Page 1
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
ESTUDIO DE LAS VARIABLES OPERACIONALES DEL PROCESO DE
GRANULACIÓN POR LECHO FLUIDIZADO DE UN PRODUCTO FARMACÉUTICO
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA
QUÍMICA
AUTORA: ESTHELA JACQUELINE REALPE CORTEZ
TUTOR: ING. SERGIO HOMERO MEDINA ROMO
QUITO
2016
Page 2
ii
APROBACIÓN DEL TUTOR
Certifico que el Trabajo de Grado titulado ESTUDIO DE LAS VARIABLES
OPERACIONALES DEL PROCESO DE GRANULACIÓN POR LECHO FLUIDIZADO
DE UN PRODUCTO FARMACÉUTICO”, es original y ha sido desarrollada por la señorita
Esthela Jacqueline Realpe Cortez, bajo mi dirección y conforme a todas las observaciones
realizadas.
En la ciudad de Quito, a los 7 días del mes de Enero del 2016
Ing. Sergio Homero Medina Romo
PROFESOR TUTOR
Page 3
iii
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, Esthela Jacqueline Realpe Cortez, en calidad de autora del trabajo de grado realizado sobre
“ESTUDIO DE LAS VARIABLES OPERACIONALES DEL PROCESO DE
GRANULACIÓN POR LECHO FLUIDIZADO DE UN PRODUCTO
FARMACÉUTICO, hacer uso de todos los contenidos que me pertenecen o de parte de los
contenidos que contiene esta obra, con fines estrictamente académicos y de investigación.
Los derechos que como autor me corresponden, con excepción de la presente autorización,
seguirán vigentes a mi favor, de conformidad con lo establecido en los artículos 5, 6, 8, 19 y
demás pertinentes de la Ley de Propiedad Intelectual y su Reglamento.
En la ciudad de Quito, a los 7 días del mes de Enero del 2016.
Esthela Jacqueline Realpe Cortez
C.C. 172199360-6
[email protected]
Page 4
iv
DEDICATORIA
Dedico este trabajo principalmente a Dios, por
haberme dado la vida y haberme permitido
poder llegar hasta este momento tan importante
de mi formación profesional. A mi madre, por
ser el pilar más importante de mi vida, por
siempre contar con su apoyo y por estar
dispuesta a escucharme. A mi padre, que siento
que siempre está conmigo aunque nos faltaron
muchas cosas por vivir juntos. A mi abuelita,
por haberme formado con los mejores valores.
A mi padre del corazón, que ha tenido siempre
la paciencia necesaria para ayudarme. A mis
amigos y compañeros que a pesar de los
momentos difíciles, siempre se encontraron a
mi lado alentándome.
Page 5
v
AGRADECIMIENTOS
Agradezco por la inmensa ayuda a la Empresa Química Aristón Ecuador Cía. Ltda., por haber
confiado en mí y brindarme la oportunidad de realizar este tema de tesis.
A algunos profesionales de la industria farmacéutica por ofrecerme su apoyo de una forma
desinteresada y despejar algunas dudas en el transcurso de la realización de este trabajo.
A mi tutor, Ing. Sergio Medina, por su guía y apoyo incondicional en la elaboración de este
trabajo.
A mí querida Facultad y profesores que han sabido formarme con los mejores conocimientos y
valores para poder plasmarlos en cada una de las hojas de este trabajo.
A las Autoridades tanto de mi Facultad como de la Universidad por haber contribuido con mi
formación personal y profesional.
A mi familia por siempre estar a mi lado en cada uno de mis pasos hasta alcanzar mis metas. A
mis queridos amigos, con quienes he compartido momentos inolvidables a lo largo de la
culminación de mi Carrera.
A mis compañeros del trabajo por siempre creer en mi capacidad para desempeñar este
proyecto.
A mis jefes, que siempre me han apoyado de forma incondicional para continuar y finalizar este
trabajo.
Page 6
vi
CONTENIDO
pág.
LISTA DE TABLAS .................................................................................................................... xi
LISTA DE FIGURAS ................................................................................................................. xii
LISTA DE GRÁFICOS ............................................................................................................. xiii
LISTA DE ANEXOS ................................................................................................................. xiv
RESUMEN .................................................................................................................................. xv
ABSTRACT ............................................................................................................................... xvi
INTRODUCCIÓN ........................................................................................................................ 1
1. MARCO TEÓRICO .............................................................................................................. 4
1.1. Lecho fluidizado. ................................................................................................................... 4
1.1.1.Clasificación. ........................................................................................................................ 4
1.1.1.1. Fluidización Gas- Sólido .................................................................................................. 4
1.1.1.2. Fluidización Líquido – Sólido. ......................................................................................... 5
1.1.1.3. Fluidización líquido – gas – sólido. .................................................................................. 6
1.1.1.4. Velocidad mínima de fluidización.................................................................................... 6
1.2. Granulación. .......................................................................................................................... 7
1.2.1.Objetivos de la granulación: ................................................................................................. 8
1.2.2.Ventajas del granulado sobre el polvo ............................................................................... 8
1.2.3.Tipos de granulación. ........................................................................................................... 9
1.2.3.1. Granulación vía seca: ....................................................................................................... 9
1.2.3.2. Por compresión: ................................................................................................................ 9
1.2.3.3. Granulación vía húmeda: ............................................................................................... 10
1.2.4.Mecanismo de unión por puentes líquidos. ........................................................................ 10
1.2.4.1. Mecanismos de aglutinación: ......................................................................................... 11
1.3. Secado ................................................................................................................................. 12
1.3.1.Cinética del secado. ............................................................................................................ 12
1.3.1.1. Velocidad de secado, W. ................................................................................................ 12
Page 7
vii
1.3.1.2. Curva de régimen del secado. ......................................................................................... 12
1.3.2.Secado por lecho fluidizado. .............................................................................................. 13
1.3.3.Ventajas .............................................................................................................................. 15
1.3.4.Características de los secadores de Lecho fluidizado. ....................................................... 16
1.3.4.1. Densidad de la partícula ................................................................................................. 16
1.3.5.Secado por pulverización – aglomeración.......................................................................... 16
1.4. Molienda. ............................................................................................................................. 17
1.4.1.Clasificación de la molienda. ............................................................................................. 17
1.4.2.Tipos de molinos. ............................................................................................................... 17
1.4.2.1. Molino de martillo. ......................................................................................................... 17
1.4.2.2. Molinos de discos (pulverizadores). ............................................................................... 18
1.4.2.3. Molinos de rodillos. ........................................................................................................ 18
1.4.2.4. Molinos de bolas ............................................................................................................ 19
1.5. Tamizado. ............................................................................................................................ 19
1.5.1.Objetivos de la tamización. ............................................................................................... 20
1.5.2.Equipos industriales para el tamizado ................................................................................ 20
1.5.2.1. Tamices de vaivén. ......................................................................................................... 20
1.5.2.2. Series de tamices de Tyler. ............................................................................................. 21
1.5.3.Formas farmacéuticas. ........................................................................................................ 21
1.5.3.1. Formas farmacéuticas liquidas ....................................................................................... 21
1.5.4.Formas farmacéuticas sólidas. ............................................................................................ 21
1.5.4.1. Formas farmacéuticas orales sólidas. ............................................................................. 21
1.5.4.2. Clasificación de las Formas farmacéuticas sólidas......................................................... 22
1.5.4.3. Comprimidos. ................................................................................................................. 22
1.5.4.4. Problemas de compresión de tabletas. ............................................................................ 23
1.5.4.5. Características importantes. ............................................................................................ 24
1.5.4.6. Ruptura de tabletas. ........................................................................................................ 24
1.6. Proceso de elaboración de un fármaco. ............................................................................... 24
1.7. Estadística inferencial. ......................................................................................................... 25
1.7.1.Medidas de tendencia central. ............................................................................................ 26
1.7.1.1. Moda. .............................................................................................................................. 26
1.7.1.2. Media aritmética. ............................................................................................................ 26
1.7.1.3. Mediana. ......................................................................................................................... 26
1.7.2.Medidas de Dispersión o Variabilidad. .............................................................................. 26
1.7.2.1. Rango o recorrido. .......................................................................................................... 27
1.7.2.2. Desviación media o variación media. ............................................................................. 27
1.7.2.3. Varianza. ........................................................................................................................ 27
Page 8
viii
1.7.2.4. Desviación típica. ........................................................................................................... 27
2. MARCO EXPERIMENTAL. ................................................................................................ 28
2.1. Materiales y equipos. ........................................................................................................... 28
2.2. Sustancias y reactivos. ......................................................................................................... 29
2.3. Diseño y elaboración de las formulaciones. ........................................................................ 29
2.3.1.Objetivo. ............................................................................................................................. 29
2.3.2.Alcance. .............................................................................................................................. 29
2.3.3.Responsabilidades .............................................................................................................. 29
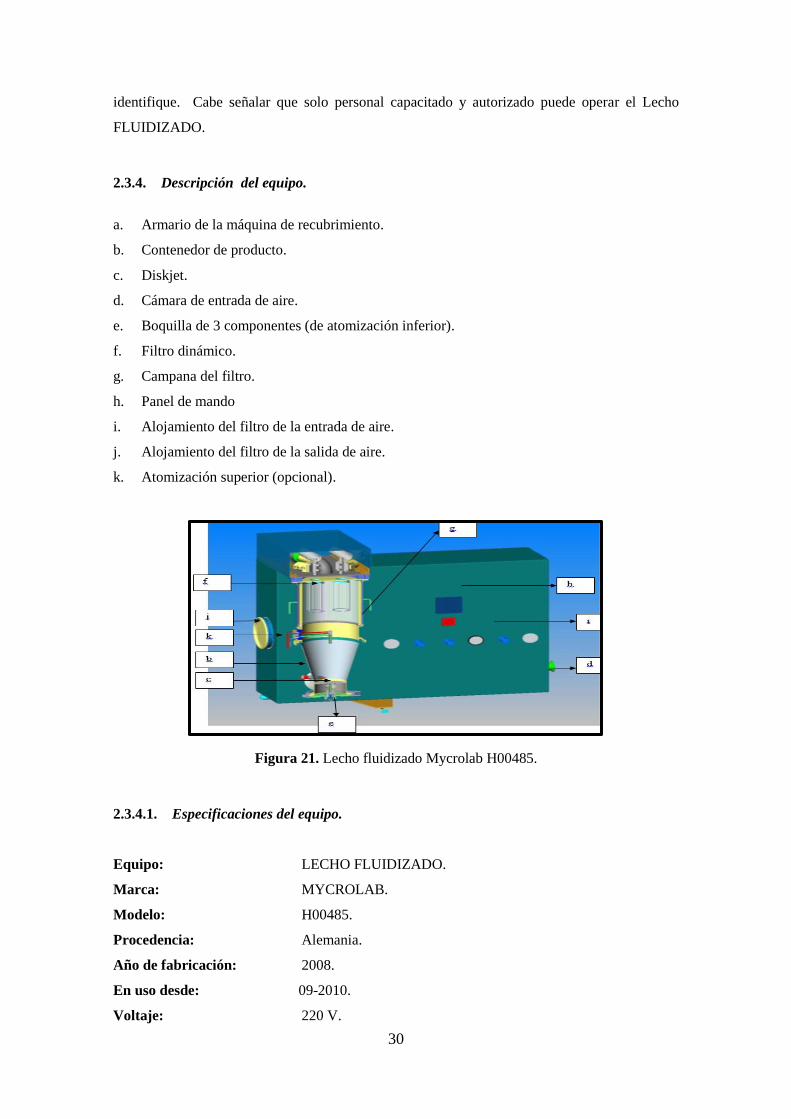
2.3.4.Descripción del equipo. ..................................................................................................... 30
2.3.4.1. Especificaciones del equipo. .......................................................................................... 30
2.3.4.2. Equipos de protección: ................................................................................................... 31
2.3.4.3. Observaciones de seguridad y precauciones. ................................................................ 31
2.4. Procedimiento del Mycolab. ................................................................................................ 31
2.4.1.Precalentamiento del equipo. ............................................................................................. 31
2.4.2.Llenado del producto en el equipo. .................................................................................... 32
2.4.3.Precalentamiento del producto. .......................................................................................... 32
2.4.4.Atomización / Aspersión. ................................................................................................... 32
2.4.5.Secado/ enfriamiento. ......................................................................................................... 33
2.4.6.Descarga. ............................................................................................................................ 33
2.5. Variables. ............................................................................................................................. 34
2.5.1.Variables de entrada. .......................................................................................................... 34
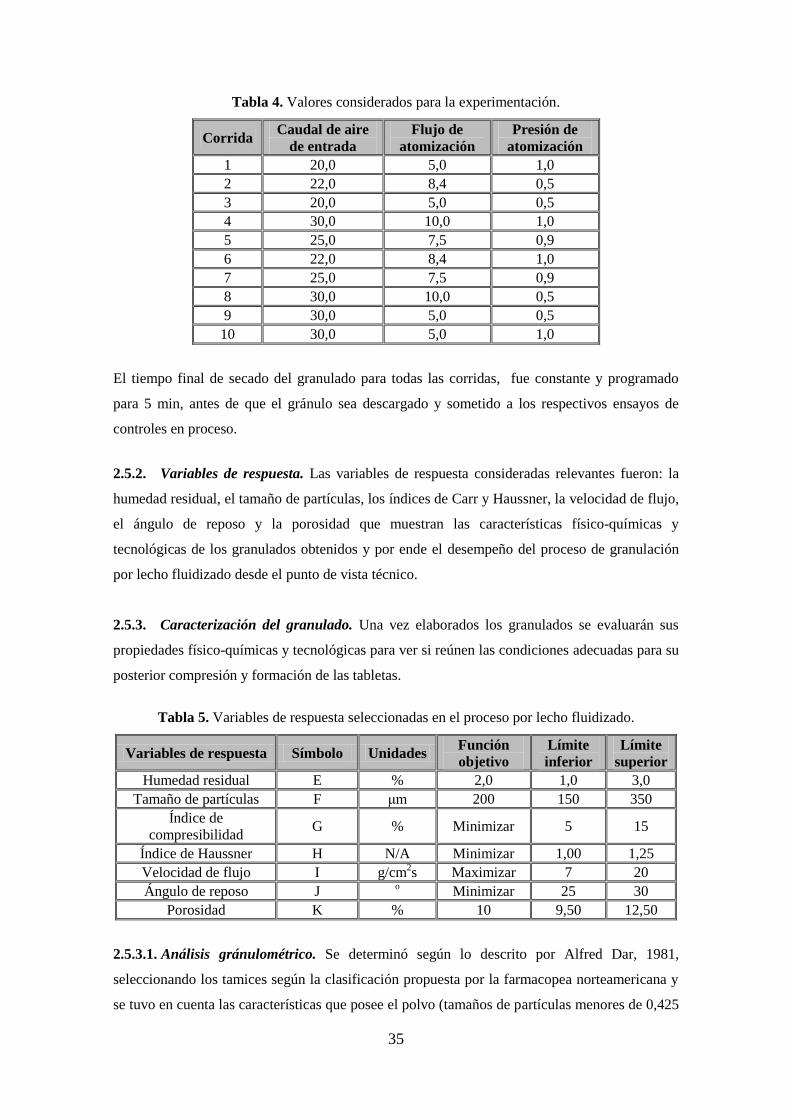
2.5.2.Variables de respuesta. ....................................................................................................... 35
2.5.3.Caracterización del granulado. ........................................................................................... 35
2.5.3.1. Análisis gránulométrico. ................................................................................................ 35
2.5.3.2. Densidad aparente de vertido y por asentamiento. ......................................................... 36
2.5.3.3. Densidad real. ................................................................................................................. 37
2.5.3.4. Índice de Haussner (IH). ................................................................................................ 37
2.5.3.5. Índice de Carr (IC). ........................................................................................................ 37
2.5.3.6. Velocidad de Flujo. ........................................................................................................ 38
2.5.3.7. Ángulo de reposo............................................................................................................ 39
2.5.3.8. Humedad residual. .......................................................................................................... 39
2.5.3.9. Porosidad. ....................................................................................................................... 40
2.5.4.Especificaciones organolépticas para el gránulo. .............................................................. 40
Page 9
ix
3. DATOS EXPERIMENTALES. .......................................................................................... 41
3.1. Datos de las materias primas empleadas. ............................................................................ 41
3.2. Rangos de operación de las variables de entrada. ............................................................... 41
3.3. Datos obtenidos de la experimentación (variables de entrada). .......................................... 42
3.4. Rangos de variables G y H según USP 38-NF 33, 2015. .................................................... 42
