema abordado, el enfoque matemático
utilizado, los métodos de solución (Ex.: métodos exactos, He.: heurísticas, Me.:
metaheurísticas), y el contexto de aplicación del problema.
Tabla 2-1: Enfoques de no programación matemática para el FSGSP de dos máquinas
Autores Problema
𝐹2 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
(D.-L. Yang &
Chern, 2000)
𝑡𝑗, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Construcción x
Heurística basada en
Maggu-Das y Johnson Aleatoria
(Logendran
et al., 2003)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑡𝑗 |
∑ 𝐶𝑗
Construcción,
Búsqueda x x Minsetup, TS
Tableros de
circuito impreso
(Liou & Liu,
2010) 𝑠𝑟𝑓, 𝑡𝑗 | ∑ 𝐶𝑗
Búsqueda:
Codificación de
solución, tiempo
de terminación
x PSO Aleatoria
(Liou et al.,
2013)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢, 𝑡𝑗
| 𝐶𝑚𝑎𝑥
Búsqueda:
Codificación de
solución, tiempo
de terminación
x Híbrido entre GA y
PSO
Aleatoria,
(Salmasi et al.,
2010)
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝐶𝑗: tiempo de terminación total; 𝑠𝑟𝑓: preparación dependiente de la secuencia, 𝑠𝑐𝑎𝑟𝑟𝑦:
preparación dependiente del traspaso, 𝑡𝑗: tiempos de retirada/transporte, 𝑝𝑟𝑚𝑢: permutación; PSO: optimización por enjambre
de partículas, TS: búsqueda tabú, GA: algoritmo genético. Fuente: Autor.
En los enfoques de no programación para el FSGSP de dos máquinas se encontró que los
autores abordaron el problema mediante los enfoques de construcción o de búsqueda,
considerando cada grupo como un trabajo de composición en el cálculo de la función
objetivo (Liou et al., 2013; Liou & Liu, 2010; D.-L. Yang & Chern, 2000). Este de trabajo de
composición es definido por los autores como un vector de procesamiento (𝛼𝑖 , 𝛽𝑖, 𝛿𝑖) para
un grupo 𝐺𝑖 procesado después del grupo 𝐺𝑘. Recuperando lo presentado por (D.-L. Yang
& Chern, 2000) y (Liou et al., 2013), el vector (𝛼𝑖 , 𝛽𝑖, 𝛿𝑖) puede calcularse como:
𝛼𝑖 = 𝑇𝑖 − ∑ 𝑏𝑖𝑗
𝑛𝑖
𝑗=1
+ 𝑠𝑘𝑖1 − 𝑠𝑘𝑖2 (2.1)
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
35
Tabla 2-2: Enfoques de programación matemática para el FSGSP de dos máquinas
Autores Problema
𝐹2 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
(Logendran
et al., 2006)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥
MILP
Lower
Bound
- Tiempo de terminación de ‘slots’
- Tiempo de preparación de grupos en ‘slot’
- Asignación de grupos en ‘slot’ (Binaria)
- Secuencia de grupos en ‘slot’ (Binaria)
x TS variaciones de
memoria y frecuencia Aleatoria
(Yazdani
Sabouni &
Logendran,
2013)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑓𝑚𝑙𝑠,
𝑡𝑗 | ∑ 𝑤𝑗𝐹𝑗
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑓𝑚𝑙𝑠,
𝑡𝑗 | ∑ 𝑤𝑗𝑇𝑗
MILP
- Tiempo de terminación de grupo de tablero en ‘slot’
- Tiempo de terminación de tipo de tablero de grupo asignado a
‘slot’
- Tiempo de terminación de ‘kitting’ para tipo de tablero de grupo
asignado a ‘slot’
- Tiempo de terminación de ‘kitting’ para grupo asignado en ‘slot’
- Tiempo de preparación dependiente de la secuencia de traspaso
requerido para asignar grupo a ‘slot’
- Tardanza para el tipo de tablero de grupo asignado a ‘slot’ en
máquina 2
- Tiempo de flujo ponderado para tipo de tablero de grupo asignado
en ‘slot’
- Tardanza ponderada para tipo de tablero de grupo asignado a
‘slot’
- Asignación de grupo de tablero en ‘slot’ (Binaria)
- Secuencia de tipos de tablero en grupo asignado a ‘slot’ (Binaria)
x x MILP(ILOG-CPLEX),
FIEI, GA, TS
Producción de
tableros de
circuito impreso
(Gelogullari &
Logendran,
2010)
(Yuan et al.,
2020)
𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠,
𝑏𝑙𝑜𝑐𝑘, 𝑡𝑗 |
𝐶𝑚𝑎𝑥
MILP
- Tiempo de inicio de trabajo en máquina
- Tiempo de terminación de trabajo en máquina
- Tiempo de terminación de grupo en máquina
- Tiempo de inicio de transporte de trabajo
- Tiempo de retorno de transporte después de mover el trabajo en
máquina 2
- Tiempo de terminación máximo
- Secuencia de grupos (Binaria)
- Secuencia de trabajos en grupos (Binaria)
x x MILP(ILOG-CPLEX),
CGA
Producción de
tubería en acero
Aleatoria
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝑤𝑗𝐹𝑗: tiempo de flujo ponderado total, ∑ 𝑤𝑗𝑇𝑗: tardanza ponderada total; 𝑠𝑟𝑓: tiempo de preparación dependiente de la secuencia, 𝑠𝑐𝑎𝑟𝑟𝑦: tiempo de
preparación dependiente de la secuencia de traspaso, 𝑡𝑗: tiempo de transporte/retiro, 𝑝𝑟𝑚𝑢: permutación, 𝑓𝑚𝑙𝑠: familia de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo; MILP: programación lineal entera
mixta; TS: búsqueda tabú, FIEI: heurística de inserción/intercambio hacia adelante, GA: algoritmo genético, CGA: GA co-evolutivo. Fuente: Autor.
36 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
𝛽𝑖 = 𝑇𝑖 − ∑ 𝑎𝑖𝑗
𝑛𝑖
𝑗=1
(2.2)
𝛿𝑖 = 𝑇𝑖 + 𝑠𝑘𝑖1 − max{𝛼𝑖, 0} − max {𝛽𝑖, 0} (2.3)
en donde, 𝑇𝑖 es el tiempo mínimo para procesar un grupo 𝐺𝑖, y es determinado por el
algoritmo de Maggu-Das (Maggu & Das, 1980), 𝑠𝑘𝑖1 y 𝑠𝑘𝑖2 son los tiempos de preparación
si el grupo 𝑖 se procesa inmediatamente después del grupo 𝑘 en las máquinas 1 y 2,
respectivamente. De esta forma, el tiempo de terminación del grupo 𝐺𝑖 en las máquinas 1
y 2, si el grupo 𝐺𝑘 es procesado inmediatamente antes del grupo 𝐺𝑖 estaría dado por:
En relación con los enfoques de programación matemática, diferentes modelos de
programación lineal entera mixta (MILP) se han formulado para el FSGSP de dos
máquinas, específicamente para los casos de la producción de tableros de circuito impreso
(Yazdani Sabouni & Logendran, 2013) y de tuberías de acero (Yuan et al., 2020). La
formulación presentada por (Yazdani Sabouni & Logendran, 2013) está basada en la
representación por ranuras (‘slots’) para la asignación de grupos de tableros y tipos de
tableros pertenecientes a cada grupo. Los autores además incluyeron variables para los
tiempos de terminación del proceso de ‘kitting’ de los grupos y tipos de tablero. El tiempo
de preparación dependiente de la secuencia del traspaso (carryover sequence dependent
setup time) también fue considerado entre las dos máquinas de la celda de manufactura.
En el modelo presentado por (Yuan et al., 2020), los autores se enfocaron en los tiempos
de inicio y terminación de los trabajos y los grupos en las máquinas; además, utilizaron
variables de secuenciación de grupos y trabajos en cada grupo.
Para el FSGSP de dos máquinas en general, solo (Logendran et al., 2006) han formulado
un modelo MILP como mecanismo para encontrar el límite inferior (lower bound). Esta
formulación consideró la secuencia de grupos (y no la de trabajos individuales) mientras
se preservó el ambiente de celdas de manufactura con dos máquinas y los tiempos de
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
37
preparación dependientes de la secuencia entre grupos, lo que implica que esta
formulación matemática no es completamente adecuada para el problema. Sin embargo,
los resultados presentados por (Logendran et al., 2006) fueron adaptados y mejorados por
(Salmasi et al., 2010) y (Salmasi et al., 2011) para el FSGSP de múltiples máquinas.
2.2.2. Enfoques matemáticos y métodos de solución para el FSGSP de múltiples máquinas
La Tabla 2-3 y la Tabla 2-4 muestran las publicaciones encontradas para los enfoques de
no programación matemática y de programación matemática, respectivamente, en relación
con el FSGSP de múltiples máquinas. En los enfoques de no programación matemática,
los autores se han enfocado en métodos de construcción, de búsqueda o de lower bound
para abordar el problema. Para ello, los autores han aplicado algoritmos constructivos o
de mejora, así como metaheurísticas, en donde se busca optimizar un criterio basado en
el tiempo de terminación de cada trabajo 𝑗 en cada máquina 𝑖 (𝐶𝑗𝑖), como lo presenta
(Schaller et al., 2000), y que se muestra a continuación.
𝐶𝑗𝑖 = max{𝐶𝑗(𝑖−1); 𝐶(𝑗−1)𝑖 + 𝑠𝑟𝑓𝑖 } + 𝑃𝑗𝑖 (2.6)
en donde, 𝑃𝑗𝑖 es el tiempo de procesamiento del trabajo 𝑗 en la máquina 𝑖; 𝑠𝑟𝑓𝑖 es el tiempo
de preparación requerido en la máquina 𝑖 para procesar la familia 𝑓 inmediatamente
después de procesar la familia 𝑟, siendo 𝑠𝑓𝑓𝑖 = 0 para todo 𝑓; el trabajo 𝑗 ∈ 𝑁𝑓, el trabajo
(𝑗 − 1) ∈ 𝑁𝑟 y 𝐶0𝑖 = 𝐶𝑗0 = 0 para todo 𝑗, 𝑖.
Esta formulación ha sido utilizada en los trabajos presentados por (Schaller, 2005), (Gupta
& Schaller, 2006), (França et al., 2005), (Neufeld et al., 2015), (Lin, Ying, et al., 2009), (Lin,
Gupta, et al., 2009), (Lin et al., 2011), (H.-M. Cheng & Ying, 2011), (Bouabda et al., 2011),
(Ying et al., 2010) y (Liou & Hsieh, 2015), entre otros autores. Otro enfoque para abordar
el problema ha sido mediante el cómputo de los tiempos de inicio o de despacho de los
trabajos, como lo presentan (Hamed Hendizadeh et al., 2008) y (Eddaly et al., 2013). En
relación con la aplicación de algoritmos metaheurísticos, (França et al., 2005), (C.-F. Chen
et al., 2013) y (Costa et al., 2017) han propuesto mecanismos para la representación de la
solución del problema.
