91
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007 TEORÍA DE RESTRICCIONES Página 1 de 91

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
TEORÍA DE RESTRICCIONES
P. Reyes / Sept. 2007
Página 1 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
CONTENIDO
1. La teoría de restricciones3
2. Eliminación de restricciones 9Físicas y políticas
3. El modelo Tambor-Amortiguador-Soga (DBR) 46
4. Teoria de restricciones en el mantenimiento 55
5. Teoría de restricciones y gestión de proyectos 62
6. Teoría de restricciones y MRP66
Página 2 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
1. La teoría de restricciones (TOC)
El Dr. Eliyahu Goldratt, doctor en Física, a principios de los 1970’s, apoyó a un pariente a mejorar la producción de su pequeña empresa de pollos. Goldratt, junto a su hermano, desarrolló un revolucionario algoritmo de programación de la producción que posibilitó un incremento de producción superior al 40% sin necesidad de nuevos recursos. La cobranza pasó a ser más lenta que las compras de materiales y la empresa quebró. El Dr. Goldratt volvió a trabajar a la universidad.
A finales de los '70, los hermanos Goldratt fundaron Creative Output, empresa que desarrolló un software para la programación y control de la producción basado en el algoritmo ya mencionado. El crecimiento de esta empresa fue espectacular, siendo sus principales clientes Grumman, Sikorsky y General Motors. Ya desde esa época General Motors usa TOC. Después escribe “La Meta” con mucho éxito e inicia en 1987 el Avraham Y. Goldratt Institute (AGI), cuya misión es generar y diseminar conocimiento. En ese momento comenzó la investigación que permitió generalizar TOC a todas las áreas y niveles de una empresa (Operaciones, Distribución, Abastecimiento, Ventas, Marketing, Estrategia, Toma de Decisiones, Ingeniería, Gestión de Proyectos y Recursos Humanos).
El hecho de que los trabajos del Dr. Goldratt comenzaran en el área de Operaciones hace que aún ahora muchas personas crean que TOC es "... sólo una cosa de Producción".
Revisando la bibliografía especializada sobre se puede concluir que:
TOC está basada en el Pensamiento Sistémico. Las soluciones que propone TOC para Operaciones y Gestión de
Proyectos se basan en la Teoría de Colas y la teoría estadística de la Agregación.
Página 3 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Los conceptos que propone TOC para la Toma de Decisiones son esencialmente el método "Costeo directo" en su expresión más pura, que aparece en los libros de gestión de los años 1950’s.
La palabra Throughput aparece en los libros de los años 1950’s. Los Procesos de Pensamiento de TOC son simplemente sentido
común. Etc.
Actualmente la difusión de la Teoría de Restricciones es responsabilidad del Abraham Y. Goldratt Institute, fundado por el Dr. Eli Goldratt, su sede está en 442 Orange Street, New Haven, Connecticut, EUA, con sucursales en varios países incluyendo México.
TOC es una metodología de gestión, con el propósito de ganar dinero, hoy y en el futuro, esto se hace al:
Maximizar las ventas (throughput), para asegurar la participación en el mercado
Reducir los inventarios (costo de los materiales en planta) Minimizar los gastos de operación (gastos erogados para
transformar inventario en throughput). Incluye costos directos, costos indirectos, y costos de todos los activos.
Como ya se vio en TOC, por Pareto solo algunos centros de trabajo en la planta controlan su producción total para cada línea de producto. Administrando estos centros denominados Recursos con Capacidad Restringida (CCRs) o cuellos de botella, se optimiza la producción de la empresa y se orienta la inversión futura.
Durante 1979, la empresa Creative Output de Eli Goldratt inició la venta del programa de planeación y control de la producción denominado OPT, sus principios fueron ampliados después a la Teoría de Restricciones, los cuales se explican en los libros de E. Goldratt La
Página 4 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Meta, La Carrera, El Síndrome del pajar, No fue la suerte, Cadena crítica, Necesario pero no Suficiente y la Teoría de Restricciones.
Prerrequisitos de TOCPara que se puede implementar la TOC se requiere que:
Se cubran las necesidades básicas en todos los aspectos Se eduque en la aplicación las nuevas herramientas de
eficiencia, concientizando sobre su efecto en los demás elementos del proceso.
Se eduque en trabajo en equipo, liderazgo y dominio personal de sí, integrados en la inteligencia emocional.
Haya compromiso de la alta dirección para apoyar el proceso de implementación del TOC alineado con los objetivos estratégicos de la organización.
Diferencias entre el pensamiento cartesiano y el sistémico
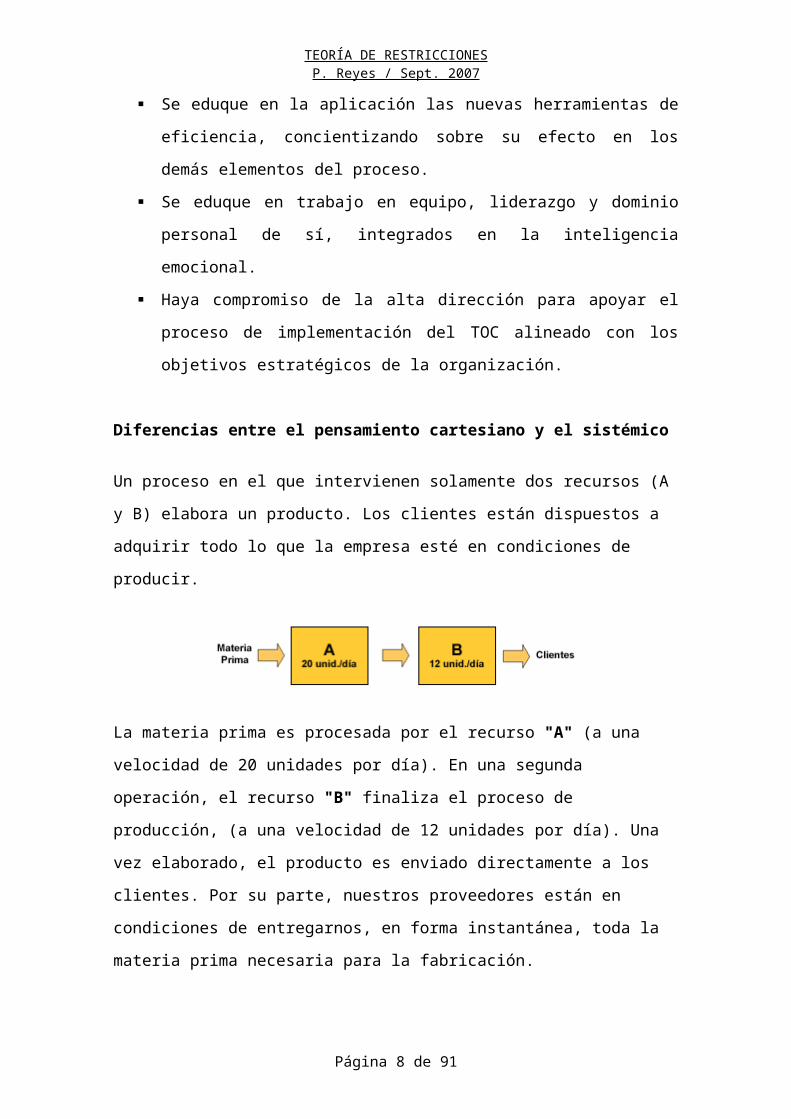
Un proceso en el que intervienen solamente dos recursos (A y B) elabora un producto. Los clientes están dispuestos a adquirir todo lo que la empresa esté en condiciones de producir.
La materia prima es procesada por el recurso "A" (a una velocidad de 20 unidades por día). En una segunda operación, el recurso "B" finaliza el proceso de producción, (a una velocidad de 12 unidades por día). Una vez elaborado, el producto es enviado directamente a los clientes. Por su parte, nuestros proveedores están en condiciones de entregarnos, en forma instantánea, toda la materia prima necesaria para la fabricación.
Los recursos deberían producir a un ritmo de 12 unidades por día. Si "A" funciona al máximo de su capacidad "B" no podría
Página 5 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
terminar de procesar el material elaborado por "A", acumulando productos semiterminados a un rotmo de 8 unidades / día.
Si “A” trabaja a un ritmo de 12 unidades / día su eficiencia es de sólo 60%, por lo que un supervisor típico le pediría que aumentara su eficiencia.
En el pensamiento Cartesiano o Paradigma Cartesiano se quiere obtener el máximo rendimiento individual de todos sus recursos. El Pensamiento Sistémico, o Paradigma Sistémico, en cambio, sostiene que el máximo rendimiento de un sistema NO se consigue mediante el máximo rendimiento individual de cada uno de los recursos, sino que sólo unos pocos deberán funcionar al máximo para obtener todo lo esperable del sistema.
TOC es una forma de administrar las empresas, con el objetivo de maximizar sus ganancias en unidades de utilidad. Las empresas privadas quieren ganar más dinero. Las empresas no lucrativas quieren maximizar sus unidades de utilidad (salud, seguridad, etc.). El objetivo es maximizar el throughput (ingreso de dinero a través de las ventas) al mismo tiempo que se reducen los inventarios y los gastos operativos, se usa el proceso de pensamiento de causa – efecto - causa. Un sistema complejo se forma con una gran cadena de recursos interdependientes (máquinas, centros de trabajo, instalaciones) pero solo algunos, los cuellos botella (restricciones) condicionan la salida de toda la producción, Si así no fuera, generaría ganancias Ilimitadas. Al inicio se trata de que la restricción trabaje hasta el límite de su capacidad para acelerar el proceso completo, con todos los recursos actuales disponibles.
Hablar de restricciones, no es sinónimo de recursos escasos; es imposible contar con una cantidad infinita de recursos. Las restricciones, aquello que impide a una organización alcanzar su más alto desempeño en relación a su Meta, son políticas erróneas.
Página 6 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Los cuellos de botella (restricciones) que determinan la salida de la producción son llamados Drums (tambores), ya que ellos determinan la capacidad de producción (llevando el ritmo). Se usa el método Drum-Buffer-Rope (Tambor - Inventario de Protección - Soga) como aplicación de la Teoría de las Restricciones a las empresas industriales.