3.5. Valores de ángulos de reposo (J) según USP 38-NF 33, 2015. ........................................... 42
3.6. Rangos que debe operar las variables de salida. .................................................................. 43
4. CÁLCULOS. ....................................................................................................................... 44
4.1. Densidad aparente de vertido y por asentamiento. .............................................................. 44
4.2. Densidad real. ...................................................................................................................... 44
4.3. Índice de Haussner (IH). ...................................................................................................... 44
4.4. Velocidad de flujo. .............................................................................................................. 45
4.5. Índice de Carr. ..................................................................................................................... 45
4.6. Ángulo de reposo. ................................................................................................................ 45
4.7. Porosidad. ............................................................................................................................ 45
5. RESULTADOS. .................................................................................................................. 46
5.1. Resultados obtenidos para las variables de respuesta. ......................................................... 46
5.2. Distribución de las variables de entrada. ............................................................................. 46
5.3. Evaluación estadística de las variables de respuesta. .......................................................... 49
5.3.1.Influencia de los parámetros de proceso sobre las características del gránulo. .................. 49
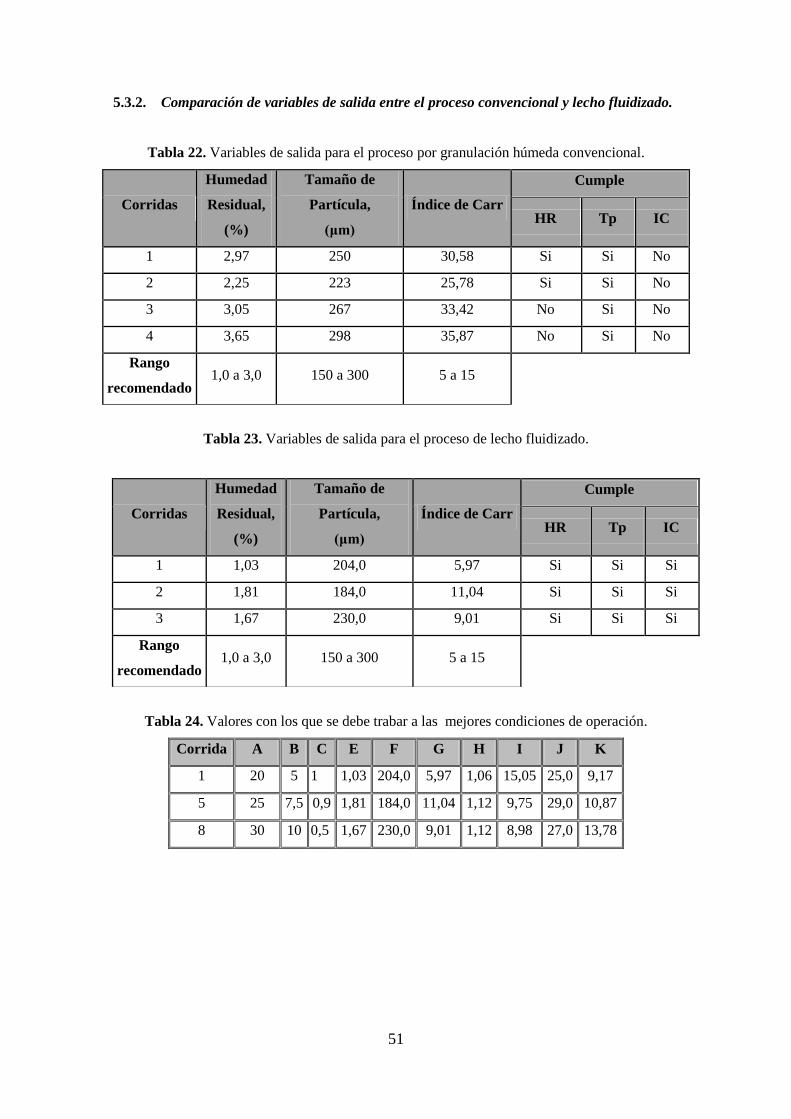
5.3.2.Comparación de variables de salida entre el proceso convencional y lecho fluidizado. .... 51
5.3.3.Gráficos de las variables de respuesta en función de las variables de entrada. .................. 52
5.3.3.1. Humedad residual en función del caudal de aire de entrada. ......................................... 52
5.3.3.2. Tamaño de partícula en función del caudal de entrada de aire. ...................................... 52
5.3.3.3. Índice de Carr en función del caudal de aire de entrada. ................................................ 52
5.3.3.4. Variables de respuesta en función del caudal de aire de entrada. .................................. 53
5.3.3.5. Humedad residual en función del caudal de atomización. ............................................. 54
5.3.3.6. Tamaño de partícula en función del caudal de atomización. ......................................... 54
5.3.3.7. Índice de Carr en función del caudal de atomización. .................................................... 55
5.3.3.8. Variables de respuesta en función del caudal de atomización. ...................................... 55
5.3.3.9. Humedad residual en función de la presión de atomización. ........................................ 56
5.3.3.10.Tamaño de partícula en función de la presión de atomización. .................................... 56
5.3.3.11.Índice de Carr en función de la presión de atomización. .............................................. 57
Page 10
x
5.3.3.12.Variables de respuesta en función de la presión de atomización. ................................. 57
5.3.3.13.Variables de entrada en función a las corridas realizadas. ............................................ 58
5.3.3.14.Variables de respuesta en función de las corridas realizadas. ....................................... 60
5.3.3.15.Distribución de los resultados obtenidos. ...................................................................... 63
5.3.3.16.Determinación de las mejores corridas de la experimentación. .................................... 63
6. DISCUSIÓN. ....................................................................................................................... 64
7. CONCLUSIONES. .............................................................................................................. 67
8. RECOMENDACIONES. .................................................................................................... 68
CITAS BIBLIOGRÁFICAS. ...................................................................................................... 69
BIBLIOGRAFÍA. ........................................................................................................................ 71
ANEXOS..................................................................................................................................... 72
Page 11
xi
LISTA DE TABLAS
pág.
Tabla 1. Períodos de la curva de secado. ..................................................................................... 13
Tabla 2. Clasificación de la molienda ......................................................................................... 17
Tabla 3. Parámetros operacionales para el proceso de lecho fluidizado. ................................... 34
Tabla 4. Valores considerados para la experimentación. ............................................................ 35
Tabla 5. Variables de respuesta seleccionadas en el proceso por lecho fluidizado. .................... 35
Tabla 6. Escala de fluidez según USP 38-NF 33, 2015. ............................................................. 38
Tabla 7. Valores de ángulos de reposo y propiedades de flujo según USP 38-NF 33. ............... 39
Tabla 8. Especificaciones organolépticas .................................................................................... 40
Tabla 9. Materias primas empleadas. .......................................................................................... 41
Tabla 10. Rangos de operación de las variables de entrada. ...................................................... 41
Tabla 11. Datos obtenidos de la experimentación (variables de entrada). .................................. 42
Tabla 12. Rangos de operación de las variables G y H según USP 38-NF 33, 2015. ................ 42
Tabla 13. Valores de ángulos de reposo (J) según USP 38-NF 33, 2015. ................................... 42
Tabla 14. Rangos de operación de las variables de salida. ......................................................... 43
Tabla 15. Resultados obtenidos de las variables de respuesta.................................................... 46
Tabla 16. Distribución de las variables de entrada. ..................................................................... 46
Tabla 17. Valores de las variables de respuesta obtenidos durante la experimentación. ............ 47
Tabla 18. Distribución de las variables por simbología y resultados esperados. ........................ 47
Tabla 19. Distribución de las variables de respuesta, simbología y resultados. ....................... 48
Tabla 20. Distribución de las variables de respuesta por puntuación total................................. 48
Tabla 21. Evaluación del modelo propuesto para cada variable de respuesta. ............................ 50
Tabla 22. Variables de salida para el proceso convencional. ...................................................... 51
Tabla 23. Variables de salida para el proceso de lecho fluidizado. ............................................. 51
Tabla 24. Valores con los que se debe trabar a las mejores condiciones de operación. ............. 51
Page 12
xii
LISTA DE FIGURAS
pág.
Figura 1. Esquema de funcionamiento lecho fluidizado……………………………………….. 4
Figura 2. Circulación de las tres fases en el lecho fluidizado liquido- gas – sólido…………….. 6
Figura 3. Curva característica para la obtención de la velocidad mínima de fluidización………. 7
Figura 4. Granulación……………………………………………………………………………. 7
Figura 5. Granulación vía seca…………………………………………………………………. 9
Figura 6. Mecanismo de unión por puentes líquidos…………………………………………… 11
Figura 7. Curva del secado………………………………………………………………………12
Figura 8. Secado en lecho fluidizado……………………………………………………………14
Figura 9. Secador de lecho fluidizado………………………………………………………….. 15
Figura 10. Secado por pulverización- aglomeración…………………………………………… 16
Figura 11. Molino de martillo………………………………………………………………….. 18
Figura 12. Molinos de rodillos………………………………………………………………… 18
Figura 13. Molino de bolas…………………………………………………………………….. 19
Figura 14. Tamiz de vaivén……………………………………………………………………. 20
Figura 15. Serie de tamices Tyler………………………………………………………………. 21
Figura 16. Diversas formas y tamaños de comprimidos……………………………………….. 22
Figura 17. Dimensiones de un comprimido…………………………………………………… 23
Figura 18. Nomenclatura de los punzones………………………………………………………23
Figura 19. Dimensiones de comprimidos………………………………………………………. 23
Figura 20. Proceso de elaboración de un fármaco……………………………………………… 25
Figura 21. Lecho fluidizado Mycrolab H00485……………………………………………….. 30
Figura 22. Diagrama de flujo del proceso de lecho fluidizado para obtener un producto
farmacéutico……………………………………………………………………………………. 33
Page 13
xiii
LISTA DE GRÁFICOS
pág.
Gráfico 1. Humedad residual en función del caudal de aire de entrada. ..................................... 52
Gráfico 2. Tamaño de partícula en función del caudal de entrada de aire. ................................. 52
Gráfico 3. Índice de Carr en función del caudal de aire de entrada. ........................................... 53
Gráfico 4. Variables de respuesta en función del caudal de aire de entrada. .............................. 53
Gráfico 5. Humedad residual en función del caudal de atomización. ......................................... 54
Gráfico 6. Tamaño de partícula en función del caudal de atomización. .................................... 54
Gráfico 7. Índice de Carr en función del caudal de atomización. ............................................... 55
Gráfico 8. Variables de respuesta en función del caudal de atomización. .................................. 55
Gráfico 9. Humedad residual en función de la presión de atomización. ..................................... 56
Gráfico 10. Tamaño de partícula en función de la presión de atomización. ............................... 56
Gráfico 11. Índice de Carr en función de la presión de atomización. ......................................... 57
Gráfico 12. Variables de respuesta en función de la presión de atomización. ........................... 57
Gráfico 13. Variación del Caudal de aire de entrada. ................................................................. 58
Gráfico 14. Variación del flujo de atomización. ......................................................................... 58
Gráfico 15. Variación de la presión de atomización. ................................................................. 59
Gráfico 16. Variación de la humedad residual. ........................................................................... 59
Gráfico 17. Variación del tamaño de partícula. ........................................................................... 60
Gráfico 18. Variación del índice de Carr. ................................................................................... 60
Gráfico 19. Variación del Índice de Haussner. ........................................................................... 61
Gráfico 20. Variación de la velocidad de flujo. .......................................................................... 61
Gráfico 21. Variación del ángulo de reposo. ............................................................................... 62
Gráfico 22. Variación de la porosidad......................................................................................... 62
Gráfico 23. Distribución de los resultados obtenidos. ................................................................. 63
Gráfico 24. Determinación de las mejores corridas en la experimentación. ............................... 63
Page 14
xiv
LISTA DE ANEXOS
pág.
ANEXO A. Diagrama Ishikawa. ................................................................................................ 73
ANEXO B. Análisis granulométrico. .......................................................................................... 73
ANEXO C. Ensayo de densidad aparente de asentamiento. ....................................................... 74
ANEXO D. Ensayo de la densidad real. ..................................................................................... 74
ANEXO E. Ensayo del ángulo de reposo. .................................................................................. 75
ANEXO F. Ensayo de humedad residual. ................................................................................... 75
ANEXO G. Equipo de lecho fluidizado Mycrolab .................................................................... 76
ANEXO H. Producto obtenido del equipo de lecho fluidizado. ................................................. 76
Page 15
xv
ESTUDIO DE LAS VARIABLES OPERACIONALES DEL PROCESO DE
GRANULACIÓN POR LECHO FLUIDIZADO DE UN PRODUCTO FARMACÉUTICO
RESUMEN
Estudio del proceso de granulación por lecho fluidizado, para la elaboración de un producto
farmacéutico.
La formulación preparada se alimentó al equipo MYCROLAB, en el que se realiza los procesos
de mezclado, aglutinación y secado, a diferentes condiciones: caudal del aire de entrada: (20-30)
m3/h; flujo de atomización: (5-10) g/min; presión de atomización: (0,5-1) bar; la temperatura se
mantuvo constante a 70ºC.
Los gránulos obtenidos fueron analizados en seis propiedades físicas; Humedad residual,
tamaño de partícula, índice de Carr, índice de Haussner, velocidad de flujo, ángulo de reposo, y
porosidad
Estadísticamente, y se determinó que el caudal de aire de entrada es el factor de mayor
influencia en el proceso.
De los resultados obtenidos, se concluye que las mejores condiciones del proceso son: Caudal
de aire de entrada: 20 m3/h, flujo de atomización: 5 g/min y presión de atomización: 1 bar,
obteniendo una humedad residual: 1,03 %, tamaño de partícula: 204 um, e índice de Carr: 5,97,
A estas condiciones, se obtienen gránulos uniformes, homogéneos y con humedad baja, que
cumplen los requisitos técnicos de FARMACOPEA.
PALABRAS CLAVES: LECHO FLUIDIZADO / GRANULACIÓN/ INDUSTRIA
FARMACÉUTICA / MYCROLAB / FORMAS FARMACÉUTICAS SÓLIDAS.
Page 16
xvi
STUDY OF THE OPERATIONAL VARIABLES OF THE FLUID BED
GRANULATION PROCESS FOR A PHARMACEUTICAL PRODUCT
ABSTRACT
This study addresses the fluid bed granulation process in the elaboration of a pharmaceutical
product.
The previously prepared formula is fed into the MYCROLAB equipment, which granulates the
product through mixing, agglutination and drying under different conditions: air entry flow (20
– 30 m3/h); atomization flux (5 – 10 g/min); atomization pressure (0.5 – 1 bar); and a constant
temperature of 70ºC. It was statistically determined that air entry flow is the most influential
factor.
The resulting granules were analyzed in seven physical properties: residual humidity, particle
size, Carr index, Haussner index, flux speed, angle of repose and porosity.
From the results obtained, this study concludes that the best conditions for this process are: air
entry flow at 20 m3/h, atomization flux at 5 g/min and atomization pressure at 1 bar. These
conditions produce uniform, homogenous and low-humidity granules that meet the technical
requirements of the FARMACOPEA.
KEYWORDS: FLUID BED/ GRANULATION/ PHARMACEUTICAL INDUSTRY/
MYCROLAB/ SOLID PHARMACEUTICAL PRESENTATIONS.
Page 17
1
INTRODUCCIÓN
La elaboración de productos farmacéuticos, involucran una serie de operaciones unitarias, que
conllevan transformaciones físicas, de la materia prima hasta alcanzar el producto deseado, para
lo cual es necesario establecer criterios del campo de la ingeniería química, para poder controlar
las diferentes variables que se involucran en el proceso.
En la actualidad, la mayoría de métodos utilizados en la elaboración de formas farmacéuticas
sólidas, emplean granulación húmeda convencional, que consiste en la formación de gránulos
mediante enlaces de polvos con una solución, suspensión de un aglutinante; como proceso
intermedio durante los ciclos productivos, tenemos la formación de fases de mezcla, granulación
seca, que se utiliza una cantidad mínima de líquido, secado y tamizado. Los procesos
discontinuos como, la granulación húmeda convencional, secado, granulación seca, tamizado,
presentan varias desventajas como, el tiempo de operación que tiene una duración de más
de 15 horas, el producto obtenido contiene alta humedad residual, el tamaño de partícula es
mayor a los 200 µm, y el producto obtenido no es uniforme.
Por esta razón, la Industria Farmacéutica, buscar implementar nuevas tecnologías que permitan
unificar los procesos discontinuos transformándolos en procesos simultáneos, y poder reducir
tiempos de operación, para obtener un producto con buenas características que asegurarán una
mejor formación de tabletas.
La tecnología de granulación húmeda por lecho fluidizado, posee ventajas en relación al
proceso de granulación húmeda convencional.
