PDVSA N° TITULO REV. FECHA DESCRIPCION PAG. REV. APROB. APROB. APROB. FECHA APROB. FECHA VOLUMEN 6 E PDVSA, 1983 PI–08–10–01 VALVULAS PARA SERVICIO DE ACIDO FLUORHIDRICO APROBADA AGO.86 PROCEDIMIENTO DE INSPECCION AGO.86 MAR.95 1 0 32 32 MANUAL DE INSPECCION ESPECIALISTAS AGO.86 PDVSA
Transcript
PDVSA N° TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 6
� PDVSA, 1983
PI–08–10–01 VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO
APROBADA
AGO.86
PROCEDIMIENTO DE INSPECCION
AGO.86
MAR.951
0
32
32
MANUAL DE INSPECCION
ESPECIALISTAS
AGO.86
�����
REVISION FECHA
PROCEDIMIENTO DE INSPECCION
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 ALCANCEEsta sección cubre la inspección de válvulas de compuerta, globo y retenciónpara servicio de ácido fluorhídrico (HF).
Esta sección se divide en tres partes:
– Inspección de las válvulas a nivel del fabricante– Inspección de las válvulas a nivel de recepción en la refinería– Inspección de las válvulas a nivel de instalación en la unidad de alquilación.Aspectos resaltantes en una inspección:
– Revisión de orden de compra– Verificación del material que conforman las válvulas– Examen de la superficie, incluyendo ensayos no destructivos– Verificación dimensional– Ensayos de presión con kerosene– Identificación– Informes de inspección en fábrica.
2 DOCUMENTOS DE REFERENCIA– MSS–SP–55. Manufacturers Standardization Society of the Valve and Fitting
Industry. Quality Standard for Steel Castings for Valves, Flanges and Fittings(visual methods).
– MSS–SP–53. Quality Standard for Steel Castings and Forgings for Valves,Flanges and Fittings (Magnetic Particle Examination).
– MSS–SP–54. Quality Standard for Steel Castings for Valves, Flanges andFittings (Radiographic Examination Method).
– ANSI B16.34. American National Standard Institute, Steel Valves, 1977.– ASME Sección VIII, 1980.– API 600. Steel Valves, 1980.
3 INSPECCION DE LAS VALVULAS A NIVEL DELFABRICANTE
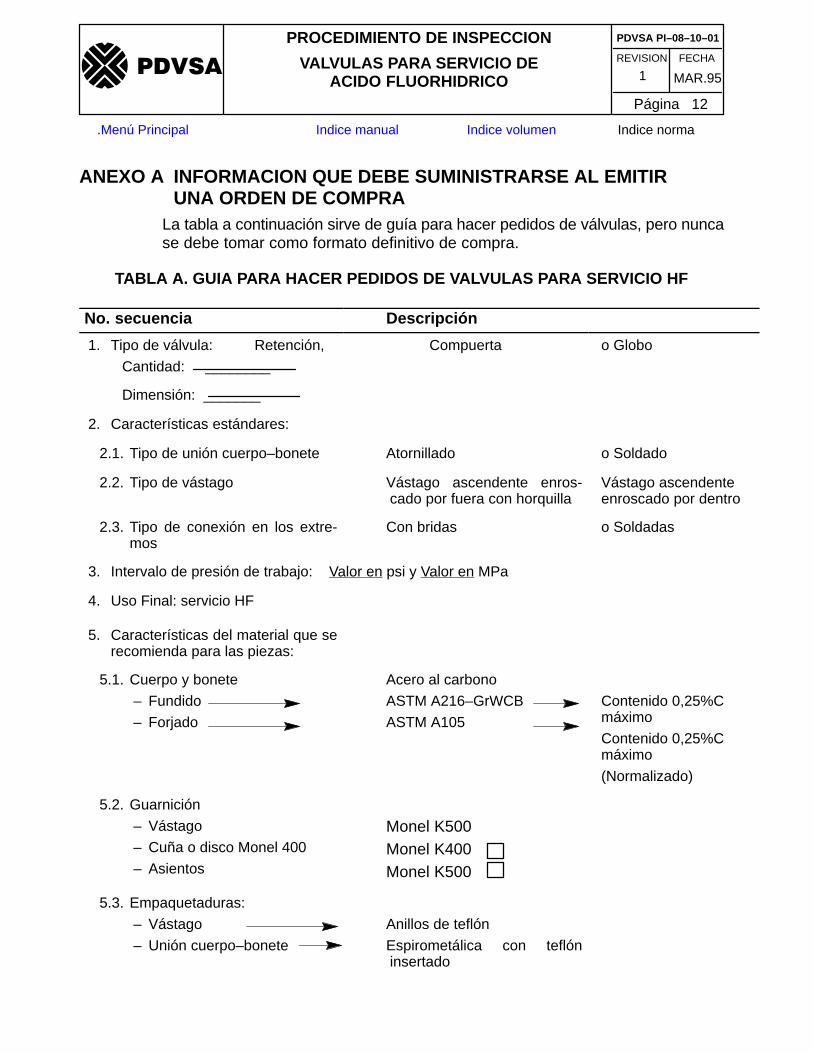
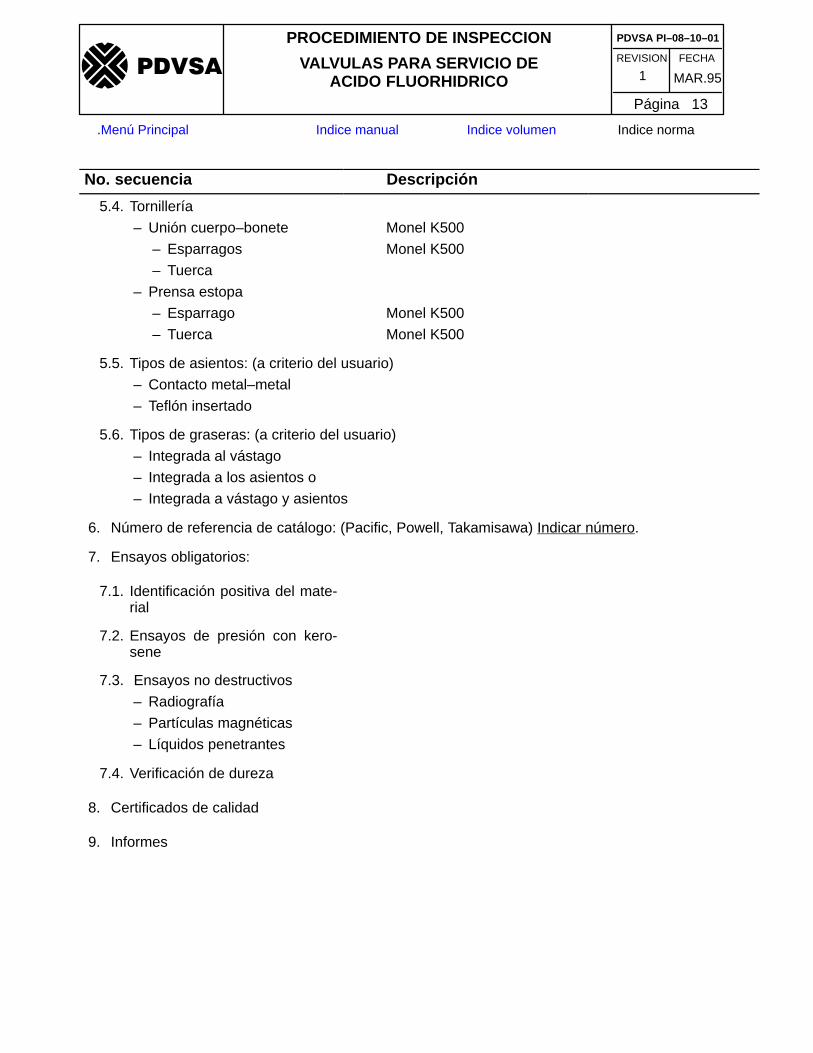
3.1 Aspectos Generales de la Inspección– Las válvulas para servicio HF se solicitan de acuerdo con las especificaciones
indicadas en el Anexo A de este procedimiento.– El sistema de control de calidad de los fabricantes de válvulas debe haber sido
previamente evaluado por INTEVEP y haber obtenido una calificación A o B.– El fabricante deberá tener todas las facilidades de ensayo para poder
inspeccionar en sus instalaciones las válvulas consideradas.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
– El fabricante debe facilitar al inspector la información necesaria para que éstepueda garantizar que las válvulas se fabrican de acuerdo con lasespecificaciones indicadas en la orden de compra.