Hay dos tipos de restricciones:1 Restricciones físicas referidas al mercado, el sistema de
manufactura (máquinas, personal, instalaciones) y la disponibilidad de insumos.
Restricciones de políticas que se encuentran atrás de las físicas como políticas, procedimientos, sistemas de evaluación y conceptos.
1 Ref. artículo publicado por Rafael Suarez, Publicado en www.mantenimientoplanificado.com
Página 7 de 67
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
La mejora se entiende como obtener más “Meta” sin violar las condiciones necesarias. Para lo cual se deben romper algunos paradigmas actuales:
Operar al sistema como si fuera una caja de eslabones vs operar como una cadena donde los resultados de un eslabón depende de los de los otros.
Fijar los precios de los productos en función de un costo contable y no en relación a su contribución a la meta del sistema (Throughput).
Lo que se requiere no son muchos datos sino los necesarios para hacer una decisión apropiada.
Página 8 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
TOC provee una metodología para que cada sistema desarrolle sus propias soluciones con base en relaciones lógicas “causa – efecto – causa”
2. Eliminación de restricciones:La secuencia de los pasos iterativos de mejora depende del tipo de restricción que se analice.
La medición del desempeño del sistema se realiza a través de losindicadores; Throughput (T), Inventarios ( I), y Gastos Operativos (GO). El método recomendado por TOC para la mejora es el método socrático, el cual fomenta la participación del personal, con trabajo en equipo y aplicando una metodología apropiada para desarrollar sus propias soluciones. El método autocrático donde por autoridad se ordenan las soluciones, no da resultado como se observa a continuación:2
Eliminación de restricciones políticas
2 Acero Navarro, Elias Germán, Administración de operaciones aplicando la teoría de restricciones en una PYME, Tesina de Ing. Industrial, Universidad Mayor de San Marcos, Lima, Perú, 2003.
Página 9 de 67
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
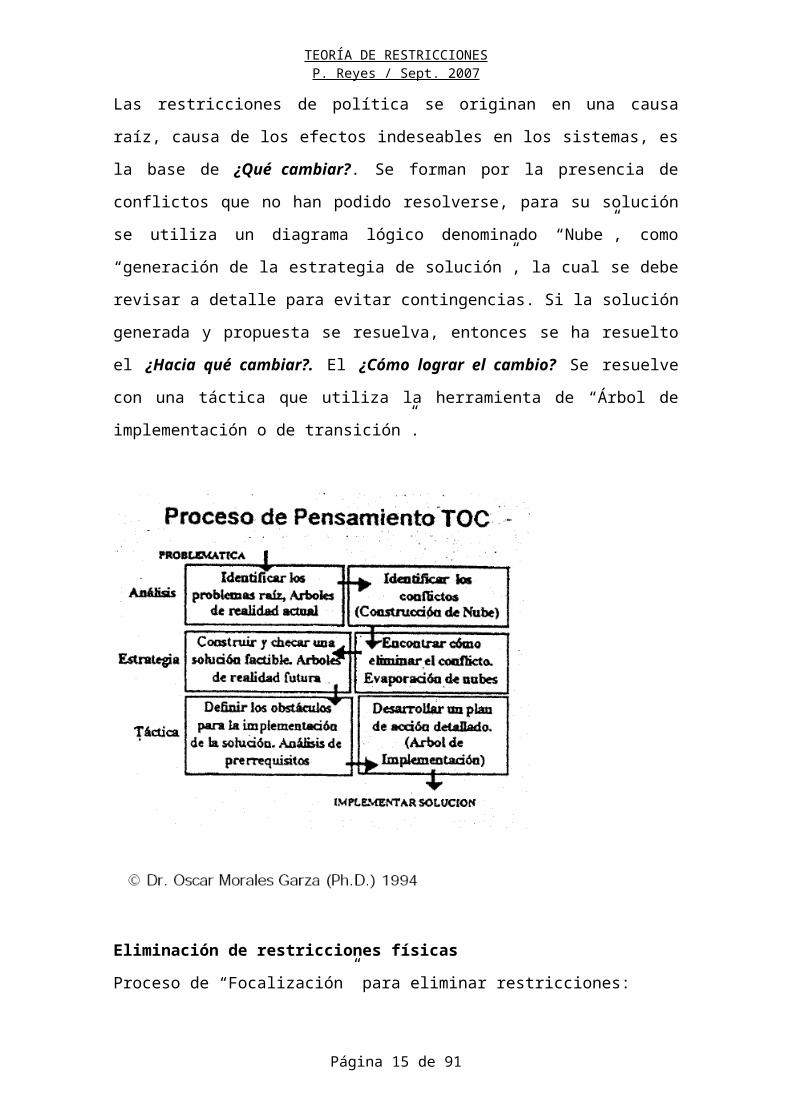
Las restricciones de política se originan en una causa raíz, causa de los efectos indeseables en los sistemas, es la base de ¿Qué cambiar?. Se forman por la presencia de conflictos que no han podido resolverse, para su solución se utiliza un diagrama lógico denominado “Nube”, como “generación de la estrategia de solución”, la cual se debe revisar a detalle para evitar contingencias. Si la solución generada y propuesta se resuelva, entonces se ha resuelto el ¿Hacia qué cambiar?. El ¿Cómo lograr el cambio? Se resuelve con una táctica que utiliza la herramienta de “Árbol de implementación o de transición”.
Página 10 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Eliminación de restricciones físicasProceso de “Focalización” para eliminar restricciones: 1. IDENTIFICAR LAS RESTRICCIONES: una restricción es una variable que condiciona un curso de acción. 2. EXPLOTAR LAS RESTRICCIONES: implica buscar la forma de obtener la mayor producción posible de la restricción.3. SUBORDINAR TODO A LA RESTRICCION: todo el proceso debe funcionar al ritmo que marca la restricción (tambor)4. ELEVAR LAS RESTRICCIÓN: implica agregar recursos para aumentar la apacidad de la restricción. Por ejemplo, tercerizar.5. SI EN LAS ETAPAS PREVIAS SE ELIMINA UNA RESTRICCIÓN, VOLVERAL PASO a): para trabajar en forma permanente con las nuevas restricciones que se manifiesten.
Página 11 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Paso 1. Identificar las restricciones
Hay dos tipos de restricciones, físicas y políticas, estas últimas son las más comunes:
Físicas: Escasez de materias primas, una máquina muy cargada, gente con falta de una habilidad determinada, el Mercado, etc. Se identifican cuando ya se han eliminado las restricciones políticas.
Políticas: Reglas formales o informales erróneas, no alineadas o en conflicto con la meta del sistema. Se deben eliminar antes de las físicas.
Para identificar las restricciones físicas TOC propone construir un ARBOL DE REALIDAD ACTUAL, que es una técnica que permite explicitar las interdependencias que existen en el sistema en estudio y encontrar los problemas medulares (O restricciones).
Un error común es considerar que la restricción es el lugar donde se acumulan los inventarios en el sistema, sin hacer un análisis más profundo de las interdependencias que existen. Por ejemplo:
En un hospital un médico tiene la sala llena de pacientes. Se podría pensar que la restricción es el médico. Analizando las interdependencias se descubrió que, una vez que entra el paciente al consultorio, el médico está varios minutos esperando que le llegue la historia clínica correspondiente. ¿Cuál es la restricción? ¿Es una restricción física o política?.
En una fábrica hay mucho inventario de producto en proceso delante de la máquina A y el puesto de ensamble B. Se podría pensar, apresuradamente, que ambos son restricciones. Analizando las interdependencias se descubrió que la máquina A abastece al puesto B de uno de los componentes necesarios para realizar la operación de ensamble y que delante de la
Página 12 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
máquina B hay inventario de todos los componentes excepto del proveniente de la máquina A y de otro componente comprado a un proveedor externo. Compras dice que el proveedor en cuestión no le entrega el componente por falta de pago. ¿Cuáles son las restricciones del sistema? ¿Son restricciones físicas o políticas?.
Para identificar las Restricciones Políticas, El Instituto Goldratt ha desarrollado cinco técnicas para abordarlas:
Árbol de Realidad Actual: técnica que se utiliza para detectar los pocos problemas vitales responsables de los efectos indeseables observados en la empresa. Es un diagrama que muestra por medio de las relaciones causa efecto, conecta los efectos indeseables principales.
Cada entidad del árbol que no aparece como resultado de otra causa, cada punto de entrada al árbol, es una causa raíz. Es normal que una causa raíz lleve a la mayoría de los efectos indeseables. Por tanto esta se convierte en problema raíz y debe ser objeto de los esfuerzo de mejora.
Pasos para su construcción:Paso 1. Listar cinco a diez efectos indeseables que describan el sistema a analizar.Paso 2. Si se observa una relación causal aparente entre dos o más efectos indeseables, se conecta este grupo, poniendo flechas conforme se vaya agregando. Si no hay ninguna relación clara continuar.Paso 3. Se construye la “nube medular”Paso 4. Se utiliza la nube medular para construir la base del árbol de realidad actual.Paso 5. Se conecta la base del árbol de realidad actual con los grupos observados en el paso 2.
Página 13 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Paso 6. Se examinan cada una de las entidades y flechas con que se conectó el árbol de realidad actual del paso 5.Paso 7. Se revisan los EFIs negativos, aun cuando no se hayan incluido en la lista original.Paso 8. Se lee el árbol de abajo hacia arriba, revisando cada flecha y entidad mientras se hace, haciendo la pregunta si el árbol refleja la intuición acerca de la situación, se otra forma hacer correcciones.Paso 9. Se poda el árbol, eliminando cualquier entidad que no sea necesaria para conectar los EFIs.Paso 10. Se muestra el árbol a otra persona que ayude a describir y confrontar los supuestos escondidos entre las ramas.
Por ejemplo: No están definidas las políticas Hay poca comunicación No es frecuente la programación de actividades La toma de decisiones se hace casi sin asesoría La rentabilidad de la empresa es muy baja Muy poco trabajo en equipo para los programas Hay poca motivación con el personal Falta un sistema de costos
Se desarrolla el árbol de realidad actual para identificar el problema raíz, considerando las interrelaciones entre los Efectos Indeseables.