Las ventajas que se obtienen al utilizar un lecho fluidizado, son obtener gránulos con mayor
uniformidad en el tamaño de partícula, menor humedad residual, menor porosidad que
garantizan tener mejores resultados en la compresibilidad y fluidez del granulado. Además,
permite realizar de forma simultánea en un mismo equipo tres procesos como: mezclado,
aglutinación y secado para obtener un mejor granulado para el posterior proceso de
compresión y formación de tabletas. Con los antecedentes planteados el objetivo del presente
trabajo es “Estudio de las variables operacionales del proceso de granulación por lecho
fluidizado de un producto farmacéutico”.
Page 18
2
Química Aristón CIA, LTDA de Ecuador, es una empresa farmacéutica con más de 25 años en
el mercado ecuatoriano. Actualmente, desea implementar un proceso continuo de lecho
fluidizado, migrando progresivamente gran parte de sus procesos productivos discontinuos,
como la granulación húmeda convencional, secado, tamizado, a procesos continuos utilizando
un equipo de lecho fluidizado.
Para la experimentación, se utilizó un equipo de Lecho fluidizado MYCROLAB a nivel de
laboratorio. Se consideró la temperatura de secado constante de 70º C y como variables
independientes: el caudal de aire de entrada (20-30) m3/h; flujo de atomización (5-10) g/min;
presión de atomización (0.5-1) bar.
El proceso de lecho fluidizado consta de las siguientes etapas: Precalentamiento del equipo, se
realiza cuando la temperatura este en un rango de (45 – 50) °C, por un tiempo de 10 a 15
minutos. El llenado, del producto se lo realiza colocando la muestra en un contenedor, para el
precalentamiento del producto, se lo hace a una temperatura de 70ºC.
La atomización/ aspersión, durante el proceso de aspersión el líquido es rociado en el interior
del equipo, se utiliza una manguera de la bomba como medio de transporte como suministro
para la boquilla en forma separada.
El secado/ enfriamiento, el producto es secado a 70 ºC y enfriado hasta que llegue a 25ºC, el
cambio de temperatura debe ser paulatina, ya que un cambio brusco puede deformar el gránulo.
Como último paso es la descarga del producto, se desarma el equipo y el gránulo se lo recolecta
en una funda.
El producto obtenido se lo caracterizó, donde se determinaron, la humedad residual, tamaño
de la partícula, índice de Carr, índice de Haussner, velocidad de flujo, ángulo de reposo, y
porosidad para asegurar las mejores condiciones del granulado, garantizando su posterior
proceso de compresión y formación de tabletas.
En la experimentación se realizó de 10 corridas, los resultados fueron analizados mediante
estadística inferencial, y se obtuvo que las mejores condiciones de operación se obtienen al
trabajar con los siguientes valores de las variables de entrada.
El caudal de entrada de (20, 25, 30) m3/h; flujo de atomización de (5; 7,5; y10) g/min, y una
presión de atomización de (1; 0,9, y 0,5) bar, que pueden ser sustentados con las variables de
Page 19
3
respuesta obtenidas que se encuentran dentro del rangos establecidos por fuentes oficiales
como el libro de medicamentos FARMACOPEA, y son aceptados como valores buenos.
La implementación del lecho fluidizado en la empresa, es necesario para reducir tiempos de
operación, reemplazar procesos discontinuos por continuos, y poder realizar un escalamiento
del proceso piloto a nivel industrial.
Page 20
4
1. MARCO TEÓRICO
1.1. Lecho fluidizado.
“La fluidización es un proceso por el cual una corriente ascendente de fluidizado (líquido, gas o
ambos) se utiliza para suspender partículas sólidas. Desde un punto de vista macroscópico, la
fase sólida (o fase dispersa) se comporta como un fluidizado, de ahí el origen del término
"fluidización". Al conjunto de partículas fluidizadas se le denomina también "lecho fluidizado".
El proceso de lecho fluidizado hace que sea posible llevar a cabo el secado, granulación y
revestimiento en un solo recipiente. Con el proceso de lecho fluidizado se pueden modificar las
propiedades de materiales de sustancias pulverulentas y líquidas. Se producen gránulos,
aglomerados, partículas recubiertas con un mejor comportamiento de aplicación y un valor
añadido innovador. Nos brinda estabilidad en el almacenamiento, buena dosificación, reducción
de polvo, solubilidad, micro-encapsulación de sustancias activas, recubrimiento. La tecnología
de lecho fluidizado ofrece una enorme gama, para optimizar productos y procesos.” [1].
Figura 1. Esquema de funcionamiento lecho fluidizado.
Fuente: SALVI, Alfonso.Tecnología de lecho fluidizado. Barcelona. España. 2010. p. 125.
1.1.1. Clasificación. A continuación de se detalla la respectiva clasificación.
1.1.1.1. Fluidización Gas- Sólido. “En este tipo de sistema, las partículas se clasifican en
cuatro grupos (Geldart, 1973) de acuerdo a sus características de fluidización que se detallan a
continuación:
Page 21
5
Grupo Geldart A: Son partículas de tamaño medio o de baja densidad, que tienden a
formar burbujas (regiones de bajo contenido de sólidos) cuando se fluidizan. El lecho se
expande considerablemente antes de que ocurra el burbujeo.
Grupo Geldart B: Partículas más gruesas y más densas que las del grupo A, se forman
burbujas tan pronto como se excede la velocidad mínima de fluidización. El burbujeo es
vigoroso, con burbujas que aumentan de tamaño hasta ser comparables con el tamaño del
lecho.
Grupo Geldart C: Partículas muy finas (incluso polvos) en los que las fuerzas de cohesión
son dominantes, Son difíciles de fluidizan y tienden a levantarse de golpe. En lechos
grandes, se forman canalizaciones por donde fluye el gas sin lograr fluidizar las partículas.
Grupo Geldart D: Son partículas muy grandes y densas, forman burbujas que chocan
rápidamente y aumentan de tamaño, pero que en general se mueven más lento que el resto
de la fase gaseosa que entre los sólidos. El comportamiento caótico de los lechos
fluidizados gas-sólido se debe principalmente a la gran diferencia de densidades entre las
dos fases.
1.1.1.2. Fluidización Líquido – Sólido. Este tipo de sistemas se fluidizan de forma
mucho más estable, debido a una menor diferencia de densidades entre los sólidos y el
líquido fluidizante.
La expansión del lecho es bastante uniforme para velocidades del FLUIDIZADO desde
fluidización mínima hasta la separación de las partículas. Además, la velocidad de las
partículas es más o menos uniforme en toda la columna. No hay formación de burbujas,
excepto en casos extremos en los que la velocidad del líquido es muy alta y la densidad de las
partículas mucho mayor que la del líquido. Algunas otras inestabilidades se pueden presentar
en el lecho, pero normalmente no afectan el desempeño del lecho fluidizado.
Un ejemplo de este tipo de inestabilidades es la formación de “ondas de fracción hueca”
que consiste en la aparición de bandas horizontales con una menor cantidad de partículas,
y que se desplazan hacia arriba en el lecho a una velocidad menor que la velocidad de
fluidización.
Page 22
6
1.1.1.3. Fluidización líquido – gas – sólido. La modificación de un lecho fluidizado consiste
en emplear dos fases fluidas (un líquido y un gas) para fluidizar una fase sólida.
Entonces, el sistema contiene tres fases y aumentan las opciones para la transferencia de
calor y/o masa. Muroyama y Fan (1984) distinguen cuatro modos de operación de un
lecho fluidizado líquido – gas - sólido:
Modo I-a: Fluidización en flujo paralelo con el líquido como fase continúa.
Modo I - b: Fluidización en flujo paralelo con el gas como fase continua.
Modo II-a: Fluidización inversa de tres fases.
Modo II - b: Absorbedor turbulento de contacto.
Figura 2. Circulación de las tres fases en el lecho fluidizado liquido- gas – sólido.
Fuente: ACOSTA SOTO, Julio. Diseño y Construcción de un lecho fluidizado aireado líquido
– gas - sólido. Duranzo. Uruguay. 2008. p. 8.
1.1.1.4. Velocidad mínima de fluidización. La velocidad mínima de fluidización (Umf) se
obtiene al relacionar la caída de presión ejercida por el gas al atravesar el lecho en función de la
velocidad superficial del gas (Kunii y Levenspiel, 1991).
En la Figura 3 se presenta un gráfico en donde se observa de manera experimental como obtener
la velocidad mínima de fluidización a partir de la caída de presión dentro del lecho, a medida
que aumenta la velocidad del gas de fluidización.
En una primera zona, se observa regularmente una dependencia lineal de la presión con respecto
a la velocidad del aire, esta zona corresponde al lecho fijo, después de seguir aumentando la
velocidad del gas de fluidización, se llega a un punto (punto A) en donde se observa un cambio
Page 23
7
brusco en la pendiente, y es ahí donde se localiza la velocidad mínima de fluidización (U mf). A
partir de este punto, la velocidad superficial del gas se traduce en una caída de presión constante
en el lecho; a esta zona se le conoce como lecho fluidizado. ” [2]
.
Figura 3. Curva característica para la obtención de la velocidad mínima de fluidización.
Fuente: ACOSTA SOTO, Julio. Diseño y Construcción de un lecho fluidizado aireado líquido
– gas - sólido. Duranzo. Uruguay. 2008. p. 10
1.2. Granulación.
“La granulación es una operación contraria a la división, que tiene como fin la aglomeración de
sustancias finamente divididas o pulverizadas mediante presión o mediante la adición de un
aglutinante disperso en un líquido.
Figura 4. Granulación.
Fuente: ACOSTA SOTO, Julio. Diseño y Construcción de un lecho fluidizado aireado líquido –
gas - sólido. Duranzo. Uruguay. 2008. p. 9
Page 24
8
El objetivo de la granulación es la obtención de un granulado que constituya una forma
farmacéutica definitiva o un producto intermedio para la fabricación de comprimidos o mejor
aún, que sirva de material de relleno para las cápsulas.
La granulación sirve para fabricar suspensiones sólidas, que luego de añadir agua, pueden
transformarse en suspensiones líquidas.
1.2.1. Objetivos de la granulación:
Mejoramiento de las propiedades de flujo del granulado.
Prevención de la separación de los ingredientes mezclados.
Mejoramiento de las características de los comprimidos (dureza, friabilidad, peso
promedio).
1.2.2. Ventajas del granulado sobre el polvo
Tiene buenas propiedades reológicas y de flujo.
Previene la separación de los componentes en las mezclas de polvos.
Disminuye la fricción y los efectos de la carga eléctrica.
Facilita el llenado homogéneo de envases, cápsulas y matrices de las prensas o máquinas
de comprimir.
Proporciona dureza a los comprimidos; fomenta la expulsión del aire interpuesto.
El granulado es fácilmente compresible.
Reduce en grado significativo la producción de polvo, con el descenso consiguiente de los
riesgos laborales.
Page 25
9
Disminuye la absorción de humedad, y aumenta la velocidad de disolución y la densidad
del producto.
1.2.3. Tipos de granulación.
1.2.3.1. Granulación vía seca: Consiste en la compresión del fármaco con el mínimo de
lubricantes, donde el principio activo ocupa la mayor parte del volumen final de la tableta, las
partículas se agregan a altas presiones produciendo fuerzas de enlace en la superficie del sólido
y aumentando el área superficial de este.
Esta granulación se realiza en productos sensibles a la humedad y al calor como son los
productos efervescentes y el Lactato de calcio (resistente al tableteado) donde la migración de
humedad afecta al fármaco y a los colorantes agregados. Es poco utilizado debido a que
produce polvos muy finos dificultando el proceso de compresión y formación de tabletas, y no
es muy reproducible para un mismo producto. Entre sus ventajas esta que se requiere menos
equipos y espacios que la granulación húmeda.
Elimina varios pasos, aunque incluye pesado, mezclado, pre compresión, tamizado en seco,
lubricación y compresión. El material en polvo contiene una cantidad de aire considerable, bajo
presión se forma una pieza bastante densa. Cuando más tiempo transcurra para se escape el aire,
mejor será el comprimido.
Figura 5. Granulación vía seca.
Fuente: ACOSTA SOTO, Julio. Diseño y Construcción de un lecho fluidizado aireado líquido
– gas - sólido. Duranzo. Uruguay. 2018. p. 13
1.2.3.2. Por compresión: Se comprimen los polvos secos mezclados, utilizando una
tableteadora. Como resultado se producen lingotes, que son tabletas grandes con una pulgada
de diámetro. Posteriormente estos lingotes se tamizan o se muelen para producir un material
granular que fluye mucho más fácil que el polvo original.
Page 26
10
Este proceso, se puede llevar a cabo más de una vez hasta que se adquieran las propiedades de
flujo del granulado para producción de comprimidos. La eficiencia depende de la cohesividad
del material, densidad, distribución del tamaño de partícula, y de las características del equipo
(tipo, diámetro de punzón, capacidad, altura de matrices, velocidad de compresión, presión
aplicada). Este proceso de granulación es lento y como el caso de la compresión normal,
necesita de lubricantes.”.[3]
1.2.3.3. Granulación vía húmeda: “Es el proceso de mezclado de un polvo en presencia de
un líquido (solución aglutinante) para formar el gránulo. Este proceso disminuye el riesgo de
segregación y producción de finos relacionada con la compresión de tabletas.
La granulación ocurre por la formación de enlaces tipo puentes de hidrógeno entre las partículas
primarias. “El tiempo de mezclado depende del equipo y de las propiedades del polvo, en
general puede ir desde 15 minutos a una hora, se determina, al tomar una porción de la muestra
con la mano y después de presionarla suavemente al abrir nuevamente la mano esta se
resquebraja, es un indicativo que la el proceso de mezclado ha terminado. Según el autor
Alfonso R. Gennaro, Buenos Aires – Bogotá. En el libro Remintong Farmacia. 2003. p.
1006. Si la granulación se humedece demasiado, los gránulos pueden quedar duros; esto
implicaría presión considerable para formar los comprimidos. Si la mezcla de polvo no
humedece de manera suficiente y, como consecuencia de ello, los gránulos son demasiados
blandos, estos pueden disgregarse durante la lubricación y ocasionar dificultades en la
compresión.” Si se agrega demasiada solución aglutinante, se formará una masa, que taponará
los tamices y que durante el secado formará agregados duros que habrá que moler.
1.2.4. Mecanismo de unión por puentes líquidos. Primero se une el líquido con el sólido
formando un ángulo de contacto bajo; a medida que se agrega el líquido el sistema va
reduciendo su energía libre. Cuando hay poco líquido entre los puntos de contacto de las
partículas se forma un anillo anular, que posteriormente al agregar más líquido este anillo se
une. Las etapas, por los cuales se forman los enlaces de hidrógeno dependiendo de la cantidad
aglutinante agregado son:
Estado pendular: con un 25% solvente agregado.
Estado funicular: del 25% a 80% solvente agregado.
Estado capilar: el 80% solvente agregado.
Estado de saturación: más del 80% del solvente agregado.
Page 27
11
Figura 6. Mecanismo de unión por puentes líquidos.
Fuente: ACOSTA SOTO, Julio. Diseño y Construcción de un lecho fluidizado aireado líquido
– gas - sólido. Duranzo. Uruguay. 2018. p. 13
A medida que la saturación por el aglutinante se incrementa, los efectos de interacción de
partícula disminuyen y la fuerza se controla por enlaces de puentes de hidrógeno y los
aglomerados pasan de comportamiento frágil a plástico creciendo en forma acelerada.
Entre menor sea el ángulo de contacto del aglutinante con el sólido mayor será la fuerza de los
enlaces.” [4].
1.2.4.1. Mecanismos de aglutinación: La granulación húmeda requiere de un líquido que
humedezca la masa y al mismo tiempo proporcione el aglutinante para la formación de los
enlaces de hidrógeno.
Nucleación: Se forma un núcleo a partir de partículas primarias por formación de enlaces
de hidrógeno. Entre más pequeñas sean las partículas, más fuerte es el enlace.
Coalescencia: La formación del gránulo ocurre por el choque entre los núcleos y los
aglomerados en formación, este proceso ocurre en forma aleatoria. Estas colisiones ocurren
solo si los aglomerados tienen una superficie líquida en exceso, volviéndola plástica y
moldeable.
Formación de capas: Ocurre por la formación sucesiva de granulitos ya formados. Estas
partículas se derivan del rompimiento de algunos núcleos.
En general cuando la fuerza del solvente es muy alta la aglomeración ocurre principalmente por
formación de capas y coalescencia. En la industria farmacéutica se trabaja mayormente con
partículas finas, con una distribución de frecuencias amplia que producen gránulos que crecen
principalmente por nucleación (menos del 12% de humedad) y coalescencia (más del 12%
humedad).
Page 28
12
El método de lecho fluidizado se utiliza para el secado y la producción de granulados, gracias al
distribuidor de placa porosa del reactor de lecho fluidizado, se suministra una corriente de aire
uniforme en el área del producto. La suspensión atomizada se granula en la corriente de aire y se
acumula en el distribuidor de placa porosa.