– El inspector tendrá acceso a todas las instalaciones del fabricante queconciernan con el proceso de fabricación de las válvulas consideradas en laorden de compra, durante los turnos de producción.
– La inspección visual de las válvulas debe hacerse según lo indicado en lanorma MSS–SP–55. Cualquier defecto detectado igual o mayor que losespecificados en la referida norma como no aceptables, será base suficientepara rechazar la pieza inspeccionada.
– Los ensayos de partículas magnéticas y radiográficos deberán hacerse deacuerdo con lo especificado en la norma MSS SP–53 y MSS SP–54,respectivamente, y en presencia del inspector. Los criterios de aceptación yrechazo serán los indicados en las referidas normas.
– No se debe aplicar ninguna pintura, que pueda enmascarar los defectossuperficiales, previo a la inspección y/o ensayos de presión de las válvulas.
– Si las actividades de inspección foránea se especifican en la orden de compra,el fabricante deberá notificar al comprador cinco (5) días antes de realizar losensayos requeridos.
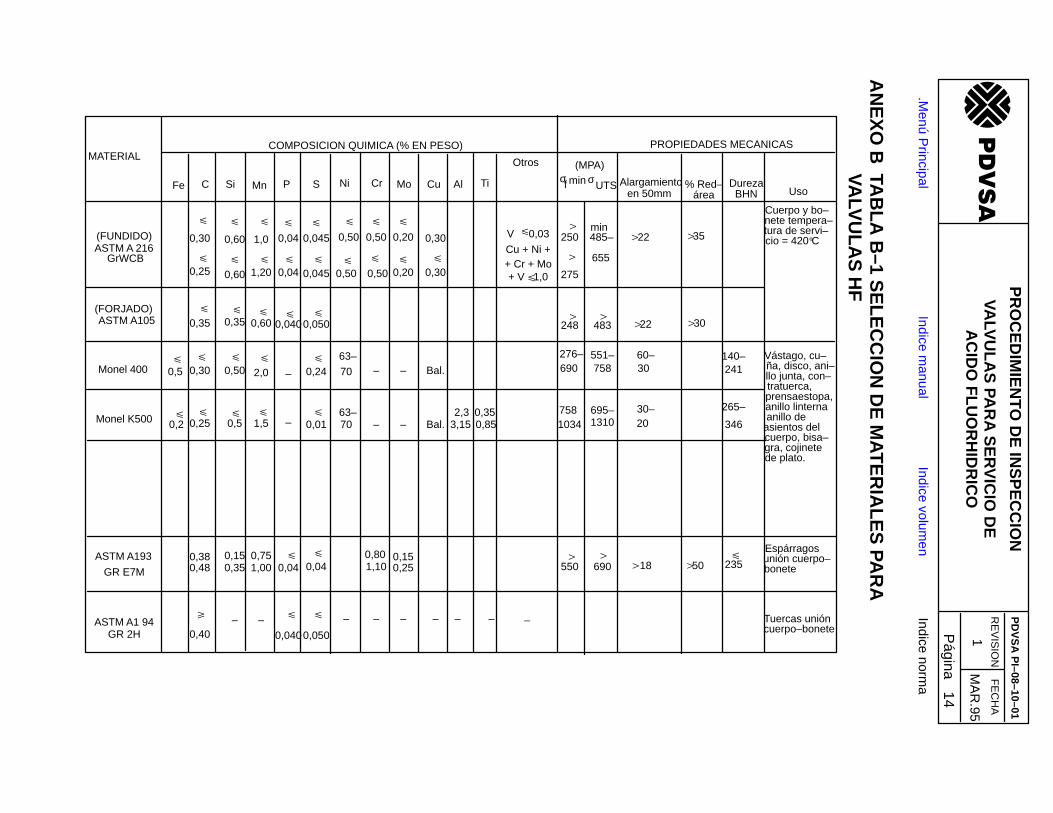
3.2 Verificación del Material– Se deben obtener datos referentes a las propiedades químicas y físicas del
acero y a las aleaciones utilizadas para fabricar todas las válvulas que sehayan inspeccionado para la referida orden de compra (ver Anexo B).
– Los números de colada que se indican en los informes deben coincidir con losestampados en el cuerpo de la válvula.
– Todo el material utilizado en la tornilleria (espárragos, tuercas) debe seridentificado con las marcas requeridas en las especificaciones de la orden decompra.
– Dado el caso que el fabricante no tenga en sus instalaciones el equiponecesario para realizar los ensayos requeridos a fin de determinar laspropiedades físicas y químicas del material, se puede aceptar el certificado decalidad emitido por el fabricante, siempre y cuando se realicen los ensayos enun laboratorio reconocido.
– Se deben hacer ensayos de dureza al cuerpo y al bonete de las válvulasfabricadas para cubrir una orden de compra determinada, así como a laspiezas que conforman la guarnición de las válvulas.
– El inspector debe seleccionar siempre las piezas que serán sometidas aensayos de dureza y debe presenciar la ejecución de las mediciones. Losinformes de ensayo de dureza realizados por el fabricante deben anexarse alos informes de inspección.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Sin excepción, todas las piezas de las válvulas que estén fabricadas de monel,deben ser verificadas, ensayadas y marcadas con la palabra IPM(Identificación Positiva del Material). En el Anexo C, se indica el procedimientorespectivo.
– La inspección final que se le haga a la válvula debe incluir un ensayo deverificación adicional con ácido nítrico a 90% de pureza y recién preparado atodas las piezas de monel que sean accesibles.