Página 14 de 67
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Página 15 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
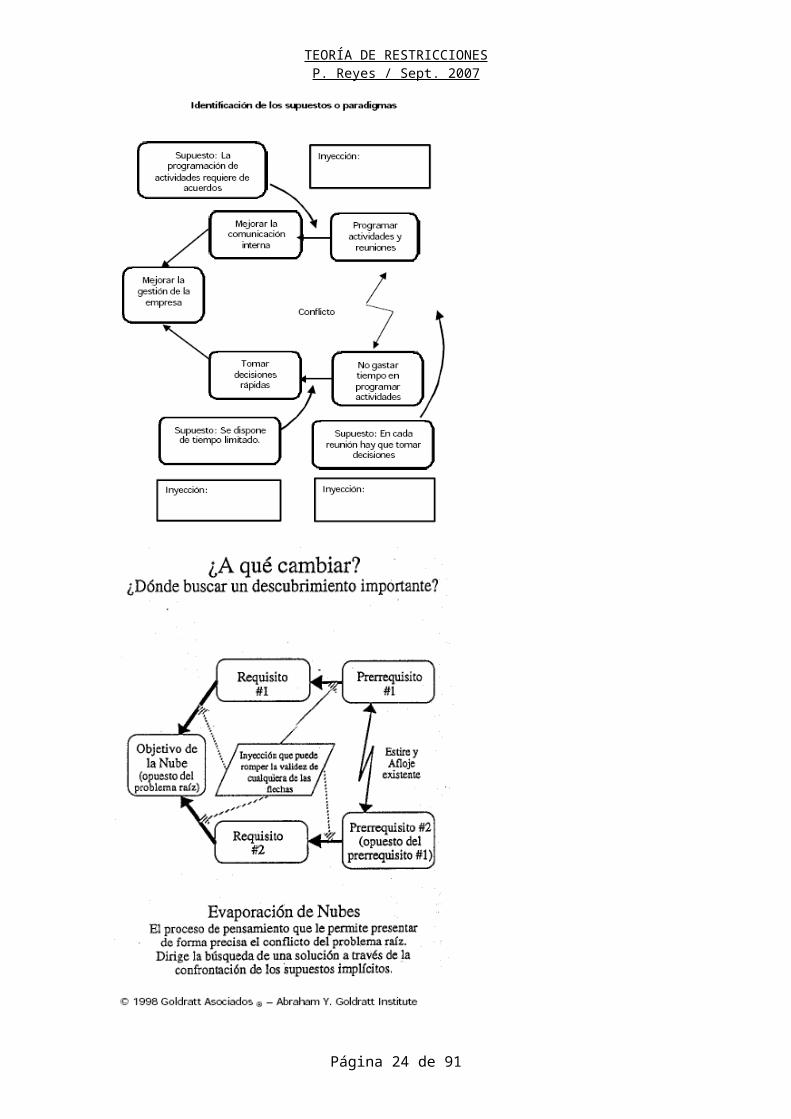
Evaporación de Nubes: técnica para la generación de soluciones simples y efectivas a conflictos, sin apelar al compromiso.
Para resolver el problema raíz, se debe definir en forma clara, identificando el objetivo deseado, lo opuesto al problema raíz; indicar las dos condiciones necesarias, los requisitos esenciales para lograr el objetivo; y verbalizando el conflicto resultante, el choque directo entre los dos prerrequisitos.
No se debe buscar una negociación, sino investigar que cambios en la realidad eliminan al menos uno de los motivos del conflicto. Es decir se debe “Evaporar la nube”.
Ya detectado el problema raíz, la razón de su existencia es la presencia de conflictos, para resolverlos se utiliza el diagrama lógico denominado “nube”.
Pasos para su construcción:Paso 1. Se selecciona el problema raíz del árbol de realidad actual.Paso 2. Se construye una nube medular para el problema raíz en el orden siguiente, por ejemplo:
Página 16 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Paso 3. Se revisa la lógica de la nube en voz alta, a partir del objetivo A, en la siguiente estructura:
Para las flechas horizontales; “para tener… (punta de la flecha), necesito tener…(cola de la flecha)”.Para la flecha de conflicto: “(Una punta de flecha)…está en conflicto con ….(la otra punta de la flecha)”.Al leer en voz alta la nube medular con cada flecha por separado, se hacen los ajustes necesarios mientras se verbaliza cada entidad, para que la lectura sea adecuada. La nube debe representar claramente el conflicto que tiene la persona o la empresa. Por ejemplo:
Esta nube permite analizar el conflicto a detalle y extraer los paradigmas, que al cambiarlos o ajustarlos generan una nueva idea de solución.
Página 17 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Página 18 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
La nube del problema central describe el conflicto que evita que se halle una solución, se tienen tres tipos de nubes:3
1. Conflicto con las reglas del sistema2. Dilema personal con el líder3. Conflicto entre funciones, niveles gerenciales o individuos (conflicto crónico).Una nube es un diagrama que representa dos lados del conflicto con una meta común. Las cajas B y D están a un lado del conflicto; las cajas C y D’ están al otro lado del conflicto; la caja A es la meta común. La nube se lee “en orden a”, “se debe”, indicado por las flechas.
CONFLICTO GERENCIAL
Para tener A, se debe tener B. Para tener B se debe tener D.Para tener A, se debe tener C. Para tener C, se debe tener D’.A veces la visualización de la nube del problema es suficiente para lograr consenso en el problema y avanzar. Sin embargo en caso de falta de consenso puede ser necesario desarrollar un árbol de realidad actual (CRT), para verificar todas las causalidades que orienten a la identificación del problema central.
3 Lepore Domenico, Cohen Oded, Deming and Goldratt, The theory of constraints and the system of profound knowledge, North River Press, Masachusets, EUA, 1999.
Página 19 de 67
ADramáticamente mejorar el desempeño del sistema
BMantener estabilidad
DActuar en línea con las reglas del sistema
CAvanzar (evitar la inercia)
D’Actuar en contra de las reglas del sistema, fuera de línea, resistir la presión

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
En este caso D es el efecto no deseable (UDE) y D’ el efecto deseable. El proceso se repite para cada una de la UDEs. Por ejemplo si se analizan tres UDEs en nubes separadas, se identificarán elementos comunes en las nubes, o sea habrá algo en común entre las tres A’s, B’s, C’s, D’s y D’’s. Con objeto de verbalizar esta comunalidad, se construye la “nube consolidada”. Escribir las Ds para cada uno de las tres nubes.Rotando el árbol se tiene el objetivo en la base y las causas arriba.
Página 20 de 67
A¿Cuál es el objetivo a lograr al tener a ambas B y C?
B3. ¿Qué necesidad se satisface por la acción en D. o por qué estas de acuerdo con D?
UDE 1 D1. ¿De qué acción te estas quejando?
C4. ¿Qué necesidad se satisface con la acción en D’, o cual es la acción que evita D?
D’2. ¿Cuál es la acción opuesta a D?
A ¿Cuál es el objetivo a lograr al tener a ambas B y C?
B 3. ¿Qué necesidad se satisface por la acción en D. o por qué estas de acuerdo con D?
UDE 1 D 1. ¿De qué acción te estas quejando?
C 4. ¿Qué necesidad se satisface con la acción en D’, o cual es la acción que evita D?
D’ 2. ¿Cuál es la acción opuesta a D?

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Se inicia la construcción de causalidades hacia arriba agregando más entidades de suficiencia en las causalidades. Por ejemplo de A a B y de A a C y agregando más entidades en la lógica preguntando ¿Por qué?.
A BSI los gerentes quieren involucrarse en un proceso de mejora continua, ENTONCES deben mantener estabilidad, DEBIDO A que los sistemas inestables tienden a perder Throughput que es la máxima prioridad.
A CSI los gerentes quieren involucrarse en un proceso de mejora continua, ENTONCES deben proporcionar un mayor throughput DEBIDO A que la única manera de mantener el crecimiento continuo es por medio del canal del throughput.
Página 21 de 67
BLos gerentes deben mantener estabilidad
Throughput es la máxima prioridad
Los sistemas inestables tienden a perder throughput
A Los gerentes quieren orientar sus sistemas a un proceso de mejora continua
Los gerentes deben incrementar el throughput
La única forma de mantener un crecimiento continuo es a través del canal del throughput
Los gerentes quieren orientar su sistema a un proceso de mejora continua

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
El siguiente paso es B D. Si los gerentes quieren mantener la estabilidad de su sistema, ENTONCES deben apegarse a las “reglas” del sistema DEBIDO A que permiten controlar el desempeño y comportamiento del personal para que tengan un mejor desempeño.
CD’ Si los gerentes deben proporcionar myor throughput, ENTONCES deben romper las reglas del sistema DEBIDO A que las reglas restringen las iniciativas del personal y son necesarias.
¿Qué pasa si tenemos D y D’ al mismo tiempo?SI los gerentes quieren romper las reglas PERO están forzados a seguir las reglas, ENTONCES están frustrados, inconsistentes y confunden a sus subordinados. Esto ORIENTA a lo gerentes a perder credibilidad y liderazgo con sus subordinados.
Página 22 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Para EVAPORAR el conflicto en la nube, se requiere aflorar los supuestos entre D y D’. “Nos gustaría tener D’ pero tenemos que vivir con D debido a …..”; para invalidad estos supuestos se requiere una INYECCIÓN, la cual dicta las prioridades; la sincronía necesaria para lograr las inyecciones se formará con las políticas y procedimientos con los que opere el negocio. El propósito de las inyecciones es que nos movamos operacionalmente hacia la meta.