1.3. Secado
“El secado de sólidos consiste en separar pequeñas cantidades de agua u otro líquido de un
material sólido con el fin de reducir el contenido de líquido residual hasta un valor
aceptablemente bajo. El secado es habitualmente la etapa final de una serie de operaciones y con
frecuencia, el producto que se extrae de un secador para empaquetado.” [5].
1.3.1. Cinética del secado. Se presentan a continuación las etapas que tiene el secado.
1.3.1.1. Velocidad de secado, W. Se refiere a la velocidad con la que alcanza el equilibrio el
sólido que se seca.
(
) (1)
Donde:
X: humedad del sólido.
Θ: tiempo de secado.
S: Masa del sólido seco.
A: Área del sólido expuesto al secado.
1.3.1.2. Curva de régimen del secado.
Figura 7. Curva del secado.
Page 29
13
A, B, C, D definen períodos del secado en función del tiempo.
Tabla 1. Períodos de la curva de secado.
Símbolo Período
A- B Período de ajuste
B-C Período constante
C-D Período pos crítico
D-E Segundo período pos crítico
Período de ajuste: Las condiciones del sólido y del aire tienden a estabilizarse, presenta
varias formas, el sólido y el aire mantienen las condiciones constantes.
Período constante: Se caracteriza por la constante de la velocidad de secado, el grado de
dificultad es constante es capaz de secar el mismo contenido de agua en intervalos de
tiempo constante. Al llegar a C disminuye la velocidad de secado, el sólido se resiste a
secarse.
Primer período pos crítico: La cantidad de agua evaporada es mayor, a la cantidad de
reposición, aparece zonas secas en mayor proporción. La evaporación se da solo en la
fracción de la superficie mojada. Este período termina cuando toda la superficie del sólido
se seca.
Segundo período pos crítico: La evaporación de la humedad del sólido se supone que se
da desde el interior. Si la humedad fluye hacia la superficie podríamos decir que existe un
mecanismo de paso a la humedad interior del sólido la velocidad de secado estará
gobernada por la velocidad de paso.
1.3.2. Secado por lecho fluidizado. El secado en lecho fluidizado es una tecnología muy
utilizada en la industria farmacéutica por su elevada eficiencia para secar granulados obtenidos
por vía húmeda mediante un granulador. Su principio de trabajo está basado en el proceso de
secado del granulado por la combinación de la migración de la humedad desde el interior del
sólido, al exterior mediante aire caliente y el arrastre de esta humedad por convección forzada.
“Las partículas se fluidizan con aire o gas en una unidad de lecho hirviente. La mezcla y la
transmisión de calor son muy rápidas, la alimentación húmeda se introduce por la parte superior
Page 30
14
del lecho y el producto seco se retira lateralmente cerca del fondo. En el secadero hay una
distribución al azar de los tiempos de residencia, siendo el tiempo medio típico de permanencia
de una partícula en el secadero de 30 a 120 segundos, cuando solamente se vaporiza líquido
superficial, y de 15 a 30 min si también hay difusión interna.
Figura 8. Secado en lecho fluidizado.
Fuente: MARCILLA GOMIS, A. Introducción a las operaciones de separación contacto
continuo. Murcia. España. 1999. p.39.
Las partículas pequeñas se calientan, hasta la temperatura seca del gas fluidizante a la salida;
por consiguiente, los materiales térmicamente sensibles han de secarse en un medio
relativamente frío. Aun así, el gas de entrada puede estar caliente ya que la mezcla es tan rápida
que la temperatura es prácticamente uniforme en todo el lecho e igual a la temperatura de salida
del gas. Si hay partículas finas, que entran con la alimentación o bien que se forman por la
abrasión del lecho fluidizado, puede existir un considerable transporte de sólidos con el gas que
sale y será necesario instalar ciclones y filtros de mangas para la recuperación de finos polvos.
Las condiciones de secado se pueden variar de un compartimento a otro, y con frecuencia el
último compartimento esta fluidizado con gas frío con el fin de enfriar los sólidos antes de la
descarga.” [6].
El procesamiento en lechos fluidizados implica el secado, enfriamiento, aglomeración,
granulación y revestimiento de los materiales en gránulos. Es ideal para una amplia gama de
productos sensibles y no sensibles al calor. En las plantas de tamaño más económico en
ocasiones será necesario acondicionar el gas para lograr que el producto se enfríe
adecuadamente y para evitar que capte partículas volátiles (por lo general humedad).
La aglomeración y la granulación se pueden realizar de varias formas, dependiendo del producto
que se vaya a alimentar y las propiedades que deba tener el producto final. El revestimiento en
lechos fluidizados de polvos, gránulos o tabletas requiere de la aspersión de un líquido en
condiciones estrictamente controladas sobre el polvo fluidizado.
Page 31
15
Figura 9. Secador de lecho fluidizado.
Fuente: Geankoplis, Christle. Procesos de transporte y operaciones unitarias. México.
México. 1998. p.580.
1.3.3. Ventajas. El secado en lechos fluidizados ofrece ventajas importantes sobre los demás
métodos de secado de los materiales en gránulos. La fluidización de los materiales en gránulos
permite una mayor facilidad en el transporte de los materiales, altas velocidades de intercambio
de calor con una gran eficiencia térmica, a la vez que evita el sobrecalentamiento de las
partículas.
Las propiedades de los productos se determinan basándose en la información derivada de su
velocidad de secado.
Otras propiedades importantes son la velocidad del gas y el punto de fluidización, es decir, el
contenido de partículas volátiles bajo el cual se logra la fluidización sin agitación mecánica o
vibración. El contenido de partículas volátiles en equilibrio y el coeficiente de transferencia de
calor para las superficies de calentamiento inmersas. Estos y otros datos se alimentan a un
modelo por computadora del procesamiento en lechos fluidizados permitiendo así dimensionar
los sistemas de secado industriales.
El secado en lecho fluidizado, resulta adecuado para polvos, gránulos aglomerados y pastillas
con un tamaño de partícula promedio entre 50 y 500 micras, es muy probable que los polvos
finos y ligeros o las partículas altamente elongadas requieran vibración para lograr con éxito el
secado en lechos fluidizados.
Page 32
16
1.3.4. Características de los secadores de Lecho fluidizado. “Dentro de las principales
características de los secadores de lecho fluidizados es que provee de un área de contacto
eficiente entre las partículas sólidas y el gas de secado; también se obtiene un buen resultado en
la tasa de transferencia de calor y masa, además de que la temperatura es uniforme a lo largo del
lecho comparado con los lechos fijos.” [7].
1.3.4.1. Densidad de la partícula.Se conocen tres tipos de densidades.
Densidad empacada: Se obtiene considerando a los sólidos y los espacios vacíos entre
ellos, referidos al mismo volumen que los contiene.
Densidad aparente: Se obtiene considerando a los sólidos, referidos al volumen que los
contiene, corregido por el volumen correspondiente a los espacios vacíos existente entre las
partículas.
Densidad real. Es la densidad formada únicamente por los sólidos, referidos al volumen
que los contiene, corregido por el volumen correspondiente a los espacios vacíos.
1.3.5. Secado por pulverización – aglomeración “El proceso combinado de secado por
pulverización y aglomeración permite la producción de aglomerados de flujo libre de polvo con
óptimas propiedades instantáneas. En la primera etapa del proceso, un líquido que contiene
sólidos se pulveriza, se evapora y forman gránulos secados por pulverización. En el segundo
paso, se continúa pulverizando estas partículas fluidizadas con el líquido que contiene sólidos.”
[8].
Figura 10. Secado por pulverización- aglomeración
Fuente: MARCILLA GOMIS, A. Introducción a las operaciones de separación contacto
continuo. Murcia. España. 1999. p.40
Page 33
17
1.4. Molienda.
“En esta operación unitaria se tiene como objetivo reducir los materiales a tamaños de partículas
deseados, pueden ser granos de cereal, uva, aceitunas, etc. en productos de alimentación, aunque
también pueden ser piedras o cualquier otro material sólido. Este proceso es muy importante en
la industria farmacéutica ya que se utiliza mucho para reducir el tamaño de partículas de
sólidos, muchos medicamentos como las tabletas. Esto aplica que la modificación de superficie
más la tensión superficial den un área de contacto adecuado. ” [9].
Es la reducción mecánica del tamaño de las partículas para obtener polvos o gránulos que
faciliten la fabricación de medicamentos sólidos, al aumentar el área superficial disponible,
modificar las propiedades, uniformar el tamaño de partículas favoreciendo el proceso de
mezclado.
1.4.1. Clasificación de la molienda. La molienda es un proceso físico - químico que se
caracteriza por la transformación de materia por medio de la energía. La USP clasifica el
tamaño de partícula de la siguiente forma:
Tabla 2. Clasificación de la molienda
Proceso Tamaño de salida
Molienda gruesa ≤ 1mm
Molienda fina 100 µm
Molienda ultra fina ≤ 100 µm
Fuente: TOAPANTA SAMANIAGO. Ximena Maricela. Diseño y construcción de un equipo
mixto de molienda y tamizado para materiales minerales. Ecuador.2012.p.20.
1.4.2. Tipos de molinos.
1.4.2.1. Molino de martillo. “Tiene el más amplio rango RTT (round trip time- tiempo de
retraso), pues pueden ser inclusive quebrantadores primarios para partículas gruesas y también
recibir partículas finas de pocos milímetros y lograr reducciones hasta partículas muy finas o
intermedias. El impactador de martillos se atora poco y existen muchas clases de ellos como: el
de estrella (típico de martillos) eje horizontal, el de corona a una o varias capas concéntricas,
Page 34
18
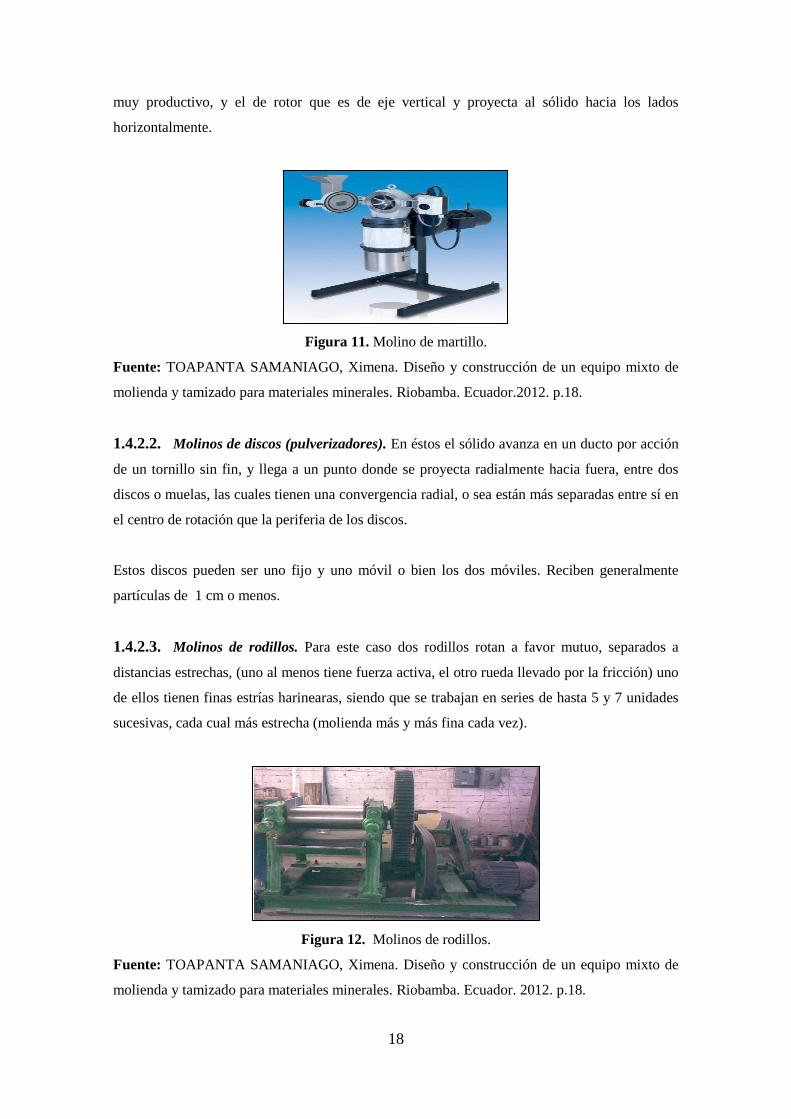
muy productivo, y el de rotor que es de eje vertical y proyecta al sólido hacia los lados
horizontalmente.
Figura 11. Molino de martillo.
Fuente: TOAPANTA SAMANIAGO, Ximena. Diseño y construcción de un equipo mixto de
molienda y tamizado para materiales minerales. Riobamba. Ecuador.2012. p.18.
1.4.2.2. Molinos de discos (pulverizadores). En éstos el sólido avanza en un ducto por acción
de un tornillo sin fin, y llega a un punto donde se proyecta radialmente hacia fuera, entre dos
discos o muelas, las cuales tienen una convergencia radial, o sea están más separadas entre sí en
el centro de rotación que la periferia de los discos.
Estos discos pueden ser uno fijo y uno móvil o bien los dos móviles. Reciben generalmente
partículas de 1 cm o menos.
1.4.2.3. Molinos de rodillos. Para este caso dos rodillos rotan a favor mutuo, separados a
distancias estrechas, (uno al menos tiene fuerza activa, el otro rueda llevado por la fricción) uno
de ellos tienen finas estrías harinearas, siendo que se trabajan en series de hasta 5 y 7 unidades
sucesivas, cada cual más estrecha (molienda más y más fina cada vez).
Figura 12. Molinos de rodillos.
Fuente: TOAPANTA SAMANIAGO, Ximena. Diseño y construcción de un equipo mixto de
molienda y tamizado para materiales minerales. Riobamba. Ecuador. 2012. p.18.
Page 35
19
1.4.2.4. Molinos de bolas. Equipos excelentes para la molienda intermedia y fina, constan
básicamente de una cámara cilíndrica o cónica, que rota con el eje horizontal, presentando
ambos extremos cerrados para régimen de trabajo discontinuo, o abiertos para régimen continuo
de alimentación.
En los molinos de bolas el producto final contiene gran proporción de finos polvos, a no ser que
en la cámara interior en su tramo final contenga secciones con piso enrejado para permitir la
descarga de estos finos polvos y evitar su excesiva molienda. .” [10].
Figura 13. Molino de bolas.
Fuente: TOAPANTA SAMANIAGO, Ximena. Diseño y construcción de un equipo mixto de
molienda y tamizado para materiales minerales. Riobamba. Ecuador. 2012. p.18.
1.5. Tamizado.
“Es un procedimiento que consiste en clasificar los gránulos en grupos para facilitar su
separación en una o más categorías. Generalmente esta clasificación se hace con base en el
tamaño de partícula, utilizando tamices de acero inoxidable, latón o de bronce para tamaños
grandes y de polipropileno, teflón y nylon para tamaños pequeños.
A las partículas que son retenidas dentro del tamiz, se les llama tamización gruesa o residual, y
a las que logran pasar a través de los poros de tamización fina o de paso. A nivel experimental
en el laboratorio se puede utilizar una espátula de plástico o una brocha para facilitar el proceso
siempre y cuando estas no suelten partículas. A nivel industrial, se dispone de equipos
acoplados a tamices intercambiables en los cuales se regula el tamaño de partícula.
Page 36
20
1.5.1. Objetivos de la tamización. Los objetivos de la tamización es lograr obtener una
distribución de tamaño de partículas más estrecho, ya que el tamaño de partícula influye en
varios procesos como los siguientes:
La velocidad de disolución, ya que las partículas más pequeñas disuelven más rápido
debido a la gran área superficial que poseen.
Esto se espera que suceda en el momento de la absorción del fármaco mejorando el efecto
farmacológico.
En las suspensiones, porque los tamaños de partícula influyen en su estabilidad física, ya
que las partículas grandes tienen a precipitarse.
En las pomadas y cremas, conviene no utilizar fármacos con tamaños de partículas gruesas
porque no facilitaría su untuosidad.
Si los excipientes tiene tamaños de partícula similares, se facilitará su mezclado, además se
evita problemas de separación en los procesos, y ayudará a que se logre la uniformidad de
dosis en la forma farmacéutica. “[10].
1.5.2. Equipos industriales para el tamizado. A nivel industrial se utiliza los siguientes
equipos.
1.5.2.1. Tamices de vaivén. “Este equipo está muy generalizado, se usa mucho para el
tamizado de productos químicos secos, hasta el tamaño correspondiente a casi 30 mallas.
Figura 14. Tamiz de vaivén.
Fuente: YAMBAY ESTRADA, Wladimir Edwin Diseño y construcción de un equipo mixto
de molienda y tamizado para materiales minerales. Ambato. Ecuador. 2012. p.29.