38 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-3: Enfoques de no programación matemática para el FSGSP de múltiples máquinas
Autores Problema
𝐹𝑚 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
Único objetivo
(Schaller et al.,
2000) 𝑠𝑟𝑓 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x
Branch-Bound, CDS, NEH, Gupta-Darrow,
de descenso, CMD Aleatoria
(Schaller, 2000) 𝑠𝑟𝑓 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x x Branch-Bound, CDS, NEH, de intercambio,
TS, GA Aleatoria
(Schaller, 2001) 𝑠𝑓 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x Branch-Bound, híbrido entre Branch-Bound
y heurística de intercambio Aleatoria
(Schaller, 2005) 𝑠𝑓, 𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x x Branch-Bound modificado, TS, híbrido entre
Branch-Bound y CDS-NEH Aleatoria
(Gupta & Schaller,
2006) 𝑠𝑓, 𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗
Construcción, búsqueda y lower
bound x x x
Branch-Bound, Append y Append extendido,
NEH y NEH extendido, de descenso, de
mejora iterativa, GA, TS y TS modificado
(Schaller et al., 2000)
(Neufeld et al., 2015) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Construcción x CDS, NEH, CMD, iterativa, de mejora (Schaller et al., 2000)
(W. H. Yang, 2002) 𝑠𝑓, 𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥 Construcción x Heurística basada en Branch-Bound
Producción de pantallas de
cristal líquido-transistor de
película delgada
(Celano et al., 2010) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑏𝑙𝑜𝑐𝑘 |
𝐶𝑚𝑎𝑥
Construcción y búsqueda:
tiempos de inicio x x NEH modificado, GA, TS
Producción de obleas
semiconductoras
(Schaller et al., 2000)
(Qin et al., 2016)
𝑝𝑟𝑚𝑢, 𝑔𝑡𝑎, 𝑙𝑒𝑎𝑟𝑛 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗, ∑ 𝑤𝑗𝐶𝑗 y
𝐿𝑚𝑎𝑥
Construcción, búsqueda y lower
bound x x
RBSR, GSPT-LE, GASPT-LE, GSWPT,
GEDD, GA, QDEA
Producción de paneles
sándwich de nido de abeja
de aluminio
(Celano et al., 2011) 𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢, 𝑏𝑙𝑜𝑐𝑘,
𝑤𝑜𝑟𝑘 𝑠𝑘𝑖𝑙𝑙𝑠 | 𝐶𝑚𝑎𝑥
Búsqueda: codificación de
solución, tiempos de inicio x GA (Schaller et al., 2000)
(Cho & Ahn, 2003) 𝑠𝑟𝑓 | ∑ 𝑇𝑗 -- x x Híbrido basado en GA --
(França et al., 2005) 𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥 Búsqueda: codificación de
solución, tiempo de terminación x x Multistart, GA, MA (Schaller et al., 2000)
(Hamed Hendizadeh
et al., 2008)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠 |
𝐶𝑚𝑎𝑥
Búsqueda: tiempos de inicio y
terminación x
TS con variaciones de memoria, frecuencia
y elitismo, MA
(Schaller et al., 2000),
(França et al., 2005)
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
39
Tabla 2-3: (continuación)
Autores Problema
𝐹𝑚 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
Único objetivo
(Lin, Ying, et al.,
2009)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢,
𝑛𝑜𝑛 𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗, ∑ 𝑤𝑗𝐶𝑗,
𝑇𝑚𝑎𝑥, ∑ 𝑇𝑗 y ∑ 𝑤𝑗𝑇𝑗
Búsqueda: codificación de la
solución para el 𝑛𝑜𝑛 𝑝𝑟𝑚𝑢,
tiempo de terminación
x SA, GA, TS (Schaller et al., 2000), (França
et al., 2005), aleatoria
(Lin, Gupta, et al.,
2009)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x SA
(Schaller et al., 2000), (França
et al., 2005), (Hamed Hendizadeh
et al., 2008)
(Ying et al., 2010)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢,
𝑛𝑜𝑛 𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗, ∑ 𝑤𝑗𝐶𝑗,
𝑇𝑚𝑎𝑥, ∑ 𝑇𝑗 y ∑ 𝑤𝑗𝑇𝑗
Búsqueda: tiempo de terminación x SA Aleatoria
(H.-M. Cheng &
Ying, 2011) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x IG de dos niveles (Schaller et al., 2000)
(Lin et al., 2011) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x x MSA
(Schaller et al., 2000), (França
et al., 2005), (Hamed Hendizadeh
et al., 2008), (Lin, Gupta, et al.,
2009), aleatoria
(Bouabda et al.,
2011)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x x Híbrido entre GA y Branch-Bound (Schaller et al., 2000)
(C.-F. Chen et al.,
2013)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑡𝑗 |
𝐶𝑚𝑎𝑥 Búsqueda x GA modificado, ACO modificado
(Schaller et al., 2000), (França
et al., 2005), (Lin, Ying, et al.,
2009)
(Eddaly et al., 2013) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥 Búsqueda: tiempo de despacho x EDA-ILS (Schaller et al., 2000), (França
et al., 2005)
(Ibrahem et al.,
2014)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
∑ 𝐶𝑗 Búsqueda: función fitness x GA, PSO (Salmasi et al., 2011)
(Liou & Hsieh, 2015) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑡𝑗 |
𝐶𝑚𝑎𝑥
Lower bound y búsqueda:
codificación de la solución,
tiempo de terminación
x PSO-GA Aleatoria
40 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-3: (continuación)
Autores Problema
𝐹𝑚 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
Único objetivo
(Costa et al., 2017) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥
Búsqueda: codificación de la
solución x HGA (Salmasi et al., 2011)
Multiobjetivo
(Hamed Hendizadeh
et al., 2007)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢,
𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥, ∑ 𝐹𝑗
Lower bound y búsqueda:
tiempos de inicio y terminación x x Branch-Bound modificado, MOGA (Schaller et al., 2000), aleatoria
(Lin & Ying, 2012)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗 y
𝐶𝑚𝑎𝑥, ∑ 𝑇𝑗
Búsqueda: tiempo de terminación x x Híbrido entre SA y Multistart
(TLMSA) (Schaller et al., 2000)
(Venkataramanaiah,
2008)
𝑚𝑖𝑠𝑠 | ∑(𝑤1𝐶𝑚𝑎𝑥 +
𝑤2𝐹𝑗 + 𝑤3𝐼) Construcción y búsqueda x x
Híbrido basado en SA, integrando
reglas de despacho Aleatoria
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝐹𝑗: tiempo de flujo total, ∑ 𝐶𝑗: tiempo de terminación total, ∑ 𝑤𝑗𝐶𝑗: tiempo de terminación ponderado total, 𝐿𝑚𝑎𝑥: demora máxima, ∑ 𝑇𝑗: tardanza total,
∑ 𝑤𝑗𝑇𝑗: tardanza total ponderada, 𝑇𝑚𝑎𝑥: tardanza máxima, ∑ 𝐼: tiempo de ocio total de las máquinas; 𝑠𝑓: tiempo de preparación independiente de la secuencia, 𝑠𝑟𝑓: tiempo de preparación
dependiente de la secuencia, 𝑝𝑟𝑚𝑢: permutación, 𝑛𝑜𝑛 𝑝𝑟𝑚𝑢: sin permutación, 𝑓𝑚𝑙𝑠: familias de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo, 𝑔𝑡𝑎: tecnología de grupos, 𝑡𝑗: tiempos de transporte/remoción,
𝑙𝑒𝑎𝑟𝑛: efecto de aprendizaje, 𝑚𝑖𝑠𝑠: operaciones faltantes; CDS: heurística de Campbell-Dudek-Smith, NEH: heurística Nawaz-Enscore-Ham, CMD: heurística CDS-NEH-Descenso, TS: búsqueda tabú, GA: algoritmo genético, SA: templado simulado, MA: algoritmo memético, ACO: optimización por colonia de hormigas, PSO: optimización por enjambre de partículas, EDA: algoritmo de estimación de distribución, IG: algoritmo voraz iterado, ILS: algoritmo de búsqueda local iterado, MSA: algoritmo Multistart-SA, HGA: GA híbrido, MOGA: GA multiobjetivo. Fuente: Autor.
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
41
Tabla 2-4: Enfoques de programación matemática para el FSGSP de múltiples máquinas
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Único objetivo
(Salmasi
et al., 2010)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗
MILP
Lower
Bound
- Tiempo de terminación de trabajo en ‘slot’
- Tiempo de terminación de ‘slot’ en máquina
- Tiempo de preparación de grupo asignado a ‘slot’
- Asignación de grupo en ‘slot’ (Binaria)
- Secuencia de trabajos (Binaria)
- Asignación en secuencia de grupos en ‘slot’ (Binaria)
x x x
Branch-Price (ILOG
CPLEX), TS, ACO-
NEH (HACO)
(Schaller et al.,
2000), aleatoria
(Salmasi
et al., 2011)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥
MILP:
Salmasi
et al.,
2010
- Tiempo de terminación de trabajo en ‘slot’
- Tiempo de terminación de ‘slot’ en máquina
- Tiempo de preparación de grupo asignado a ‘slot’
- Asignación de grupo en ‘slot’ (Binaria)
- Secuencia de trabajos (Binaria)
- Asignación en secuencia de grupos en ‘slot’ (Binaria)
x HACO Aleatoria
(Naderi &
Salmasi,
2012)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗 MILP
Modelo 1
- Tiempo de terminación de último trabajo de grupo
- Tiempo de inicio de primer trabajo de grupo
- Tiempo de terminación de trabajo en máquina
- Secuencia de trabajos (Binaria)
- Secuencia de grupos (Binaria)
Modelo 2
- Tiempo de terminación de último trabajo de grupo
- Tiempo de inicio de primer trabajo de grupo
- Tiempo de terminación de trabajo en posición de grupo
- Asignación de trabajo en posición de grupo (Binaria)
- Secuencia de grupos (Binaria)
x x MILP (ILOG CPLEX),
GSA
(Salmasi et al.,
2010)
(Solimanpur &
Elmi, 2011)
𝑓𝑚𝑙𝑠, 𝑏𝑙𝑜𝑐𝑘 |
𝐶𝑚𝑎𝑥 ILP
- Tiempo de terminación de trabajo de familia en máquina
- Tiempo de inicio de procesamiento de familia en máquina
- Tiempo de terminación de procesamiento de familia en máquina
- Determinación de secuencia parcial de familias (Binaria)
- Determinación de secuencia parcial de trabajos en familia (Binaria)
- Tiempo de terminación máximo
x x TS-NEH Aleatoria
42 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-4: (continuación)
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Único objetivo
(Lin & Ying,
2019)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑛𝑤𝑡 | 𝐶𝑚𝑎𝑥
ATSP/
BIP
- Asignación de ciudades (trabajos) en secuencia (Binaria)
- Asignación de ciudades (trabajos) en secuencia dentro de familia
(Binaria)
x x LKH
(Schaller et al.,
2000), (França
et al., 2005)
(Gelogullari &
Logendran,
2010)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑝𝑟𝑚𝑢,
𝑓𝑚𝑙𝑠 | ∑ 𝐶𝑗 MILP
- Tiempo de terminación de tipo de tablero asignado a ‘slot’
- Tiempo total de preparación antes de ‘slot’ en máquina
- Tipo de tablero de grupo es asignado a ‘slot’ (Binaria)
- Preparación es requerida entre grupos en ‘slot’ (Binaria)
- Componente reside en alimentador en ‘slot’ (Binaria)
- Preparación es requerida en alimentador en ‘slot’ (Binaria)
x x TS, CG-Branch-Price
Producción de
tableros de
circuito impreso,
aleatoria
(Ying et al.,
2012)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑛𝑤𝑡 | 𝐶𝑚𝑎𝑥 MILP
- Tiempo de ocio de máquina antes de inicio de trabajo en la
secuencia
- Tiempo de demora en la primera máquina entre el inicio de
trabajos debido a la restricción de no espera (no-wait)
- Tiempo de terminación de trabajo en secuencia
- Secuenciación de familias (Binaria)
- Secuenciación de trabajos en familias (Binaria)
- Posición de trabajos (Binaria)
- Posición de trabajos en secuencia (Binaria)
x x GA, SA, IG
(Schaller et al.,
2000), (França
et al., 2005)
(Behjat &
Salmasi,
2017)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑛𝑤𝑡 | ∑ 𝐶𝑗
MILP:
Naderi-
Salmasi,
2012
- Tiempo de terminación de último trabajo de grupo
- Tiempo de inicio de primer trabajo de grupo
- Tiempo de terminación de trabajo en máquina
- Secuencia de trabajos (Binaria)
- Secuencia de grupos (Binaria)
x PSO modificado, VNS
modificado (Salmasi, 2005)
(Keshavarz
et al., 2014)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗
MILP:
Salmasi
et al.,
2010
Lower
Bound
Descomposición de Dantzig-Wolfe
- Tiempo de terminación de trabajo perteneciente a grupo en
máquina
- Programa es seleccionado en máquina (Binaria)
x x Branch-Price, Branch-
Bound, GA modificado
(Salmasi et al.,
2010)
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
43
Tabla 2-4: (continuación)
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Único objetivo
(Keshavarz
et al., 2019)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 |
∑(𝑤𝑗𝐸𝑗 +
𝑤𝑗𝑇𝑗)
MILP:
Naderi-
Salmasi,
2012
Lower
Bound
MILP
- Tiempo de terminación de trabajo de grupo en máquina
- Tiempo de terminación de grupo en máquina
- Tiempo de inicio de grupo en máquina
- Anticipación de trabajo de grupo
- Tardanza de trabajo de grupo
- Secuencia de trabajos (Binaria)
- Secuencia de grupos (Binaria)
Descomposición de Dantzig-Wolfe
- Programa es seleccionado en máquina (Binaria)
x x x
MILP, Branch-Price
(ILOG CPLEX), reglas
de secuenciación:
EDD, LTER y METSM;
HPSO
(Salmasi et al.,
2010), aleatoria
(Costa et al.,
2020)
𝑠𝑟𝑓, 𝑏𝑙𝑜𝑐𝑘 |
𝐶𝑚𝑎𝑥 MILP
- Tiempo de terminación de trabajo procesado en ‘slot’ de grupo
- Tiempo de inicio de grupo en máquina
- Tiempo de terminación de grupo en máquina
- Tiempo de terminación máximo
- Asignación de grupo a ‘slot’ en secuencia (Binaria)
- Asignación de trabajo a ‘slot’ de grupo (Binaria)
x x
MILP (ILOG CPLEX),
Parallel Self-Adaptive
GA (PSAGA)
Aleatoria
Multiobjetivo
(Lu &
Logendran,
2013)
𝑠𝑟𝑓, 𝑟𝑗, 𝑀𝑗 |
∑ 𝑤𝑗𝐶𝑗,∑ 𝑤𝑗𝑇𝑗 MILP
- Tardanza de trabajo en grupo
- Tiempo de terminación de trabajo en ‘slot’
- Tiempo de terminación de ‘slot’ en máquina
- Tiempo de preparación para un grupo asignado a ‘slot’
- Asignación de grupo a ‘slot’ (Binaria)
- Secuencia de trabajos (Binaria)
- Asignación de grupo a ‘slot’ en secuencia (Binaria)
x TS modificado (Schaller et al.,
2000), aleatoria
44 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-4: (continuación)
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Multiobjetivo
(Yazdani
Sabouni &
Logendran,
2018)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑓𝑚𝑙𝑠 |
∑ 𝑤𝑗𝐹𝑗,∑ 𝑤𝑗𝑇𝑗
MILP
Lower
Bound
- Tiempo de terminación de grupo de tablero asignado a ‘slot’
- Tiempo de terminación de ensamble de tablero de grupo
- Tiempo de terminación de ‘kitting’ de tablero de grupo
- Tiempo de preparación requerido para asignar grupo de tablero a
‘slot’
- Tiempo de terminación de ‘kitting’ de grupo de tablero asignado a
‘slot’
- Tardanza de tablero de grupo en máquina
- Componente requerido para el grupo asignado a ‘slot’ en
alimentador
- Asignación de grupo de tablero a ‘slot’ (Binaria)
- Secuencia de tableros en grupo (Binaria)
- Requerimiento de componente en alimentador para grupo
asignado a ‘slot’ (Binaria)
- Preparación requerida en alimentador en ‘slot’ (Binaria)
x x x
MILP, Branch-Price
(ILOG CPLEX), CFIM1,
CFIM2, TS
Producción de
tableros de
circuito impreso
(Khalid
et al., 2019)
𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢
| 𝑊𝐼𝑃,
𝑎𝑣. 𝑢𝑡𝑖𝑙
ILP
- Tiempo de llegadas de partes en máquinas
- Tiempo de inicio de partes en máquinas
- Tiempo de terminación de partes en máquinas
- Tiempo de espera en cola de partes en máquinas
x x
Reglas de
secuenciación, NEH,
GA, PSO, NEPSO
Industria
automotriz
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝑤𝑗𝐹𝑗: tiempo de flujo ponderado total, ∑ 𝐶𝑗: tiempo de terminación total, ∑ 𝑤𝑗𝐶𝑗: tiempo de terminación ponderado total, ∑(𝑤𝑗𝐸𝑗 + 𝑤𝑗𝑇𝑗): anticipación
y tardanza ponderadas totales, ∑ 𝑤𝑗𝑇𝑗: tardanza ponderada total, 𝑊𝐼𝑃: inventario en proceso, 𝑎𝑣. 𝑢𝑡𝑖𝑙: utilización promedio; 𝑠𝑟𝑓: tiempo de preparación dependiente de la secuencia, 𝑝𝑟𝑚𝑢:
permutación, 𝑓𝑚𝑙𝑠: familias de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo, 𝑛𝑤𝑡: sin esperas, 𝑀𝑗: disponibilidad de máquinas, 𝑟𝑗: liberación de pedidos; MILP: programación lineal entera mixta, ILP:
programación lineal entera, ATSP: problema del agente viajero asimétrico, BIP: programación entera binaria; NEH: heurística Nawaz-Enscore-Ham, LKH: algoritmo Lin-Kernighan-Helsgaun, IG: algoritmo voraz iterado, TS: búsqueda tabú, ACO: optimización por colonia de hormigas, HACO: híbrido entre ACO y NEH, GA: algoritmo genético, SA: templado simulado, GSA: híbrido entre GA y SA, PSO: optimización por enjambre de partículas, VNS: búsqueda en vecindario variable, HPSO: híbrido basado en PSO, NEPSO: híbrido entre NEH y PSO, CFIM: algoritmo de movimientos de mejora hacia adelante en ciclos. Fuente: Autor.