3.3 Inspección con Ensayos no Destructivos (END)
3.3.1 Radiografía
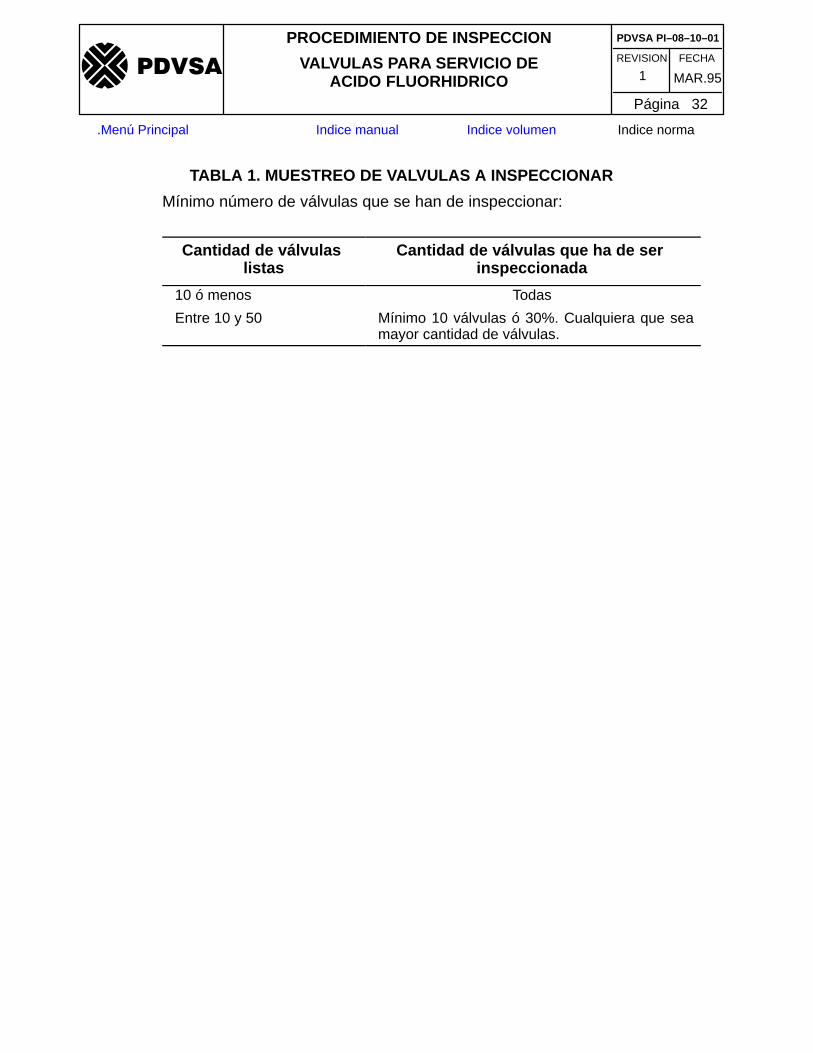
– En la Tabla 1 se presenta el número mínimo de válvulas, de un mismo tipo ytamaño, que se ha de inspeccionar por radiografía. En caso de que alguna delas válvulas inspeccionadas sea rechazada, deberá tomarse un número doblede muestras. De continuar el problema, se plantea la siguiente alternativa:rechazar el lote o inspeccionar 100%
El inspector se reserva el derecho de seleccionar las piezas para hacer examenradiográfico en las áreas críticas.
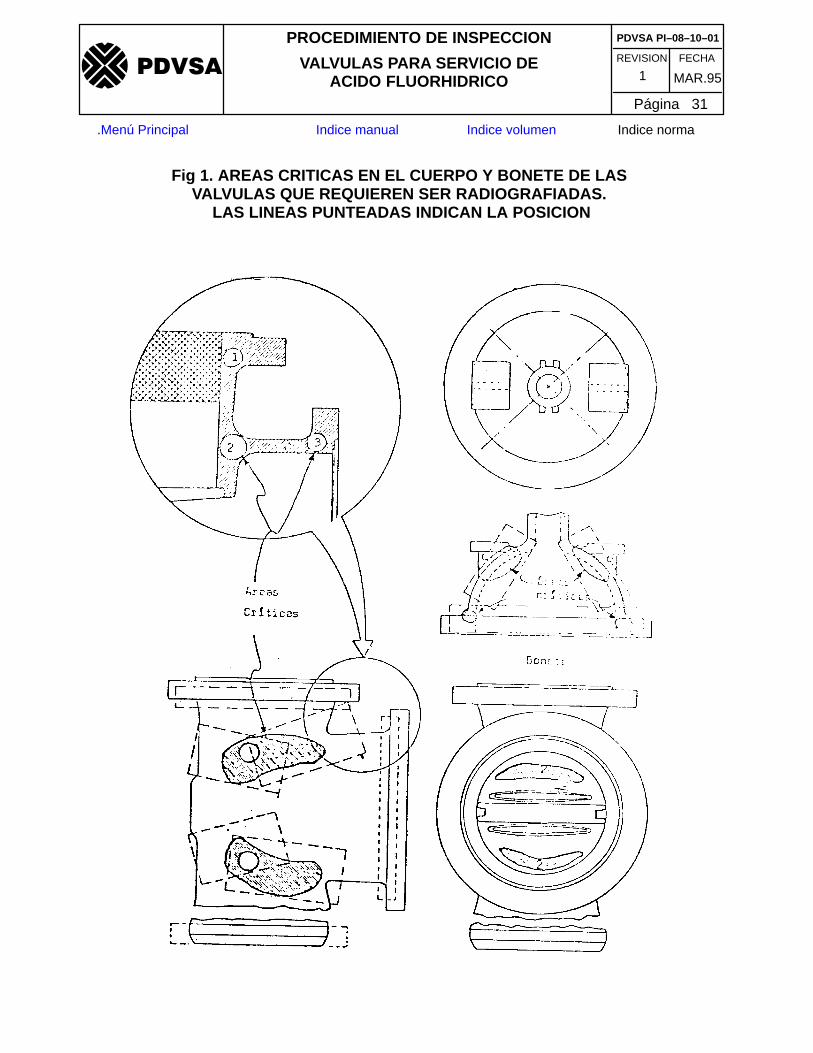
La Fig. 1., muestra tres áreas críticas que han de ser radiografiadas. El área 1(en el cuerpo de la válvula) es uno de los puntos más críticos, ya que esta zonaes la de conexión con la tubería de proceso y allí se generan esfuerzos dedoblado, adicionales a los esfuerzos que se generan por las condiciones deservicio (presión, temperatura y fluido). Las partes cilíndricas del cuerpo y delbonete deben ser radiografiadas, a menos que se especifique lo contrario.Normalmente, no se requiere radiografiar el área circular de la brida donde vanlos tornillos, salvo en los casos en que se detecten fugas en los ensayos a presión,o cualquier defecto que resalte con los ensayos de partículas magnéticas olíquidos penetrantes.
Los ensayos radiográficos se realizarán por rayos–X, utilizando como referenciala norma ANSI B16.34.
El operador deberá conocer la técnica radiográfica y tener suficiente experienciaen la ejecución del método, incluyendo el equipo, la protección de radiación, elprocesamiento de la película. Igualmente deberá tener suficiente criterio paradeterminar los niveles de defectos.
El inspector deberá verificar la eficiencia del equipo, la película de rayos–X, lapantalla, y los instrumentos de fotografía, a fin de garantizar una fotografía quepermita analizar y clasificar los posibles defectos que se encuentran en el árearadiografiada.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
3.3.2 Líquidos penetrantes
– Todas las piezas de monel deben ser ensayadas (100%) con líquidospenetrantes. El criterio de aceptación y rechazo tendrá como base dereferencia lo indicado en ASME sección VIII.
3.3.3 Partículas magnéticas
Sin excepción, todas las piezas de acero al carbono fundido deberán serinspeccionadas en un 100% por partículas magnéticas. El criterio de aceptacióny rechazo tendrá como base de referencia lo indicado en ASME sección VIII, yANSI B16.34.
El inspector deberá emitir un informe que contenga la siguiente información:
– Calificación del personal (De acuerdo al ASNT–TC–1A).– Material ensayado: Nombre de la pieza, dimensión, tipo de material,
condiciones de la superficie de la pieza.– Equipo de ensayo: Designación, tipo y nombre del fabricante.– Patrón de referencia estándar.– Resultados del ensayo.– Fecha de la inspección.– Lugar del examen.
3.3.4 Inspección visual
– La construcción de cada válvula inspeccionada debe ser verificada por ordeny especificación. Esta inspección debe ser realizada al mismo tiempo que laverificación dimensional.
– El inspector debe revisar los procedimientos de instalación de los anillos deasiento y presenciar el proceso de ensamblaje de los mismos.