Page 37
21
1.5.2.2. Series de tamices de Tyler. Esta es una serie de tamices estandarizados usados para la
medición del tamaño y distribución de las partículas en un rango muy amplio de tamaño. Las
aberturas son cuadradas y se identifican por un número que indica la cantidad de aberturas por
pulgada cuadrada. Matemáticamente nos queda.”[11].
Figura 15. Serie de tamices Tyler
Fuente: Fuente: YAMBAY ESTRADA, Wladimir. Diseño y construcción de un equipo mixto
de molienda y tamizado para materiales minerales. Ambato. Ecuador.2012. p. 29.
1.5.3. Formas farmacéuticas. “Se denomina formas farmacéuticas a los productos elaborados
a partir de las drogas para poder ser administradas al organismo. Estos preparados pueden tener
una o varias drogas y son confeccionadas por el farmacéutico o la industria farmacéutica.
Existen en estado sólido, semisólido, líquido y gaseoso, soluciones, suspensiones, emulsiones o
dispersiones coloidales.
1.5.3.1. Formas farmacéuticas liquidas. Soluciones, suspensiones, emulsiones, jarabes,
elixires, lociones, linimentos, inyectables.
1.5.4. Formas farmacéuticas sólidas. Presentan una mayor estabilidad química debido a la
ausencia de agua, permitiendo en términos generales, tiempo de caducidad más amplios.
Además evitan incompatibilidades entre principios activos, permiten enmascarar sabores
desagradables, e incluso regular la liberación de los principios activos.
1.5.4.1. Formas farmacéuticas orales sólidas. La vía oral es la más utilizada para la
administración de fármacos, principalmente por su comodidad, por no requerir administración
Page 38
22
por personal especializado, como ocurre con los inyectables, y por ser de mejor aceptación por
el paciente.
1.5.4.2. Clasificación de las Formas farmacéuticas sólidas. Tenemos los siguientes: Polvos,
granulados, cápsulas, comprimidos, supositorios, óvulos e implantes.
1.5.4.3. Comprimidos. Los comprimidos son formas farmacéuticas sólidas de dosificación
unitaria, obtenidas por compresión mecánica de granulados o de mezclas pulverulentas de uno o
varios principios activos, con la adición, en la mayoría de los casos, de diversos excipientes. ”
[12].
Figura 16. Diversas formas y tamaños de comprimidos.
La forma, el tamaño y el peso de los comprimidos pueden variar de unos a otros. Por lo general,
el tamaño se sitúa entre 5 y 17 mm; el peso, entre 0.1 y 1.5 g, y la forma puede ser
redonda, alargada, biconvexa, ovoide, en la superficie pueden llevar una inscripción y una
ranura para fraccionarlos y facilitar así el ajuste del suministro del medicamento a las
necesidades individuales. Éstas ofrecen otras ventajas, como son:
Facilitar la administración del medicamento al presentar una superficie más suave y
deslizante.
Proporcionar una protección física y química de los agentes externos atmosféricos.
Evitar incompatibilidades entre sus componentes, separándolos en multicapas.
Principios activos incompatibles químicamente entre sí.
Conseguir una liberación controlada del fármaco a través de cubiertas gastro resistentes.
En la industria farmacéutica existen organismos reguladores como la USP, en el control de los
medicamentos. La forma más común es circular y de sección biconvexa. Algunos otros
elementos frecuente son el ranurado, que puede ser sencillo o en cruz; permite el
fraccionamiento a la mitad o en cuartos. Es común que aparezcan letras, el nombre de la
preparación, codificaciones, etc
Page 39
23
En base al formato, color, dimensiones, marcas, se han confeccionado guías de comprimidos en
base a fuentes oficiales. La nomenclatura de la forma se hace en base a la proyección polar y la
ecuatorial. En la polar aparte de la circular, se distinguen como corrientes la cardiode,
triangular, anillo o “salvavidas”, cápsula, cuadrada, oval, rectangular y octogonal. En la
proyección ecuatorial, los elementos fundamentales son: diámetro, corona (altura total) y borde.
Figura 17. Dimensiones de un comprimido.
Fuente: FARIAS THOLER, Gabriel. Tipos de formas farmacéuticas. Málaga. España. p.67
La nomenclatura de la proyección ecuatorial, así como el formato de los punzones que les dan
origen y nombre, se ilustran en la figura siguiente:
Figura 18. Nomenclatura de los punzones.
Fuente: FARIAS THOLER, Gabriel. Tipos de formas farmacéuticas Málaga. España. p.67
Las dimensiones tipo corrientes se ilustran a continuación y van desde un diámetro de 3/4 pulg.
(1.9 cm) hasta 3/16 pulg. (0.508 cm).
Figura 19. Dimensiones de comprimidos.
Fuente: FARIAS THOLER, Gabriel. Tipos de formas farmacéuticas. Málaga. España. p.68.
1.5.4.4. Problemas de compresión de tabletas. Especificaciones críticas de una tableta son:
Variación de peso, dureza, friabilidad, tiempo de desintegración, disolución, contenido de agua,
potencia, contenido uniforme / variación de peso.
Page 40
24
1.5.4.5. Características importantes.
Fuerza de Eyección.
Camping - Laminado.
Presión Máxima
Frecuencia del Control del Peso.
Sensibilidad del fármaco a diferentes presiones.
Herramientas necesarias.
Tamaño del Batch.
Angulo de la Tolva, para tener un flujo aceptable.
Fuerzas de Compresión.
Condiciones de Temperatura, Humedad y del polvo.
1.5.4.6. Ruptura de tabletas. Con el aumento en uso de tableteadoras de alta velocidad, una
flexibilidad pobre de las tabletas es cada vez más normal para la ruptura de tabletas. La
friabilidad debe ser lo suficientemente baja para que el lote no deba ser reprocesado, pero
también adecuada para evitar ruptura durante el proceso empacado. La ruptura de tabletas
normalmente implica de un 0.2 hasta 4 % de los costos totales, cuando son material genérico.
1.6. Proceso de elaboración de un fármaco.
“La elaboración de medicamentos implica una serie de procesos tecnológicos a las materias
primas para transformarlos en medicamentos. Entre ellas se destacan los siguientes:
Pesaje, granulación, secado, molienda, mezclado, compresión, tamizado, recubrimiento,
empaque.” [13]
Page 41
25
Figura 20. Proceso de elaboración de un fármaco.
Fuente: MEZA, Maria de los Ángeles. Clasificación de equipos de fabricación de fármacos
sólidos de una industria farmacéutica, San Marcos. Guatemala, 2010. p. 36.
1.7. Estadística inferencial.
La Estadística Inferencial es una parte de la estadística que solo trabaja con algunos de los datos
de una población existente dentro de un grupo de elementos observados; es decir solo toma una
muestra n de los N elementos existentes. Una vez que se obtiene este reducido grupo de datos
la estadística inferencial trata de encontrar aspectos o propiedades relevantes para toda la
población y basados en ellos tomar decisiones.
Para obtener dichos resultados es necesario fundamentarse en cómo se selecciona la muestra,
como realizar la inferencia de los datos y demás la confianza que se puede tener en la
información obtenida. Con toda la información proporcionada es notorio que la estadística
inferencial puede proveer de modelos importantes para estudiar un sinnúmero de datos
multivalentes. Métodos tales como componentes principales, escalado multidimensional,
análisis de correspondencia, análisis de conglomerados, análisis factorial, análisis discriminante,
comparación entre rangos establecidos entre otros brinda a los estudiosos grandes posibilidades
de entender y predecir el comportamiento que los datos pueden tomar dada una condición. Para
que la Estadística Inferencial proporcione buenos resultados debe:
Page 42
26
Basarse en una técnica estadístico-matemática adecuada al problema y
suficientemente validada.
Utilizar una muestra que realmente sea representa va de la población y de un
tamaño suficiente.
1.7.1. Medidas de tendencia central. Medidas de tendencia central las que hallan en el centro
de distribución de frecuencias.
1.7.1.1. Moda. La moda es el valor que tiene mayor frecuencia absoluta. Se representa por:
( ) ( ) (2)
Dónde:
Li es el límite inferior de la clase modal.
fi es la frecuencia absoluta de la clase modal.
fi--1 es la frecuencia absoluta inmediatamente inferior a la clase modal.
fi-+1 es la frecuencia absoluta inmediatamente posterior a la clase modal.
ai es la amplitud de la clase.
1.7.1.2. Media aritmética. Cuando los datos no están agrupados.
∑
(3)
1.7.1.3. Mediana. Es el punto que divide la distribución de datos en dos partes iguales. Es
una medida de tendencia central donde permite dividir puntos medios que sean iguales en la
parte superior y en la parte inferior de un conjunto de datos.
1.7.2. Medidas de Dispersión o Variabilidad. Nos informa sobre la variabilidad de una
distribución indicando por medio de un número, si las diferentes puntuaciones de una variable
están muy alejadas de la media. Cuanto mayor sea ese valor, mayor será la variabilidad, y
cuanto menor sea, más homogénea será a la media. Así se sabe si todos los casos son parecidos
o varían mucho entre ellos.
Page 43
27
1.7.2.1. Rango o recorrido. El rango es la diferencia entre el mayor y el menor de los datos de
una distribución estadística.
(4)
1.7.2.2. Desviación media o variación media. La desviación respecto a la media es la
diferencia entre cada valor de la variable estadística y la media aritmética.
∑ | |
(5)
1.7.2.3. Varianza. Se define como la media de las diferencias cuadráticas de n puntuaciones
con respecto a su media aritmética es decir con la siguiente formula.
∑ | |
(6)
1.7.2.4. Desviación típica. Es la raíz cuadrada de la varianza. Es decir, la raíz cuadrada de la
media de los cuadrados de las puntuaciones de desviación.
La desviación típica se representa por σ.
√
∑ | |
(7)
Page 44
28
2. MARCO EXPERIMENTAL.
El presente trabajo se realizó en las instalaciones de la empresa Química Aristón, compañía
100% privada que tiene como misión preservar la salud humana, mediante el desarrollo,
producción y comercialización de productos farmacéuticos con altos estándares de calidad.
La experimentación se desarrolló utilizando un equipo de lecho FLUIDIZADO a nivel de
laboratorio, y diferentes materiales, sustancias químicas que se detallan a continuación.
2.1. Materiales y equipos.
Mycrolab, Hüttlin GmbH, Alemania.
Balanza de humedad con lámpara IR. R: 0-200g Ap±0,1g
Vibrador de tamices ERWEKA.
Juego de tamices 1.25, 1.00, 0.80, 0.50, 0.25, 0.125, 0.063 (mm).
Prensa hidráulica con punzón plano de 13 mm de diámetro.
Cronómetro. R: 0-900s Ap±0,1s
Balanza analítica Sartorius de sensibilidad R:0-300g Ap 0,001 g
Balanza técnica Owalabor R: 0-200g.Ap. ± 0,1g.
Micrómetro Mitutoyo R: 0-25Ap.± 0.01 mm
Embudo de vidrio
Soporte universal
Pinza para embudo
Probeta R: 0-10ml Ap± 1ml
Page 45
29
2.2. Sustancias y reactivos.
Paracetamol (Acetaminofen) CAS N° 103 90 2 C8H9NO2
Almidón de maíz (C6H10O5)n
Colorante amarillo N°6
Dióxido de silicio coloidal SiO2
Lactosa anhidra C12H22O11
Poli vilnil pirrolidona (C6H9NO)n
Magnesio estearato Mg(C18H35O2)2
Almidón sodio glicolato C2H3NaO3
Ácido Clorhídrico HCl (0,1N)
Dimetil sulfóxido C2H6OS
Agua H2O
Metanol CH4O
2.3. Diseño y elaboración de las formulaciones.
2.3.1. Objetivo. Asegurar que la operación del Lecho FLUIDIZADO MYCROLAB, utilizada
para realizar lotes piloto de pellets y comprimidos elaborados por granulación húmeda se
desarrollen de manera correcta, optimizando el proceso y disminuir el riesgo de daño del
equipo.
2.3.2. Alcance. Este procedimiento se aplica para el Lecho FLUIDIZADO Mycrolab,
ubicada en el Laboratorio de I & D.
Este procedimiento lo aplicarán los operadores del equipo y/o personas debidamente entrenadas
y autorizadas en un futuro.
2.3.3. Responsabilidades. El jefe de I & D es el responsable de poner en conocimiento al
personal a su cargo el Procedimiento Operativo Estándar, así como de asegurarse de su correcta
y continua aplicación.
Las personas encargadas son responsables de cumplir este procedimiento para la correcta
utilización de la máquina, así como de informar cualquier anomalía o desperfecto que se
Page 46
30
identifique. Cabe señalar que solo personal capacitado y autorizado puede operar el Lecho
FLUIDIZADO.
2.3.4. Descripción del equipo.
a. Armario de la máquina de recubrimiento.
b. Contenedor de producto.
c. Diskjet.
d. Cámara de entrada de aire.
e. Boquilla de 3 componentes (de atomización inferior).
f. Filtro dinámico.
g. Campana del filtro.
h. Panel de mando
i. Alojamiento del filtro de la entrada de aire.
j. Alojamiento del filtro de la salida de aire.
k. Atomización superior (opcional).
Figura 21. Lecho fluidizado Mycrolab H00485.
2.3.4.1. Especificaciones del equipo.
Equipo: LECHO FLUIDIZADO.
Marca: MYCROLAB.
Modelo: H00485.
Procedencia: Alemania.
Año de fabricación: 2008.
En uso desde: 09-2010.
Voltaje: 220 V.
Page 47
31
2.3.4.2. Equipos de protección:
Uniforme del área.
Mascarilla para polvos.
Gafas de protección
Protectores de oídos
2.3.4.3. Observaciones de seguridad y precauciones.
Se requiere uso de equipo de protección individual apropiado.
No efectuar reparaciones y limpieza con el equipo funcionando.
No limpiar ninguna parte eléctrica sin antes desconectar el equipo de la red de energía.
En presencia de cualquier anomalía del equipo suspenda inmediatamente su
funcionamiento para que el defecto sea corregido.
Si no está habilitado para efectuar la corrección, informe a su superior para que el defecto
sea corregido.
No poner en marcha el equipo sin antes haber confirmado que el equipo está en óptimas
condiciones.
Secar los filtros al ambiente, no en la estufa.
El computador que se encuentra adaptado al equipo, debe ser de uso exclusivo para manejar
el programa MycrOP y cuyo flash memory debe estar insertado permanentemente.
2.4. Procedimiento del Mycolab.
2.4.1. Precalentamiento del equipo.
El precalentado del equipo, se lo realiza escogiendo una receta donde se introducen datos
correspondientes a cantidad de aire, temperatura y humedad de aire a la entrada.
Page 48
32
Para este proceso, se debe introducir en la página principal del computador los siguientes
datos: número de lote, nombre del producto y del operador, e iniciar el proceso.
El caudal de entrada de aire para el precalentamiento del equipo debe estar en el siguiente
rango: (20-30) m3/h.
La presión de limpieza debe mantenerse en el rango de (1 – 2) bares.
El precalentamiento, se realiza cuando la temperatura este en un rango de (45 – 50) °C,
este proceso toma un tiempo entre 10 a 15 minutos.
2.4.2. Llenado del producto en el equipo.
Colocar el producto a través de la abertura del contenedor, si el producto es muy húmedo o
tiene poca capacidad de vertido también se puede colocar en el contenedor.
2.4.3. Precalentamiento del producto.
El precalentamiento del producto se debe realizar hasta que la temperatura llegue a 70 º C
para este caso específico, que toma un tiempo de 5 a 10 minutos, este proceso nos
permite obtener una temperatura estable y constante en el comienzo de la pulverización.
La temperatura de aire a la entrada depende de la temperatura del producto la cual es
requerida después o durante el proceso de atomización.
Para evitar la obstrucción y contaminación de las boquillas, el aire de atomización y el
microclima debe ajustarse a la mínima presión para iniciar el proceso. Se debe regular los
manómetros de spray air 0.5-1 bar y el microclima 0.25-0.5 bar.
2.4.4. Atomización / Aspersión. Durante el proceso de aspersión el líquido es rociado en el
interior del equipo, se utiliza una manguera de la bomba como medio de transporte, como
suministro para la boquilla en forma separada.
La boquilla de 3 componentes, suministra tres medios a la boquilla, que son líquido, aire
de atomización y microclima.
Page 49
33
El líquido es transportado a través del tubo central el cuál puede adaptarse a diferentes
tamaños de mangueras por medio de adaptadores. El tamaño de la manguera depende de la
cantidad a ser atomizada.
El aire atomiza el líquido a la salida de la boquilla, por elevación la presión de aire la
atomización es incrementada debido al volumen de aire comprimido.