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
45
Dentro de las formulaciones de programación matemática para el FSGSP de múltiples
máquinas, los modelos MILP se destacan en la literatura encontrada. Las formulaciones
presentadas por (Salmasi et al., 2010) y (Naderi & Salmasi, 2012), basadas en el
mecanismo de lower bound propuesto por (Logendran et al., 2006) son las formulaciones
más reconocidas para el problema con las características de tiempos de preparación
dependientes de la secuencia (𝑠𝑟𝑓𝑖 ), familia de productos (𝑓𝑚𝑙𝑠) y permutación (𝑝𝑟𝑚𝑢).
Los modelos MILP propuestos se pueden subdividir de acuerdo con el concepto con que
la secuencia de los grupos y de los trabajos dentro de los grupos es conformada. Un
concepto está basado en una secuencia mediante ranuras o ‘slots’, en donde se requieren
variables binarias de asignación de grupos y de trabajos a estos ‘slots’, como en los
modelos propuestos por (Salmasi et al., 2010), (Gelogullari & Logendran, 2010), (Costa
et al., 2020), (Lu & Logendran, 2013) y (Yazdani Sabouni & Logendran, 2018). Otro
concepto está relacionado con el uso de variables binarias de secuenciación de grupos y
de trabajos en cada grupo. Este concepto es usado en los modelos formulados por (Naderi
& Salmasi, 2012), (Ying et al., 2012), (Behjat & Salmasi, 2017) y (Keshavarz et al., 2019).
(Naderi & Salmasi, 2012) propusieron dos modelos matemáticos (modelo 1 y modelo 2),
que resultaron ser más eficientes que el modelo propuesto por (Salmasi et al., 2010), en
donde el modelo 2 logró resolver de manera óptima el FSGSP para celdas de manufactura
hasta con 6 máquinas, 10 grupos, 56 trabajos y 10 trabajos en cada grupo. (Keshavarz
et al., 2014) propusieron un algoritmo Branch-Price para resolver el MILP formulado por
(Salmasi et al., 2010), utilizando el método de descomposición de Dantzig-Wolfe y, de este
modo, obtener lower bounds para el problema. (Keshavarz et al., 2019) también utilizaron
este método para obtener lower bounds en la optimización de la anticipación y tardanza
ponderadas totales. Otras características como la no espera (𝑛𝑤𝑡) (Behjat & Salmasi,
2017; Lin & Ying, 2019; Ying et al., 2012), la liberación de pedidos (𝑟𝑗) y disponibilidad de
máquinas (𝑀𝑗) (Lu & Logendran, 2013) y el bloqueo (𝑏𝑙𝑜𝑐𝑘) (Costa et al., 2020; Solimanpur
& Elmi, 2011) también han sido consideradas en las formulaciones matemáticas del
problema. A continuación, se presenta el modelo 2 formulado por (Naderi & Salmasi, 2012)
para el problema 𝐹𝑚|𝑠𝑟𝑓 , 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢| ∑ 𝐶𝑗.
46 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Notación y parámetros
𝑁 número de trabajos
𝑚 número de máquinas
𝑔 número de grupos/familias de productos
𝐺𝑘 conjunto que incluye los trabajos que pertenecen al grupo 𝑘 ∈ {1, 2, … , 𝑔}
𝑁𝑘 número de trabajos en grupo 𝑘, es decir 𝑁𝑘 = |𝐺𝑘|
𝑗 índice para trabajos, 𝑗 ∈ {1, 2, … , 𝑁}
𝑙 índice para ‘slots’ 𝑙 ∈ {1, 2, … , 𝑁𝑘}
𝑖 índice para máquinas, 𝑖 ∈ {1, 2, … , 𝑚}
𝑡, 𝑘 índice para grupos, 𝑡, 𝑘 ∈ {1, 2, … , 𝑔}
𝑝𝑗𝑖 tiempo de procesamiento del trabajo 𝑗 en la máquina 𝑖
𝑠𝑡𝑘𝑖 tiempo de preparación del grupo 𝑘 procesado inmediatamente después del
grupo 𝑡 en la máquina 𝑖
𝑀 número positivo grande
Variables de decisión
𝐹𝑘𝑖 tiempo de terminación del último trabajo del grupo 𝑘 en la máquina 𝑖
𝑆𝑘𝑖 tiempo de inicio del primer trabajo del grupo 𝑘 en la máquina 𝑖
𝐶𝑘𝑙𝑖 tiempo de terminación del trabajo en la posición 𝑙 del grupo 𝑘 en la máquina 𝑖
𝑋𝑗𝑙 1, si el trabajo 𝑗 ocupa la posición 𝑙 del grupo 𝑘. ∀ 𝑘, 𝑗 ∈ 𝐺𝑘 , 𝑖 = {1, … , 𝑛𝑘}.
0, de lo contrario.
𝑈𝑡𝑘 1, si el grupo 𝑘 es procesado inmediatamente después del grupo 𝑡.
En la formulación matemática propuesta por (Naderi & Salmasi, 2012), se estableció como
función objetivo la minimización del tiempo de terminación total, como se muestra en la
ecuación (2.7). La restricción (2.8) asegura que las máquinas inicien el procesamiento de
los trabajos que pertenecen al grupo 𝑘, después de la suma del tiempo de terminación del
grupo anterior 𝑡 y el tiempo de preparación en la máquina 𝑖. El conjunto de restricciones
(2.9) y (2.10) aseguran que cada grupo solo tenga exactamente un grupo precedente y al
menos un grupo sucesor, respectivamente. Para la asignación de la secuencia de los
grupos, se definió un grupo de referencia, el cual se asigna en el primer ‘slot’ mediante la
restricción (2.11). La restricción (2.12) permite que cada grupo pueda ser procesado antes
o después de otro grupo. Las restricciones (2.13) y (2.14) aseguran que cada trabajo ocupe
exactamente un ‘slot’ en el grupo al que pertenecen, y que cada ‘slot’ de cualquier grupo
contenga únicamente un trabajo perteneciente a ese grupo, respectivamente. El
procesamiento de un trabajo puede iniciar cuando el procesamiento del trabajo en el ‘slot’
anterior y en la máquina anterior hayan terminado, a través de las restricciones (2.15) y
(2.16). La restricción (2.17) asegura que el procesamiento del trabajo en el primer ‘slot’
inicia cuando el procesamiento del grupo inicia. La restricción (2.18) establece que el
tiempo de terminación de un grupo debe ser mayor que el tiempo de terminación del trabajo
48 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
en el último ‘slot’. Finalmente, la restricción (2.19) define las variables continuas y binarias
del modelo, así como los valores iniciales de algunas de ellas.
2.3. Enfoques matemáticos y métodos de solución para el UAFLP
El UAFLP puede ser definido considerando una región rectangular dada con dimensiones
𝐿 y 𝑊, para largo y ancho, respectivamente, la cual es dividida en 𝑛 departamentos, cuyos
requerimientos de área (𝑎𝑖) son conocidos, de tal manera que la suma de los flujos de los
materiales entre pares de departamentos 𝑖 y 𝑗 (𝑓𝑖𝑗) se optimicen (Armour & Buffa, 1963;
Kulturel-Konak et al., 2004). Este objetivo está sujeto a un conjunto de restricciones, las
cuales incluyen que 1) todos los departamentos deben ser localizados dentro de la región
rectangular o instalación, 2) los departamentos no deben sobreponerse entre ellos, y 3) la
dimensión de los departamentos (ancho, 𝑙𝑖𝑥, y alto, 𝑙𝑖
𝑦) deben satisfacer ciertos
requerimientos de aspecto (𝛽𝑖) (Komarudin & Wong, 2010; Meller & Gau, 1996). La
solución para el UAFLP es una distribución de bloques que representa la instalación y
especifica la ubicación y forma de los departamentos dentro de misma (Jankovits et al.,
2011; Kulturel-Konak & Konak, 2011a, 2013).
Los flujos de materiales entre departamentos, también conocido como el costo de manejo
de materiales (material handling cost, MHC), se consideran una métrica basada en la
distancia, la cual puede ser definida de acuerdo con diferentes normas. La distancia
rectilínea (también conocida como distancia Manhattan), la distancia euclidiana, la
distancia euclidiana cuadrada y la distancia Chebyshev son algunas de las normas de
distancia conocidas (Gonçalves & Resende, 2015; Xie et al., 2018). La distancia rectilínea
es la norma de distancia más aplicada en los problemas de layout de la vida real (Bozer &
Wang, 2012; Gonçalves & Resende, 2015; Logendran & Kriausakul, 2006), sin embargo,
las normas de distancia euclidiana y Chebyshev también son consideradas en el diseño
de plantas y otras instalaciones (Xie et al., 2018). El MHC es considerado como el criterio
principal para la optimización del UAFLP (Drira et al., 2007; Meller & Gau, 1996).
La Tabla 2-5 y la Tabla 2-6 presentan los enfoques de no programación matemática y de
programación matemática, respectivamente, encontrados en la revisión de literatura para
el UAFLP estático.
