PLAN DE MANTENIMIENTO INTEGRAL PARA LAS EXTRUSORAS DE PLÁSTICO EN LAS PEQUEÑAS Y MEDIANAS EMPRESAS DE BOGOTÁ Autor: Fredy Yamith Cubides Alfonso Director: José Anselmo Quintero Ávila Universidad Distrital “Francisco José de Caldas” Facultad de Ingeniería Especialización en Gestión de Proyectos de Ingeniería Bogotá D.C. 2018
Transcript
PLAN DE MANTENIMIENTO INTEGRAL PARA LAS EXTRUSORAS DE
PLÁSTICO EN LAS PEQUEÑAS Y MEDIANAS EMPRESAS DE BOGOTÁ
Autor:
Fredy Yamith Cubides Alfonso
Director:
José Anselmo Quintero Ávila
Universidad Distrital “Francisco José de Caldas”
Facultad de Ingeniería
Especialización en Gestión de Proyectos de Ingeniería
Figura 1. Proceso de extrusión ................................................................................................... 5
Figura 2. Montos de inversión en ACTI según principales actividades ind. 2015 – 16 .......... 11 Figura 3. Intención de compra del servicio. ............................................................................. 12 Figura 4. Cantidad de material perdido por variaciones súbitas de temperatura. .................... 13 Figura 5. Tiempo de funcionamiento de las extrusoras de plástico. ........................................ 14 Figura 6. Diagrama radar de las empresas de automatización ................................................. 16
Figura 7. Diagrama radar de las empresas de fabricación y reparación de extrusoras ............ 17 Figura 8. Diagrama radar comparando Bimek Ltda con el servicio que se desea prestar ....... 17 Figura 9. Cantidad de extrusoras por empresa y proyección de la cantidad total de extrusoras
en la población ......................................................................................................................... 18 Figura 10. Precio mensual del servicio .................................................................................... 19 Figura 11. Registro de variables ............................................................................................... 24
Figura 12. Diagrama del proceso de mantenimiento de una extrusora de plástico .................. 26 Figura 13. Curva de respuesta .................................................................................................. 27 Figura 14. Modelo del sistema. ................................................................................................ 28
Figura 15. Diagrama del proceso de modelamiento del sistema de control ............................. 29 Figura 16. Ubicación de la empresa ......................................................................................... 30
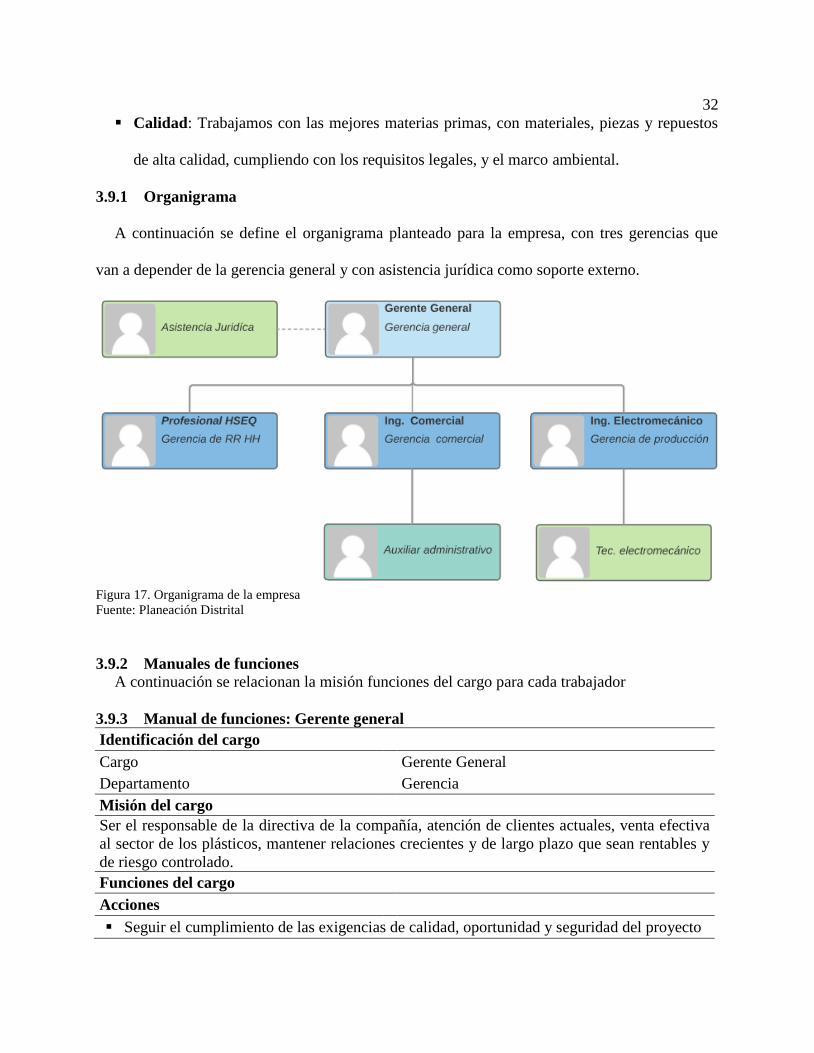
Figura 17. Organigrama de la empresa .................................................................................... 32
1
Introducción
Actualmente las industrias del sector del plástico ha incrementado aceleradamente el consumo