Página 23 de 67
Los gerentes pierden su liderazgo
Los gerentes pierden su credibilidad
Los gerentes se frustran, son inconsistentes y confunden a sus subordinados
Los gerentes deben apegarse a las reglas
Los gerentes deben romper las reglas
Los gerentes deben mantener estabilidad
Los gerentes deben generar más throughput
Las reglas del sistema sirven para control de la gente
La gente conrolada tien el mejor desempeño
Las reglas del sistema restringen las iniciativas del personal
Throughput nuevo requiere de empeados jóvenes
Throughpui es la prioridad no.1
Los gerentes deben mantener estabilidad
Los gerentes deben mantener estabilidad
Los gerentes deben mantener estabilidad
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Página 24 de 67
UDE
UDE
UDE
D’
UDE
C
D
BLos gerentes deben mantener estabilidad
Objetivo de la nube
Supuesto
inyección

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Árboles de Realidad Futura: técnica para evaluar la solución, encontrar ramas negativas y la forma de neutralizarlas. Encontrar una idea de solución o inyección que conduzca a lograr los efectos deseables especificados, con esto y las relaciones causa efecto, se puede predecir los resultados lógicos esperados y construir el Árbol de realidad futura.
La inyección inicial puede no ser suficiente para alcanzar los resultados deseados, pero la construcción del árbol de realidad futura permite observar los elementos faltantes para nuevas inyecciones que deben ser agregadas a la realidad.
Una vez definidos los objetivos claramente, es necesario implementar cada una de las inyecciones. El árbol de realidad futura muestra que una vez implementadas, se logra el resultado deseado es decir el conjunto de objetivos estratégicos. Una vez planteadas las inyecciones necesarias para romper las flechas y solucionar el conflicto en el sistema, se detallan los objetivos a alcanzar.
Por ejemplo los principales efectos deseados (EDEs) son: La rentabilidad se incrementa Se programan actividades y se dan prioridades Se toman decisiones en consenso Se mejora la comunicación y el diálogo interno Se promueve el trabajo en equipo Se estructura un sistema de costos Hay una mayor motivación entre los integrantes de la empresa
Con estos efectos deseados y con las inyecciones, se desarrolla el árbol de realidad futura para los cambios, cuidando de no crear nuevos efectos indeseables, a veces es necesario implementar inyecciones adicionales para el logro de objetivos. Por ejemplo:
Página 25 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Cualquier conjunto de acciones requiere ser planeada, realizada, y sus resultados analizados (ciclo PDSA de Deming). TOC proporciona como herramienta el Árbol de Realidad Futura para diseñar y
Página 26 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
controlar el patrón de implementación de la inyección encontrada, así como los medios para resaltar la necesidad de nuevas inyecciones.
Su construcción se inicia con la nube del problema central, su punto de arranque es la idea revolucionaria (inyección D*) que orienta al logro de los requerimientos o necesidades A y B. Esquemáticamente se logra, rotando la solución central 90º en dirección de las manecillas del reloj. Después se agregan causalidades a la estructura para asegurar que se comprende la lógica completa del pro qué el objetivo será alcanzado, si se implementa la idea revolucionaria en la realidad.
Rotación de 90º
Página 27 de 67
A
B
D*
C
A
B
D*
C

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
El proceso se continua hasta que todos los efectos deseados (Des) sean conectados de manera lógica en el FRT. Esta parte, de A hacia arriba, se denomina el tronco del FRT. Muestra que como resultado de las inyecciones encontradas, todas las UDEs se transforman en Des.
En este punto la visión de la solución debe ser suficientemente clara para la gente de manera que la acepte de manera conceptual y se mueva hacia arriba.
El FRT permite recolectar toda la lógica de soporte para “probar” por qué el cambio propuesto traerá resultados.
Al cambiar algunos estados se pueden producir efectos no deseados, el FRT orienta a anticiparse a esos efectos, permite el desarrollo de ramas negativas muy enfocadas (NBR).
Página 28 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Página 29 de 67
DE
DE
DE
DE
NBR
Inyección
Inyección
inyección

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Reservación de Ramas Negativas (NBR)Este es un árbol de causa y efecto (suficiencia) que inicia en la base con la nueva idea – la inyección o cualquier parte de la solución – y desarrolla la lógica que establece por qué un resultado negativo es inevitable.
Por ejemplo, si estamos en un bosque y queremos un te. ¿Hay NBRs con esto?. Podemos imaginar varios: NBR del fuego; NBR con el agua que usemos; o que pasa si no apagamos el fuego de manera adecuada, etc. Todos los NBR no tienen que ver con el te, sin embargo pueden causar Efectos indeseables en el ambiente que cambiamos.
Puede ser que SI prendemos un fósforo, ENTONCES hay un gran fuego, DEBIDO A que hay muchas hojas secas.
Página 30 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
NBR para la tasa de te
Con el esquema se pueden atacar los supuestos como limpiar el área de hojas secas en un radio de 2 mts., buscar un zona protegida del viento, llevamos un extinguidor, y en todo caso podemos tomar agua en lugar de te o llevarlo en un termo.
Página 31 de 67
9. El fuego es cada vez mayor
7. En clima seco el fuego se extiende
8. No tenemos forma de extinguirlo
4. Nuestro fuego toma hojas cercanas
2. Es un día seco. 3. El lugar está lleno de hojas
5. Hay un viento seco
1. Encendemos un cerillo
6. El pequeño fuego se hace grande

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Creando el ambiente para el liderazgoEnfocarse a dos aspectos que crean inestabilidad en el sistema:1. Desalineamiento entre autoridad y responsabilidad.2. Falta de instrucciones claras.Por ejemplo menciona Goldratt, una persona entra en conflicto al tener que enviar un embarque urgente, pero no tiene la información suficiente, podría haberla investigado pero un procedimiento interno de la empresa lo prohíbe. La persona entra en conflicto, toma una acción violando las reglas o no toma acción retardando el embarque. La evaporación de este conflicto revela la importancia de redefinir la autoridad de esta persona, y además proporcionar de manera sistemática a todos con la autoridad relevante para realizar las tareas de las que son responsables.El mecanismo para redefinir y alinear la autoridad y l a responsabilidad es la nube de conflicto, a veces no se reconoce el conflicto y se cae en nubes “apaga fuegos”, que son recurrentes y crean tensiones en la empresa.
Un conflicto parecido lo tiene un supervisor de mantenimiento que lo miden por el tiempo muerto de las máquinas, sin embargo le traen las partes más baratas, con mala calidad, donde no tiene autoridad para seleccionarlas. El comprador por otro lado se mide por que tanto ahorra en las compras.
Página 32 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Esta nube de conflicto puede ser evaporada, identificando los supuestos y retándola. La inyección que evapora la nube define la nueva autoridad requerida por la persona para que realice sus tareas de la mejor manera.Supuestos:1. Solo el comprador puede hacer los mejores tratos.2. Si cualquiera compra se pierde el control de la situación.Inyección:1. El supervisor de mantenimiento asesora al comprador en el tipo de refacciones necesarias para que la máquina trabaje de mejor manera.2. El comprador no se le mide en que tanto ahorre en refacciones.
Además de lo anterior es necesario que el personal se comunique de manera clara. El árbol de transición es una herramienta para proporcionar instrucciones claras.
Página 33 de 67
Objetivo común:
Ser rentables
Necesidad es del sistema
Refacciones de calidad
Acción:
El supervisor compra sus refacciones
Necesidad del sistemaControlar el proceso de compras
Regla del sistemaSolo compras compra refacciones

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Árboles de Prerrequisitos: técnica para identificar y relacionar los obstáculos que se encontrarán al implementar la solución, ya que cada solución crea una nueva realidad. La implementación de las inyecciones a veces se dificulta, ya que a veces se alejan de las formas de trabajo tradicionales, por lo que es necesario desglosar la implementación en pasos más pequeños, con ayuda del árbol de prerrequisitos. Se empieza por los obstáculos que se esperan encontrar, se verbalizan los marcadores necesarios y los objetivos intermedios. Cada obstáculo ayuda a fijar un objetivo intermedio, suficiente para sobreponerlo.En este paso se ordenan los objetivos intermedios en secuencia, para identificar cuál es el primero, cuál se puede hacer en forma paralela, etc. Las conexiones surgen de la dependencia cronológica necesaria para vencer todos los obstáculos.
El poder del árbol de prerrequisitos proviene de no ignorar los obstáculos, sino más bien tomar ventaja de ellos.
El árbol de prerrequisitos permite:
Página 34 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
1. Romper una tarea que se ve no remontable dentro de sus principales obstáculos. De esta manera es claro para todos que hace a la tarea difícil.2. Darse cuenta que cada obstáculo puede ser pasado al ponerle un objetivo intermedio, dando a todos una estrategia más consistente.3. Comprender el tiempo necesario para lograr todos los objetivos y por tanto coordinar las tácticas / acciones donde todos estén involucrados.
Por ejemplo en el caso de la tasa de te en el bosque:Obstáculo 1: no se tiene material para prenderObstáculo 2: No se permite en el bosque la colección de este materialObstáculo 3. Hay un fuerte vientoObstáculo 4: No se tienen a la mano cerillosObstáculo 5: no se tienen tasasObstáculo 6: No se tiene una vasija para hervir el agua
Los obstáculos 4-5-6 se pueden agrupar como olvido de traer lo necesario para preparar el te.
Obstáculo 1: no se tiene material para prenderObstáculo 2: No se permite en el bosque la colección de este materialObstáculo 3. Hay un fuerte vientoObstáculo 4: Tendemos a olvidar tod lo necesario para preparar el te
Se puede evitar con estos dos objetivos:- Tener una lista de embarque para la actividad del te- Cargar el paquete del te en el cocheLos obstáculos 1 y 2 se pueden evitar trayendo algunos pedazos de madera en el coche. O traer un equipo a gas. El obstáculo 3 se puede evitar al buscar un lugar protegido para prender el fuego.
Página 35 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Por tanto, para evitar los obstáculos se tienen tres objetivos intermedios:IO-1: Traer algunas piezas de madera seca en el coche.IO-2: Tener un lugar protegido para el fuego.IO-4.1: Tener una lista de empaque para la actividad del te.IO-4.2: Cargar el paquete de te en el coche.