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
49
Tabla 2-5: Enfoques de no programación matemática para el UAFLP
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Único objetivo
(K.-Y. Lee et al.,
2003) MF
Función fitness, estructura
de paredes y pasajes
internos
x GA Aleatoria, problema de compartimiento de
barco
(Paul et al., 2006) MF
Función fitness, estructura
de paredes y pasajes
internos
x PSO Aleatoria
(Scholz et al.,
2009) MHC Curvas límite, STS x TS
(Armour & Buffa, 1963; Bazaraa, 1975;
Meller et al., 1998; van Camp et al., 1992)
(Komarudin &
Wong, 2010) MHC Función fitness, STS x AS
(Armour & Buffa, 1963; Q. Liu & Meller,
2007; Meller et al., 1998; van Camp,
1989; van Camp et al., 1992)
(Wong &
Komarudin, 2010) MHC Función fitness, FBS x AS
(Armour & Buffa, 1963; Bozer et al., 1994;
Q. Liu & Meller, 2007; Meller et al., 1998;
Tate & Smith, 1995; van Camp, 1989)
(Komarudin &
Wong, 2012) MHC FBS x AS
(Armour & Buffa, 1963; Bozer et al., 1994;
Q. Liu & Meller, 2007)
(Kulturel-Konak &
Konak, 2011b) MHC FBS x ACO
(Armour & Buffa, 1963; Bazaraa, 1975;
Dunker et al., 2003; Gau & Meller, 1999;
Komarudin & Wong, 2010; Q. Liu &
Meller, 2007; Meller, 1992; Montreuil
et al., 2004; Nugent et al., 1968; Tam,
1992a; Tate & Smith, 1995; van Camp
et al., 1992)
(Kulturel-Konak &
Konak, 2011a) MHC FBS x x
Híbrido entre PSO y hill
climbing local search
algorithm
(Armour & Buffa, 1963; Bazaraa, 1975;
Dunker et al., 2003; Gau & Meller, 1999;
Komarudin & Wong, 2010; Q. Liu &
Meller, 2007; Meller, 1992; Montreuil
et al., 2004; Nugent et al., 1968; Tam,
1992a; Tate & Smith, 1995; van Camp
et al., 1992)
50 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-5: (continuación)
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Único objetivo
(Kulturel-Konak,
2012) MF
FBS, programación lineal
incrustada en algoritmo x
Programación lineal
incrustada en TS
(Armour & Buffa, 1963; Bazaraa, 1975;
Bozer & Wang, 2012; Gau & Meller, 1999;
Q. Liu & Meller, 2007; Meller, 1992;
Montreuil et al., 2004; Nugent et al., 1968;
Tam, 1992a)
(Xiao et al., 2016) Distancia de
viaje total
Programación lineal
incrustada en algoritmo x
Programación lineal de
zona incrustada en SA (Q. Liu & Meller, 2007; Meller et al., 1998)
(Ulutas & Kulturel-
Konak, 2012) MHC FBS x CSA
(Armour & Buffa, 1963; Bazaraa, 1975;
Dunker et al., 2003; Gau & Meller, 1999;
Tam, 1992a; van Camp et al., 1992; VIP-
PLANOPT, Engineering Optimization
Software, 2005)
(Ulutas, 2012) MF FBS x CSA (Armour & Buffa, 1963)
(Ulutas & Kulturel-
Konak, 2013) MHC Función fitness, FBS x CSA
(Armour & Buffa, 1963; Dunker et al.,
2003; McKendall Jr. & Hakobyan, 2010;
van Camp et al., 1992)
(Paes et al., 2017) MHC Estrategia de ubicación de
instalación x
GA, GA con restricciones
de cuadrante y fases de
descomposición
(Gonçalves & Resende, 2015; Imam &
Mir, 1993, 1998; Mir & Imam, 1996, 2001;
VIP-PLANOPT, Engineering Optimization
Software, 2005)
(Ingole & Singh,
2017) MHC Función fitness, SBL x FA (Nugent et al., 1968), aleatoria
(Palomo-Romero
et al., 2017) MHC Función fitness, FBS x
GA de modelo de isla
(IMGA)
(Armour & Buffa, 1963; Bazaraa, 1975;
Bozer & Meller, 1997; Komarudin & Wong,
2010; Q. Liu & Meller, 2007; Tate & Smith,
1995; van Camp et al., 1992)
(García-
Hernández et al.,
2013)
Criterio de
expertos FBS x GA interactivo
Caso del matadero de ovinos, (Aiello
et al., 2006)
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
51
Tabla 2-5: (continuación)
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Único objetivo
(García-
Hernández et al.,
2019)
MF Función fitness, FBS x CRO
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Armour &
Buffa, 1963; Bazaraa, 1975; Bozer et al.,
1994; Bozer & Meller, 1997; Dunker et al.,
2003; Komarudin & Wong, 2010; Q. Liu &
Meller, 2007; van Camp et al., 1992)
(García-
Hernández, Salas-
Morera, Carmona-
Muñoz, García-
Hernández, et al.,
2020)
MHC Función fitness, FBS x CRO de modelo de islã
(IMCRO)
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Armour &
Buffa, 1963; Bazaraa, 1975; Bozer &
Meller, 1997; Dunker et al., 2003; Q. Liu &
Meller, 2007; Meller et al., 1998; van
Camp et al., 1992; Wong & Komarudin,
2010, 2010)
(Salas-Morera
et al., 2020)
Criterio de
expertos
Evaluación mediante
seguimiento de ojos x Híbrido entre PSO y SA
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Aiello et al.,
2006)
(García-
Hernández et al.,
2015)
Criterio de
expertos FBS x
GA combinado con
métodos de nichos
Caso del matadero de ovinos, (Aiello
et al., 2006)
Multiobjetivo
(Y. H. Lee & Lee,
2002) MHC, SAC SBL x HGA (TS/SA + GA) (Nugent et al., 1968; Tam, 1992a, 1992b)
(Aiello et al., 2006) MHC, WA,
DR, AR FBS x x NSGA-2, ELECTRE Aleatoria
(Aiello et al., 2012) MHC, WA,
DR, AR STS x MOGA Aleatoria
(Aiello et al., 2013) MHC, AR,
CR, DR STS x x NRGA, ELECTRE
(Armour & Buffa, 1963; M.-J. Wang et al.,
2005)
52 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-5: (continuación)
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Multiobjetivo
(La Scalia et al.,
2019) MHC, AR STS x FA (Armour & Buffa, 1963)
(Ripon et al.,
2011) MHC, CR STS x NSGA-2 (Komarudin & Wong, 2010)
(García-
Hernández et al.,
2014)
MHC, CR,
DR
Representación mediante
matriz de tres filas x
GA, combinado con redes
neuronales artificiales Caso del matadero de ovinos
(García-
Hernández, Salas-
Morera, Carmona-
Muñoz, Abraham,
et al., 2020)
MHC y
criterio de
expertos
FBS x CRO interactivo
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Aiello et al.,
2006)
(Ripon et al.,
2013) MHC, CR STS x x
Híbrido entre VNS y
búsqueda adaptativa local (Komarudin & Wong, 2010)
(Hou et al., 2019) MHC, CR
STS, método de
segmentación de plano
binario
x GA con codificación por
capas
(Armour & Buffa, 1963; Bazaraa, 1975;
Bozer & Meller, 1997; Komarudin & Wong,
2010; Q. Liu & Meller, 2007; Meller et al.,
1998; Montreuil et al., 2004; van Camp
et al., 1992)
(J. Liu & Liu, 2019) MHC, CR
FBS, estrategia de
deformación de
departamentos
x x MOACO
(Armour & Buffa, 1963; Dunker et al.,
2003; Meller et al., 1998; van Camp et al.,
1992)
(J. Liu, Liu, Liu,
et al., 2020)
MHC, CR,
DR, AR FBS x CSE
(Aiello et al., 2012, 2013; Armour & Buffa,
1963; Dunker et al., 2003; Meller et al.,
1998; van Camp et al., 1992)
MHC/MF: costo de manejo de materiales/flujo de materiales, SAC: costo de área sin usar, CR: relación de cercanía, WA: adyacencia ponderada, DR: requerimiento de distancia, AR: requerimiento de tasa de aspecto; SBL: distribución de bloque basada en la forma, STS: estructura de árbol de corte, FBS: estructura de bahía flexible; GA: algoritmo genético, TS: búsqueda tabú, SA: templado simulado, AS: sistema de hormigas, ACO: optimización por colonia de hormigas, PSO: optimización por enjambre de partículas, VNS: búsqueda de vecindario variable, CSA: algoritmo de selección clonal, FA: algoritmo de luciérnaga, CRO: optimización por arrecifes de coral, CSE: algoritmo evolutivo de espacio de configuración, HGA: GA híbrido, NSGA-2: GA de clasificación no dominada, MOGA: GA multiobjetivo, MOACO: ACO multiobjetivo. Fuente: Autor.
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
53
Tabla 2-6: Enfoques de programación matemática para el UAFLP
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Sherali et al.,
2003) MF MIP
- Distancia rectilínea entre departamentos
- Coordenadas de centroide de departamentos
- Mitad de lado (ancho, alto) de departamento
- Ubicación relativa de departamentos (Binaria)
x MIP (ILOG
CPLEX) (Meller et al., 1998)
(Castillo &
Westerlund,
2005)
MF MIP
- Ancho y alto de departamentos
- Coordenadas de centroide de departamentos
- Distancia rectilínea entre departamentos
- Relación 1/ancho de departamento
- Prevención de sobreposición (Binaria)
x MIP (ILOG
CPLEX) (Meller et al., 1998)
(Konak et al.,
2006) MF MIP, FBS
- Ancho y alto de departamentos
- Alto de departamento en bahía
- Coordenadas de centroide de departamentos
- Distancia rectilínea entre departamentos
- Asignación de departamentos a bahías (Bin.)
- Ubicación relativa de departamentos (Binaria)
- Ocupación de bahías (Binaria)
x MIP (ILOG
CPLEX)
(Meller et al., 1998; Sherali
et al., 2003)
(Chae &
Peters, 2006) MF MIP, FBS
- Coordenada de centroide de departamentos
- Ancho de departamentos/bahias
- Distancia rectilínea entre departamentos
- Ubicación relativa de departamentos (Binaria)
x x MIP (ILOG
CPLEX), MA
(Bozer et al., 1994; Meller,
1997; Meller & Bozer, 1996)
(Q. Liu &
Meller, 2007) MF
MIP: Sherali
et al, (2003),
representaci
ón de par de
secuencias
- Distancia rectilínea entre departamentos
- Coordenadas de centroide de departamentos
- Mitad de lado (ancho, alto) de departamento
- Ubicación relativa de departamentos (Binaria)
x GA
(Armour & Buffa, 1963;
Bazaraa, 1975; Bozer et al.,
1994; Bozer & Meller, 1997;
Kamoun & Yano, 1996;
Sherali et al., 2003; Tate &
Smith, 1995; van Camp
et al., 1992), aleatoria
(Meller et al.,
2007) MF
MIP: par de
secuencias
- Distancia rectilínea entre departamentos
- Coordenadas de centroide de departamentos
- Mitad de lado (ancho, alto) de departamento
- Ubicación relativa de departamentos (Binaria)
x MIP (ILOG
CPLEX) (Sherali et al., 2003)
54 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Castillo &
Sim, 2004) MHC
Spring-
embeddin
g
- Distancia euclidiana entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
x
Multiplicador de
Lagrange
aumentado
(Nugent et al., 1968)
(Jankovits
et al., 2011) MF
MPCC,
SDP
- Distancia entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables complementarias
x NLP (KNITRO),
SDP (SeDuMi)
(Armour & Buffa, 1963;
Nugent et al., 1968)
(Ahmadi &
Akbari
Jokar, 2016)
MHC
NLP:
Jankovits
et al.
(2011),
SDP
- Distancia entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables complementarias
x NLP (CPLEX,
KNITRO)
(Bazaraa, 1975; Bozer &
Meller, 1997; Meller et al.,
2007; van Camp et al., 1992)
(Anjos &
Vieira, 2016) MF
NLP:
Jankovits
et al.
(2011),
SDP
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Distancia objetivo generalizada (Fase 1)
- Linealización de la distancia rectilínea (Fase 2)
x SDP (SNOPT),
NLP (CPLEX)
(Armour & Buffa, 1963;
Bazaraa, 1975; Bozer &
Meller, 1997; Jankovits et al.,
2011; Q. Liu & Meller, 2007;
Meller et al., 2007; Nugent
et al., 1968; Tam, 1992a; van
Camp et al., 1992), aleatoria
(Anjos &
Vannelli,
2006)
MF
Modelo
ModCoAr,
MPEC
Modelo ModCoAr
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Distancia objetivo generalizada
- Tamaño relativo de departamentos
Modelo MPEC
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables complementarias
x MPEC
(MINOS) (Armour & Buffa, 1963)
(Castillo
et al., 2005) MF
MINLP,
MIP
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables de no sobreposición lineales (Binarias)
x
MIP (CPLEX),
Branch-Bound,
BARON, ECP,
OA (Alpha)
(Bazaraa, 1975; Meller et al.,
1998; van Camp et al., 1992)
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
55
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Alagoz et al.,
2008) MF NLP
- Distancia más corta usando la estructura de
isla entre el punto de salida y de entrada de
dos departamentos
- Longitud del arco entre dos departamentos
- Uso del arco al final de la estructura de isla
(Binaria)
x x x
Híbrido entre
NLP, enfoque
heurístico y GA
(Arapoglu et al., 2001;
Armour & Buffa, 1963)
(Chang & Ku,
2013) MHC
MINLP:
QCP, STS
- Distancia rectilínea entre departamentos
- Ancho y alto de departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos (Binaria)
x QCP incrustado
en HS
(Armour & Buffa, 1963;
Meller, 1992; Meller et al.,
1998; Nugent et al., 1968;
van Camp, 1989)
(Gonçalves &
Resende,
2015)
MHC MINLP
- Distancia rectilínea entre departamentos
- Ancho y alto de departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos -
horizontal y vertical (Binarias)
x x
Programación
lineal
incrustada en
BRKGA
No restringido: (Dunker
et al., 2003; Imam & Mir,
1993, 1998; Mir & Imam,
1996, 2001; Tam & Li, 1991;
VIP-PLANOPT, Engineering
Optimization Software,
2005); Restringido: (Armour
& Buffa, 1963; Bazaraa,
1975; Gau & Meller, 1999;
Q. Liu & Meller, 2007; Meller
et al., 1998; Montreuil et al.,
2004; Tam, 1992a; van
Camp et al., 1992)
(Chae &
Regan, 2016) MHC
MINLP, MIP:
Sherali et al.
(2003) y
Castillo &
Westerlund
(2005)
- Distancia rectilínea entre departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos -
izquierda y abajo (Binaria)
x MIP (CPLEX) (Meller et al., 1998)
56 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Kang & Chae,
2017) MF MINLP, STS
- Distancia rectilínea entre departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos -
izquierda y abajo (Binaria)
x HS
(Armour & Buffa, 1963;
Dunker et al., 2003; Q. Liu &
Meller, 2007; Meller et al.,
1998; Nugent et al., 1968; van
Camp et al., 1992)
(Allahyari &
Azab, 2018) MHC
MINLP,
dispositivos
de manejo y
bloques de
islas
- Distancia horizontal entre centro de
instalación y línea de referencia vertical
- Distancia vertical entre centro de instalación y
línea de referencia horizontal
- Ubicación de instalación en el mismo nivel
horizontal (Binaria)
- Ubicación de instalación fuera de los límites
horizontales y verticales (Binaria)
x x Híbrido entre
SA y Multistart
Producción de herramientas
para metalmecánica,
(Bazaraa, 1975; Khare et al.,
1988; Mir & Imam, 2001)
(Bozer &
Wang, 2012) MHC
MIP: par de
grafo
Representación de par de grafo para bordes de
instalación x
Programación
lineal basada
en grafo
incrustado en
SA
(Armour & Buffa, 1963;
Komarudin & Wong, 2010; Q.