– No se permite el uso de ninguna grasa, asbesto o cualquier materialcontaminante durante el ensamblaje o ensayo de las válvulas. La única grasapermitida es la DESCO # 410 o su equivalente.
– En las válvulas de compuerta se debe verificar la posición de los anillos deasiento de la cuña con respecto a la de los anillos de asiento del cuerpo, a finde verificar si hay suficiente espacio y evitar que sea inoperante la válvulaapenas comience el desgaste (véase Norma API 600). En las válvulas quetienen vástagos ascendentes, roscado por fuera con horquilla (OS & Y, outsidescrewed and yoke), el vástago no debe sobresalirse en más de un diámetro delmismo, por encima de la superficie externa de la rosca que sujeta la horquilla.
– Se debe verificar que el material de las empaquetaduras de la juntacuerpo–bonete y del vástago están acorde con las especificaciones de la ordende compra. En virtud de que la válvula siempre se ensambla al mismo tiempoque se realiza la inspección final, el inspector debe:
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Familiarizarse con los procedimientos de identificación del material paraempaquetaduras.
– Hacer que se remueva la empaquetadura, por lo menos una válvula por cadatipo, al finalizar los ensayos a presión.
– Cuando se especifiquen graseras en las válvulas, el inspector deberá verificarque éstas tengan teflón en las roscas y la grasa adecuada (DESCO 410 o suequivalente).
– El inspector debe verificar que las superficies externas de todas las bridas,incluyendo las de la unión cuerpo–bonete, estén pintadas con una pinturaanaranjada especial. La especificación es Mobil Chemical Company #220–Y–7 o su equivalente, la cual cambia de tono de color en presencia deácido fluorhídrico.
– Todas las válvulas y sus componentes deben ser almacenadas y ensambladasen un área aparte, la cual debe estar plenamente identificada en lasinstalaciones del fabricante.
3.4 Verificación DimensionalEsta verificación debe hacerse conjuntamente con la inspección de ensayos nodestructivos y la visual, tomando como referencia los planos de la válvula enconjunto y los de cada pieza. Se debe prestar especial atención al acabado delas piezas y al cumplimiento de las tolerancias de diseño establecidas en losplanos.
Se ha de verificar, en forma especial, lo siguiente:
– El acabado superficial de las caras de las bridas, las cuales deben satisfacerlos requerimientos emitidos en la orden de compra.
– Cuando se especifican bridas de cara con resalte se deberá verificar lasdimensiones de resalte a resalte.
– Diámetro externo de la brida, diámetro del espárrago, diámetro del agujeropara el espárrago, espesor de las bridas, distancia entre agujeros.
– Espacio de las guías de la cuña en las válvulas de compuerta.– Preparación del bisel cuando las válvulas se especifiquen con extremos
soldados.
3.5 Ensayos de Presión– Los ensayos de presión deben ser realizados de acuerdo con el procedimiento
del Anexo D.
3.6 Reparaciones– Los defectos en los cuerpos de válvulas de acero fundido pueden ser
reparados según las especificaciones de las normas MSS–SP55 y ASTMA–488, si el usuario de la válvula así lo permite.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma
– El inspector deberá verificar el cumplimiento de los procedimientos dereparación.
3.7 Identificación
– Todas las válvulas deben ser marcadas de acuerdo con la norma MSSSPP–25, a menos que se especifique lo contrario en la orden de compra.
– Todas las válvulas que han sido inspeccionadas deben marcarse con elmonograma del inspector. Las válvulas con bridas deben estamparse en losbordes de las mismas. El informe de inspección debe indicar donde se hancolocado estas marcas.
– Las aperturas de las válvulas deben ser cubiertas con discos de madera oplástico, para evitar que objetos extraños puedan interferir con el buenfuncionamiento del sistema de cierre.
– Las válvulas deben llevar en sus placas de identificación, como mínimo, lasiguiente información:
– Número de serial
– Tipo de válvula
– Dimensión
– Presión de trabajo
– Materiales con que se fabrica el cuerpo, bonete y el sistema de cierre
– Servicio para ácido fluorhídrico.
3.8 Informes
– En la documentación que ha de ser enviada al usuario de las válvulas, se debeincluir:
– Informe de inspección
– Informe de ensayos no destructivos
– Certificados de material: cuerpo, bonete, disco, anillos de asiento, vástago,espárrago y tuerca.
– El inspector debe emitir un informe que incluya la siguiente informaciónadicional.
– Si las válvulas fueron reparadas, se debe indicar el número de serial de lasmismas, la fecha y el operador que hizo la reparación.
– La dureza del material o de la soldadura debe ser notificada.
– Cualquier comentario que, a criterio del inspector, se deba emitir para facilitarel uso de las válvulas.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
4 INSPECCION DE LAS VALVULAS A NIVEL DE RECEPCIONEN LA REFINERIA
Al momento de recibir las válvulas se debe verificar lo siguiente:
– Las especificaciones de las válvulas enviadas por el fabricante deben coincidircon las solicitadas en la orden de compra, emitida por la operadora.
– El informe de la identificación positiva del material (ver Anexo C), el cual debecontener la siguiente información:
– Certificado de calidad del acero con que se fabricó el cuerpo y el bonete.– Certificado de calidad del monel con que se fabricaron las piezas.– Informe de resultados del análisis con ácido nítrico y líquido penetrante de las
piezas de monel forjadas y maquinadas.– Informe de los resultados de ensayos no destructivos.– Informe dimensional de las piezas que conforman las válvulas.– Informe de las pruebas de presión con kerosene (cuerpo–bonete, anillo de
cierre y con desplazamiento a medio recorrido del vástago).– Informe de las pruebas de presión con aire (baja presión).– La identificación de las válvulas debe coincidir con los requerimientos
especificados en la orden de compra.– Las válvulas para servicio HF no deben tener grasa en ninguna de las partes
de la guarnición, a menos que ésta sea DESCO # 410, especificada paraservicio HF exclusivamente o su equivalente.
– La superficie externa de las bridas, inclusive las de la unión cuerpo–bonete yel marco de la empaquetadura, deben estar pintadas con una pintura de coloranaranjado, de especificación Mobil Chemical Company # 220–Y–7 oequivalente, especial para indicar fuga de HF. Esta pintura cambia decoloración al contacto con el ácido. Si las válvulas están sin pintura, éstasdeben pintarse al recibirlas y antes de almacenarlas para evitar confusión.