La última parte consiste en dar una secuencia a los objetivos intermedios, por ejemplo hacer primero el IO-4.1 antes del IO-4.2 y así sucesivamente como se muestra a continuación:
De esta forma el mapa IO muestra las conexiones lógicas de todos los prerrequisitos necesarios que deben ser logrados para introducir el cambio en nuestra realidad. De ahí su nombre de árbol de prerrequisitos.
El uso del PRT y del TRT forman el esqueleto de soporte de un mecanismo sincronizado de trabajo y apoyan a la gestión de proyectos.
Página 36 de 67
IO-4.2
IO-4.1 IO--1
IO-3

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Página 37 de 67
IO-4.2. El paquete del se te carga en el coche
IO-4.1. Tener una lista de empaque para la actividad del te
IO-1. Traer algunas piezas de manera seca en el coche
IO-3. Tener un lugar protegido para prender fuego

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Árboles de transición: técnica final, en la que se materializa la táctica que permitirá que la solución obtenida pueda implementarse con éxito. Aquí se cuantifican las necesidades económicas y los beneficios esperados. Define el Plan de Acción.
Una vez identificada la causa raíz de los efectos indeseables, y sabiendo donde se quiere estar a futuro, se determinan las inyecciones necesarias para alcanzar los resultados deseados. También se establecen los objetivos intermedios, secuenciados de manera lógica. Se puede planear todo muy bien, sin embargo si no se toman acciones, nada cambiará.
El propósito es encaminar los esfuerzos no en lo que se planea hacer sino en lo que se quiere lograr. La “espina dorsal” del árbol de transición es la descripción detallada de los cambios que se visualizan en la realidad. Las “costillas” son las acciones necesarias para provocar estos cambios hasta lograr el objetivo.
El método obliga a examinar con cuidado que acciones son necesarias y si son suficientes para lograr los objetivos. Evitar el síndrome de “es lo que siempre hemos hecho”, sin analizar la situación particular, ya que el propósito último no tomar la acción sino alcanzar el objetivo.
Página 38 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Página 39 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
El esquema del proceso completo se muestra a continuación:
Página 40 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
El árbol de transición es una herramienta para proporcionar instrucciones claras. Si no sabemos como verbalizar nuestra intuición, la única cosa que delegamos es la confusión.
Se trata de contestar las siguientes preguntas que nosotros mismos nos haríamos cuando nos asignan una tarea:1. ¿Por qué me estas pidiendo que realice el paso X?2. ¿Cuándo debo hacer el paso X?3. ¿Cómo se que se ha terminado un paso de manera exitosa de modo que pueda moverme al siguiente?4. ¿Cuál es el objetivo que estamos tratando de lograr?5. ¿Cuál es el objetivo de cada paso?6. ¿Por qué hacer el paso X antes del paso Y?7. ¿Cómo se cuado se ha terminado?8. ¿Por qué se piensa que el paso X logra su propósito?
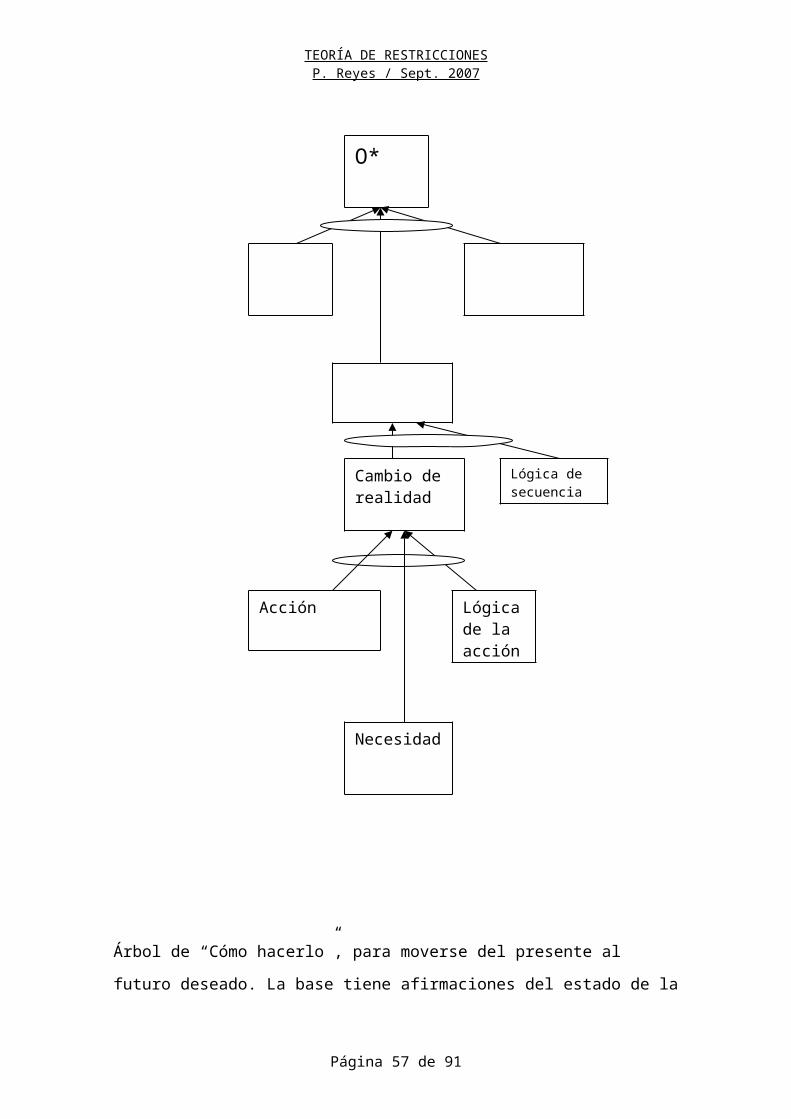
El árbol de transición contiene los elementos siguientes: La necesidad de la acción La acción misma La explicación de por qué la acción cubrirá la necesidad El resultados de la acción Por qué se requiere el siguiente paso
Página 41 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Árbol de “Cómo hacerlo”, para moverse del presente al
futuro deseado. La base tiene afirmaciones del estado de la
realidad. La parte superior es el objetivo, el cambio
esperado de la realidad siguiente a la conclusión de todas
las acciones propuestas.
Resumen
Página 42 de 67
O*
Cambio de realidad
Acción Lógica de la acción
Lógica de secuencia
Necesidad

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
El ÁRBOL DE REALIDAD ACTUAL es la herramienta creada para llevar a cabo el Paso 1. La NUBE DE CONFLICTO y el ÁRBOL DE REALIDAD FUTURA son las herramientas creadas para facilitar el Paso 2. El ÁRBOL DE PRE-REQUISITOS y el ÁRBOL DE TRANSICIÓN son las herramientas creadas para facilitar el Paso 3.
Paso 2. Explotar la restricción
Las restricciones impiden al sistema alcanzar un mejor desempeño en relación a su Meta (Sea ésta ganar dinero, cuidar la salud de la población, aumentar el nivel cultural de la Sociedad, etc.). Por tanto es importante decidir cómo vamos a explotarlas.
Dependiendo de cuáles sean las restricciones del sistema, existen numerosos métodos para obtener de ellas el máximo rendimiento:
Por ejemplo:- La restricción es una máquina: Se le deberían asignar los operarios más hábiles, control de calidad previa a las partes a procesar, evitar tiempos muertos durante desayuno y comidas cubriendo al personal, establecer un amortiguador de tiempo para que no le falte material, hacerle un programa óptimo de producción.
- La restricción está en el Mercado (falta de ventas): asegurar que todos los pedidos se surten en el plazo comprometido con los clientes. La empresa tiene más capacidad de producción que la demanda del Mercado. Si al bajar la demanda se reduce la capacidad de producción con despidos, esto lleva a que no se puedan cumplir los plazos comprometidos, lo que a su vez reduce aún más las ventas, lo que aumenta los despidos, etc.
- La restricción es una materia prima (el proveedor tiene menor capacidad que
Página 43 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
las necesidades de la empresa): Minimizar el desperdicio y merma, las pérdidas por mala calidad, no fabricar cantidades mayores a las se van a vender en elcorto plazo, etc.
Paso 3 - SUBORDINAR todo lo demás a la decisión anterior.Consiste en operar el resto de los recursos al ritmo que marcan las restricciones del sistema, según fue definido en el paso anterior. No tiene sentido exigir a cada recurso que actúe obteniendo el máximo rendimiento respecto de su capacidad, sino que actúe para facilitar que las restricciones puedan ser explotadas según lodecidido en el Paso 2.
Por tanto es importante considerar las interdependencias que existen si se quiere realizar con éxito la subordinación. Pueden ser de gran ayuda en este paso la NUBE DE CONFLICTO y el ÁRBOL DE REALIDAD FUTURA.
Paso 4 - ELEVAR las restricciones de la empresa.Para seguir mejorando es necesario aumentar la capacidad de las restricciones. Éste es el significado de ELEVAR.
Ejemplos de ELEVAR las restricciones del sistema son: La compra de una nueva máquina similar a la restricción. La contratación de más personas con las habilidades adecuadas La incorporación de un nuevo proveedor de los materiales que
actualmente son restricción La construcción de una nueva fábrica para satisfacer una
demanda en crecimiento.
Página 44 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
En general la tendencia es realizar este paso sin haber completado los pasos 2 y 3. De ese modo se aumenta la capacidad del sistema sin haber obtenido aún el máximo provecho del mismo.
Dado que, el Paso 4 implica acciones que exigen mucho esfuerzo, tiempo y dinero, se recomienda no llevarlo a cabo hasta estar seguros de que se hayan implementado con éxito los pasos anteriores. Esto ayudará, además, a generar más recursos propios para afrontar las inversiones necesarias.
Paso 5 - Volver al Paso 1.
En cuanto se ha elevado una restricción se debe cuestionar si ésta sigue siendo tal o si ahora existen otros recursos con menor capacidad. Se debe volver al Paso 1, comenzando nuevamente el Proceso.
Es importante hacer aquí una advertencia: ¡CUIDADO CON LA INERCIA!.En los pasos 1 a 3 hemos definido las reglas de funcionamiento de la empresa considerando las restricciones existentes en ese momento. Si las restricciones han cambiado se deberán modificar todas esas reglas.