Liu & Meller, 2007; Meller
et al., 1998; van Camp, 1989;
van Camp et al., 1992)
(Kulturel-
Konak &
Konak, 2013)
MF
MIP: Sherali
et al. (2003),
par de
forma/
ubicación
- Distancia rectilínea entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Ubicación relativa de departamentos (Binaria)
x
Programación
lineal
incrustada en
GA
(Armour & Buffa, 1963;
Bazaraa, 1975; Gau & Meller,
1999; Q. Liu & Meller, 2007;
Meller, 1992; Montreuil et al.,
2004; Nugent et al., 1968;
Tam, 1992a)
(Xie et al.,
2018) MHC MILP
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Distancia rectilínea entre departamentos
- Distancia basada en métrica (Rectilínea,
euclidiana, Chebyshev)
- Ubicación relativa de departamentos (Binaria)
- Variable de no sobreposición (Binaria)
x MILP (CPLEX)
(Bazaraa, 1975; Meller et al.,
1998; Montreuil et al., 2004;
van Camp et al., 1992)
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
57
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Ghassemi
Tari &
Neghabi,
2015)
TAR MILP
- Coordenadas del centroide de departamentos
- Distancias relativas entre departamentos
según su ubicación
- Distancia más cercana entre límites de
departamentos
- Grado de adyacencia entre departamentos
- Variables de no sobreposición (Binaria)
- Aseguramiento de adyacencia (Binaria)
- Satisfacción de longitud de límite común
mínimo entre departamentos
x MILP (CPLEX)
(Georgiadis et al., 1997;
Gonzalez & Realff, 1998;
Jayakumar & Reklaitis,
1996; Khare et al., 1988;
Meyers, 1986; Özyurt &
Realff, 1999; Penteado &
Ciric, 1996)
Multiobjetivo
(J. Liu, Liu,
Yan, et al.,
2020)
MHC,
CR
MILP,
estrategia
deformación
- Coordenadas del centroide de departamentos
- Valor de cercanía
- Variable de no sobreposición (Binaria)
x
Búsqueda local
con métodos
de nicho
(Armour & Buffa, 1963; Asl
et al., 2016; S. K. Das,
1993; Dunker et al., 2003;
Meller et al., 1998; Scholz
et al., 2009; van Camp,
1989; van Camp et al.,
1992)
(Turgay, 2018)
MHC,
RC, AU,
RF
MILP
- Cantidad demandada para materiales
- Operación de material en instalación (Binaria)
- Ubicación relativa de departamentos (Binaria)
x SA (Singh & Singh, 2010)
(M.-J. Wang
et al., 2005)
MF, SR,
AU QSC
- Distancia rectilínea entre departamentos
- Asignación de departamento en malla
(Binaria)
x GA
(Armour & Buffa, 1963;
Islier, 1998; Tompkins,
1996)
(Balamurugan
et al., 2006)
MHC,
AU NLP
- Distancia rectilínea entre máquinas y línea de
referencia
- Ancho y alto de instalación
- Área sin usar
- Máquina reemplaza a otra máquina (Binaria)
x GA Aleatoria
58 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Multiobjetivo
(Logendran &
Kriausakul,
2006)
MHC,
SC MBNLP
- Coordenadas de centro de la sección de
cruce de departamentos
- Coordenadas de esquina inferior izquierda de
departamento
- Distancia rectilínea entre centros de
departamentos
- Tasa de aspecto de departamentos
- Ancho de departamentos
- Distancia mayor o igual a la mitad de la suma
de los anchos de departamentos (Binaria)
x TS Aleatoria
(Balamurugan
et al., 2008)
MHC,
AU
NLP:
Balamuruga
n et al
(2006), SBL
- Número de viajes entre máquinas
- Distancia rectilínea entre máquinas
- Área sin usar
- Máquina reemplaza a otra máquina (Binaria)
x GA Producción de autopartes
(Saraswat
et al., 2015)
MF,
WIP,
NMHD
MILP:
Castillo &
Westerlund
(2005),
MINLP, par
secuencia
- Número mínimo de dispositivos de manejo
- WIP promedio en dispositivo y departamento
- Coordenadas del centroide de departamentos
- Distancia rectilínea entre departamentos
- Ancho y alto de departamentos
- Prevención de sobreposición (Binaria)
x MOSA
(Benjaafar, 2002; Q. Liu &
Meller, 2007; Meller et al.,
1998)
(J. Liu et al.,
2018)
MHC,
AV, AU
MINLP,
método
división
espacio
- Coordenadas del centroide de departamentos
- Distancia rectilínea entre departamentos
- Factor de adyacencia entre departamentos
x MOPSO
Producción de motores de
diesel, (Asl et al., 2016; S.
K. Das, 1993; Dunker et al.,
2003; Zhang et al., 2013)
MHC/MF: costo de manejo de materiales/flujo de materiales, CR: relación de cercanía, TAR: tasa de adyacencia total, SR: tasa de aspecto, SC: costo de forma, AU: utilización de área, WIP: inventario en proceso, NMHD, número de dispositivos de manejo, RC: costo de relocalización/re-disposición, RF: función de lejanía, AV: valores de adyacencia; SBL: distribución de bloques basada en la forma, STS: estructura de árbol de corte, FBS: estructura de bahía flexible; MIP/MILP: programación (lineal) entera mixta, NLP: programación no lineal, MINLP: programación no lineal entera mixta, MBNLP: programación no lineal binaria mixta, SDP: programación semidefinida, MPEC/MPCC: programa matemático con restricciones de equilibrio, QCP: programa restringido cuadráticamente, QSC: cobertura de conjunto cuadrático; BARON: Navegador de optimización de ramificación y reducción, ECP: plano de corte extendido, OA, aproximación exterior, GA: algoritmo genético, MA: algoritmo memético, HS: búsqueda armónica, TS: búsqueda tabú, SA: templado simulado, VNS: búsqueda en vecindario variable, PSO: optimización por enjambre de partículas, BRKGA: GA de clave aleatoria sesgada, MOSA: SA multiobjetivo, MOPSO: PSO multiobjetivo. Fuente: Autor.
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
59
Las tablas incluyen la información encontrada sobre los autores de la publicación, la
función objetivo optimizada, el enfoque matemático utilizado, los métodos de solución para
resolver el problema (Ex.: métodos exactos, He.: heurísticas, Me.: metaheurísticas, Mh.:
matheurísticas, Mc.: métodos multicriterio) y el caso de estudio o instancia aplicada para
el UAFLP.
Los enfoques matemáticos encontrados para el UAFLP en la literatura varían desde la
formulación de modelos de programación lineal y no lineal, hasta la optimización mediante
funciones de adaptación (fitness) en algoritmos de aproximación, en donde la función
objetivo es penalizada cuando algunas de las restricciones definidas para el problema se
incumple. Otros enfoques han abordado modelos de programación matemática
incrustados en heurísticas de mejora o metaheurísticas, métodos conocidos como
matheurísticas (Boschetti et al., 2009). En relación con los enfoques de no programación,
el uso de una función fitness es frecuente para evaluar la solución de un problema,
mientras que un mecanismo que represente la solución para el UAFLP siempre es
requerido con el fin de codificar y decodificar el problema en el algoritmo de solución. La
función fitness que se presenta en la ecuación (2.20) es la más frecuentemente encontrada
para evaluar el costo de manejo de materiales (MHC), el cual es el objetivo más utilizado
en la solución del UAFLP.
∑ ∑ 𝑓𝑖𝑗
𝑛
𝑗=1,𝑖≠𝑗
𝑑𝑖𝑗 + (𝐷𝑖𝑛𝑓)𝑘
(𝑉𝑓𝑒𝑎𝑠 − 𝑉𝑎𝑙𝑙), ∀ 𝑖, 𝑗 = 1, 2, … , 𝑛
𝑛
𝑖=1
(2.20)
en donde 𝑛 es el número de departamentos, 𝑓𝑖𝑗 representa el flujo de materiales o el costo
de manejo de materiales entre los departamentos 𝑖 y 𝑗, y 𝑑𝑖𝑗 es la distancia entre estos
departamentos. Este primer componente de la función fitness representa el MHC. El
segundo componente de la ecuación (2.20) hace referencia a una penalización para las
soluciones que incumplan la restricción relacionada con la tasa de aspecto de los
departamentos (𝛽𝑖). Esta tasa de aspecto está dada por la relación entre el máximo y el
mínimo de las dimensiones de los departamentos, es decir 𝛽𝑖 = max {𝑙𝑖𝑥, 𝑙𝑖
𝑦}/min {𝑙𝑖
𝑥, 𝑙𝑖𝑦
}
(Tate & Smith, 1995), en donde para ciertos problemas, la relación de aspecto se mide
teniendo en cuenta una dimensión mínima requerida para los lados de los departamentos
(Kang & Chae, 2017). De este modo, 𝐷𝑖𝑛𝑓 es el número de departamentos no factibles o
60 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
que incumplen la restricción de aspecto, 𝑉𝑓𝑒𝑎𝑠 es el mejor valor de la función objetivo para
una solución factible encontrada hasta el momento, mientras que 𝑉𝑎𝑙𝑙 representa el mejor
valor de la función objetivo encontrado hasta el momento, y 𝑘 es un parámetro de ajuste
al valor de la función de penalización, establecido en 3 por (Tate & Smith, 1995).
En relación con los mecanismos de representación de la solución utilizados para el UAFLP,
se destacan la estructura de bahías flexibles (flexible bay structure, FBS), la estructura de
árbol de corte (slicing tree structure, STS) y la distribución de bloques basada en la forma
(shape-based block layout, SBL) como las más frecuentemente aplicadas. La FBS es
conocida como la estructura más fácil y sencilla de implementar, en donde los
departamentos se ubican en bahías paralelas con anchos variables (Kulturel-Konak &
Konak, 2011a). En la estructura STS la instalación es dividida horizontalmente o
verticalmente en los diferentes departamentos que la componen (Komarudin & Wong,
2010), y es considerada la estructura de representación más compleja de aplicar para el
UAFLP (García-Hernández, Salas-Morera, Carmona-Muñoz, García-Hernández, et al.,
2020). Finalmente, la SBL también considera bahías con dimensiones de ancho variables
para localizar instalaciones con formas fijas (Y. H. Lee & Lee, 2002). La Figura 2-7
presenta una comparación entre las soluciones mediante estructuras FBS y STS para la
instancia AB20-ar7 (Armour & Buffa, 1963).
Figura 2-7: Comparación entre las estructuras a) FBS y b) STS para el UAFLP
Fuente: Adaptado por el autor de (García-Hernández, Salas-Morera, Carmona-Muñoz, García-Hernández, et al., 2020) y (Hou et al., 2019) para las estructuras FBS y STS, respectivamente.
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
61
La aplicación de algoritmos metaheurísticos es la alternativa de solución más utilizada para
resolver el UAFLP, tanto en enfoques de no programación como de programación
matemática. Del mismo modo, se encontró en la literatura recuperada el uso de
matheurísticas, en donde formulaciones de programación lineal (LP) se integraron en el
proceso de búsqueda del algoritmo metaheurístico, como se presenta en (Kulturel-Konak,
2012), (Xiao et al., 2016) y (Gonçalves & Resende, 2015), para la búsqueda tabú (TS), el
templado simulado (SA) y el algoritmo genético de clave aleatoria sesgada (BRKGA),
respectivamente. En otras publicaciones, el proceso de búsqueda de los algoritmos
metaheurísticos era refinado en la selección de la alternativa de layout adecuada mediante
técnicas multicriterio. Los autores (Aiello et al., 2006) y (Aiello et al., 2013) consideraron el
uso de la técnica ELECTRE (del francés ELimination Et Choix Traduisant la REalité).
En los enfoques de programación matemática, diferentes formulaciones exactas no
lineales y lineales se han presentado en la literatura para el UAFLP, a través de modelos
de programación no lineal (MINLP/NLP) y programación entera mixta (MIP). (Anjos &
Vieira, 2017) ya habían revisado modelos matemáticos para diferentes variantes del
problema de distribución de plantas, incluyendo el UAFLP, en donde los autores analizaron
las formulaciones lineales propuestas por (Sherali et al., 2003), (Meller et al., 2007) y (Q.
Liu & Meller, 2007), así como enfoques no lineales de dos fases como los presentados por
(Anjos & Vannelli, 2002) y mejorado por (Jankovits et al., 2011). Recientemente, las
2016), (J. Liu et al., 2018), (Xie et al., 2018), (Turgay, 2018) y (J. Liu, Liu, Yan, et al., 2020)
se destacan en la literatura encontrada.
2.4. Enfoques matemáticos y métodos de solución para el problema integrado de layout y scheduling
El problema integrado layout-scheduling es un enfoque nuevo para resolver dos problemas
importantes en la administración de operaciones, como son la distribución de instalaciones
y la programación de producción. La Tabla 2-7 presenta los enfoques matemáticos
encontrados en la literatura para el problema integrado layout-scheduling.
62 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-7: Enfoques matemáticos para el problema integrado layout-scheduling
Autores Función
objetivo
Enfoque Integración
Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Si. Método
(K.-J. Wang
& Chen,
2008)
MHC,
𝐶𝑚𝑎𝑥 MIP
Layout
- Coordenadas de centroide de departamentos
- Coordenadas de lados de departamentos
- Ubicación relativa de departamentos (Binaria)
Scheduling
- Tiempo de terminación en máquina
- Tiempo de terminación máximo
- Secuencia de trabajos (Binaria)
Secuencial x x
MIP (ILOG OPL),
Simulación (eM-
Plant)
Producción de
generadores de
energía
(Ripon et al.,
2012)
MHC, CR,
𝐶𝑚𝑎𝑥 MIP
- Distancia o valor en matriz de prioridad
- Valor de la relación de cercanía
- Tiempo de terminación máximo
- Asignación de instalación en locación (Binaria)
Simultánea x NSGA-2
(Beasley, 1990;
Ripon et al., 2009),
aleatoria
(Ripon &
Torresen,
2014)
MHC, CR,
𝐶𝑚𝑎𝑥,
𝑎𝑣. ∑ 𝐶𝑗
MIP
- Valor de la relación de cercanía
- Tiempo de terminación de trabajos
- Asignación de instalación en locación (Binaria)
Simultánea x Híbrido entre GA
y VNS (Ripon et al., 2012)
(Ranjbar &
Razavi,
2012)
𝐶𝑚𝑎𝑥 IP
- Tiempo de inicio de trabajo en máquina
- Asignación de máquina en locación (Binaria)
- Secuencia de trabajos (Binaria)
Simultánea x SS
(Fisher & Thompson,
1963; Lawrence,
1984), aleatoria
(Kazemi
et al., 2012) MAC, 𝐶𝑚𝑎𝑥 MODM
- Asignación de máquina en locación (Binaria)
- Secuencia de trabajos (Binaria) Simultánea x GA Aleatoria
(Mallikarjuna
& Babu,
2018)
OCC, 𝐶𝑚𝑎𝑥 MIP - Asignación de máquina en locación (Binaria)
- Secuencia de trabajos (Binaria) Simultánea x SFHA, DE Aleatoria
MHC/MF: costo de manejo de materiales/flujo de materiales, CR: relación de cercanía, MAC: costo de asignación de máquinas, OCC: costo total de transporte, 𝐶𝑚𝑎𝑥: tiempo de terminación máximo, 𝑎𝑣. ∑ 𝐶𝑗: tiempo de flujo promedio; MIP: programación entera mixta, IP: programación entera, MODM: toma de decisiones multiobjetivo; GA: algoritmo genético,
VNS: búsqueda en vecindario variable, SS: búsqueda dispersa, DE: evolución diferencial, SFHA: algoritmo de herencia de rebaño de ovejas, NSGA-2: GA de clasificación no dominada. Fuente: Autor.