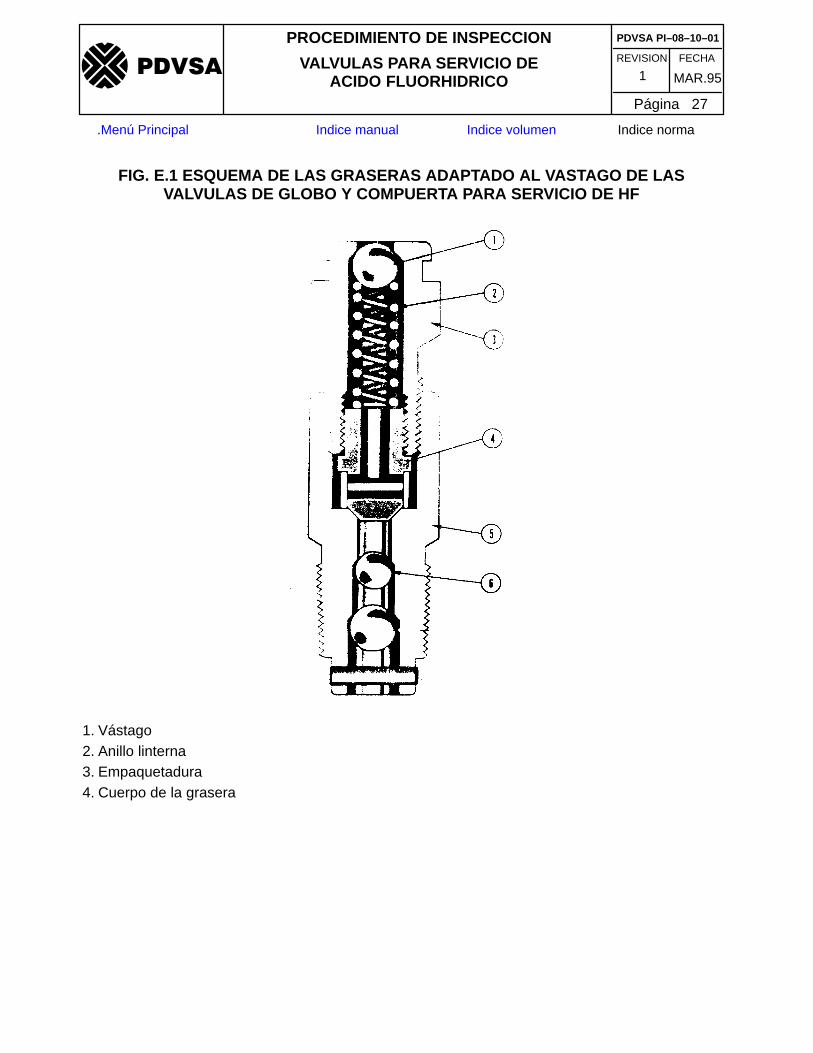
– Las graseras deben llevar teflón en los hilos de las roscas. La grasa que se hade inyectar debe ser DESCO # 410 o su equivalente. Si la válvula no tiene grasasellante, ésta debe ser aplicada al recibirse y antes de almacenarse. Elprocedimiento para inyectar grasa DESCO # 410 en las graseras se encuentraen el Anexo E.
– Los extremos del cuerpo de las válvulas deben estar protegidos con maderacontraenchapada o plástico, para evitar corrosión en la superficie de las bridase intrusión de partículas extrañas que puedan dañar el sistema de cierre de lasválvulas. Es necesario que esta protección se mantenga hasta el momento dela instalación.
– En caso de que, en el momento de la recepción, faltase alguno de losprotectores de la válvula, ésto será motivo de reclamación al fabricante.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma
5 TRANSPORTE, MANEJO Y ALMACENAMIENTO DE LASVALVULAS PARA SERVICIO HF
– No dejar caer la válvula durante su manipulación, ya que se pueden generardaños permanentes por golpes e impactos repentinos, que podrían afectar elbuen funcionamiento de las válvulas.
– Las válvulas no deben manipularse por el vástago, volante, ni por las graseras.El vástago está hecho de monel, un material relativamente blando (más queel acero), cualquier golpe puede generar deformación permanente, la queimpedirá la efectividad de cierre de la guarnición. Al manipular las válvulas porel volante, es posible que se afloje la tuerca del volante o que se doble elvástago. Igualmente, la manipulación de la válvula por la grasera ocasiona quese doble la zona de unión grasera–bonete, pudiendo generarse escape de HF.
– Las válvulas deben manipularse usando las dos manos, una que sujete elcuerpo de la válvula y otra que sujete el marco de la empaquetadura.
– Evitar manipular, transportar y almacenar las válvulas en posición abierta, yaque se puede doblar el vástago en caso de alguna caída de las válvulas opueden entrar partículas extrañas que se depositan en las guías de las cuñaso en los asientos, afectando así la hermeticidad del cierre de la válvula.
– Las válvulas grandes deben ser manipuladas con grúa o señoritas para evitarcaídas que puedan dañar el cuerpo o la guarnición interna.
– Las válvulas deben ser almacenadas en sitios techados y en estantes, paraevitar corrosión y/o intrusión de objetos extraños que puedan obstaculizar elbuen cierre de la válvula. Igualmente se debe evitar una posible mezcla deestas válvulas con aquellas utilizadas para otros servicios.
6 INSPECCION DE LAS VALVULAS A NIVEL DEINSTALACION EN LAS UNIDADES DE ALQUILACION
La inspección de las válvulas implica los siguientes pasos:
– Verificar que la identificación de la válvula coincida con el código de referenciadel almacén.
– Inspeccionar visualmente la válvula, usando los dibujos o planos de la misma.– Identificar las partes de monel que estén expuestas empleando ácido nítrico,
el cual debe adquirir una coloración verdosa al contacto con el monel. Si esposible, inspeccionar el vástago, el espárrago, la cuña y los asientos.
– Verificar la operatividad de la válvula (ábrala y ciérrela varias veces paradetectar posibles daños por transporte o manipulación).
– Verificar las especificaciones y procedimientos de empaque y manejoenviados por el fabricante de la válvula.
– Verificar que los extremos de las válvulas estén protegidos con sus respectivastapas de madera o plástico.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
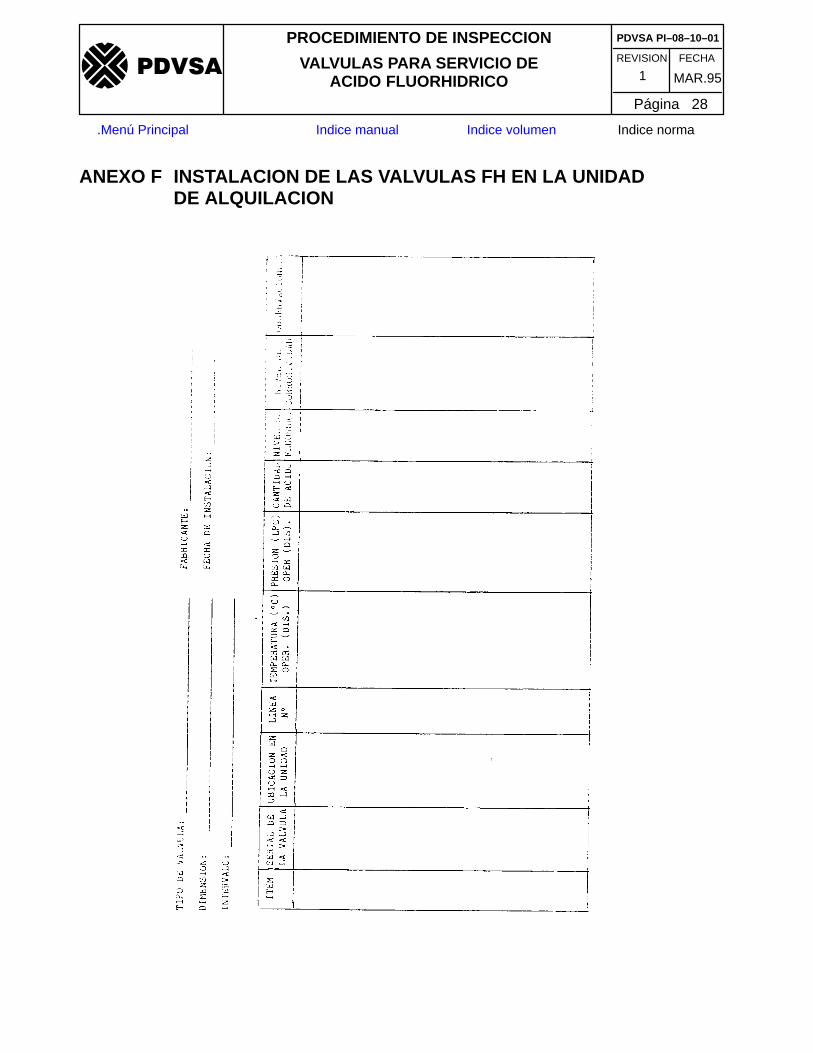
– Registrar la identificación de la válvula de acuerdo con el formato presentadoen el Anexo F. Los datos son:– Tipo de válvula– Dimensión y presión de trabajo– Número de serial– Nombre del fabricante– Ubicación de la válvula en la unidad de alquilación.