Página 45 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
3. Modelo de TOC Tambor - Inventario de protección - Soga (DBR)DBR (Drum-Buffer-Rope) es una metodología simple de planeación, programación y ejecución de la producción de un producto o servicio.
El Drum (tambor) se refiere a los cuellos de botella (recursos con capacidad restringida - CCR) que marcan el paso de toda la empresa.
El Buffer es un amortiguador de impactos basado en el tiempo, que protege al throughput (ingreso de dinero a través de las ventas) de las interrupciones del día a día (atribuidas al Sr. Murphi) y asegura que el Drum (tambor) nunca se quede sin insumos. Los Buffer están "basados en tiempo de proceso". Es decir, en lugar de tener una cantidad adicional de material, se hacen llegar los insumos a los puntos críticos con una cierta anticipación.
El tiempo de preparación y ejecución necesario para todas las operaciones anteriores al Drum, más el tiempo del Buffer, es llamado "Rope-lenght" (longitud de la soga).
La liberación de materias primas y materiales a la planta, está entonces "atada" a la programación del Drum, ningún material puede entregarse a la planta antes de lo que la "longitud de la soga" permite, de este modo cada producto es "jalado por la soga" a través de la empresa. Esto sincroniza todas las operaciones al ritmo del Drum, con flujo de materiales rápido y uniforme a través de la compleja red de procesos de una empresa.
El método DBR (Drum-Buffer-Rope) mejora la eficiencia de la cadena de suministros asegurando que la empresa funcione a la máxima velocidad posible con el mínimo de inventarios y que permita cubrir demandas inesperadas.
Página 46 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Etapas Del Modelo DBRSe considera que una parte de un producto pasa por varias máquinas y solo una es cuello de botella, esta parte se ensambla con otra que se adquiere de un proveedor para ensamblar el producto final.
a) El primer paso será programar la producción del recurso cuello debotella ( CCR) tomando en cuenta su capacidad limitada y la demandade mercado que esta tratando de atender
b) El segundo paso será programar la producción de los recursos restantes que no son CCR.
c) En las operaciones subsiguientes al CCR cuando se termina una parte en un CCR se programa la siguiente operación siguiente y así sucesivamente (como en JIT).
d) Programar las operaciones precedentes para proteger al CCR de las perturbaciones que se puedan producir en los recursos anteriores.
e) Sobre el supuesto de que la mayoría de las perturbaciones posiblesno superan los dos días de trabajo, una protección de tres días en elamortiguador de tiempo será más que suficiente para proteger elthroughput del cuello de botella.
f) El paso siguiente es programar hacia atrás en el tiempo, partiendo del cuello de botella. Se programará la operación inmediata precedente al CCR de manera que termine las partes necesarias tres días antes de que estén programadas para ser utilizadas en el CCR.
g) Cada una de las operaciones precedentes se programará enretrospectiva de manera semejante para que todas las partes estén
Página 47 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
disponibles justo a tiempo para la siguiente operación.
h) De esta manera, se puede generar un programa y un amortiguadorde tiempo que satisfaga todos los requerimientos del esquema.Cualquier perturbación en las operaciones precedentes, que puedasuperarse dentro del amortiguador de tiempo, no afecta el throughputde la planta.
i) Definir como se compran ( cantidad y periodicidad ) la otraparte del producto que forma parte del producto final a través delensamble.
j) Es importante generar un inventario amortiguador de estaparte para conformar el producto final, para proteger el programa de ensamble contra las perturbaciones que puedan ocurrir en abastecimientos de las partes que no pasan por el CCR.
E. Goldratt marca enfáticamente su diferencia con JIT por la existencia de los inventarios amortiguadores.
Establecer El "DRUM BEAT"Primero se identifican las CCRs, se realiza el MPS de la planta, de acuerdo al ritmo de producción de las CCRs, como sigue:
Se programa el proceso de pedidos en las CCRs utilizando su capacidad al máximo. Este consistiría en definir la secuencia de producción, el tamaño del lote de producción, y el de transferencia.
Si la CCR no requiere de preparación, la secuencia de producción debe estar en función de la fecha de entrega. El tamaño del lote de producción debe ser igual al tamaño del pedido. La única variable a definir es el tamaño del lote de transferencia. Lotes pequeños de transferencia originan un flujo
Página 48 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
de material mejor, con niveles de inventario menores, pero mayor manejo.
Si la CCR requiere de preparaciones, es necesario determinar los tamaños de lote de producción. Los tiempos largos de preparación originan lotes grandes de producción, los cuáles impactarían fuertemente los tiempos de entrega al cliente y los niveles de inventario. La definición del tamaño de lote se relaciona con la secuencia de producción, en caso de buscar productos similares para incrementar los lotes a procesar.
El resto del programa (para los recursos no CCR) se desarrolla en función del anterior.
Determinar el "Rope"La función del Rope es la de comunicar efectivamente a través de laplanta, las acciones requeridas para soportar el MPS. El desarrollo del Rope debe considerar solamente información detallada relevante que se transmita a puntos específicos y críticos del sistema productivo, denominados Schedule Release Points. Además de los CCR´s, éstos son:
Material Release Points: Requiere conocer a detalle qué materiales se procesarán, en qué cantidad y cuándo. El control del flujo del material en el sistema se lleva a cabo en gran medida al momento de hacerlos disponibles.
Puntos de Divergencia: En estos puntos normalmente el material se transforma en productos diferentes. Por lo tanto, puede darse la sobreactivación de recursos y la asignación deficiente del material, en caso de no tenerse conocimiento a detalle qué y cuánto producir, y en qué secuencia.
Puntos de Convergencia: En estos puntos convergen muchos materiales y/o partes que se ensamblan en varios productos finales. La ausencia de algún material o parte puede originar sobreutilización de recursos o "espera" de materiales.
Página 49 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
La regla del correcaminos:Instruir a todos los recursos para que funcionen según la regla delCORRECAMINOS, esto es:
Si un recurso no tiene nada que hacer, que no haga nada. Si tiene algo que hacer, que lo haga tan rápido como le sea
posible. Si tiene más de una cosa que hacer, que haga siguiendo el
orden de llegada, salvo que el mecanismo de control de las operaciones (BUFFER MANAGEMENT) indique otra cosa.
Fenómeno del cuello de botella:E. Goldratt, para el Programa de Optimización de la Producción. distingue dos tipos de recursos productivos:• RECURSO CUELLO DE BOTELLA: es aquel cuya capacidad es menor oigual a su demanda.• RECURSO NO CUELLO DE BOTELLA: es aquel cuya capacidad es mayorque su demanda.
La capacidad de la planta es la capacidad del recurso cuello de botella CCR. La clave está en equilibrar esa capacidad con la demanda del mercado, y a partir de ahí balancear el flujo de producción de todos los recursos productivos. Una hora perdida en este tipo de recursos CCR es una hora perdida en todo el sistema productivo. Los cuellos de botella deben trabajar prioritariamente en productos que impliquen un aumento inmediato del throughput y no en productos que antes de convertirse en throughput serán inventarios. Pero ocuparse de los cuellos de botella no implica descuidar aquellos que no lo son, porque dejarlos fabricar libremente aumenta los inventarios y los gastos de operación innecesariamente.
Página 50 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Tambor - Inventario de protección - Soga (DBR)
Al no balancearse las capacidades de un sistema operativo, algunosrecursos tendrán mayor capacidad que otros.
Principio de Manufactura Sincronizada No. 1: Un Recurso Cuello de Botella es aquél cuya capacidad es igual o menor a la demanda solicitada.
Principio de Manufactura Sincronizada No. 2: El valor marginal del tiempo en un recurso cuello de botella es igual al Throughput que se dejaría de procesar. Por lo tanto, el enfoque de maximizar la utilización y los programas de mejora deben orientarse hacia estos.
Principio de Manufactura Sincronizada No. 3: El valor marginal del tiempo en un recurso que no es cuello de botella es insignificante. Utilizar al máximo e invertir en recursos no cuello de botella incrementan inventarios y gastos operativos sin aumentar el Throughput.
Principio de Manufactura Sincronizada No. 4: El nivel de utilización de un Recurso No Cuello de Botella es controlado por otras restricciones del sistema. El sistema de evaluación del desempeño debe tomar en cuenta esta realidad.
Principio de Manufactura Sincronizada No. 5: Los recursos deben utilizarse, no solamente activarse. Activar un recurso se refiere a emplearlo para procesar materiales o productos. Utilizar un recurso significa que éste contribuye favorablemente a generar más meta (T).
Página 51 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Indicadores para TOCE.Goldratt define un parámetro para el dinero que ingresa (throughput), otro para el dinero que permanece inmovilizado (inventario), y finalmente un parámetro para el dinero que sale (gastos de operación).
Se avanza en términos de meta, en la medida que se aumente el throughput y se disminuyan los inventarios y los gastos de operación, concluye: si aumenta el throughput y no se modifican desfavorablemente los inventarios y los gastos de operación, se aumenta la ganancia neta, el retorno sobre el capital invertido y el flujo de caja; lo mismo ocurre si bajan los gastos de operación y no se modifican desfavorablemente el throughput y los inventarios; en cambio si bajan los inventarios y no se modifican desfavorablemente el throughput y los gastos de operación , solamente se afecta el retorno sobre el capital invertido y el flujo de caja, permaneciendo inalterable la ganancia neta.
Analisis critico de la contabilidad del THROUGHPUTE. Goldratt comenzó sus desarrollos definiendo claramente que los indicadores para saber si una empresa estaba ganando dinero eran: ganancia Neta, Rendimiento sobre capital invertido y flujo de caja.
Luego adaptó los mismos porque sostenía que no se ajustaban a una planta industrial; así nacieron: Throughput, Inventarios y Gastos de Operación. De acuerdo a los analistas, E. Goldartt fija estos indicadores desconociendo por completo el sistema contable, ya que se identifican muchas incongruencias.
Throughput es la velocidad a la cual el “Sistema” genera dinero a través de las ventas. Una unidad producida y no vendida no genera throughput.