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
63
La tabla incluye los autores de la publicación, los objetivos optimizados, el modelo
matemático y las variables propuestas, la forma de integración entre los problemas, los
métodos de solución utilizados (Ex.: métodos exactos, He.: heurísticas, Me.:
metaheurísticas, Si.: simulación) y las instancias de datos y casos de aplicación
encontrados.
Los resultados de la búsqueda permitieron identificar al problema de programación de la
producción en ambientes jobshop como el único ambiente de producción considerado para
la integración con el problema de distribución de plantas (Hernández-Gress et al., 2020;
Ranjbar & Razavi, 2012; Ripon et al., 2012; Ripon & Torresen, 2014; K.-J. Wang & Chen,
2008). Del mismo modo, se encontró que la optimización simultánea entre los problemas
de layout y scheduling es más común que la integración secuencial en las publicaciones
revisadas. En la optimización simultánea, los autores usualmente formulaban un modelo
matemático que integraba variables del problema de secuenciación en jobshop, como son
el tiempo de terminación máximo y la secuenciación de trabajos en máquinas, con las
variables del problema de asignación cuadrática (quadratic assignment problem, QAP), en
donde se asignaba un departamento a una locación dentro de la representación discreta
de la planta (Kazemi et al., 2012; K.-J. Wang & Chen, 2008). En otros enfoques, los autores
se basaron en el problema de embalaje de tiras (strip packing problem, SPP) (Kamoshida,
2018), o en sistemas multi-agente para abordar el problema (Alves et al., 2019).
2.5. Discusión de los hallazgos de la revisión de literatura
Los resultados de la revisión de la literatura indican que existe un interés amplio tanto en
la academia como en la industria por abordar el FSGSP y el UAFLP. Aunque el problema
integrado layout-scheduling es un enfoque relativamente novedoso, el problema tiene el
potencial de ser un tema principal en la literatura, debido al impacto de su solución en
aplicaciones de la vida real. A continuación, se analizan los resultados de la presente
revisión de acuerdo con las preguntas de investigación formuladas en la Sección 2.1.
En primer lugar, se analizan los modelos matemáticos propuestos en la literatura para los
problemas objeto de estudio de la presente revisión. La Figura 2-8 muestra que las
formulaciones MILP/MIP son las más comunes en los problemas FSGSP y layout-
64 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
scheduling, mientras que tanto las formulaciones MILP/MIP como los modelos MINLP/NLP
son frecuentemente encontrados en las publicaciones relacionadas con el UAFLP, en
donde los modelos MILP/MIP son formulados con el fin de reducir la complejidad del
problema no lineal y, de esta manera, obtener soluciones óptimas en instancias
relativamente mayores.
Figura 2-8: Análisis de los modelos matemáticos encontrados por temática
MILP/MIP: programación lineal entera mixta, MINLP/NLP: programación no lineal (entera mixta), IP: programación entera, SDP: programación semidefinida, AR: modelo de atractor-repulsor, SE: modelo de spring incrustado, QSC, cobertura de conjunto cuadrática, MPEC, programación con restricciones de equilibrio, BIP: programación binaria, QCP: programación restringida cuadrática, QPM: modelo cuasi-físico, MODM: modelo de toma de decisiones multiobjetivo. Fuente: Autor
La Figura 2-9 presenta un análisis de las características más comúnmente encontradas
tanto para el FSGSP como para el UAFLP. En la Figura 2-9a se observa que los tiempos
de preparación dependientes de la secuencia, las familias de productos y la permutación
en la secuencia son las características más frecuentes para el FSGSP de múltiples
máquinas, debido a la naturaleza propia de las celdas de manufactura flowshop, mientras
que los tiempos de transporte/remoción de los trabajos son más comunes en los problemas
con celdas de manufactura de dos máquinas. En la Figura 2-9b se puede identificar que
las estructuras de bahías flexibles (FBS) y de árbol de corte (STS) son las más utilizadas
para abordar el UAFLP, encontrándose que la FBS es la estructura más sencilla de aplicar
y que tiene mayor funcionalidad en el diseño al detalle de la planta, mientras que con la
STS se pueden obtener mejores resultados de función fitness para las instancias
conocidas del problema, en comparación con la FBS.
0
5
10
15
20
25
30
35
40
MILP/MIP
MINLP/NLP
IP SDP AR SE QSC MPEC BIP QCP QPM MODM
Núm
ero
de d
ocum
ento
s
Análisis de los modelos matemáticos por temática
m-FSGSP 2-FSGSP Layout-Scheduling UAFLP
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
65
Figura 2-9: Análisis de las características de los problemas a) FSGSP y b) UAFLP
𝑠𝑟𝑓: preparación dependiente de la secuencia, 𝑠𝑓: preparación independiente de la secuencia, 𝑠𝑐𝑎𝑟𝑟𝑦: preparación dependiente
de la secuencia de traspaso, 𝑝𝑟𝑚𝑢: permutación, 𝑛𝑜𝑛 𝑝𝑟𝑚𝑢: sin permutación, 𝑓𝑚𝑙𝑠: familias de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo, 𝑛𝑤𝑡: sin esperas, 𝑔𝑡𝑎: suposición de tecnología de grupos, 𝑀𝑗: disponibilidad de máquinas, 𝑟𝑗: liberación de pedidos, 𝑡𝑗:
transporte/remoción, 𝑤𝑜𝑟𝑘 𝑠𝑘𝑖𝑙𝑙𝑠: habilidades de trabajadores, 𝑙𝑒𝑎𝑟𝑛: aprendizaje, 𝑚𝑖𝑠𝑠: operaciones faltantes; FBS: bahías flexibles, STS: árbol de corte, SBL, basado en la forma. Fuente: Autor
La pregunta de investigación relacionada con la forma de integración entre los problemas
de layout-scheduling queda resuelta con la información recabada en la Tabla 2-7, teniendo
en cuenta los mecanismos simultáneos y secuenciales encontrados, y las variables de
decisión analizadas para el problema conjunto.
Una cuarta pregunta de investigación planteada hacía referencia a los métodos de solución
encontrados para resolver los problemas objeto de estudio. La Figura 2-10 presenta la
0
5
10
15
20
25
30
35
40
Srf fmls prmu tj Scarry block Sf nwt nonprmu
rj Mj gta workskills
learn miss
Núm
ero
de d
ocum
ento
s
a) Análisis de las características para el FSGSP
m-FSGSP 2-FSGSP
0
5
10
15
20
25
FBS STS SBL Circular ParSecuencia
Paredes/Pasillos
UbicaciónInstalación
Deformación Entradas/Salidas
Grafo Forma Matriz Islas DivisiónEspacios
Núm
ero
de d
ocum
ento
s
b) Análisis de las características para el UAFLP
UA-FLP
66 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
frecuencia en que se utilizan los métodos de solución encontrados en cada de los
problemas consultados. Los algoritmos metaheurísticos son los métodos más
predominantes en la literatura para los problemas FSGSP, UAFLP y layout-scheduling,
seguido de la aplicación de algoritmos heurísticos. Los procedimientos exactos también se
encontraron con frecuencia, especialmente en la formulación de modelos de programación
matemática, mientras que las matheurísticas se evidenciaron como nueva tendencia de
solución para el UAFLP.
Figura 2-10: Análisis de los métodos de solución por temática
Fuente: Autor
Un análisis de los algoritmos metaheurísticos más aplicados por temática se presenta en
la Figura 2-11. Se encontró que el algoritmo genético (GA) es la metaheurística más
utilizadas para resolver todos los problemas revisados, seguido de la búsqueda tabú (TS)
que fue el segundo algoritmo más aplicado en el FSGSP, y en tercer lugar el templado
simulado (SA), siendo este la segunda metaheurística más aplicada en el UAFLP.
La quinta pregunta de investigación formulada tenía relación con el contexto en cual los
problemas han sido aplicados en la literatura. Se encontró que solo pocos documentos
formularon y/o aplicaron los problemas en escenarios reales de producción. La producción
de tableros de circuito impreso fue el contexto industrial más considerado para el FSGSP,
mientras que los casos de matadero ovino, de planta de reciclaje y de plástico picado
fueron los más frecuentes en el UAFLP. Al momento de usar instancias de datos para los
Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
67
problemas, las instancias presentadas por (Schaller et al., 2000), (França et al., 2005) y
(Salmasi et al., 2010) fueron las más aplicadas para el FSGSP, con 19, 8 y 3 veces,
respectivamente. Por su parte, las instancias de datos para el UAFLP más frecuentemente
encontradas fueron las propuestas por (Armour & Buffa, 1963), (Meller et al., 1998) y (van
Camp et al., 1992), con 31, 22 y 19 veces, respectivamente. Para el problema integrado
layout-scheduling, (Ripon et al., 2012) formularon instancias utilizando datos conocidos
para el problema de distribución de plantas y de secuenciación.
Figura 2-11: Análisis de la aplicación de algoritmos metaheurísticos por temática
GA: algoritmo genético, TS: búsqueda tabú, SA: templado simulado, PSO: optimización por enjambre de partículas, ACO/AS: optimización por colonia de hormigas, MA: algoritmo memético, CSA: algoritmo de selección clonal, CRO: optimización de arrecifes de coral, HS: búsqueda armónica, FA: algoritmo de luciérnaga, VNS: búsqueda en vecindario variable, NSGA-2: algoritmo genético de clasificación no dominada, HACO, ACO híbrido, MSA: multistart-SA, MOGA: GA multiobjetivo, EDA: algoritmo estimación distribución, QDEA: algoritmo cuántico diferencial evolutivo, NEPSO: NEH-PSO, CGA: GA co-evolutivo, DE: evolución diferencial, SS: búsqueda dispersa, IMGA: GA de modelo de isla, IMCRO: CRO de modelo de isla, CSE: algoritmo evolutivo de espacio de configuración, SFHA: algoritmo de rebaño de ovejas, NRGA: GA de ranking no dominado, MOSA: SA multiobjetivo, MOACO: ACO multiobjetivo, PSAGA: GA auto adaptativo paralelo. Fuente: Autor
La pregunta de investigación final buscaba conocer los autores principales por temática
revisada. Con el fin de analizar este aspecto, los documentos revisados fueron
consolidados y analizados en el software VOSviewer (VOSviewer, s/f), mediante el análisis
de coautoría, en donde se identificaron los autores J.N.D. Gupta, R. Logendran, K.-C. Ying
y N. Salmasi como las principales referencias para el FSGSP, mientras que R.D. Meller, L.
Salas-Morera, L. García-Hernández y S. Kulturel-Konak sobresalieron como los autores
más referenciados para el UAFLP.
0
5
10
15
20
25
30
35
40
45
50
Núm
ero
de d
ocum
ento
s
b) Análisis de las metaheurísticas aplicadas por temática
m-FSGSP 2-FSGSP Layout-Scheduling UAFLP
Capítulo 3. Modelo para la programación de la
producción en enfoques de celdas de
manufactura, integrando la distribución de
instalaciones
En este capítulo se propone un modelo conceptual para el problema de programación de
la producción en enfoques de celdas de manufactura flowshop (FSGSP), integrando las
decisiones de distribución de plantas con áreas desiguales (UAFLP). El modelo propuesto
establece una optimización en secuencia de ambos problemas, con el fin de minimizar la
sumatoria de los costos de manejo de materiales (MHC), para el caso del UAFLP, y de los
costos de penalización por tardanza en la entrega de los trabajos, para el caso del FSGSP.
De esta manera, el modelo tiene como objetivo minimizar los costos totales de manejo de
materiales y de penalización por tardanza. El modelo consiste entonces en una integración
de dos de los problemas más reconocidos y aplicados en la literatura reciente y en la
industria. El objetivo principal de este capítulo es presentar y describir el modelo conceptual
propuesto. Adicionalmente, en este capítulo se busca definir los elementos de los
problemas UAFLP y FSGSP, así como presentar una formulación matemática para cada
uno de ellos. El capítulo se divide de la siguiente manera: la Sección 3.1 presenta el
modelo conceptual propuesto; mientras que la Sección 3.2 y la Sección 3.3 describen los
elementos y las formulaciones matemáticas para el UAFLP y el FSGSP, respectivamente.
3.1. Propuesta de modelo conceptual
El modelo para la programación de la producción en enfoques de celdas de manufactura
flowshop, que integra decisiones de distribución de plantas con áreas desiguales, y que se
propone en la presente tesis de maestría, se muestra en la Figura 3-1.
Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
69
Figura 3-1: Modelo conceptual propuesto para la programación de la producción en
celdas de manufactura, integrando la distribución de plantas
IA: Inteligencia Artificial. Fuente: Autor
El modelo está conformado por diferentes bloques que representan cada uno de los
elementos en el proceso de optimización para el problema integrado. En primer lugar, se
define un bloque de recolección de la información requerida para cada uno de los
problemas principales que hacen parte del modelo propuesto. Este proceso de recolección
70 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
de la información consiste en identificar un caso de estudio y recabar la información de
entrada o parámetros necesarios para los siguientes bloques del modelo. De este bloque
se desprenden los bloques relacionados con la información de entrada para los problemas
de distribución de plantas y programación de la producción, como se describe en las
siguientes secciones.
El siguiente par de bloques del modelo representan la integración secuencial de las
decisiones de distribución de plantas y secuenciación de trabajos y familias de trabajos,
enmarcados en un ambiente Lean. El modelo propuesto ha sido definido considerando una
integración secuencial, debido a la naturaleza de las decisiones que se toman en cada uno
de estos dos problemas. Por un lado, la optimización de la distribución de una plantas es
una decisión estratégica que se realiza por períodos de tiempos largos, debido a los costos
que implica el rediseño o la reconfiguración de una instalación. Por otro lado, la
optimización de la secuenciación de los trabajos y de las familias de trabajos es
considerada como una decisión de corto plazo, que se lleva a cabo diariamente en el piso
de planta. Aunque ambos problemas son optimizados en diferentes horizontes de
planeación, estas decisiones deben estar enmarcadas en un contexto de operaciones
estratégico, que involucre una política de eliminación de los desperdicios, en donde ambas
decisiones se ajusten la una a la otra. Por este motivo, los bloques relacionados tanto con
el problema de distribución de plantas como con el problema de programación de la
producción están ubicados dentro de un ambiente Lean, como se muestra en el modelo
propuesto. La optimización de la distribución de la planta, considerando departamentos
con áreas desiguales, busca reducir los costos totales de manejo de materiales; mientras
que la optimización de la programación de la producción en un ambiente de celdas de
manufactura flowshop tiene como objetivo minimizar los costos totales por tardanza. La
optimización de estos problemas y sus funciones objetivo proporcionan un impacto
importante en la reducción de los desperdicios de una planta de producción.
La aplicación de procedimientos exactos, heurísticos o metaheurísticos y/o técnicas de
simulación es el siguiente bloque en el modelo conceptual. Debido a la naturaleza NP-hard
de las decisiones de distribución de plantas y de programación de la producción, los
algoritmos heurísticos y metaheurísticos son muy adecuados para resolver instancias
industriales de estos problemas en tiempos computacionales cortos. Sin embargo, los
Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
71
procedimientos de optimización exactos han sido ampliamente desarrollados para ambos
problemas, lo cual puede significar una buena alternativa en instancias pequeñas y
medianas. La aplicación de modelos de simulación para la optimización de estas
decisiones es otra alternativa importante a ser considerada, mediante la cual se puede
obtener una evaluación de diferentes escenarios para la toma de decisiones en ambientes
dinámicos y de incertidumbre. Finalmente, teniendo en cuenta los resultados de la
aplicación de la(s) técnica(s) de solución seleccionada(s), se debe seleccionar una
alternativa con un costo total mínimo de manejo de materiales y de penalización por
tardanzas para el caso de estudio.
En las siguientes secciones se describen los elementos y se presenta una formulación
matemática para los problemas UAFLP y FSGSP, que son los elementos principales del
modelo conceptual propuesto en este capítulo.
3.2. Descripción del problema de distribución de plantas con áreas desiguales (UAFLP)
El UAFLP es un problema importante y de amplia aplicación en la academia y en la
industria (Chae & Regan, 2016; Kulturel-Konak et al., 2004; Meller & Gau, 1996; Wong &
Komarudin, 2010). La representación continua de los departamentos en el plano de planta,
así como la consideración de requerimientos de área desiguales para los departamentos,
hacen que el UAFLP se acerque a las condiciones reales a las que se enfrenta un
planificador de instalaciones. Adicionalmente, el objetivo de minimizar el MHC representa
una búsqueda por disminuir los desperdicios de transportes y movimientos innecesarios al
momento del diseño del layout, acorde con los principios de lean manufacturing.
El UAFLP consiste en ubicar un conjunto de departamentos dentro de un plano de planta,
considerando los requerimientos de área y aspecto asociados a cada uno de estos
departamentos. Adicionalmente, en cada departamento se identifican las coordenadas de
su centroide, desde donde se asume la entrada y salida del flujo de materiales
provenientes y salientes hacia otros departamentos. Desde este punto centroide, se inicia
la medición de la distancia rectilínea entre los departamentos, para el cálculo de los costos
de manejo de materiales (MHC). El MHC puede determinarse como se muestra en la
ecuación (3.1).
72 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
A continuación, se presenta una formulación exacta para el problema de distribución de
plantas con áreas desiguales, mediante un modelo de programación no lineal entera mixta
126 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
MHC: costo de manejo de materiales, TWT: costo de penalización por tardanza. Fuente: Autor.
Los datos de entrada para el estado propuesto de la distribución en planta fueron tomados
de la Tabla 5-1 y la Tabla 5-3, para la información de los requerimientos de área de los
departamentos y de los flujos de materiales, respectivamente. Los costos de manejo de
materiales y la tasa máxima de aspecto permitida se mantuvieron iguales a la situación
actual, con los valores de $1/unidad-metro manejado y 4, respectivamente. En relación con
la información de entrada para la optimización de la programación de la producción, se
tuvo en cuenta la Tabla 5-5, que comprende la organización de las celdas de manufactura
y su asignación a las familias de productos; así como los tiempos de procesamiento
expuestos en el Anexo E y los tiempos de preparación en máquinas presentados en el
Anexo D. Del mismo modo, el costo de penalización por tardanza se mantuvo en $2,5 por
segundo de trabajo tardío, teniendo en cuenta el tiempo de entrega límite establecido de
36000 segundos.
Los resultados de la optimización del costo total de manejo de materiales y de penalización
por tardanza de los trabajos para cada iteración pueden observarse en la Tabla 6-2. La
tabla presenta el mejor resultado del GA para cada iteración realizada en el proceso de
optimización de los problemas. Los resultados indican que el costo de penalización por
tardanza de los trabajos se redujeron completamente, debido a que la tardanza ponderada
total en las tres celdas de manufactura dio como resultado un valor de $0. En este sentido,
el costo total de manejo de materiales y de penalización por tardanza está conformado
únicamente por el costo de manejo de materiales para el estado propuesto. En relación
con este costo, a pesar de que las dimensiones -y, por ende, las distancias- de la
instalación para el estado propuesto son mayores, en comparación con el estado actual,
el GA pudo obtener un resultado que reduce el MHC total, como se presenta iteración 0
de la Tabla 6-2. Las mejores soluciones obtenidas por los GA en cada iteración se
presentan en el Anexo F. Los resultados de los GA por generación para la optimización
del MHC y el TWT se presentan en la Figura 6-4 y en la Figura 6-5, respectivamente.
Los resultados de la aplicación del GA para el estado propuesto muestran que se obtuvo
una reducción del 6,69% en los costos totales de manejo de materiales y de penalización
por tardanza de los trabajos, en comparación con el estado actual de la empresa. Mientras
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
127
que el costo de manejo de materiales se mantuvo relativamente por debajo del valor para
la situación actual, a pesar del aumento de las dimensiones de las áreas de los
departamentos y del piso de planta, el costo de penalización por tardanzas obtuvo una
mejora significativa, que se observa en la reducción total de estos costos debido a la
aplicación del enfoque de celdas de manufactura.
Tabla 6-2: Resultados de la optimización del UAFLP y el FSGSP mediante el GA para
el estado propuesto del caso de estudio
Iter.
Mejor resultado del GA en cada iteración % cambio en
relación con
Costo Total
Actual
Costo Total
(MHC + ∑TWT) MHC
TWT
Celda de
Manufactura 1
TWT
Celda de
Manufactura 2
TWT
Celda de
Manufactura 3
0 $8875223 $8875223 $0 $0 $0 -6,69
1 $9867853 $9867853 $0 $0 $0 3,75
2 $9302618 $9302618 $0 $0 $0 -2,19
3 $10497970 $10497970 $0 $0 $0 10,37
4 $9043169 $9043169 $0 $0 $0 -4,92
5 $9097409 $9097409 $0 $0 $0 -4,35
6 $9177615 $9177615 $0 $0 $0 -3,51
7 $9471810 $9471810 $0 $0 $0 -0,42
8 $9093046 $9093046 $0 $0 $0 -4,40
9 $9909634 $9909634 $0 $0 $0 -4,19
MHC: costo de manejo de materiales, TWT: costo de penalización por tardanza. Fuente: Autor.
Como se observa en la Figura 6-5, el costo de penalización por tardanza de los trabajos
mediante el enfoque de celdas de manufactura siempre se mantuvo en el valor de $0 en
cada una de las generaciones del GA. Lo anterior indica que el sistema de celdas de
manufactura impactó de tal manera el área de confección del caso de estudio, que
disminuyó totalmente las tardanzas de los trabajos y, por este motivo, el GA no realizó
propiamente un proceso de optimización para el FSGSP. En consecuencia, se realizaron
10 iteraciones adicionales del GA, con el objetivo de optimizar en 5 iteraciones el tiempo
de terminación máximo (makespan), y en las otras 5 iteraciones el tiempo de terminación
total de los trabajos para el estado propuesto y, de esta manera, obtener mejores
soluciones para el FSGSP. Los resultados de estas iteraciones adicionales para el estado
propuesto se presentan en la Tabla 6-3.
128 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-4: Resultados de la aplicación del GA por generación para la optimización del
costo total de manejo de materiales
MHC: costo de manejo de materiales. Fuente: Autor.
Figura 6-5: Resultados de la aplicación del GA por generación para la optimización del
costo total de penalización por tardanza de trabajos
TWT: costo de penalización por tardanza. Fuente: Autor.
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
129
Tabla 6-3: Resultados de la optimización del makespan y el tiempo de terminación
total para el estado propuesto del caso de estudio mediante el GA
Iteración
Mejor resultado del GA en cada iteración*
Celda de manufactura 1 Celda de manufactura 2 Celda de manufactura 3
Makespan TCT Makespan TCT Makespan TCT
0 13930 1102935 14082 794878 26564 3223079
1 13930 1103129 14082 794873 26570 3219602
2 13930 1103662 14082 794554 26564 3219804
3 13930 1102915 14082 795279 26564 3219957
4 13930 1103362 14082 794734 26570 3219366
* Tiempos en segundos. TCT: tiempo de terminación total de los trabajos. Fuente: Autor.
Los resultados de la aplicación del GA para el tiempo de terminación máximo (makespan)
de los trabajos en cada una de las tres celdas de manufactura se presentan desde la
Figura 6-6 a la Figura 6-8. Para este objetivo, se encontró un makespan de 13930
segundos, 14082,5 segundos y 26564 segundos para las celdas de manufactura 1, 2 y 3,
respectivamente, lo que indica que el último trabajo en terminar en el área de confección
mediante el enfoque de celdas de manufactura para el pedido en estudio finaliza en 26564
segundos, reduciendo en un 56,23% el makespan de la situación actual, en donde el último
trabajo termina en 60690 segundos. Los resultados del GA para el tiempo de terminación
total de los trabajos en cada celda de manufactura son mostrados desde la Figura 6-9 a
la Figura 6-11. Se encontró que los resultados son más variables entre iteraciones para
esta función objetivo, en comparación con los resultados para el makespan, en donde se
encontraron valores mínimos de 1102915 segundos, 794873 segundos y 3219366
segundos. El Anexo F incluye las mejores soluciones encontradas por el GA tanto para la
optimización del makespan como del tiempo de terminación total de los trabajos para el
estado propuesto.
130 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-6: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 1
Fuente: Autor.
Figura 6-7: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 2
Fuente: Autor.
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
131
Figura 6-8: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 3
Fuente: Autor.
Figura 6-9: Resultados del GA para el tiempo de terminación total de los trabajos en la
celda de manufactura 1
Fuente: Autor.
132 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-10: Resultados del GA para el tiempo de terminación total de los trabajos en la
celda de manufactura 2
Fuente: Autor.
Figura 6-11: Resultados del GA para el tiempo de terminación total de los trabajos en la
celda de manufactura 3
Fuente: Autor.
Con el fin de aterrizar las soluciones obtenidas al caso del sector de la confección de ropa
deportiva de la ciudad de Cúcuta, se decidió, en primer lugar, elegir la solución obtenida
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
133
en la iteración 1 para el caso de la distribución de plantas para el estado propuesto (1 7 9
4 10 5 | 6 8 3 2 11), sobre la mejor alternativa encontrada en la iteración 0 (6 1 7 4 9 11 | 8
3 2 10 5), como se presenta en la Figura 6-12. Esta decisión se tomó teniendo en cuenta
que el layout con el mejor MHC no ubica el departamento de recepción y despacho en el
ancho de la instalación, lo cual es necesario para la llegada de vehículos y para la entrada
y salida de materiales y productos en la planta. Adicionalmente, se identificó que un
intercambio entre los departamentos de recepción y despacho y almacén de MP, en la
mejor distribución encontrada, aumenta el MHC de $8875223 a $10672391,18; mientras
que con la alternativa elegida se obtiene un MHC de $9867853. A pesar de que este valor
es mayor al layout de la situación actual de la empresa, la distribución de los espacios y la
dimensión de las áreas para los departamentos mejoraron significativamente, como se
puede apreciar en el diseño de planta desarrollado mediante el software SketchUp en la
Figura 6-13.