de energía eléctrica para ejecutar el procesamiento de materias primas, cifra que equivale al 9%
de la energía que consume la industria manufacturera (Acoplásticos, 2017), situación que se
atribuye al crecimiento de la demanda del proceso de extrusión de diferentes polímeros y
promueve a la industria del plástico a buscar mecanismos que aseguren el mejoramiento en los
estándares de calidad y eficiencia en los diferentes procesos de conversión.
Durante la investigación se han evidenciado modelos y esquemas novedosos para el proceso
de extrusión, los cuales establecen una variación mínima en los rangos de temperatura, evitando
fluctuaciones fuertes y reduciendo la degradación térmica del material procesado. Sin embargo,
la mayoría de estos modelos o esquemas no están al alcance de todas las industrias debido a la
complejidad computacional, implementación e incompatibilidad con los equipos industriales, así
como su alto costo de inversión.
Por lo tanto, las PYMES del sector del plástico están limitadas a la adquisición e
implementación de tecnologías puesto que no cuentan con los recursos suficientes para invertir
en la actualización de los procesos como es el caso de la extrusión. En consecuencia las PYMES
se ven obligadas a continuar con el uso de sistemas tradicionales e ineficientes.
Por último, teniendo en cuenta en lo establecido con la Ley 697 de 2001 y la ISO-50001,
normas que fomentan el uso racional y eficiente de la energía eléctrica, se propone definir un
plan de mantenimiento preventivo y correctivo en las extrusoras de plástico, adicionalmente
establecer un modelo de control eficaz y sencillo con el fin de mejorar el proceso de extrusión,
la eficiencia eléctrica y reducir el consumo energético.
2
Problema tecnológico
De las principales técnicas de transformación de las resinas de plástico, el proceso de
extrusión es el más representativo, por lo tanto es fundamental disponer de un sistema de control
que asegure la calidad del producto, puesto que una inapropiada sincronización en los rangos de
temperatura influye negativamente en el procesamiento de los polímeros y el producto final,
incrementando el consumo de energía que puede llegar a representar entre el 4% y el 10 % de los
costos operacionales de una planta de transformación, debido al reprocesamiento de los
polímeros, pérdida de la materia prima, mal manejo de maquinaria y ausencia de
mantenimientos. (Vargas, Posada, Jaramillo y García, 2014)
3
Justificación del problema
En la industria de procesamiento de plásticos en Colombia se ha registrado un crecimiento en
el consumo de energía utilizada por la industria manufacturera, debido al aumento en la
capacidad total para la producción de resinas de plástico.
En el 2014 la producción de resinas equivalía a 1,3 millones de toneladas, cifra que para el
año 2016 aumento a 1,33 millones, ocasionando un impacto en los procesos de transformación a
los cuales se somete el plástico a lo largo de la línea de producción.