Página 52 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Precio de venta – Costo de materia prima
Ganancia neta = Gastos de operación – ganancia neta
Rendimiento sobre el capital invertido (ROI) = (Throughput – Gastos de operación) / Inventarios
Inventario es todo el dinero que el sistema ha invertido en comprar cosas que espera vender o, que tiene la posibilidad de vender aunque no sea su objetivo. Incluye el valor de rescate de los bienes.
Gastos de operación es todo el dinero que la empresa gasta en transformar el inventario en throughput.
Metas: Throughput Gastos de operación Inventarios
TOC se aplica con éxito en: Operaciones (bienes y servicios), Supply Chain Management, Gestión de Proyectos, Toma de Decisiones, Marketing y Ventas, Gestión Estratégica y Recursos Humanos.
Empresas que usan TOC3M Corporation; Lucent Technologies; AT&T; M.W. Kellogg Corporation; National Semiconductor; Northwest Airlines; Delta Airlines; Philips Semiconductor; Ford Electronic; Pratt & Whitney; General Motors Corporation; Procter & Gamble; Intel International; Texas Instruments; Johnson Controls Inc.; United States Air Force; Lockeed Martin; etc.
Resultados obtenidos con TOCSegún el libro de Victoria Mabin y Steven Balderstone titulado "The
Página 53 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
World of the Theory Of Constraints", con información de 82 empresas, reportan los siguientes resultados:
Reducción del 50% en el lead time. Mejora del 44% en el cumplimiento de las fechas de entrega Reducción del 49% en los inventarios. Incremento del 63% en ventas (Throughput). Incremento del 40% en las utilidades netas.
Página 54 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
4. Teoría de restricciones aplicada al mantenimientoIntroducciónUn departamento de mantenimiento típico se caracteriza utilizar mucho tiempo extra, reparaciones de contención más que eliminando la causa raíz, reparando equipos después de que han fallado, el personal está desmotivado y cansado, inventarios altas de refacciones y en general tiene costos excesivos.
El mantenimiento es un proceso de servicio formado por actividades que agregan valor, donde el producto final debe cumplir con los requerimientos de calidad, seguridad y oportunidad al departamento cliente. El flujo de documentos incluye la “solicitud de mantenimiento”, “la orden de mantenimiento abierta”, y la “orden de mantenimiento cerrado”.
Las solicitudes de mantenimiento se generan para mantenimiento preventivo y predictivo, problemas en áreas productivas, necesidades en las instalaciones o servicios generales y requerimientos de mejoras a procesos para incremento de la producción, mejoras en la seguridad, mejoras en la calidad, reducción de impactos ambientales y reducciones de costos.
La teoría de restricciones, identifica los cuellos de botella (etapas que limitan la velocidad del flujo en el sistema), asigna prioridades a la realización de actividades y al final se balancea el sistema. Repitiendo el proceso.
La teoría de restriccionesLa teoría de restricciones es una metodología para balancear y
sincronizar el proceso de agregación de valor para su óptima operación. Utiliza el sistema amortiguador – tambor – cuerda, desarrollado por E. Goldrat. Aquí el amortiguador (Buffer) es la cola de espera de órdenes, el
Página 55 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
tambor es la actividad o estación restrictiva o más lenta y la cuerda es el proceso o secuencia de actividades anteriores a la restricción.
Aplicado al proceso de mantenimiento, se mapea el proceso con el flujo de elementos tangibles a través de él, luego, se identifica la estaciones de trabajo más lenta como restricción o “cuello de botella” la cual determina la velocidad de proceso de ordenes de mantenimiento, por lo que se debe explotar la restricción al máximo, siempre se debe mantener ocupada con órdenes de mantenimiento en cola de espera de proceso y con sus recursos disponibles. Si la demanda de mantenimiento es mayor a la capacidad para realizar las actividades del cuello de botella, se eleva la restricción para ampliar su capacidad, se pueden asignar actividades a otras estaciones o se agregan más recursos (humanos, materiales, instalaciones, etc.)
La restricción o cuello de botella debe tener un inventario a su entrada suficiente para no que no pare por falta de insumos o entradas, como las operaciones anteriores tienen mayor capacidad, se pueden asignar sus recursos libres a actividades más lentas balanceando el proceso.
Cola a la entrada de una estación de trabajo lenta o restrictiva Se aplica la teoría de colas, para lo cual se mide la tasa promedio de llegada de órdenes de mantenimiento, y el tiempo promedio de servicio de la estación, se aplica el modelo de Little de colas simple con una sola estación de servicio o el modelo M/M/S con estaciones de trabajo con varios servidores.
Las colas son amortiguadores del sistema, su cálculo para estaciones simples (o de un solo servidor) usa la fórmula de Little:
Lq = Wq * λ
Página 56 de 67
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
donde,
Lq es la cantidad de elementos en cola, esperando entrar a la estación para ser procesadas
Wq es el tiempo promedio de servicio para atender un elemento tangible λ es la tasa promedio con que llegan los elementos a la entrada de la estación
de servicio.
Si la estación de servicio cuenta con varios servidores, se usa el modelo M/M/S. La llegada de ordenes de mantenimiento o elementos tangibles sigue una Distribución de Poisson y el tiempo promedio que tarda cada servidor de la estación de trabajo en procesar un elemento tangible sigue una Distribución exponencial, estas dos distribuciones son las que supone el modelo M/M/S.
Lq = (1/s!) (λ / μ ) s [ ρ / (1- ρ )2] po
Donde, λ es la tasa promedio con que llegan los elementos a la entrada de la
estación de servicio. μ es el tiempo promedio de procesamiento de un elemento tangible de
una estación de trabajo. s es el número de servidores ρ = λ / sμ po = 1/ {Σs-1n=0 (1/n!)(λ/μ)n +(1/s!) (λ/μ)s [1/(1-ρ)]} Wq = Lq/ λ
Como inicio para determinar los parámetros del modelo anteriores, se puede colectar durante algunos meses el promedio de órdenes que procesa cada estación agregando una desviación estándar, después se va ajustando.
Otro elemento a considerar para asignar prioridades a las órdenes es su criticidad para la continuación de las operaciones productivas. Un tamaño de cola adecuado indica que hay una buena planeación entre el tiempo de la restricción y las actividades anteriores, con un proceso controlado. Si la cola es pequeña, indica que se ha mejorado
Página 57 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
la eficiencia de la restricción y que puede manejar más órdenes o que las actividades anteriores tienen problemas inclusive formando nuevas restricciones o cuellos de botella.
La cuerdaPara implantar la “cuerda” a la cadena de valor de mantenimiento, se puede utilizar el método “Kanban” que obliga a las actividades o estaciones anteriores a no procesar más órdenes de las requeridas para la restricción más las del amortiguador, evitando que una falla deje sin órdenes a la restricción. El tiempo libre de las actividades o estaciones anteriores se puede utilizar en la restricción.
El tamborEl tambor (proporciona el ritmo de funcionamiento del sistema), está definido por la demanda, y criticidad de los equipos, las órdenes y su proceso se controlan por la metodología de “Mantenimiento Centrado en Confiabilidad” (RCM), que permite garantizar el funcionamiento adecuado de los equipos productivos bajo condiciones de operación establecidas y durante un tiempo determinado. Para definir el tambor se sugieren los siguientes pasos después de formar un equipo de trabajo multidisciplinario o multifuncional para asegurar participación y permanencia de la solución:
1. Seleccionar un área piloto para implementar el RCM como se muestra abajo.
2. Realizar un inventario de equipos mecánicos y/o elementos de transmisión y control de parámetros operacionales del área piloto.
3. Identificar la función de cada equipo y/o elemento.
Realizar un Análisis del modo y efecto de falla de máquinas (AMEFM), para determinar lo siguiente:4. Identificar el modo y el tipo de falla para cada uno de los componentes
que conforman los equipos y/o elementos. 5. Estudiar los efectos, las consecuencias y las alteraciones en el contexto
operacional del equipo y/o elemento debido a la ocurrencia del evento falla.
Página 58 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
6. Determinar el índice de criticidad de los equipos y/o elementos del área piloto.
Con la metodología del RCM7. Determinar el tipo de mantenimiento para cada caso dependiendo del
tipo de falla y la criticidad. 8. Elaborar las rutas y planes de mantenimiento 9. Calcular el inventario de refacciones asociados al planes y rutas. 10. Crear códigos de falla 11. Hacer diagramas de Pareto de fallas crónicas y árbol de fallas o el
método de análisis causa-raiz.
Selección del área pilotoAlgunos criterios para evaluación son los siguientes:a. Conocimiento del área b. Confiabilidad del área c. Impacto en la producción d. Factibilidad de tercerización del mantenimiento para el área e. Complejidad del área f. Competencias del personal para realizar el mantenimiento
Matriz de selecciónLa Matriz de selección se desarrolla después de identificar las área productivas y aplicar los criterios de evaluación anteriores como sigue:
1. Colocar en los renglones las diferentes áreas a valuar 2. Coloque en columnas los diferentes criterios seleccionados para la
evaluación 3. Asignar un valor a cada área en cada uno de los criterios. Los
valores dependerán del número de áreas (1 a n) y de la relación directa (signo positivo) o inversa (signo negativo) entre criterio y área.
4. Suma los valores en los renglones correspondientes a cada área 5. Ordenar en orden decreciente las áreas involucradas según los
valores de la suma. Este orden es que se debe seguir en la aplicación del sistema de mantenimiento.
Página 59 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Al finalizar usted debe tener una matriz como ésta: ÁREA CRITERIO 1 + CRITERIO 2
+CRITERIO 3 - TOTA
LAREA 1 1 3 -2 -3 0 AREA 2 3 1 -3 -2 -1 AREA 3 2 2 -1 -1 2
De acuerdo a la matriz, se debe comenzar por el área número tres y después atender las áreas 1 y dos respectivamente. En caso de empate entre áreas, se evalúan por separado.
Indicadores de desempeñoPara medir los avances y el desempeño de su sistema, se
presentan a continuación los indicadores de gestión más adecuados para una función basada en teoría de restricciones y modelos de cola.
Parámetros
- Definir la unidad de tiempo considerada, ciclos, horas, días, semanas, etc.