El microclima está rodeado por líquido atomizado, para prevenir un secado temprano del
líquido antes del contacto con el producto.
2.4.5. Secado/ enfriamiento.
El siguiente paso es el secado, lo cual se lo hace a una temperatura de 70°C, este proceso
toma un tiempo de 5 minutos.
El siguiente paso corresponde al enfriamiento hasta que llegue a una temperatura de 25°C.
2.4.6. Descarga.
Sacar las mangueras de la tolva y desmontarla, trasvasar el gránulo seco y poner en una
funda.
Figura 22. Diagrama de flujo del proceso de lecho fluidizado para obtener un producto
farmacéutico.
Todas las corridas experimentales fueron realizadas empleando un granulador por lecho
fluidizado a escala de laboratorio marca Mycrolab (Hüttlin, Alemania) con un tamaño de lote de
250 g.
Precalentamiento del equipo
Llenado Precalentamiento
del producto
Atomización/ Aspersión
Secado/ Enfriamiento
Descarga
Page 50
34
El equipo contó con un dispositivo de atomización (spray) en su parte inferior empleando para
esto la tecnología patentada “Diskjet” que mejora la eficiencia de distribución del aire
suministrado durante el proceso.
Una boquilla fue empleada para atomizar de la solución aglutinante. La salida de solución
aglutinante, se realizó a través de una tobera de 0,6 mm de diámetro la cual se considera según
especificaciones del fabricante adecuada tanto para líquidos fluidizados como para líquidos
viscosos.
2.5. Variables.
Las variables a considerar durante el proceso de granulación por lecho fluidizado fueron
evaluadas en primera instancia por medio del método de Ishikawa, ver Anexo A, creado a partir
de una tormenta de ideas generada por el personal técnico que trabaja en Laboratorios Química
Aristón Cía. Ltda. Esto se realizó como parte de las etapas iniciales del estudio, las cuales
incluyeron al análisis de las variables independientes. Además de un tamizado de ciertas
materias primas para garantizar uniformidad de partículas.
2.5.1. Variables de entrada. Las variables que se utilizaron en la presente experimentación se
detallan en la tabla 3. Los límites de especificaciones se consideraron de acuerdo a la calidad
del fabricante del equipo, especificaciones del proceso tecnológico a desarrollar, así como de
estudios previos.
Tabla 3. Parámetros operacionales del proceso por lecho fluidizado.
Parámetros
operacionales Símbolo Unidades Límite inferior
Límite superior
Caudal de aire de
entrada A m
3/h
20 30
Flujo de atomización B g/min 5 10
Presión de atomización C Bar
Aire de
atomización 0,5
Aire de
atomización 1
Temperatura D oC Constante a 70
En la tabla 4, se muestran los experimentos aleatorios con el objetivo de prevenir que
variables externas no consideradas (como cambios en el proceso a través del tiempo) puedan
influir en los resultados provocando posibles sesgos en los mismos.
Page 51
35
Tabla 4. Valores considerados para la experimentación.
Corrida Caudal de aire
de entrada
Flujo de
atomización
Presión de
atomización
1 20,0 5,0 1,0
2 22,0 8,4 0,5
3 20,0 5,0 0,5
4 30,0 10,0 1,0
5 25,0 7,5 0,9
6 22,0 8,4 1,0
7 25,0 7,5 0,9
8 30,0 10,0 0,5
9 30,0 5,0 0,5
10 30,0 5,0 1,0
El tiempo final de secado del granulado para todas las corridas, fue constante y programado
para 5 min, antes de que el gránulo sea descargado y sometido a los respectivos ensayos de
controles en proceso.
2.5.2. Variables de respuesta. Las variables de respuesta consideradas relevantes fueron: la
humedad residual, el tamaño de partículas, los índices de Carr y Haussner, la velocidad de flujo,
el ángulo de reposo y la porosidad que muestran las características físico-químicas y
tecnológicas de los granulados obtenidos y por ende el desempeño del proceso de granulación
por lecho fluidizado desde el punto de vista técnico.
2.5.3. Caracterización del granulado. Una vez elaborados los granulados se evaluarán sus
propiedades físico-químicas y tecnológicas para ver si reúnen las condiciones adecuadas para su
posterior compresión y formación de las tabletas.
Tabla 5. Variables de respuesta seleccionadas en el proceso por lecho fluidizado.
Variables de respuesta Símbolo Unidades Función
objetivo
Límite
inferior
Límite
superior
Humedad residual E % 2,0 1,0 3,0
Tamaño de partículas F μm 200 150 350
Índice de
compresibilidad G % Minimizar 5 15
Índice de Haussner H N/A Minimizar 1,00 1,25
Velocidad de flujo I g/cm2s Maximizar 7 20
Ángulo de reposo J o
Minimizar 25 30
Porosidad K % 10 9,50 12,50
2.5.3.1. Análisis gránulométrico. Se determinó según lo descrito por Alfred Dar, 1981,
seleccionando los tamices según la clasificación propuesta por la farmacopea norteamericana y
se tuvo en cuenta las características que posee el polvo (tamaños de partículas menores de 0,425
Page 52
36
mm). Se pesó 100 g de muestra y se transfirió a un juego de tamices, previamente tarados, con
aberturas de malla: (425; 355; 300; 250; 212; 180; 150; 125; 106; 090; 063) μm en un colector.
Este juego de tamices se colocó en un vibrador en posición 7, durante 15 minutos. Concluido
este tiempo los tamices se pesaron y se calculó el porcentaje, por diferencia de masa, la cantidad
de muestra retenida en cada tamiz. Se realizaron cinco réplicas y se determinó el diámetro
medio aritmético de las partículas mediante la siguiente fórmula Gorodnishiev:
∑
(8)
Dónde:
Dm: Diámetro medio del granulado (mm).
T: Apertura media de los tamices inferior y superior (mm).
mr: Fracción de masa retenida en cada tamiz (g).
mi: Masa inicial (g).
Resulta indispensable obtener una distribución del tamaño de partículas normal y que arroje
menos del 15% de polvo fino, para con esto garantizar una buena fluidez, compresibilidad,
uniformidad de contenido, solubilidad y absorción.
2.5.3.2. Densidad aparente de vertido y por asentamiento. Se determinó empleando el
método de la probeta. En una probeta graduada de 100 ml se le adicionó 50 g del granulado,
pesados en una balanza con una precisión de 0,001 g y se midió el volumen ocupado por esa
cantidad de polvo, determinando la densidad aparente de vertido.
De igual manera, se determinó la densidad aparente por asentamiento colocando el granulado en
un vibrador de tamices marca Erweka durante 15 minutos en posición 7 de vibración.
Ambas densidades se determinaron mediante la relación de masa/volumen ocupado y se expresó
en g/cm3. Los resultados son el promedio de cinco determinaciones (Martín N, 1970). La
literatura establece como límite para los granulados de 0,4 a 0,7 g/cm (Iraizos A, 1990).
(9)
Page 53
37
Dónde:
ρa: Densidad aparente (g/cm3).
m: Masa (g).
V: Volumen (cm3).
2.5.3.3. Densidad real. Se utilizó el método propuesto por Nosoviska en 1969, el cual se basa
en la compresión de una masa de 400 mg del granulado en una prensa hidráulica (Speac) a una
presión de 300 MPa, con un punzón plano de diámetro 11 -13 mm. Se determinó la masa en
balanza analítica y la altura con un pie de rey, calculándose la densidad real mediante la
expresión:
(10)
Dónde:
ρr: Densidad real (g/cm3).
r: Radio de la masa compacta (0,13/2 cm).
d: Diámetro de la masa compacta (0,13 cm).
h: Altura de la masa compacta (cm).
m: Masa (g).
2.5.3.4. Índice de Haussner (IH). Establece una relación empírica lineal entre las densidades
y las propiedades de flujo de un polvo y se calcula a partir de los valores individuales de las
densidades, a través de la siguiente ecuación [Martín, N, 1970; USP]:
(11)
2.5.3.5. Índice de Carr (IC). Se calculó según la siguiente ecuación:
(12)
Dónde:
ρaa: Densidad aparente por asentamiento (g/cm3).
ρav: Densidad aparente de vertido (g/cm3).
Page 54
38
Tabla 6. Escala de fluidez según USP 38-NF 33, 2015.
Índice de compresibilidad (%) Fluidez Índice de Haussner
≤ 10 Excelente 1,00-1,11
11-15 Buena 1,12-1,18
16-20 Adecuada 1,19-1,25
21-25 Aceptable 1,26-1,34
26-31 Pobre 1,35-1,45
32-37 Muy pobre 1,46-1,59
> 38 Extremadamente pobre > 1,60
2.5.3.6. Velocidad de Flujo. La velocidad de flujo no es más que la medida de la capacidad
que tiene una masa de partículas sólidas de fluir a través de una tolva, según Iraizoz 1985, para
garantizar un peso constante a la futura tableta.
Su valor debe ser mayor de 7 g/cm2s. Esta magnitud depende de la forma de la partícula, de su
densidad, tamaño y porosidad y, en unión al ángulo de reposo nos da una idea más completa de
la fluidez de la masa de polvo.
Para la determinación de este parámetro se utilizó un embudo sin vástago con un diámetro de
2,2 cm y que descansa sobre una anilla fijada a un soporte universal a una altura de 10 cm de la
base. Se midió el tiempo que demoró en fluir una masa de 50 g de granulado a través del
embudo, calculándose por la siguiente expresión, propuesta por Iegorova: Para el cálculo
matemático se estimaron tres réplicas del ensayo.
(13)
Dónde:
Vf: Velocidad de flujo de la masa de granulado evaluada (g/cm2s).
m: Masa del granulado (g).
d: Diámetro del embudo (cm).
r: Radio del embudo (cm).
A: Área de la sección transversal del embudo (cm2).
t: Tiempo de vaciamiento (s).
Page 55
39
2.5.3.7. Ángulo de reposo. Se determinó dejando caer una masa de granulado de 50 g de la
muestra a través del embudo anteriormente descrito y bajo con las mismas condiciones, se
determinó la altura del cono formado, así como su radio promedio. A partir de estos datos, se
calculó su valor mediante la expresión trigonométrica siguiente:
(14)
Dónde:
CO: Cateto opuesto, igual a la altura de la masa (cm).
CA: Cateto adyacente, igual al radio promedio de la masa (cm).
: Ángulo de reposo.
Se realizó tres réplicas, según Iezersskii.
Tabla 7. Valores de ángulos de reposo y propiedades de flujo según USP 38-NF 33.
Propiedades del flujo Ángulo de reposo
(En grados)
Excelente 25-30
Buena 31-35
Adecuada-No necesita ayuda 36-40
Aceptable-Puede demorarse 41-45
Pobre-Es necesario agitar o someter a vibración 46-55
Muy pobre 56-65
Extremadamente pobre > 66
2.5.3.8. Humedad residual. Se pesó 5 g del granulado y se realizaron las determinaciones
durante cinco minutos a 105oC en una balanza de humedad con lámpara infrarroja marca
Sartorius, Model MA 100, Goettingen, Alemania) hasta un peso constante, obteniéndose así el
valor de humedad residual en porcentaje. Se realizaron diez réplicas y los valores se expresaron
en porcentaje (%).
La literatura plantea que el valor adecuado de humedad residual para una masa de granulado a
troquelar debe encontrarse en el rango de (0-5) %, y que ésta influye determinantemente en el
proceso de compresión posterior. (Iraizos A., 1990.).
Page 56
40
2.5.3.9. Porosidad. Es una de las propiedades fundamentales de las partículas sólidas, tiene
incidencia en los espacios inter – partículas y por consiguiente, afecta en el proceso de mezclado
y compresión. Se determinó por la expresión planteada por
Martin:
(
) (15)
Dónde:
P: Porosidad (%).
ρaa: Densidad aparente (g/cm3).
ρr: Densidad real (g/cm3).
2.5.4. Especificaciones organolépticas para el gránulo.
Tabla 8. Especificaciones organolépticas
Propiedad Resultado
Apariencia polvo con ligero brillo
Color Blanquecino
Olor Inodoro
Tamaño de partícula 150-300
Page 57
41
3. DATOS EXPERIMENTALES.
3.1. Datos de las materias primas empleadas.
Tabla 9. Materias primas empleadas.
Producto Cantidad, mg Fabricante, País
Paracetamol (Acetaminofen) CAS N°
103 90 2 500 Zydus Cadila, India
Almidón de maíz 40.58 BORCULO, Holanda
Colorante amarillo N°6 0.04 Arancia Cpc Puebla, México
Dióxido de silicio coloidal 1.60 Especialidades industriales S.A.,
México
Lactosa anhidra 18.50 China
Polivilnilpirrolidona 34.64 BORCULO, Holanda
Magnesio estearato 3.14 BLANVER, Brasil
Almidón sodio glicolato 31.50 China
3.2. Rangos de operación de las variables de entrada.
Tabla 10. Rangos de operación de las variables de entrada.
Parámetros
operacionales Símbolo Unidades
Límite inferior Límite superior
Caudal de aire de entrada A m3/h 20 30
Flujo de atomización B g/min 5 10
Presión de atomización C Bar
Aire de atomización
0,5
Aire de atomización
1
Temperatura D oC Constante a 70
Page 58
42
3.3. Datos obtenidos de la experimentación (variables de entrada).
Tabla 11. Datos obtenidos de la experimentación (variables de entrada).
Corrida
Caudal de
aire de
entrada
Flujo de
atomización
Presión de
atomización
1 20,0 5,0 1,0
2 22,0 8,4 0,5
3 20,0 5,0 0,5
4 30,0 10,0 1,0
5 25,0 7,5 0,9
6 22,0 8,4 1,0
7 25,0 7,5 0,9
8 30,0 10,0 0,5
9 30,0 5,0 0,5
10 30,0 5,0 1,0
3.4. Rangos de variables G y H según USP 38-NF 33, 2015.
Tabla 12. Rangos de operación de las variables G y H según USP 38-NF 33, 2015.
Índice de compresibilidad (%) (G) Fluidez Índice de Haussner (H)
≤ 10 Excelente 1,00-1,11
11-15 Buena 1,12-1,18
16-20 Adecuada 1,19-1,25
21-25 Aceptable 1,26-1,34
26-31 Pobre 1,35-1,45
32-37 Muy pobre 1,46-1,59
> 38 Extremadamente pobre > 1,60
3.5. Valores de ángulos de reposo (J) según USP 38-NF 33, 2015.
Tabla 13. Valores de ángulos de reposo (J) según USP 38-NF 33, 2015.
Propiedades del flujo Ángulo de reposo (En grados)
Excelente 25-30
Page 59
43
Continuación de la tabla 13.
Propiedades del flujo Ángulo de reposo (En grados)
Excelente 25-30
Buena 31-35
Adecuada-No necesita ayuda 36-40
Aceptable-Puede demorarse 41-45
Pobre-Es necesario agitar o someter a vibración 46-55
Muy pobre 56-65
Extremadamente pobre > 66
3.6. Rangos que debe operar las variables de salida.
Tabla 14. Rangos de operación de las variables de salida.
Variables de
respuesta Símbolo Unidades
Función
objetivo
Límite
inferior
Límite
superior
Humedad residual E % 2,0 1,0 3,0
Tamaño de partículas F μm 200 150 350
Índice de
compresibilidad G %
Minimizar 5 15
Índice de Haussner H N/A Minimizar 1,00 1,25
Velocidad de flujo I g/cm2s Maximizar 7 20
Ángulo de reposo J o
Minimizar 25 30
Porosidad K % 10 9,50 12,50
Page 60
44
4. CÁLCULOS.
4.1. Densidad aparente de vertido y por asentamiento.
Usando la ecuación (9)
4.2. Densidad real.
Usando la ecuación (10)
Dónde:
ρr: Densidad real (g/cm3)(1,10g/cm3)
r: Radio de la masa compacta (0,13/2 cm).
d: Diámetro de la masa compacta (0,13 cm).
h: Altura de la masa compacta (27,39 cm).
m: Masa (g).
4.3. Índice de Haussner (IH).
Usando la ecuación (11)
Page 61
45
4.4. Velocidad de flujo.
Usando la ecuación (13)
4.5. Índice de Carr.
Usando la ecuación (12)
4.6. Ángulo de reposo.
Usando la ecuación (14)
4.7. Porosidad.
Usando la ecuación (15)
(
)
%
Page 62
46
5. RESULTADOS.
5.1. Resultados obtenidos para las variables de respuesta.
Tabla 15. Resultados obtenidos de las variables de respuesta.