Estos procesos se clasifican en primarios (procesos térmicos) y secundarios (procesos
neumáticos o mecánicos), donde el 56 % del peso de las resinas de plástico se procesan a través
de la extrusión. (Acoplásticos, 2017)
De acuerdo con lo anterior, el proceso de extrusión es el más representativo dentro de las
principales técnicas de transformación de las resinas de plástico, según estudios realizados acerca
del uso de energía en la industria del plástico, se estima que el 60% es consumida por los equipos
de procesamiento y se evidencian pérdidas de energía entre el 30% y 70% en las resistencias
calefactoras (Banco Interamericano de Desarrollo-BID, 2011). Estas pérdidas de energía y el
material reprocesado al final de la línea de producción, evidencian una falta de automatización
propia de la etapa de calefacción y la omisión en la gestión del mantenimiento preventivo de las
máquinas asociadas al proceso, situación que ocasiona un aumento en los costos operacionales
de una planta de transformación.
4
Objetivo general
Proponer un plan de mantenimiento integral para las extrusoras de plástico en las pequeñas y
medianas empresas de Bogotá.
Objetivos específicos
Realizar el estudio de mercado del plan de mantenimiento para las extrusoras de plástico.
Modelar un sistema de control de temperatura para minimizar pérdidas de energía y
materia prima.
Evaluar económica y financieramente la viabilidad del proyecto.
5
1. Capítulo I: Marco teórico
1.1. Extrusión
Es un proceso continuo, que inicia con el depósito de pellets de plástico al interior del cilindro
como se puede observar en la Figura 1, la materia prima se desplaza a través de un husillo, para
ser fundida por la operación de la zona de calefacción. Posteriormente el plástico fundido pasa
por un cabezal o boquilla para obtener una forma determinada y por último es enfriada para
evitar deformaciones.
La zona de calefacción está conformada por resistencias calefactoras y son controladas por
sistemas de control on-off o PID.
Figura 1. Proceso de extrusión
Fuente: (Mariano, 2011)
1.2. Mantenimiento
Se define como un conjunto de normas y técnicas establecidas para la conservación de la
maquinaria e instalaciones de una planta industrial, con el fin de asegurar el funcionamiento
adecuado y prolongar la vida útil de los equipos. Los tipos de mantenimiento que se pueden
ejecutar son:
6
Mantenimiento correctivo
Es el mantenimiento que se realiza con el fin de corregir los defectos que presenta un equipo o
maquinaria en su funcionamiento.
Mantenimiento predictivo
Está basado en la inspección para determinar el estado y operatividad de los equipos,
mediante el conocimiento de variables que ayudan a descubrir el estado de operatividad; esto se
realiza en intervalos regulares para prevenir las fallas o evitar las consecuencias de las mismas.
Para este mantenimiento es necesario identificar las variables físicas (temperatura, presión,
vibración, etc.). Estas variaciones son un indicio de cuando se puede causar un daño al equipo.
Es el mantenimiento más técnico y avanzado que requiere de conocimientos analíticos y técnicos
y necesita de equipos sofisticados.
Mantenimiento preventivo
Se realiza con el fin de prevenir la ocurrencia de fallas, se conoce como mantenimiento
preventivo directo o periódico y sus actividades están controladas por el tiempo; se basa en la
confiabilidad de los equipos (Riquelme, 2015)
1.3. Estado del arte
En los últimos años la industria del plástico ha adquirido una mayor importancia debido al
aumento del consumo y la oferta de productos elaborados con este tipo de material, el proceso de
globalización ha llevado a estas industrias a fijar un objetivo claro en cuanto al mejoramiento en
el proceso de extrusión de manera que cumplan con características como: rendimiento, calidad
del material procesado y uso eficiente de la energía; de esta manera se han venido desarrollando
proyectos relacionados con la implementación de sistemas de adquisición de datos, control y
7
otras herramientas que permitan optimizar la producción, así como proponer nuevos mecanismos
de calentamiento a partir de otras fuentes de energía. De acuerdo con la revisión bibliográfica
que busca fundamentar el estado del arte, se establecen dos elementos de investigación: en
primer lugar, se realiza un análisis de eficiencia energética de la extrusión de plástico y de los
elementos asociados a este proceso y, en segundo lugar, los métodos de control de temperatura a
partir de diferentes técnicas.
En la industria de transformación y procesamiento de materiales plásticos, el costo de la
energía representa del 4% al 10% de los costos operacionales, al reducir el consumo de energía
al menos un 20%, las utilidades para las industrias plásticas podrían aumentar hasta un 2%.