- Ordenes de trabajo en cola (ODTC): Ordenes de trabajo que esperan por entrar al proceso de la función mantenimiento.
- Ordenes de trabajo planificadas (ODTP): Ordenes de trabajo que se realizarán posteriormente con fecha asignada con base en la prioridad, los materiales y los estándares de trabajo.
- Ordenes de trabajo no planificada (ODTNP): Ordenes de trabajo que no cumplen con al menos un requisito para poder ser considerada como ODT planificada.
- Orden de trabajo ejecutada (ODTE): Orden de trabajo que se realiza cumpliendo con los estándares de ejecución y es aceptada como satisfactoria por el cliente.
Página 60 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
- Tiempo de servicio (TS): Es en tiempo promedio que tarda una solicitud de trabajo desde que llega a la cola hasta que es ejecutada.
Indicadores de Gestión. • ODTC • ODTP ejecutadas vs. ODTE : Mide el porcentaje de ordenes de
trabajo planificadas del total ejecutadas - prioridad que se le da a la planificación -
• ODTP ejecutadas vs. Total de ODTP: Mide el porcentaje de ordenes de trabajo planificadas ejecutadas del total de ordenes de trabajo planificadas – eficiencia de la planificación -
• ODTE vs. ODTC: Mide la relación entre las ordenes de trabajo ejecutadas y las que están esperando por ser atendidas – capacidad del sistema -
• TS
Estos cinco indicadores son más que suficientes para evaluar el desempeño de su sistema, ya que lo describen de manera completa.
ResumenLa teoría de restricciones, tiene como propósitos: reducir los inventarios, reducir costos e incrementar el nivel de servicio, para lo cual se debe hacer una asignación de recursos adecuada (humanos, técnicos o económicos).
Página 61 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
5. Teoría de restricciones y la administración de proyectos
La Administración de Proyectos de Cadena Crítica (Teoría de Restricciones) proporciona los siguientes beneficios:
Los Proyectos serán terminados más rápidamente. La moral y efectividad el equipo mejorarán porque estarán
trabajando en un ambiente cómodo con la incertidumbre y que evita la microadministración.
Los Gerentes de Proyectos, Gerentes de Recursos y Ejecutivos tendrán un método de nivel macro simple, muy efectivo para evaluar el desempeño del proyecto y tomar decisiones de recursos utilizando un semáforo.
Los ejecutivos tendrán una herramienta efectiva para tomar decisiones de proyectos basados en la prioridad de los mismos y la capacidad organizacional.
La producción debe estar marcada por el recurso cuello de botella y no por el mercado, de esta manera se reducen costos de operación y evitan la generación de inventarios. Frente a esta restricción lo que se debe hacer es explotar la limitación, es decir, el cuello de botella, no sólo aumentando la capacidad, sino racionalizando su uso, evitando que se le dé otro tipo de tareas, o realice productos defectuosos.4
4
Página 62 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
6. Teoría de restricciones y MRP5
El sistema computacional MRP II es un sistema de planeación, con el propósito de abastecer la cantidad correcta de materiales en el momento en que se necesita, se basa en órdenes de manufactura combinado con pronósticos de ventas, su uso ya tiene muchos años.
Como el MRP II llegó antes del TOC, este se instaló con el MRP II instalado. No son necesarias inversiones adicionales para el TOC, ya que el cambio es en enfoque, todos los recursos sobrantes se asignan a los CCRs. Un producto rentable es el utiliza poco del CCR. El programa OPT incluye MRP y planeación de capacidad de recursos (CRP), con planeación de capacidad gruesa, que combinada con la información de capacidad de las máquinas, estima la capacidad para cada centro de trabajo, las cargas de máquina se presentan ordenadas en forma descendente, para atender las primeras.
El MRP es un planeador infinito, el OPT crea programas finitos pero sólo para las operaciones CCR, las operaciones siguientes se programas en función de la carga del CCR. Las operaciones previas al CCR se programan con el MRP. ALÑ final se obtiene un programa maestro de producción (MPS) alcanzable.
En MPR los tiempos de preparación, movimientos y proceso son determinísticos y parametrizados previamente, lo que con variaciones en los procesos genera un mayor inventario en proceso (WIP). TOC no asume nada determinístico, los tiempos de entrega son variables, más bien trata de encontrar la ruta crítica de manufactura y administrar los recursos críticos CCRs. Al inicio se asumen los tiempos de entrega como tres veces el tiempo de proceso debido a lotes más pequeños, menos WIP y tiempo en colas. Los tamaños de lote
5 Jeffry J. Smith, Theory of Constraints and MRP II: From Theory to Results, May 11, 1994, Bradley University, Peoria Illinois
Página 63 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
también son variables al enfocarse a maximizar la producción en el CCR.
El programa OPT divide las órdenes de manufactura en las operaciones no CCR, donde se hacen más preparaciones, genera lotes más grandes en las máquinas CCR y más pequeños en las no CCR. También se trata de hacer operaciones en paralelo para maximizar producción y reducir tiempo de entrega.
El programa de producción es manejado por el “Tambor” (Drum) que establece el ritmo en la planta. Cuando el mercado es el tambor, las órdenes actúan como tambor. Para que el tambor no pare, se coloca un inventario de tiempo y protección antes del CCR y antes de cualquier operación crítica que lo abastezca, para amortiguar las variaciones en procesos previos. También en la línea final se mantiene un inventario de las partes producidas en el CCR, para proteger a los clientes.
Los centros de trabajo previos al CCR se protegen con su mismo exceso de capacidad y no con inventarios en proceso. En JIT todos los procesos se protegen con un pequeño inventario (Kanbans) y en MPR se lanzan órdenes en exceso que aumentan los inventarios en proceso.
Un recurso no CCR tiene tres elementos de tiempo: tiempo de proceso, tiempo de preparación y tiempo de espera, los ahorros de tiempo en este recurso solo incrementan su tiempo de espera pero no contribuyen a la productividad de acuerdo a TOC. La eficiencia tradicional de recurso se mide como el proceso de un recurso al 100%, esto es diferente en TOC.
Página 64 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Ante cambios en la demanda, TOC es menos sensible a cambios en el programa de producción que JIT, ya que se analiza su impacto en los CCRs, identificando problemas que pueden simularse en el programa, lo cual permite al planeador anticiparse a cambios en la demanda o capacidades de los centros de trabajo, JIT por otra parte es reactivo a los resultados de los cambios.
La diferencia de tiempo entre la operación del CCR y la liberación de materias primas se conoce como “Cuerda” (Rope). Su tiempo se calcula agregando los tiempos de proceso de todos los recursos previos al CCR, por tanto TOC es un sistema de empujar previo al CCR (el cual puede localizarse en cualquier lugar de la planta) y de jalar posterior al CCR. Es diferente de JIT que jala materiales por medio de señales físicas de Kanban, y MRP que libera materiales restringido solo por el sistema de planeación de capacidad gruesa, siendo un sistema de empujar.
Combinación de MPR y OPT
Puede utilizarse MRP para programar y ordenar materiales con base en el CCR no en los pedidos de los clientes. El OPT incluye los tres niveles de programación típicos: 1) Programa maestro, 2) Planeación de requerimientos de materiales, y 3) control de la producción, realizado por medio del sistema DBR “Tambor – Amortiguador – Cuerda” (Drum – Buffer – Rope).
El tamaño del lote se determina por OPT y se alimenta al MRP, la mezcla se determina por el throughput por hora de cada producto en el CCR que determina el ritmo de producción para toda la planta. EL MPS utiliza esta información para generar el programa maestro de producción. El MRP recibe los pedidos de los clientes y sólo genera los requerimientos para las celdas de manufactura de ensamble final,
Página 65 de 67

TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
con base en los CCRs, los cuales “jalan” materiales a la planta, no se requieren documentos, los inventarios se ajustan con los productos terminados, el MRP explosiona su BOM y descuenta (Backflush)el inventario de componentes desde su recepción, se elimina el control del WIP. Para la planeación de la capacidad, la planta se trata como un centro de trabajo simple, donde su carga se determina por el proceso CCR el cual puede variar.
Los inventarios de seguridad o amortiguador de tiempo (Buffers) se colocan en la línea final para proteger al cliente de variaciones en la línea de ensamble. También debe haber inventario de seguridad o amortiguador de tiempo en el CCR, ambos ya existen el el MRP y deben ser reducidos conforme se mejora el proceso. Todos los otros inventarios en proceso deben eliminarse, para reducir el inventario total, tiempo total en cola, y reducción en tiempo de entrega.
El programa finito en el CCR debe cumplirse estrictamente. Las señales de surtimiento de materiales por los proveedores deben hacerse con base en el consume del CCR no en la demanda anticipada. Para el control de producción, la meta es balancear el flujo de materiales no la capacidad.
Como todo depende del CCR, sus tiempos de preparación deben ser mínimos, se puede asignar personal de otras áreas no CCR para agilizar las preparaciones en el CCR. En lo referente a las compras, los tiempos de adelanto dependen del CCR de manera que la variabilidad del proveedor no lo afecte, o que se convierta en una restricción.
Página 66 de 67
TEORÍA DE RESTRICCIONES P. Reyes / Sept. 2007
Para la implementación del TOC en la empresa se requiere un programa de capacitación desde los mandos superiores hasta los empleados.
Como indicadores de TOC, Goldratt sugiere dos métricas: Costo de días de inventario, para medir como contribuye
una persona o departamento a la terminación anticipada del pedido. Es el número de días de surtimiento anticipado de materiales al sistema, multiplicado por el valor del inventario.
Throughput en costo de días - es el costo del pedido multiplicado por los días de latencia. Cualquier defecto que implique un reproceso debe ser cargado a este concepto.
El propósito de ambos indicadores es evaluar el efecto de surtir y completar las tareas a tiempo en todos los centros de trabajo, al mismo tiempo que se reduce el WIP.
La OPT requiere una exactitud de la información perfecta en el CCR, y menor exactitud en centros que no son CCRs, si es necesario verificar dos veces.
Página 67 de 67

