NOTA: Es importante tener estos datos, para que en casos de fallaprematura de las válvulas se pueda reclamar al fabricante.
– Verificar el ajuste de los tornillos de la empaquetadura de la prensa estopa yde la unión cuerpo–bonete, ya que éstos se pueden aflojar durante eltransporte o manipulación.
– Verificar la linealidad del plato prensaestopa para evitar torque excesivo quepueda generar deformación en los espárragos de la zona de laempaquetadura. Esto puede ocasionar que el buje prensaestopa raye elvástago, lo que impide el buen desplazamiento del mismo, y generación defuga de HF.
– Verificar que los conductos por donde pasa el fluido estén limpios, así como lasconexiones de tubería, a fin de evitar deposición de materiales extraños(productos de corrosión, trozos de electrodos, clavos, arena, grava, etc.) queocasionen desperfectos en la guarnición e impidan el cierre.
– Instalar las válvulas según el diagrama de tubería. Es importante que lasválvulas estén ubicadas en sitios accesibles al mantenimiento de las mismasy de fácil operación. En caso contrario se debe indicar en el formato diseñadopara su instalación (véase Anexo F).
– Verificar la secuencia de colocación de los tornillos en las conexiones, paragarantizar la alineación de las válvulas con la tubería, y así evitar turbulenciadel fluido en los puntos de unión.
– Una vez instaladas las válvulas, verificar de nuevo su operatividad, a tal fin, esnecesario abrirlas y cerrarlas varias veces. Repetir la operación después delimpiar las líneas de tubería.
– Verificar que las válvulas estén alineadas con la tubería, para así evitarturbulencia de fluido en las conexiones. La falta de alineación de lasconexiones puede acelerar la corrosión en esos sitios.
7 OPERACION Y MANTENIMIENTO DE LAS VALVULAS PARASERVICIO HF
– Las válvulas se operan por medio del volante y en forma manual. El hecho deque se apliquen fuerzas excesivas para abrir y cerrar una válvula, es indicio de
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma
que existen problemas en la guarnición. Un sobretorque puede generar dañospermanentes en el sistema de cierre.
– Durante la fase de inicio de operación, se deben verificar las empaquetaduras,ajustar los tornillos cuando sea necesario, verificar las juntas cuerpo–bonete,los extremos de las válvulas, las graseras y la lubricación de la parte roscadadel vástago.
– Esta inspección debe hacerse prestando atención a indicación de posiblesfugas de HF en especial:– Cambio de color en las zonas pintadas de color naranja.– Formación de neblina al acercar a las válvulas un trapo impregnado con
amoníaco.– En caso de ocurrir lo indicado anteriormente, es necesario informar
inmediatamente al personal de mantenimiento preventivo.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA B–2 CLASIFICACION DE LAS VALVULAS PARA SERVICIO HF
CLASIFICACION CARACTERISTICAS APLICACION
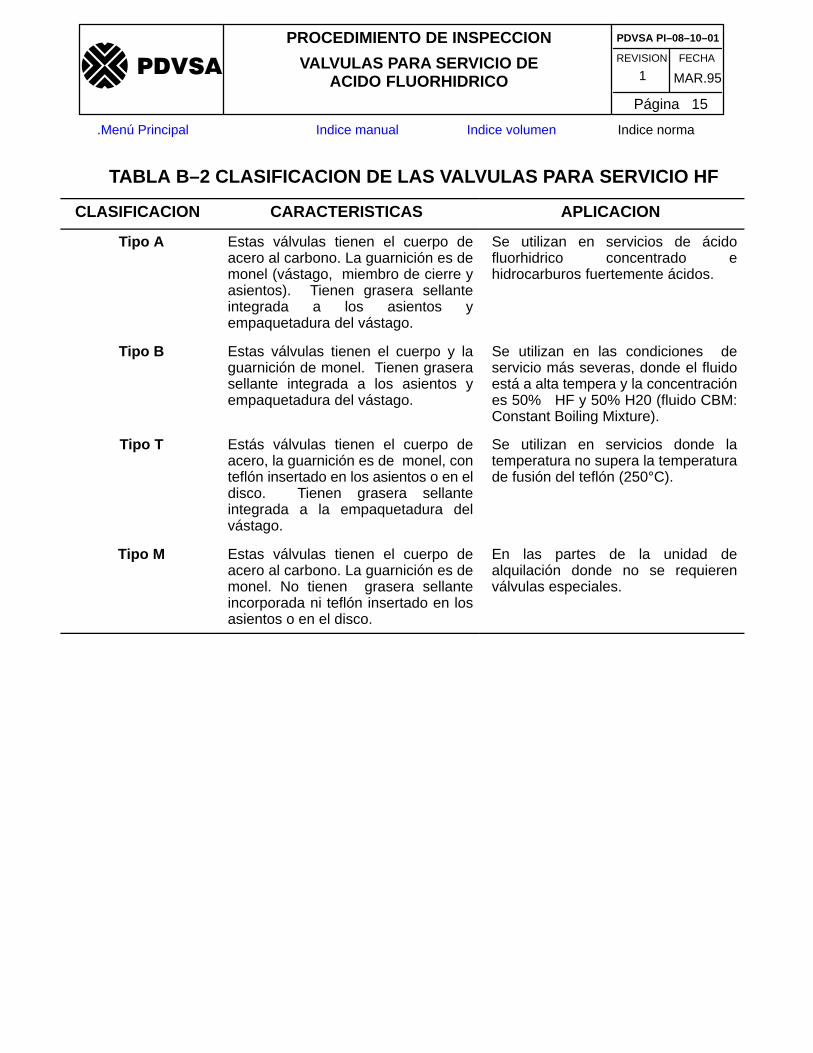
Tipo A Estas válvulas tienen el cuerpo deacero al carbono. La guarnición es demonel (vástago, miembro de cierre yasientos). Tienen grasera sellanteintegrada a los asientos yempaquetadura del vástago.
Se utilizan en servicios de ácidofluorhidrico concentrado ehidrocarburos fuertemente ácidos.
Tipo B Estas válvulas tienen el cuerpo y laguarnición de monel. Tienen graserasellante integrada a los asientos yempaquetadura del vástago.
Se utilizan en las condiciones deservicio más severas, donde el fluidoestá a alta tempera y la concentraciónes 50% HF y 50% H20 (fluido CBM:Constant Boiling Mixture).
Tipo T Estás válvulas tienen el cuerpo deacero, la guarnición es de monel, conteflón insertado en los asientos o en eldisco. Tienen grasera sellanteintegrada a la empaquetadura delvástago.
Se utilizan en servicios donde latemperatura no supera la temperaturade fusión del teflón (250°C).
Tipo M Estas válvulas tienen el cuerpo deacero al carbono. La guarnición es demonel. No tienen grasera sellanteincorporada ni teflón insertado en losasientos o en el disco.