(Norega & Estrada, 2011).
La necesidad de cuantificar el consumo energético requerido para la producción de piezas
plásticas, medir los consumos fijos y variables, así como determinar el consumo de energía
específico por planta de procesamiento, proceso y equipos, ha llevado a la construcción de
documentos que realizan un recuento de los estudios más relevantes con el fin de proveer un
material de referencia, donde se concluye que son pocas las empresas de plásticos en Colombia
que tienen una gestión energética asociada a sus procesos de transformación y con un marco de
referencia internacional (Vargas, Posada, Jaramillo, & Garcia, 2014), lo que demuestra el
desconocimiento sobre el nivel de uso racional de energía establecido para este tipo de
actividades.
Dentro de las propuestas que se presentan con el fin de disminuir los costos energéticos del
proceso de extrusión de plástico, Gloria Cruz establece que la conversión a gas puede reducir en
un 60% estos costos, por lo tanto, propone que el calentamiento del barril de extrusión se realice
8
a partir de esta fuente de energía y se remplacen las resistencias eléctricas que son menos
eficientes en el procesamiento de los polímeros (Cruz, 2014). Otro modelo para el mejoramiento
de la eficiencia energética en los procesos de extrusión es la modelación del proceso de
transferencia de calor en estado transitorio empleando el software Wolfram Mathematica 8.0,
esta herramienta posibilita en poco tiempo la toma de decisiones para mantener el proceso
optimizado en función de las propiedades físicas, las materias primas y la variación de
temperatura, aumentando la producción sin afectar la calidad del producto terminado (Jimenez,
La selección del proveedor se realiza con una ponderación de grupos de criterio, para evaluar
subjetivamente los proveedores inicialmente seleccionados y realizar alianzas estratégicas con
los de mayor calificación, como se observa en la matriz de la tabla 2.
3. Capítulo III: Estudio técnico
3.1. Descripción técnica del servicio
La investigación realizada en las medianas y pequeñas empresas del sector de los plásticos de
Bogotá para el estudio de mercado, se identifica que tienen en común fallas con la estabilidad del
sistema de control de temperatura en las resistencias calefactoras de las extrusoras de plástico,
por lo tanto, se presenta un modelo de sistema de control de temperatura para las resistencias
calefactoras y se complementa con un servicio de mantenimiento preventivo y correctivo para
garantizar el correcto funcionamiento de las extrusoras de plástico.
La metodología para ejecutar el servicio es la siguiente:
Diagnóstico del estado actual de la máquina
Gestión de mantenimiento preventivo
Modelado del sistema de control de temperatura para las resistencias calefactoras
Gestión del mantenimiento correctivo
3.2. Ingeniería del proyecto
El mantenimiento es una de las actividades claves para asegurar la confiabilidad en el
funcionamiento de las máquinas, se define como todas las actividades desarrolladas con el fin de
conservar las instalaciones y equipos en condiciones de funcionamiento seguro, eficiente y
económico.
22
Sin embargo, en el sector de los plásticos el mantenimiento de las máquinas es una actividad
crítica, debido a que no se cuenta con fichas técnicas elaboradas por los fabricantes locales. Es de
resaltar que en su mayoría los mantenimientos que se realizan son correctivos es decir cuando la
máquina presenta una falla y deja de funcionar.
Este tipo de mantenimientos es frecuente y afecta gravemente la producción por el tiempo
muerto, en espera de la reparación de la máquina y dadas las características del mantenimiento
como son:
El equipo debe estar detenido o bajo condiciones normales
El tiempo de mantenimiento debe ser lo más corto posible
El resultado de la actividad debe ser medible a corto y largo plazo
Debe ser realizado por mano de obra calificada
Debe disminuir el nivel de riesgo para los operarios
De acuerdo con lo anterior, se realiza una matriz de análisis modal de fallas y efectos (ver
tabla 3), y se evalúan diferentes características de una extrusora genérica, con el objetivo de
analizar los fallos potenciales que se pueden presentar en los componentes de la extrusora de
plástico y así definir prioridades, tomar acciones correctivas (generar, adicionar y modificar:
frecuencias y planes de mantenimiento) y determinar cuáles son las partes con más riesgo de
daño, para este caso los componentes más representativos son los siguientes: husillo, plato
rompedor, filtros y garganta de alimentación.