Figura 6-12: Comparación entre a) el mejor layout encontrado y b) el layout elegido
para el caso del sector de la confección de ropa deportiva
a) b)
Fuente: Autor.
134 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-13: Diseño de planta propuesto para el caso de estudio del sector de la
confección de prendas de vestir
Fuente: Autor.
El diseño de planta propuesto incluye áreas de tránsito de vehículos y personas, y de
almacenamiento de materiales y producto terminado definidas, en donde cada
departamento cuenta con un área amplia para el desarrollo de los procesos de
transformación de la tela, desde el corte y el estampado, en ropa deportiva, mediante los
procesos de confección y terminación. Adicionalmente, el diseño incorpora puestos de
trabajo administrativos, de planeación y de calidad, que le permitan a la empresa generar
un crecimiento estratégico frente a las difíciles condiciones de los mercados. La inclusión
de áreas de comedor y de descanso, así como la inclusión de sillas más adecuadas para
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
135
los operarios, mejoran el bienestar de los trabajadores y, por lo tanto, pueden impactar
positivamente en la productividad de la empresa en un largo plazo.
En relación con la elección del mejor programa de producción para el caso de estudio, y
considerando que el costo total de penalización por tardanza de los trabajos en el ambiente
de celdas de manufactura fue minimizado a $0, se decidió adoptar el mejor programa de
producción encontrado para los tiempos de terminación totales de los trabajos en cada
celda de manufactura, de acuerdo con lo presentado en la Tabla 6-3. De esta manera, los
programas obtenidos en las iteraciones 3, 2 y 4, para las celdas de manufactura 1, 2 y 3,
respectivamente, fueron elegidos para el caso de la empresa de confección de ropa
deportiva. La secuencia de las familias de productos y de los trabajos en cada familia
pueden observarse en la tabla final del Anexo F.
6.3. Análisis de los resultados mediante simulación para el caso de estudio
Modelos de simulación para la representación del área de confección de la empresa de
confección de ropa deportiva, tanto para el estado actual como para el estado propuesto,
fueron desarrollado utilizando el software de simulación Simio® 109. En estos modelos, se
buscó validar los resultados obtenidos mediante los GA en el presente capítulo,
relacionados con las mejoras en los tiempos de flujo de los trabajos, throughput y tiempos
de preparación de las máquinas, así como en las distancias de recorrido de los materiales
entre departamentos, para el sistema de celdas de manufactura y el diseño de planta
propuesto. En primer lugar, se diseñó la planta en sus estados actual y propuesto para el
caso de estudio utilizando el software de diseño 3D SketchUp, de acuerdo con la
información recopilada en el Capítulo 5 y con los resultados obtenidos en el presente
capítulo. En el siguiente paso, el área de confección de la empresa fue identificada, y la
ubicación de las estaciones de máquinas y celdas de manufactura para el estado actual y
propuesto, respectivamente, fue definida. Con esta información, se importaron los diseños
3D en la versión estudiantil del software de simulación Simio® y se ingresaron los
elementos de simulación necesarios para la representación del modelo, de acuerdo como
9 Simio Simulation: https://www.simio.com/
136 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
se presenta en la Figura 6-14. Los elementos de los modelos, su descripción y la cantidad
utilizada son presentados en la Tabla 6-4.
Figura 6-14: Representación de los elementos de los modelos de simulación en 2D
para a) el estado actual y b) el estado propuesto del área de confección
a)
b)
Figura a) Rojo: máquinas collarín, Azul: máquinas fileteadoras, Verde: máquinas planas. Figura b) Rojo: celda de manufactura 1, Azul: celda de manufactura 2, Verde: celda de manufactura 3. Fuente: Autor.
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
137
Tabla 6-4: Elementos utilizados en los modelos de simulación para los estados actual
y propuesto del caso de confección de ropa deportiva
Elemento Descripción del elemento
Cantidades utilizadas en
cada modelo
Actual Propuesto
Source Permite el ingreso de las entidades (familias de productos) al sistema 1 1
Sink Permite la salida de las entidades (familias de productos) del sistema 1 1
Server
Permite representar el funcionamiento de las estaciones de trabajo o
máquinas específicas: estaciones de máquinas collarín, fileteadora y plana
para el estado actual y máquinas en cada celda de manufactura en el estado
propuesto.
3 17
ModelEntity
Representa a las familias de productos: Camiseta1, Camiseta2, Camiseta3,
Mesa de trabajo 2,56 1,63 4,17 4 16,69 0,5 10,43 1 31,29
4. Terminación
Ojaladora 1,2 0,6 0,72 4 2,88 0,5 1,8 1 5,4
Mesa de pulido 1,2 0,6 0,72 4 2,88 0,5 1,8 3 16,2
Plancha 1,2 0,6 0,72 4 2,88 0,5 1,8 3 16,2
188 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Requerimiento Dimensiones Superficie
estática (Ss)
Superficie gravitacional (Sg) Superficie evolutiva (Se) Cantidad del requerimiento
Superficie Total (Ss + Sg + Se) Ancho (m) Largo (m) N° Lados Sg k Se
Mesa de etiquetado y empaque
2,56 1,63 4,1728 4 16,69 0,5 10,43 2 62,59
5. Área administrativa
Puestos de trabajo 1,2 0,6 0,72 4 2,88 0,5 1,8 8 43,2
Baños 3 2 6 0 0 0 0 2 12
Sala de reuniones 4 3 12 0 0 0 0 1 12
6. Almacén de materias primas
Racks para rollos de tela 2,4 2 4,8 4 19,2 0,5 12 4 144
Espacio para maniobras 3 3 9 0 0 0 0 1 9
7. Almacén de productos terminados
Anaqueles de producto terminado
2,4 1 2,4 4 9,6 0,5 6 8 144
Espacio para maniobras 3 3 9 0 0 0 0 1 9
8. Corte
Máquina de corte automatizada
2,5 3,5 8,75 4 35 0,5 21,87 2 131,25
9. Inspección de calidad
Puestos de trabajo 1,2 0,6 0,72 4 2,88 0,5 1,8 4 21,6
Mesa de trabajo 2,56 1,63 4,17 4 16,69 0,5 10,43 1 31,29
10. Oficina de planeación y diseño
Puestos de trabajo 1,2 0,6 0,72 4 2,88 0,5 1,8 4 21,6
Mesa de trabajo 2,56 1,63 4,17 4 16,69 0,5 10,43 1 31,29
11. Comedor y zona de descanso
Comedores 2 2 4 4 16 0 0 4 80
Zona de descanso 5 4 20 0 0 0 0 1 20
Anexo C: Secuencia de operaciones para los tipos de productos considerados para el caso del sector de la confección
Camisetas deportivas
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Unir almilla con posterior Collarín Confección
3 Unir delantero con costado derecho Collarín Confección
4 Unir delantero con costado izquierdo Collarín Confección
5 Unir hombros derechos Collarín Confección
6 Unir hombros izquierdos Collarín Confección
7 Unir posterior con costados Collarín Confección
8 Unir extremos de cuello Fileteadora Confección
9 Unir cuello con escote Collarín Confección
10 Cerrar mangas Collarín Confección
11 Unir mangas Collarín Confección
12 Coser bajo de mangas Collarín Confección
13 Coser bajo de prendas Collarín Confección
14 Limpiar hilos Tijera corta hilos Terminación
15 Etiquetar y empacar Pistola de etiquetas Terminación
Pantalonetas deportivas
No Operación de confección Máquina Departamentos
1 Estampar piezas Termofijadora Estampado
2 Armar pretina Plana Confección
3 Armar refuerzo de malla Fileteadora Confección
4 Unir piezas para ojales Plana Confección
5 Unir aletilla Plana Confección
6 Hacer pespunte de figurado de cierre Plana Confección
7 Unir cierre Fileteadora Confección
8 Cerrar tiro delantero Plana Confección
190 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Pantalonetas deportivas
No Operación de confección Máquina Departamentos
9 Crear boca de bolsillo Plana Confección
10 Unir funda de bolsillo Fileteadora Confección
11 Hacer pespunte de boca de bolsillo Plana Confección
12 Pegar parche de costados Plana Confección
13 Unir costados Fileteadora Confección
14 Unir costado al delantero Collarín Confección
15 Unir entrepierna al delantero Collarín Confección
16 Unir cotillas Plana Confección
17 Unir posteriores Collarín Confección
18 Unir cotilla con posterior Plana Confección
19 Cerrar costados Collarín Confección
20 Unir tiro con posterior Collarín Confección
21 Pegar pretina Plana Confección
22 Hacer pespunte Plana Confección
23 Armar aberturas en delantero Plana Confección
24 Formar ojal Ojaladora Terminación
25 Limpiar hilos y colocar cordón Tijera corta hilos Terminación
26 Etiquetar y empacar Pistola de etiquetas Terminación
Sudaderas
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Formar ojal en pretina Ojaladora Terminación
3 Unir delanteros Collarín Confección
4 Unir costado con delantero izquierdo Collarín Confección
5 Unir costado con posterior izquierdo Collarín Confección
6 Unir cierre de bolsillo Collarín Confección
7 Colocar funda de bolsillo Collarín Confección
8 Unir posteriores Collarín Confección
9 Unir cotilla a posterior Collarín Confección
10 Unir tiro con delantero Collarín Confección
11 Cerrar costados derechos Collarín Confección
12 Cerrar tiro con posterior Collarín Confección
13 Limpiar hilos y colocar cordón Tijera corta hilos Terminación
14 Etiquetar y empacar Pistola de etiquetas Terminación
Franelillas
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Unir delantero y posterior por hombro Collarín Confección
Anexo C: Secuencia de operaciones para los tipos de productos considerados
para el caso del sector de la confección
191
Franelillas
No Operación de confección Máquina Departamento
3 Colocar sesgo en escote delantero y posterior Collarín Confección
4 Colocar sesgo en sisas delantero y posterior Collarín Confección
5 Unir hombro faltante Collarín Confección
6 Cerrar costados Collarín Confección
7 Subir bajo Collarín Confección
8 Limpiar hilos Tijera corta hilos Terminación
9 Etiquetar y empacar Pistola de etiquetas Terminación
Leggins
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Unir pretina con bolsillo lateral Collarín Confección
3 Unir delanteros Collarín Confección
4 Unir posteriores Collarín Confección
5 Unir pretina al delantero Collarín Confección
6 Unir centro atrás con pretina y delantero Collarín Confección
7 Unir cotilla con posterior Collarín Confección
8 Unir entrepierna con delantero Collarín Confección
9 Cerrar entrepierna Collarín Confección
10 Limpiar hilos Tijera corta hilos Terminación
11 Etiquetar y empacar Pistola de etiquetas Terminación
Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y tiempos de preparación de las máquinas dependientes de la secuencia para el estado actual del caso de estudio del sector de la confección
Tiempos de procesamiento para lotes de productos (J) de 12 unidades (en segundos):
Familia de productos: W057-C01
Secuencia J1 J2 J3 J4
Collarín 1053 1074 1053 1074
Fileteadora 42 54 42 54
Collarín 2103 2151 2103 2151
Total 3198 3279 3198 3279
Familia de productos: W057-C02
Secuencia J5 J6 J7
Collarín 1095 1107 1095
Fileteadora 81 90 81
Collarín 2115 2157 2115
Total 3291 3354 3291
Familia de productos: W057-C03
Secuencia J8 J9 J10 J11
Collarín 897 921 897 921
Fileteadora 108 120 108 120
Collarín 1878 1920 1878 1610
Total 2883 2961 2883 2651
Familia de productos: W057-C04
Secuencia J12 J13
194 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Collarín 903 924
Fileteadora 114 129
Collarín 1827 1863
Total 2844 2916
Familia de productos: A034-P01
Secuencia J14 J15 J16
Plana 1123 1123 1123
Fileteadora 969 969 969
Plana 1030 1030 1030
Fileteadora 1450 1450 1450
Plana 352 352 352
Collarín 687 687 687
Plana 423 423 423
Collarín 1200 1200 1200
Plana 1703 1703 1703
Total 8937 8937 8937
Familia de productos: A034-P02
Secuencia J17 J18 J19 J20
Plana 1491 1491 1491 1491
Fileteadora 1110 1110 1110 1110
Plana 1361 1361 1361 1361
Fileteadora 1586 1586 1586 1586
Plana 557 557 557 557
Collarín 797 797 797 797
Plana 816 816 816 816
Collarín 1223 1223 1223 1223
Plana 1404 1404 1404 1404
Total 10345 10345 10345 10345
Familia de productos: A034-P03
Secuencia J21 J22
Plana 961 961
Fileteadora 936 936
Plana 949 949
Fileteadora 1055 1055
Plana 234 234
Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y
tiempos de preparación de las máquinas dependientes de la secuencia para
el estado actual del caso de estudio del sector de la confección
195
Familia de productos: A034-P03
Secuencia J21 J22
Collarín 367 367
Plana 311 311
Collarín 867 867
Plana 1072 1072
Total 6752 6752
Familia de productos: S082-S01
Secuencia J23 J24 J25
Collarín 4985 4985 4985
Familia de productos: S082-S02
Secuencia J26
Collarín 4957
Familia de productos: S082-S03
Secuencia J27 J28 J29
Collarín 4429 4429 4429
Familia de productos: S082-S04
Secuencia J30 J31 J32 J33
Collarín 4144 4144 4144 4144
Familia de productos: P021-L01
Secuencia J34 J35
Collarín 4333 4333
Familia de productos: P021-L02
Secuencia J36 J37 J38
Collarín 4717 4717 4717
Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y tiempos de preparación de las
máquinas dependientes de la secuencia para el estado actual del caso de estudio del sector de la confección
197
Familia de productos: P021-F01
Secuencia J39 J40 J41
Collarín 2722 2722 2722
Familia de productos: P021-F02
Secuencia J42 J43
Collarín 2550 2550
Tiempos de preparación de las máquinas dependientes de la secuencia de las familias (en segundos):