En las partes de la unidad dealquilación donde no se requierenválvulas especiales.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
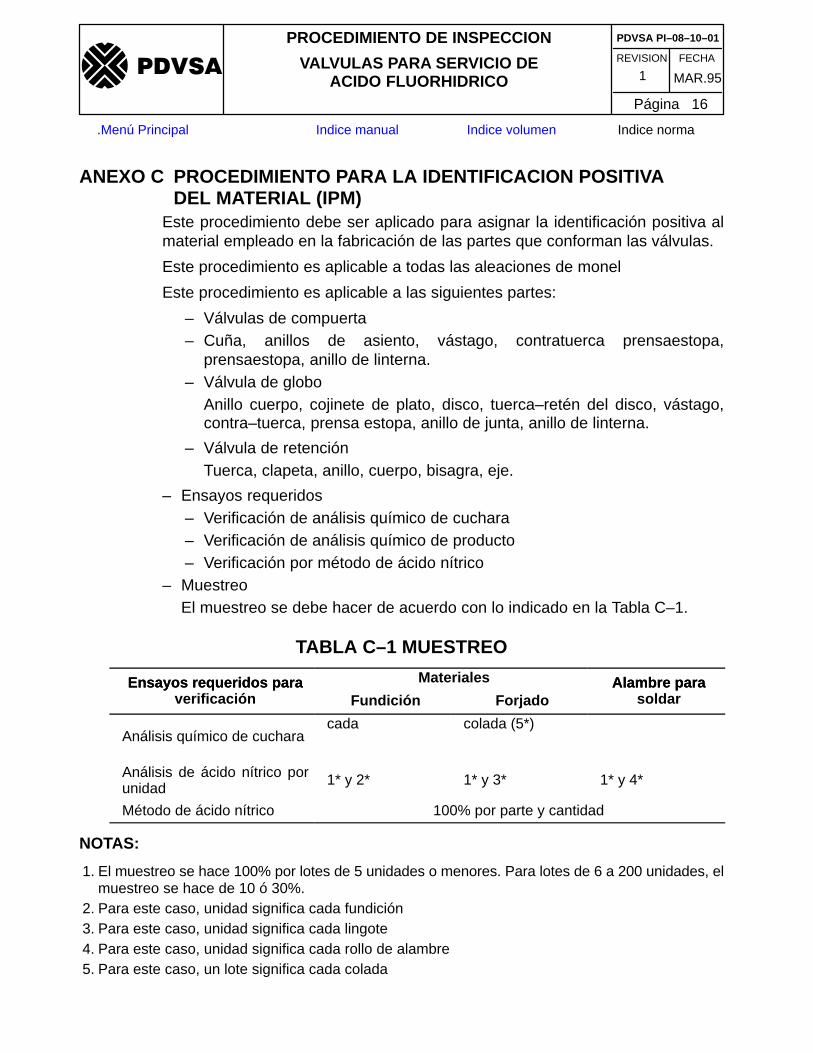
ANEXO C PROCEDIMIENTO PARA LA IDENTIFICACION POSITIVADEL MATERIAL (IPM)
Este procedimiento debe ser aplicado para asignar la identificación positiva almaterial empleado en la fabricación de las partes que conforman las válvulas.
Este procedimiento es aplicable a todas las aleaciones de monel
Este procedimiento es aplicable a las siguientes partes:
– Válvulas de compuerta– Cuña, anillos de asiento, vástago, contratuerca prensaestopa,
prensaestopa, anillo de linterna.– Válvula de globo
Anillo cuerpo, cojinete de plato, disco, tuerca–retén del disco, vástago,contra–tuerca, prensa estopa, anillo de junta, anillo de linterna.
– Válvula de retenciónTuerca, clapeta, anillo, cuerpo, bisagra, eje.
– Ensayos requeridos– Verificación de análisis químico de cuchara– Verificación de análisis químico de producto– Verificación por método de ácido nítrico
– MuestreoEl muestreo se debe hacer de acuerdo con lo indicado en la Tabla C–1.
TABLA C–1 MUESTREO
Ensayos requeridos para Materiales Alambre paraEnsayos requeridos paraverificación Fundición Forjado
Alambre parasoldar
Análisis químico de cucharacada colada (5*)
Análisis de ácido nítrico porunidad
1* y 2* 1* y 3* 1* y 4*
Método de ácido nítrico 100% por parte y cantidad
NOTAS:
1. El muestreo se hace 100% por lotes de 5 unidades o menores. Para lotes de 6 a 200 unidades, elmuestreo se hace de 10 ó 30%.
2. Para este caso, unidad significa cada fundición3. Para este caso, unidad significa cada lingote4. Para este caso, unidad significa cada rollo de alambre5. Para este caso, un lote significa cada colada
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Métodos para hacer análisis químico– Para los análisis químicos se debe usar el espectrómetro de emisión de
rayos–X por fluorescencia.– Los resultados de los análisis deben estar acordes con los especificados
en la orden de compra.– Método de ácido nítrico
Este método se utiliza para separar aceros inoxidables de aceros al carbonoe identificar aleaciones de alto níquel (Monel). Consiste en colocar una gota deácido nítrico concentrado sobre la pieza que se identificará.
– Verificación por ácido nítricoAplicar unas gotitas de ácido nítrico sobre el material y observar loscambios de coloración:
– Los aceros inoxidables (con la posible excepción de los tipos 420, 420F,440A, B, C y F, en condiciones de recocido) no serán atacados.
– Los aceros al carbono presentarán un ataque vigoroso.– Monel reacción verde–amarillento– Níquel reacción azul–verdosa.
– Criterios de aceptaciónLa verificación del análisis químico de cuchara y producto deben estar acordescon la orden de compra o con la Tabla B.1.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
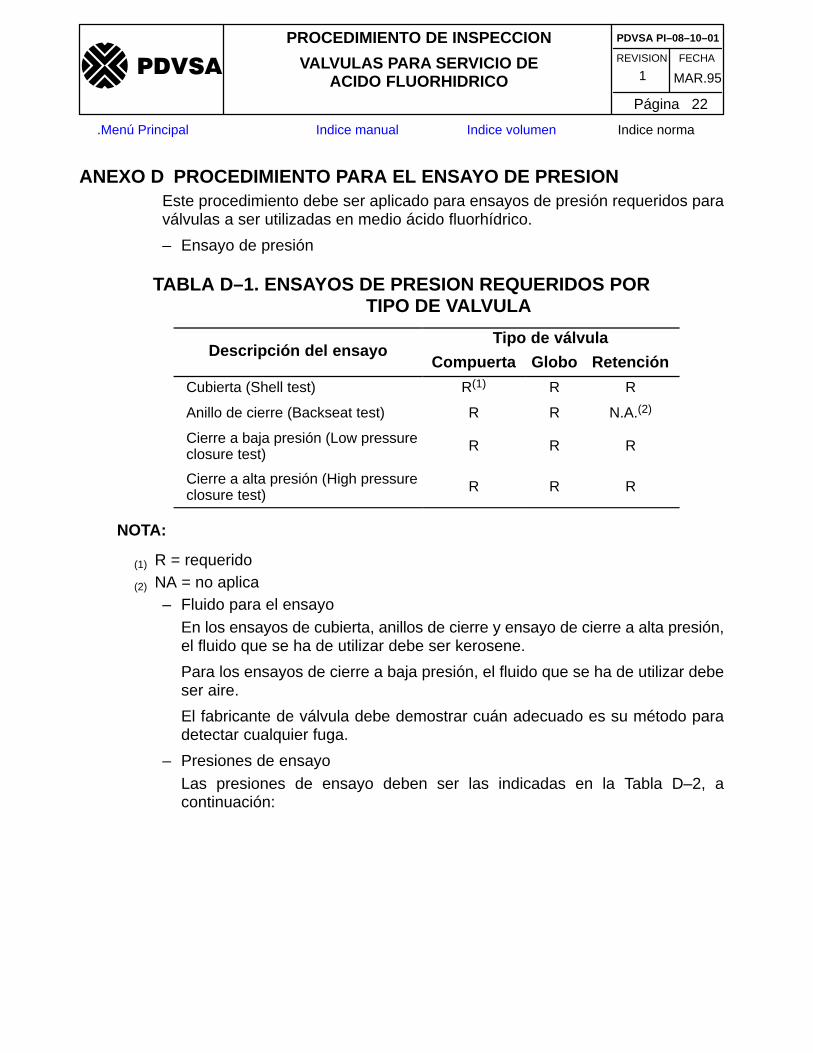
ANEXO D PROCEDIMIENTO PARA EL ENSAYO DE PRESIONEste procedimiento debe ser aplicado para ensayos de presión requeridos paraválvulas a ser utilizadas en medio ácido fluorhídrico.