23
Tabla 3
Matriz AMFE de la extrusora de plástico
Componente
Efecto potencial del fallo
Causa potencial
del fallo
Condiciones existentes
Acción
correctiva
Condiciones resultantes
Co
ntr
ol
actu
al
Det
ecci
ón
Ocu
rren
cia
Sev
erid
ad
NP
R
Acción
emprendida
Det
ecci
ón
Ocu
rren
cia
Sev
erid
ad
NP
R
Husillo No cumple con transportar y
mezclar el material
Pérdida de longitud,
diámetro, corte y
desgaste mecánico n/a 5 8 8 320
Mtto
preventivo
cada 2 meses
Mtto
preventivo 4 6 8 192
Cilindro
Perdida de rugosidad, rotura del
cilindro, no resistencia a la
corrosión, desgaste mecánico ,
daño de resistencias térmicas y no
se enfría
Calentamiento
excesivo, uso,
desgaste mecánico n/a 4 1 9 36
Mtto
preventivo
cada 4 meses
Mtto
preventivo 2 1 9 18
Garganta de
alimentación
No hay un enfriamiento o
calentamiento del material (Según
proceso)
Se adhiere el material
a las paredes de la
garganta n/a 6 7 7 294
Mtto
preventivo
cada mes
Mtto
preventivo 5 6 7 210
Tolva
Rotura de ensamble entre garganta
de alimentación, tolva y boquilla de
entrada, adhesión de material por
alta temperatura, falla por vibración
Se adhiere el material
a las paredes de la
tolva, taponamiento
de la extrusora, tolva
y/o garganta
n/a 6 5 7 210
Mtto
preventivo
cada 2 meses
Mtto
preventivo 5 3 7 105
Plato
rompedor y
filtros
No recoge los contaminantes del
material
Material extruido
contaminado n/a 8 8 8 512
Mtto
preventivo
cada mes
Mtto
preventivo 6 6 8 288
Cabezales y
boquillas
Taponamiento por temperatura del
material, enfriamiento incorrecto,
no moldea el plástico
Material pérdido n/a 2 6 8 96
Mtto
preventivo
cada 2 meses
Mtto
preventivo 2 4 8 64
Fuente: Elaboración propia
24
3.3. Planificación del mantenimiento preventivo
La ejecución del mantenimiento preventivo requiere definir una metodología que establezca la
siguiente serie de pasos:
Realizar un diagnóstico para identificar el estado actual de las extrusoras de plástico
Identificar el lugar de instalación de la extrusora
Registrar las variables eléctricas, mecánicas y térmicas
Analizar el sistema eléctrico y mecánico
Analizar la distribución térmica y vibración del motor
Valorar el estado de los componentes
Figura 11. Registro de variables
Fuente: Elaboración propia
25
3.4. Programación y ejecución del mantenimiento
Después de identificar y evaluar el estado actual de la máquina se programa y de acuerdo a
disponibilidad se realiza un mantenimiento preventivo del sistema eléctrico y mecánico, de
acuerdo a las actividades mencionadas en la tabla 2, y se reemplazan las piezas que presenten
desgaste excesivo si el caso lo requiere.
Tabla 4.
Actividades del mantenimiento preventivo
Limpieza y ajuste de tornillería Periodicidad de la inspección y
mantenimiento Conexiones eléctricas y mecánicas
2 mes
Motor eléctrico Tableros eléctricos Ventiladores de refrigeración Tornillo/ Husillo Cilindro Garganta de Alimentación Tolva Plato Rompedor y Filtros Cabezales y Boquillas Resistencias calefactoras del cilindro Resistencia calefactora de la cabeza Control y registro de variables Temperatura, presión, horas de servicio, RPM
2 meses Calibración de parámetros Lubricación Rodamientos del motor 1 año Valoración y cambio de componentes Escobillas
1 año
Resistencias calefactoras de la cabeza Resistencias calefactoras del cilindro Rodamientos del motor Rodamientos del motor reductor Rodamientos del tornillo sin fin Correas
Plato Rompedor y Filtros 2 meses Cabezales y Boquillas
Tornillo/ husillo Cilindro 4 meses Garganta de Alimentación
6 meses Tolva
Fuente: Elaboración propia
26
De acuerdo con la encuesta, el 92% indica que el funcionamiento de las extrusoras de plástico
supera los 6 años en uso, por lo tanto se contempla reemplazar las piezas que se desgastan o se
deterioran frecuentemente aplicando la siguiente gestión de mantenimiento.