Corrida HR
(%)
Tp
(μm)
Índice de
Carr
Índice de
Haussner
Velocidad
de flujo
g/cm2s
Ángulo de
reposo
º
Porosidad
%
1 1,03 204,0 5,97 1,06 15,05 25,0 9,17
2 6,67 290,0 31,64 1,47 N/A N/A 11,37
3 1,05 161,0 14,84 1,17 7,91 34,0 9,45
4 1,93 194,0 14,47 1,12 8,87 27,0 8,79
5 1,81 184,0 11,04 1,12 9,75 29,0 10,87
6 4,84 219,0 30,33 1,44 N/A N/A 11,72
7 1,74 168,0 11,35 1,12 9,86 29,0 14,69
8 1,67 230,0 9,01 1,12 8,98 27,0 13,78
9 0,39 132,0 17,11 1,25 4,45 38,0 11,08
10 0,37 123,0 12,89 1,15 7,23 32,0 10,59
5.2. Distribución de las variables de entrada.
Tabla 16. Distribución de las variables de entrada.
Parámetros operacionales Símbolo Unidades 1 -1
Caudal de aire de entrada A m3/h 20 a 30 <20 0 >30
Flujo de atomización B g/min 5 a 10 <5 0 >10
Presión de atomización C bar
Aire de
atomización
0,5 a 1
Aire de
atomización
<0,5 o >1,0
Temperatura D o C Constante a 70
Page 63
47
Tabla 17. Valores de las variables de respuesta obtenidos durante la experimentación.
Tabla 18. Distribución de las variables por simbología y resultados esperados.
Variables de respuesta Símbolo 1 -1
Humedad residual E 1,0 a 3,0 <1 0 >3
Tamaño de particular F 150 a 300 <150 0 >300
Índice de Carr G 5 15
Índice de Haussner H 1,00 1,25
Velocidad de flujo I 7 20
Ángulo de reposo J 25 30
Porosidad K 9,50 12,50
Co
rrid
a
Ca
ud
al
de
air
e
de
entr
ad
a
Flu
jo d
e
ato
miz
aci
ón
Pre
sió
n d
e
ato
miz
aci
ón
HR
(%
)
Tp
(μ
m)
Índ
ice
de
Ca
rr
Índ
ice
de
Ha
uss
ner
Vel
oci
da
d d
e
Flu
jo g
/cm
2s
Án
gu
lo d
e
Rep
oso
º
Po
rosi
da
d
%
1 20,0 5,0 1,0 1,03 204,0 5,97 1,06 15,05 25,0 9,17
2 22,0 8,4 0,5 6,67 290,0 31,64 1,47 N/A N/A 11,37
3 20,0 5,0 0,5 1,05 161,0 14,84 1,17 7,91 34,0 9,45
4 30,0 10,0 1,0 1,93 194,0 14,47 1,12 8,87 27,0 8,79
5 25,0 7,5 0,9 1,81 184,0 11,04 1,12 9,75 29,0 10,87
6 22,0 8,4 1,0 4,84 219,0 30,33 1,44 N/A N/A 11,72
7 25,0 7,5 0,9 1,74 168,0 11,35 1,12 9,86 29,0 14,69
8 30,0 10,0 0,5 1,67 230,0 9,01 1,12 8,98 27,0 13,78
9 30,0 5,0 0,5 0,39 132,0 17,11 1,25 4,45 38,0 11,08
10 30,0 5,0 1,0 0,37 123,0 12,89 1,15 7,23 32,0 10,59
Page 64
48
Tabla 19. Distribución de las variables de respuesta con su simbología y resultados obtenidos.
Tabla 20. Distribución de las variables de respuesta por puntuación total.
N A B C E F G H I J K Total
"n" "n" "n" "n" "n" "n" "n" "n" "n" "n"
1 1 1 1 1 1 1 1 1 1 -1 8
2 1 1 1 -1 1 -1 -1 -1 -1 1 0
3 1 1 1 1 1 -1 1 1 -1 -1 4
4 1 1 1 1 1 -1 1 1 -1 -1 4
5 1 1 1 1 1 -1 1 1 1 1 8
6 1 1 1 -1 1 -1 -1 -1 -1 1 0
7 1 1 1 1 1 -1 1 1 1 -1 6
8 1 1 1 1 1 1 1 1 1 -1 8
9 1 1 1 -1 1 -1 1 -1 -1 1 2
10 1 1 1 -1 1 -1 -1 1 -1 1 2
E (%)
F
(μm) G (%) H
I
(g/cm2s)
J (o) K (%)
1 a
3
>3
15
0 a
30
0
<1
0
11
a 1
5
16-2
0
32-3
7
1-
1.2
5
>1
.25
7-
20
>2
0
N/D
25-
30
31-3
5
36
- 4
0
9.5
- 1
2.5
<9
.5 0
>1
2.5
"n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n" "n"
1 1 0 1 1 0 0 0 1 0 1 0 0 1 0 0 0 1
2 0 1 1 0 0 0 1 0 1 0 1 1 0 0 0 1 0
3 1 0 1 0 1 0 0 1 0 1 0 0 0 1 0 0 1
4 1 0 1 0 1 0 0 1 0 1 0 0 1 0 0 0 1
5 1 0 1 0 1 0 0 1 0 1 0 0 1 0 0 1 0
6 0 1 1 0 0 0 1 0 1 0 1 1 0 0 0 1 0
7 1 0 1 0 1 0 0 1 0 1 0 0 1 0 0 0 1
8 1 0 1 1 0 0 0 1 0 1 0 0 1 0 0 0 1
9 0 1 1 0 0 1 0 1 0 0 1 0 0 0 1 1 0
10 0 1 1 0 1 0 0 0 1 1 0 0 0 1 0 1 0
Page 65
49
5.3. Evaluación estadística de las variables de respuesta.
5.3.1. Influencia de los parámetros de proceso sobre las características del gránulo. La
caracterización de los gránulos obtenidos fue realizada posterior al proceso de granulación.
La humedad residual, el tamaño de partículas, los índices de Carr y Haussner, la velocidad de
flujo, el ángulo de reposo y la porosidad fueron seleccionadas como características relevantes de
los gránulos obtenidos.
Los resultados obtenidos para cada una de las corridas experimentales son mostrados en la
Tabla 17. Los valores referenciales deseados para cada una de las variables de respuesta fueron
citados con anterioridad en la Tabla 10 del capítulo 3.
Por lo general para productos farmacéuticos, los gránulos con tamaño de partículas por debajo
de 150-180 μm tienden a ser más cohesivos, presentan bajos índices de compresibilidad, así
como, altos índices de Haussner; características poco idóneas para posteriores pasos dentro del
proceso de formulación de tabletas.
La Conferencia Internacional de Armonización (ICH) en su guía Q8_R2 plantea la necesidad de
este tipo de estudios, haciendo énfasis en el concepto de calidad por diseño (QbD) durante las
etapas de desarrollo de productos farmacéuticos y a su vez introduce como parte inherente a la
misma el concepto de diseño espacial (DS), el cual se define como la combinación
multidimensional e interacción de las variables de entrada que demuestran ser adecuadas para
garantizar la calidad. La calidad de cada uno de los modelos evaluados está representada por
los valores de R2 mostrados en la Tabla 21.
Un buen modelo de ajuste debería mostrar valores de R2 (coeficiente de correlación) cercanos a
1,0 indicando el porcentaje de variabilidad de cada una de las variables de respuesta que es
explicada por el modelo. El error estándar del estimado muestra la desviación estándar de los
residuos y el error medio absoluto al valor promedio de los mismos. El estadístico de Durbin-
Watson prueba los residuos para determinar si hay alguna correlación significativa basada en el
orden en que se presentan los datos. Puesto que el valor de p es mayor que 5,0%, no hay
indicación de auto correlación serial en los residuos con un nivel de significancia del 5,0%.
Page 66
50
Tabla 21. Evaluación del modelo propuesto para cada variable de respuesta.
Variables de
respuesta LI LS CFE R
2 EEE EMA DW
Humedad residual 1 3 2, 6, 9, 10 0,91 1,03 0,49 0,3861
Tamaño de partículas 150 350 N/A 0,88 29,66 14,63 0,1070
Índice de Carr 5 15 2, 6, 9 0,81 6,49 2,70 0,9044
Índice de Haussner 1 1,25 2, 6 0,81 0,11 0,04 0,9127
Velocidad de flujo 7 20 N/A 0,99 0,08 0,01 3,00
Ángulo de reposo 25 30 3, 9, 10 1,00 0,00 0,00 N/A
Porosidad 9,5 12,5 3, 6, 7 0,48 2,38 0,93 0,0952
LI: Límite inferior, LS: Límite superior, CFE: Corridas fuera de especificación, R2:
Coeficiente de determinación, EEE: Error estándar del estimado, EMA: Error medio absoluto,
DW: Valor p del estadístico de Durbin-Watson.
A la raíz cuadrada del coeficiente de determinación ( ), se le llama coeficiente de correlación,
R, El coeficiente de correlación toma valores entre -1 y + 1, mide la proximidad de los puntos a
esa recta, su valor no depende de las unidades en que se expresen X e Y. Vale cero cuando los
puntos no se agrupan en torno a una recta ascendente ni descendente, es decir, a mayores
valores de X no corresponden valores de Y mayores ni menores, sino parecidos.
Cuando más se aproximan los puntos a una recta, más se aproximan a r a la unidad. Vale 1
cuando todos los puntos quedan exactamente sobre una recta ascendente y vale -1 cuando todos
los puntos quedan exactamente sobre una recta descendente.
El coeficiente de determinación mide la pendiente de la recta de los mínimos cuadrados, dice
cuanto varia Y por cada unidad que aumenta X y su valor depende de las unidades en que se
expresen X e Y.
Page 67
51
5.3.2. Comparación de variables de salida entre el proceso convencional y lecho fluidizado.
Tabla 22. Variables de salida para el proceso por granulación húmeda convencional.
Corridas
Humedad
Residual,
(%)
Tamaño de
Partícula,
(μm)
Índice de Carr
Cumple
HR Tp IC
1 2,97 250 30,58 Si Si No
2 2,25 223 25,78 Si Si No
3 3,05 267 33,42 No Si No
4 3,65 298 35,87 No Si No
Rango
recomendado 1,0 a 3,0 150 a 300 5 a 15
Tabla 23. Variables de salida para el proceso de lecho fluidizado.
Tabla 24. Valores con los que se debe trabar a las mejores condiciones de operación.
Corrida A B C E F G H I J K
1 20 5 1 1,03 204,0 5,97 1,06 15,05 25,0 9,17
5 25 7,5 0,9 1,81 184,0 11,04 1,12 9,75 29,0 10,87
8 30 10 0,5 1,67 230,0 9,01 1,12 8,98 27,0 13,78
Corridas
Humedad
Residual,
(%)
Tamaño de
Partícula,
(μm)
Índice de Carr
Cumple
HR Tp IC
1 1,03 204,0 5,97 Si Si Si
2 1,81 184,0 11,04 Si Si Si
3 1,67 230,0 9,01 Si Si Si
Rango
recomendado 1,0 a 3,0 150 a 300 5 a 15
Page 68
52
5.3.3. Gráficos de las variables de respuesta en función de las variables de entrada.
5.3.3.1. Humedad residual en función del caudal de aire de entrada.
Gráfico 1. Humedad residual en función del caudal de aire de entrada.
5.3.3.2. Tamaño de partícula en función del caudal de entrada de aire.
Gráfico 2. Tamaño de partícula en función del caudal de entrada de aire.
5.3.3.3. Índice de Carr en función del caudal de aire de entrada.
y = -0,017x2 + 0,914x - 10,45 R² = 0,9937
1
1,2
1,4
1,6
1,8
2
19 21 23 25 27 29 31
Hu
me
dad
re
sid
ual
,%
Caudal de aire de entrada, m3/h
Humedad Residual,%=f(Caudal de aire entrada, m3/h
Series1 Polinómica (Series1)
30; 230 y = 1,64x2 - 79,4x + 1136 R² = 0,9404
150
160
170
180
190
200
210
220
230
240
17 19 21 23 25 27 29 31
Tam
año
de
par
ticu
la, u
m
Caudad de aire de entrada, m3/h
Tamaño de Partícula,um = f (Caudal de aire de entrada, m3/h)
Series1 Polinómica (Series1)
Page 69
53
Gráfico 3. Índice de Carr en función del caudal de aire de entrada.
5.3.3.4. Variables de respuesta en función del caudal de aire de entrada.
Gráfico 4. Variables de respuesta en función del caudal de aire de entrada.
y = -0,1482x2 + 7,714x - 89,03 R² = 0,9974
5
6
7
8
9
10
11
12
19 21 23 25 27 29 31
Índ
ice
de
car
r
Caudadl de aire de entrada, m3/h
Índice de Carr=f(Caudal de aire de entrada, m3/h)
Series1 Polinómica (Series1)
HR = -0,017*CAE2 + 0,914*CAE - 10,45 R² = 0,9937
Tp = 1,64*CAE2 - 79,4*CAE + 1136 R² = 0,9404
ICARR = -0,1482*CAE2 + 7,714*CAE - 89,03 R² = 0,9974
0
50
100
150
200
250
19 21 23 25 27 29 31
Var
iab
les
de
re
spu
est
a
Caudal de aire de entrada, m3/h
Variables de respuesta=f(Caudad de aire de entrada, m3/h)
Humedad
tamaño departicula
Page 70
54
5.3.3.5. Humedad residual en función del caudal de atomización.
Gráfico 5. Humedad residual en función del caudal de atomización.
5.3.3.6. Tamaño de partícula en función del caudal de atomización.
Gráfico 6. Tamaño de partícula en función del caudal de atomización.
y = -0,068x2 + 1,148x - 3,01 R² = 0,9937
1
1,1
1,2
1,3
1,4
1,5
1,6
1,7
1,8
1,9
4 5 6 7 8 9 10 11
Hu
me
dad
re
sid
ual
, %
Caudal de atomizacion, g/min
Humedad residual,% =f(Caudal de atomización,g/min)
Humedad residual Polinómica (Humedad residual)
y = 6,56x2 - 93,2x + 506 R² = 0,9404
150
160
170
180
190
200
210
220
230
240
4 5 6 7 8 9 10 11
Tam
año
de
par
ticu
la, u
m
Caudal de atomizacion, g/min
Tamaño de partícula=f(Caudal de atomización, g/min)
Tamaño de particula Polinómica (Tamaño de particula)
Page 71
55
5.3.3.7. Índice de Carr en función del caudal de atomización.
Gráfico 7. Índice de Carr en función del caudal de atomización.
5.3.3.8. Variables de respuesta en función del caudal de atomización.
Gráfico 8. Variables de respuesta en función del caudal de atomización.
y = -0,5928x2 + 9,5x - 26,71 R² = 0,9974
4
5
6
7
8
9
10
11
12
4 5 6 7 8 9 10 11
índ
ice
de
Car
r
Caudal de atomizacion, g/min
Índice de Carr = f(Caudal de atomización, g/min)
Indice de Carr Polinómica (Indice de Carr)
HR = -0,068x2 + 1,148x - 3,01 R² = 0,9937
Tp = 6,56x2 - 93,2x + 506 R² = 0,9404
IC = -0,5928x2 + 9,5x - 26,71 R² = 0,9974
1
51
101
151
201
251
4 5 6 7 8 9 10 11
Var
iab
les
de
re
spu
est
a
Caudal de atomizacion, g/min
Variables de respuesta = f( Caudal de atomización, g/min)
Humedad residual Tamaño de particulas Indice de car
Page 72
56
5.3.3.9. Humedad residual en función de la presión de atomización.
Gráfico 9. Humedad residual en función de la presión de atomización.
5.3.3.10. Tamaño de partícula en función de la presión de atomización.
Gráfico 10. Tamaño de partícula en función de la presión de atomización.
y = -15,425x2 + 21,857x - 5,4025 R² = 0,9937
1
1,2
1,4
1,6
1,8
2
2,2
2,4
2,6
0,4 0,5 0,6 0,7 0,8 0,9 1 1,1
hu
me
dad
re
sid
ual
, %
Presion de atomizacion, bar
Humedad residual, %= f( Presión de atomización, bar)
Humedad residual Polinómica (Humedad residual )
Tp = 830x2 - 1297x + 671 R² = 0,9404
150
160
170
180
190
200
210
220
230
240
0,4 0,5 0,6 0,7 0,8 0,9 1 1,1
Tam
año
de
par
ticu
la, u
m
Presion de atomizacion, bar
Tamaño de partícula, um= f(Presión de atomización, bar)
Tamaño de particula
Page 73
57
5.3.3.11. Índice de Carr en función de la presión de atomización.
Gráfico 11. Índice de Carr en función de la presión de atomización.