Se programan visitas técnicas de acuerdo a la periodicidad del mantenimiento preventivo,
para evitar tiempos muertos por detenimiento de la máquina.
3.5. Diagrama del proceso de mantenimiento preventivo
En la Figura 12 se presenta el proceso de mantenimiento preventivo para la extrusora de
plástico.
Figura 12. Diagrama del proceso de mantenimiento de una extrusora de plástico
Fuente: Elaboración propia
27
3.6. Modelado del sistema de control de temperatura
El desarrollo del modelo del sistema de control para las resistencias calefactoras se inicia con
investigaciones previas de tipos de controladores de temperatura, simulaciones en Matlab y la
selección de la tecnología que se desea implementar, se elige un controlador de temperatura PID
Autonics con pantalla de dos indicadores preestablecidos, debido a su flexibilidad para ingresar
las variables de control, comodidad para el usuario, capacidad de puertos análogos - digitales,
disponibilidad en el mercado y costo asequible.
Después de realizar el diagnóstico y analizar las curvas de temperatura de las resistencias
calefactoras, se procede a determinar la función de transferencia de la planta, como se observa en
la curva de respuesta de la Figura 13, y se emplea la ecuación 1.
Figura 13. Curva de respuesta
Fuente: (Ogata, 1998)
𝒄(𝒔)
𝒖(𝒔)=
𝐾𝑒−𝐿𝑠
𝑇𝑠+1 (1)
De acuerdo con los parámetros de estudio, se determinan los valores de las ganancias de los
sensores, el relé de estado sólido y los requerimientos del controlador. Se realiza una simulación
en el software Matlab del modelo del sistema de control de temperatura de lazo cerrado como se
28
observa en la Figura 14, el controlador PID tiene como referencia la temperatura a la cual se
procesa el plástico y se compara con la temperatura que censa las termocuplas que se encuentran
en las resistencias calefactoras.
Figura 14. Modelo del sistema.
Fuente: Elaboración propia
Después de simular el modelo en Matlab se procede a ingresar las variables de la planta, es
decir las variables calculadas de acuerdo al comportamiento de la resistencia calefactora, así
mismo con las demás zonas, con el fin de programar un controlador PID por cada resistencia
calefactora.
Es de aclarar que las curvas de temperatura varían de acuerdo a cada tipo de extrusora de
plástico, por tal motivo se realiza inicialmente un diagnóstico con el fin de determinar
correctamente las variables para la función de transferencia y modelar el sistema de control de
acuerdo con los requerimientos de cada máquina.
29
3.7. Diagrama del proceso para el modelamiento del sistema de control
A continuación se presenta el diagrama del proceso para el modelamiento del sistema de
control para las resistencias calefactoras
Figura 15. Diagrama del proceso de modelamiento del sistema de control
Fuente: Elaboración propia
3.8. Localización
Para establecer la posible ubicación de la empresa, se realiza un análisis de costos de los
recursos, de acuerdo a los factores establecidos en la tabla 5 para las zonas sur, norte y centro de
Bogotá.
30
Tabla 5.
Factores para definir la localización de la empresa
Bogotá
Suroriente Suroccidente Noroccidente Nororiente Centro
Factor de localización Peso Cal Pond Cal Pond Cal Pond Cal Pond Cal Pond
Total de ingresos 1.071.932 2.284.177 3.740.988 5.461.134 7.448.773
Total de costos variables (656.018) (1.465.477) (2.440.414) (3.593.555) (4.928.756) Nota: * Valores representados en miles de pesos. Fuente: Elaboración propia
50
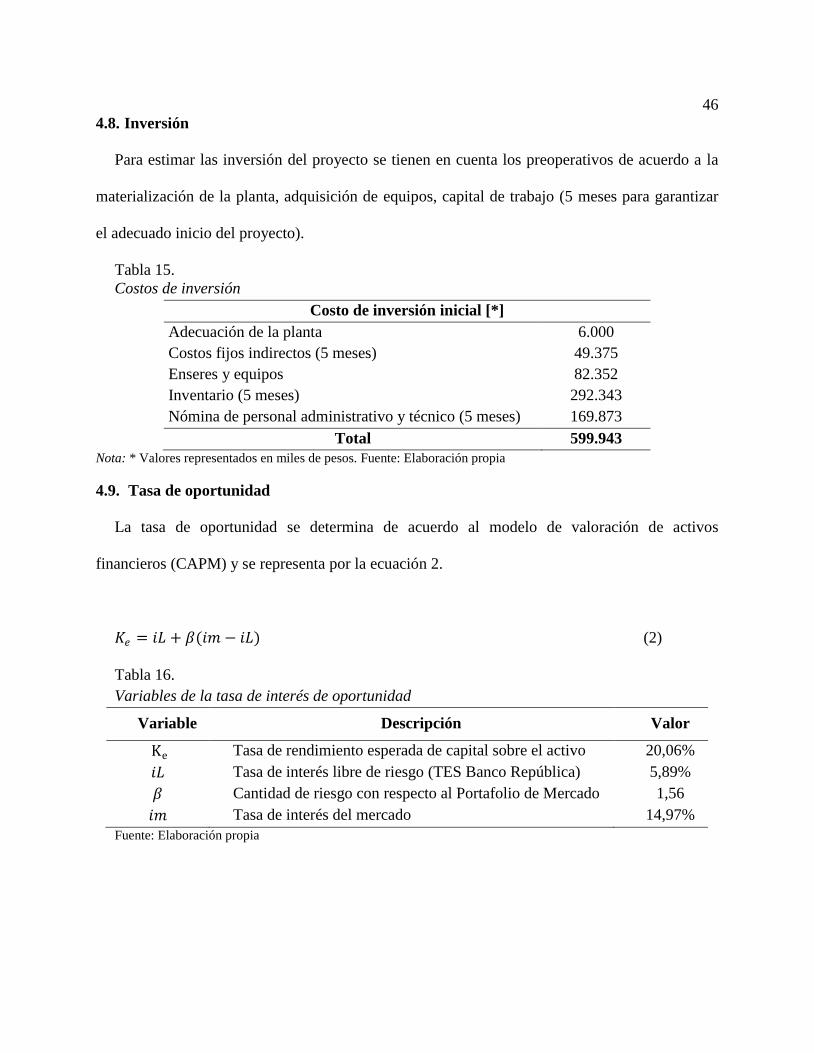
4.12. Promedio ponderado del costo del capital
Para determinar el promedio ponderado del costo del capital (Waac), se emplea la siguiente
ecuación
𝑊𝑎𝑐𝑐 = 𝐾𝑒 ∗ 𝑊𝑒 + 𝐾𝑑 ∗𝑊𝑑 ∗ (1 − 𝑇) (3)
Tabla 22.
Variables del promedio ponderado del costo de capital
Variable Descripción Valor
𝑊𝑎𝑐𝑐 Promedio ponderado del costo del capital 17,05%
𝑊𝑒 Peso del capital aportado de los accionistas 70%
𝐾𝑒 Tasa de rendimiento esperada de capital sobre el activo 20,06%
𝑊𝑑 Peso de la deuda 30%
𝐾𝑑 Tasa de interés del mercado 14,97%
𝑇 Impuesto a la renta 33%
Fuente: Elaboración propia
El cálculo del Wacc se emplea como tasa porcentual para calcular el VPN en el escenario con
financiamiento bancario y con una tasa de impuestos de renta del 33% para el 2018, de acuerdo
al portal oficial de inversión de Colombia.
4.13. Flujo de fondos con financiamiento bancario y con recursos propios
A continuación se presentan los flujos de fondos para los dos escenarios planteados
inicialmente con financiamiento bancario y por otra parte con recursos propios.
51
Tabla 23.
Flujo de fondos con financiamiento bancario
Ítem Año 0 [*] Año 1 [*] Año 2 [*] Año 3 [*] Año 4 [*] Año 5 [*]