5.3.3.12. Variables de respuesta en función de la presión de atomización.
Gráfico 12. Variables de respuesta en función de la presión de atomización.
y = -115,42x2 + 167,06x - 45,662 R² = 0,9974
5
7
9
11
13
15
17
0,4 0,6 0,8 1 1,2
Índ
ice
de
Car
r
Presion de atomizacion, bar
Índice de Carr = f(Presión de atomización, bar)
Indice Carr
Polinómica (Indice Carr)
HR = -15,425x2 + 21,857x - 5,4025 R² = 0,9937
Tp= 830x2 - 1297x + 671 R² = 0,9404
IC = -115,42x2 + 167,06x - 45,662 R² = 0,9974
1
51
101
151
201
251
0,4 0,5 0,6 0,7 0,8 0,9 1 1,1
VA
RIA
BLE
S D
E R
ESP
UES
TA
Presion de atomizacion, bar
Variables de respuesta = f (Presión de atomización, bar)
Humedad residual Tamaño de particula Indice de Carr
Page 74
58
5.3.3.13. Variables de entrada en función a las corridas realizadas.
Gráfico 13. Variación del Caudal de aire de entrada.
Gráfico 14. Variación del flujo de atomización.
0
5
10
15
20
25
30
35
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Caudal de aire de entrada
0
2
4
6
8
10
12
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Flujo de atomización
Page 75
59
Gráfico 15. Variación de la presión de atomización.
Gráfico 16. Variación de la humedad residual.
0
0,2
0,4
0,6
0,8
1
1,2
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Presión de atomización
0
1
2
3
4
5
6
7
8
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Humedad Residual (%)
HR (%)
Page 76
60
5.3.3.14. Variables de respuesta en función de las corridas realizadas.
Gráfico 17. Variación del tamaño de partícula.
Gráfico 18. Variación del índice de Carr.
0
50
100
150
200
250
300
350
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Tp (μm)
Tp (μm)
0
5
10
15
20
25
30
35
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Índice de Carr
Índice de Ca
Page 77
61
Gráfico 19. Variación del Índice de Haussner.
Gráfico 20. Variación de la velocidad de flujo.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Índice de Ha
0
2
4
6
8
10
12
14
16
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Velocidad de flujo
Page 78
62
Gráfico 21. Variación del ángulo de reposo.
Gráfico 22. Variación de la porosidad.
0
5
10
15
20
25
30
35
40
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Ángulo de reposo
0
2
4
6
8
10
12
14
16
Uno Dos Tres Cuatro Cinco Seis Siete Ocho Nueve Diez
Porosidad
Page 79
63
5.3.3.15. Distribución de los resultados obtenidos.
Gráfico 23. Distribución de los resultados obtenidos.
5.3.3.16. Determinación de las mejores corridas de la experimentación.
Gráfico 24. Determinación de las mejores corridas en la experimentación.
Page 80
64
6. DISCUSIÓN.
En la sección anterior se muestran los resultados obtenidos en la producción del
paracetamol utilizando un proceso de granulación por lecho fluidizado, siendo las corridas
1, 5 y 8 (de acuerdo a la tabla 17), las que obtuvieron los valores más favorables para
poder cumplir con el objetivo de establecer las mejores condiciones de operación del
proceso, como se puede observar en la tabla 24. Los resultados de estas corridas son
satisfactorios ya que cumplen con los criterios de aceptación como están descritos en las
tablas 12,13 y 14, que son valores basados en el libro oficial de medicamentos,
FARMACOPEA.
Mediante bibliografía consultada se estableció las variables de entrada y sus parámetros,
como son el caudal de aire de entrada, flujo de atomización. Y presión de atomización, y se
estableció una temperatura constante. Para trabajar durante la experimentación. Con esto se
cumple con el objetivo número 2 planteado en el presente trabajo de grado, que fueron
establecer las variables que afectan a un proceso de lecho fluidizado en la obtención de un
fármaco.
Al analizar el proceso de granulación húmeda convencional de la empresa, que se realiza
mediante procesos discontinuos, con el proceso de granulación por lecho fluidizado y
comparando los resultados obtenidos de las tablas 22 y 23, se asegura que al implementar
éste último se reducen varios factores como son: unificar los procesos en uno solo,
logrando así disminución de tiempos de operación y personal. Al utilizar el proceso por
lecho fluidizado, podemos observar que los resultados de caracterización del gránulo y al
evaluar las tres variables de respuesta como: humedad residual, tamaño de partícula e
índice de Carr, nos dan resultados que se encuentran dentro del rango establecidos por la
USP 38 NF 33, como se puede observar en la tabla 18. Los tres valores de las variables
antes mencionadas son mejores que el proceso convencional como se puede observar en la
tabla 23. Con estos resultados se puede cumplir con el objetivo 1 del presente trabajo que
es analizar las diferencias entre el proceso actual y el proceso por lecho fluidizado, y las
grandes ventajas que traería éste al momento de implementarlo.
Page 81
65
Al analizar el gráfico 1, donde se muestra el comportamiento de la humedad residual en
función del caudal de aire de entrada, se puede observar, que la humedad incrementa a
medida que aumenta el caudal de entrada. Su ecuación matemática polinómica de segundo
grado, tiene un coeficiente de correlación de 0,9937 que es bueno ya que se acerca a 1. Es
decir, que la ecuación polinómica de segundo grado escogida se ajustan de manera
adecuada, a los datos experimentales del proceso de granulación húmeda por lecho
fluidizado.
Para el caso del tamaño de partícula, como podemos ver en el gráfico 2, al aumentar el
caudal de aire de entrada, se obtienen partículas del granulado de gran tamaño, por esta
razón es necesario mantener el caudal en un rango 20 a 30 (m3/h), que coincide con
valores recomendados en referencias bibliográficas. Los límites para las variables de
entrada utilizados en la experimentación se pueden observar en la tabla 14.
Con relación al índice de Carr en función del caudal del aire de entrada (ver gráfico 3), se
puede observar que al aumentar su caudal, el índice crece. Su ecuación matemática
polinómica de segundo grado, tiene un coeficiente de correlación de 0,9974 que es bueno
ya que se acerca a 1. Que representa el ajuste de los datos experimentales, en la ecuación
escogida.
Con relación a las variables independientes como son: caudal de aire de entrada, flujo de
atomización y presión de atomización, con las variables de respuesta según se pueden
observar en los gráficos 5,6, 7, 9,10 y 11, tienen una relación directamente proporcional
con las variables respuesta; es decir, al momento de incrementar los valores de las
variables de entrada se incrementan de igual manera las variables de salida, haciendo que
para valores altos salgan de los rangos establecidos para obtener un granulado con buenas
características.
Al analizar la tabla 17, se puede encontrar las mejores condiciones de operación del
proceso, como se puede plasmar en los resultados de las corridas 1,5 y 8; ya que mediante
estadística inferencial se estableció que éstos son los mejores resultados. Debido a que se le
designó un valor de (1) a aquellos datos que se encuentran dentro del rango establecido en
la tabla 19, y un valor de (-1) a aquellos que se encuentran fuera de este rango, al sumar
cada valor designado se llega a una suma de los mismos que se puede observar en el
gráfico 20.Como se puede observar las mejores corridas son aquellas que su suma se
acerque más al valor de 10.
Page 82
66
Con respecto a la caracterización del gránulo obtenido utilizando la granulación por lecho
fluidizado, se obtuvo resultados buenos ya que se encuentran dentro del rango, como se
puede observar en la tabla 17, que pueden ser constatados al comparar los rangos
detallados en la tabla 18.
Los experimentos 2 y 6 al observar en la tabla 19, mostraron pobres propiedades de flujo,
debido a la sobre humectación de las partículas pulverulentas, debido también a que la
combinación de altos valores de caudal de atomización con bajos valores en los caudales
de aire de entrada desfavorecen el proceso tecnológico de granulación por lecho fluidizado,
favoreciendo la sobre humectación y la sobre fluidización del polvo.
Page 83
67
7. CONCLUSIONES.
Se determinó los resultados más favorables para el proceso de granulación húmeda por
lecho fluidizado, con relación a las características físicas, es decir, unificar los procesos de
mezclado que son: mezclado, pulverización y secado, en uno solo, y obtener un producto
uniforme, baja humedad, reducción del tiempo de operación, personal en comparación
con el proceso de granulación húmedo convencional que actualmente se maneja en la
planta.
Se ha demostrado que la combinación de altos valores de caudal de atomización, caudales
de aire de entrada y de presión de atomización desfavorecen al proceso tecnológico de
granulación por lecho fluidizado, ya que incrementan los valores de humedad, índice de
Carr y tamaño de partícula y por ende afectan a la formación de los gránulos y su posterior
formación de tabletas.
Se concluye que los valores de las variables menos recomendadas al momento de realizar
un proceso de granulación por lecho fluidizado son: caudal de aire de entrada de 22 m3/h,
flujo de atomización de 8,4 g/min, y presión de atomización de (0.5-1) bar, ya que la
combinación de estos valores resultan en un compuesto pastoso con pobre velocidad de
flujo y ángulo de reposo.
Se concluye que las mejores condiciones de operación del proceso de granulación por
lecho fluidizado se obtienen al combinar las variables de entrada de la siguiente manera:
Para la corrida 1: Caudal de aire de entrada: 20, m3/h, flujo de atomización: 5 g/min y
presión de atomización: 1 bar, se obtiene un gránulo con las siguientes propiedades:
Humedad residual: 1,03%, tamaño de partícula: 201,4 um e índice de Carr: 5,97. Para la
corrida 5, tenemos: Caudal de aire de entrada: 25 m3/h, flujo de atomización: 7,5g/min y
presión de atomización: 0,9 bar tenemos: Humedad residual. 1,81%, índice de Carr: 11,04
y tamaño de partícula: 184 um. Para la corrida 8, tenemos la siguiente combinación:
Caudal de aire de entrada: 30 m3/h, flujo de atomización: 10 g/min y presión de
atomización: 0,5) bar, que nos dan como resultado gránulos con las siguientes
propiedades: Humedad relativa: 1,67 %, tamaño de partícula: 230 um, Índice de Carr
9.01), estos resultados se encuentran dentro de los rangos establecidos como excelentes y
buenos de acuerdo la USP 38 NF 33, garantizando así una mejor compresión y posterior
formación de tabletas.
Page 84
68
8. RECOMENDACIONES.
Realizar un estudio, que permita transferir el proceso del equipo Mycrolab (lotes piloto) a
nivel industrial con el equipo Huttlin, que nos permita aplicar las condiciones
operacionales más favorables obtenidas en el presente trabajo, con la reproducción de las
mismas en futuros procesos para lecho fluidizado y su posterior compresión para obtener
tabletas, para mejorar procesos productivos que actualmente desea implementar Química
Aristón.
Realizar un proceso de purga al inicio y final de la línea del aire comprimido que llega al
equipo lecho fluidizado para garantizar su mejor funcionamiento en cada operación.
Realizar cada seis meses de acuerdo a políticas internas del laboratorio y a la frecuencia de
uso del equipo un mantenimiento al lecho fluidizado de marca Mycrolab, para asegurar el
mejor funcionamiento del mismo cada vez que vaya a ser utilizado.
Page 85
69
CITAS BIBLIOGRÁFICAS.
[1] BARREIRA MORENO, Víctor Manuel. Estudio hidrodinámico de un lecho fluidizado.
Trabajo de grado. Ingeniería Industrial. Universidad Carlos III de Madrid. Facultad de
Ingeniería Térmica. Escuela de Ingeniería Industrial. Madrid. España. 2011. pp. 19-30
[2]… ACOSTA SOTO, Jesús Israel. Diseño, Construcción y evaluación de un lecho fluidizado
aireado liquido-gas-sólido. Departamento de Ingeniería Químicas y Bioquímicas.
Instituto Tecnológico de Duranzo. Uruguay.2010. pp. 6-7.
[3] HERNANDEZ GALINDO, Wendy Anabella. Determinación de un procedimiento para
optimizar la integración de colorante de una tableta masticable en la industria
farmacéutica. Trabajo de grado. Ingeniería Química. Universidad de San Carlos de
Guatemala. Facultad de Ingeniería. San Marcos. Guatemala. 2013. pp. 18-22
[4] HERNANDEZ, Op. Cit., p. 19.
[5] KEQING, Xue. Optimización del secado por aire caliente de pera (variedad blanquilla).
Trabajo Doctoral. Universidad Politécnica de Valencia. Departamento de Tecnología de
Alimentos. Valencia. España. 2014. pp.36-39.
[6] GEANKOPLIS, Christie .J. Procesos de transporte y operaciones unitarias. Universidad
de Minnesota. Tercera Edición. Campania editorial Continental. s.a. México. México.
1998. p. 580.
[7] BARREIRA, Op. Cit., p. 32.
[8] EPSTEIN, Naurido. Liquid-Solids Fluidization Handbook of Fluidization and Fluid-
Particle Systems. Nueva York. Estados Unidos. pp. 705-765.
[9] TOAPANTA SAMANIAGO, Ximena Maricela. Diseño y construcción de un equipo
mixto de molienda y tamizado para materiales minerales. Trabajo de grado. Ingeniería
Química. Escuela Superior Politécnica de Chimborazo. Facultad de Ciencias. Escuela de
Ingeniera Química. Riobamba. Ecuador.2012.pp.20-25
Page 86
70
[10] BARROS CARDENAS, Ernesto David. Evaluación de la eficiencia de un equipo mixto
de molienda y tamizado para la industria farmacéutica. Trabajo de grado. Ingeniería
Química. Escuela Superior Politécnica de Chimborazo. Facultad de Ciencias. Escuela de
Ingeniera Química. Riobamba. Ecuador.2010 .pp.28-35.
[11] ALBOREDA ESCOBAR, Felipe Juan. Efecto del tamaño de partícula, densidad del
medio y concentración del carbón del cerrejón en un proceso de beneficio usando
separación flotado- hundido. Trabajo de grado. Ingeniería Química. Facultad del Valle.
Escuela de Ingeniería Química. Santiago de Cali. Colombia. 2011. pp. 105-107.
[12] GINES LOPEZ, Gema. Diseño de formas farmacéuticas liquidas de liberación modificada
para el tratamiento del dolor. Tesis doctoral. Universidad de Granada. Facultad de
Farmacia. Departamento de Farmacia y Tecnología Farmacéutica. Granada. España.
2008. pp. 135-139.
[13] MEZA. Maria de los Ángeles. Clasificación de equipos de fabricación de fármacos
sólidos de una industria farmacéutica, San Marcos. Guatemala, Marzo 2010, p. 36.
Page 87
71
BIBLIOGRAFÍA.
Acosta Soto, J. I. Diseño y Construcción de un lecho fluidizado aireado líquido –gas -
sólido. Residencia Profesional, Ingeniería Química. Instituto Tecnológico de Durango.
(2008). p.245. Disponible en “http://tecno.cruzfierro.com/residencias/03040849 -acosta -
residencia”
Geldart, D. Types of gas fluidization. Powder Technology 7. New York. 1973.
Gibilaro, L. Fluidization Dynamics. Ed. Butterworth- Heinemann, New York. 2001.
Gómez Díaz, J. Biorremediación de un efluente contaminado con HTP`s en un reactor
batch heterogéneo, empleando partículas biocatalizadoras. Tesis de Maestría en Ciencias en
Ingeniería Química. Instituto Tecnológico de Durango. 1996.
Kunii, D. y Levenspiel, O. Fluidization Engineering. 2ª Edición. Oregón. 1991.
Muroyama, K. y Fan. Fundamentals of Gas –Liquid -Solid Fluidization, AIChE Journal.
Alemania. 1985.
Valero Soria, H. A. Prototipo para producción de partículas esféricas por extrusión. Tesis
para obtener el grado de Ingeniería Química, Instituto Tecnológico de Durango .Barcelona
2008.
Yang, W. Handbook of Fluidization and Fluid - Particle Systems. Marcel Dekker, New
York. 2003.
Page 89
73
ANEXO A. Diagrama Ishikawa.
Figura A.1. Lluvia de ideas para determinar las variables.
ANEXO B. Análisis granulométrico.
Figura B.1. Determinación el tamaño de partículas del paracetamol.
Page 90
74
ANEXO C. Ensayo de densidad aparente de asentamiento.
Figura C.1. Determinación de la densidad aparente con los gránulos obtenidos.
ANEXO D. Ensayo de la densidad real.
Figura D.1. Determinación de la densidad real de los gránulos de paracetamol.
Page 91
75
ANEXO E. Ensayo del ángulo de reposo.
Figura E.1. Determinación del ángulo de reposo pesando 50g de muestra.
ANEXO F. Ensayo de humedad residual.
Figura F.1. Determinación de la humedad residual con 5 g del gránulo por 5 minutos.
Page 92
76
ANEXO G. Equipo de lecho FLUIDIZADO Mycrolab
Figura G.1. Equipo utilizado para el proceso de granulación por lecho FLUIDIZADO.
ANEXO H. Producto obtenido del equipo de lecho FLUIDIZADO.
Figura H.1. Producto granulado obtenido durante la experimentación.