– Ensayo de presión
TABLA D–1. ENSAYOS DE PRESION REQUERIDOS PORTIPO DE VALVULA
Tipo de válvulaDescripción del ensayo
Compuerta Globo Retención
Cubierta (Shell test) R(1) R R
Anillo de cierre (Backseat test) R R N.A.(2)
Cierre a baja presión (Low pressureclosure test)
R R R
Cierre a alta presión (High pressureclosure test)
R R R
NOTA:
(1) R = requerido
(2) NA = no aplica– Fluido para el ensayo
En los ensayos de cubierta, anillos de cierre y ensayo de cierre a alta presión,el fluido que se ha de utilizar debe ser kerosene.
Para los ensayos de cierre a baja presión, el fluido que se ha de utilizar debeser aire.
El fabricante de válvula debe demostrar cuán adecuado es su método paradetectar cualquier fuga.
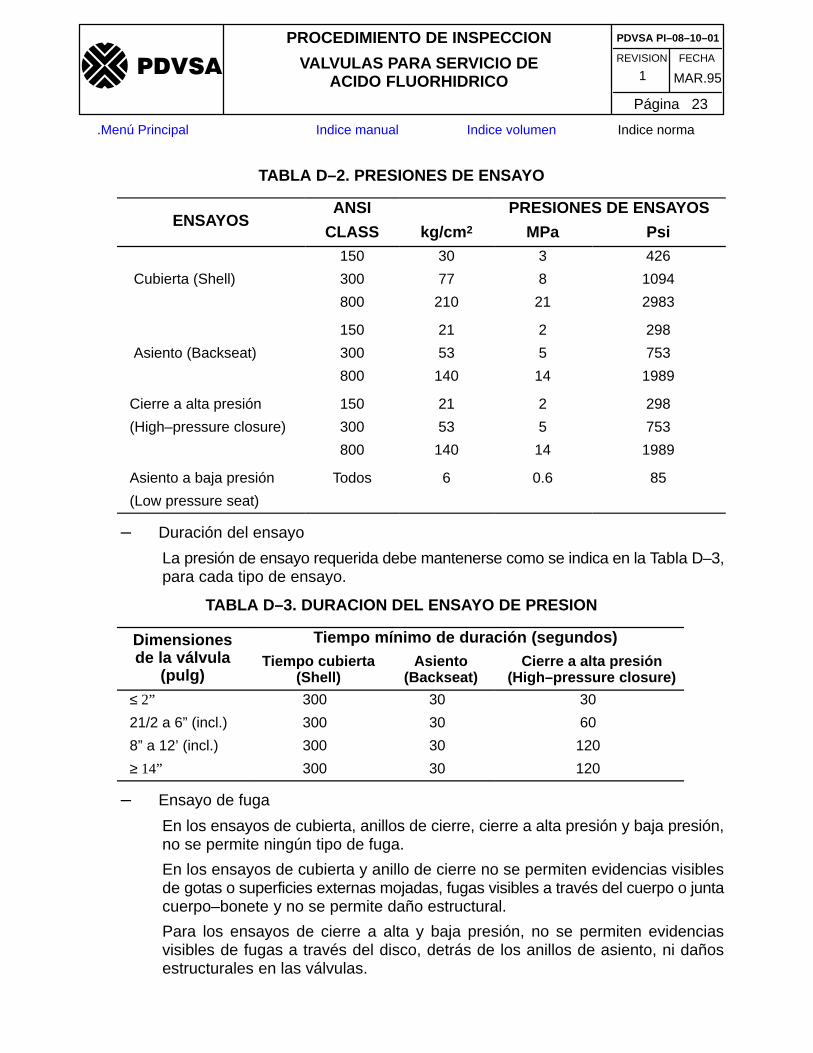
– Presiones de ensayoLas presiones de ensayo deben ser las indicadas en la Tabla D–2, acontinuación:
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA D–2. PRESIONES DE ENSAYO
ANSI PRESIONES DE ENSAYOSENSAYOS
CLASS kg/cm2 MPa Psi150 30 3 426
Cubierta (Shell) 300 77 8 1094
800 210 21 2983
150 21 2 298
Asiento (Backseat) 300 53 5 753
800 140 14 1989
Cierre a alta presión 150 21 2 298
(High–pressure closure) 300 53 5 753
800 140 14 1989
Asiento a baja presión Todos 6 0.6 85
(Low pressure seat)
– Duración del ensayo
La presión de ensayo requerida debe mantenerse como se indica en la Tabla D–3,para cada tipo de ensayo.
TABLA D–3. DURACION DEL ENSAYO DE PRESION
Dimensiones Tiempo mínimo de duración (segundos)de la válvula
(pulg)Tiempo cubierta
(Shell)Asiento
(Backseat)Cierre a alta presión
(High–pressure closure)
≤ 2” 300 30 30
21/2 a 6” (incl.) 300 30 60
8” a 12’ (incl.) 300 30 120
≥ 14” 300 30 120
– Ensayo de fuga
En los ensayos de cubierta, anillos de cierre, cierre a alta presión y baja presión,no se permite ningún tipo de fuga.
En los ensayos de cubierta y anillo de cierre no se permiten evidencias visiblesde gotas o superficies externas mojadas, fugas visibles a través del cuerpo o juntacuerpo–bonete y no se permite daño estructural.
Para los ensayos de cierre a alta y baja presión, no se permiten evidenciasvisibles de fugas a través del disco, detrás de los anillos de asiento, ni dañosestructurales en las válvulas.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 24
�����
.Menú Principal Indice manual Indice volumen Indice norma
Si los aparatos empleados se utilizan para medir fugas, deben ser calibrados paramantener los resultados equivalentes en unidades por minuto. La calibracióndebe hacerse con el mismo fluido de ensayo y a las mismas condiciones detemperatura con que se vaya a realizar el ensayo.
– Procedimientos de ensayo de presión
– Aspectos generales
– Cuando se usa líquido para el ensayo a presión, la válvula debe estarlibre de aire durante la ejecución del ensayo.
– Los recubrimientos protectores, que pueden enmascarar los defectossuperficiales, no deben aplicarse a ninguna superficie, antes ni despuésde la inspección y/o ensayo de presión.
– En los ensayos de cierre a alta y baja presión en las válvulas decompuerta, el método para detectar fugas se aplica durante el procesode llenado y presurización de la cavidad del cuerpo entre los asientos yel área del bonete. De este modo, no se deja de detectar algún tipo defuga durante el período del ensayo.
– Ensayos de cubierta (shell test)
El ensayo de cubierta debe hacerse aplicando la presión dentro de la válvulaensamblada, con los extremos de la válvula tapados. La válvula debe estarparcialmente cerrada y la empacadura del prensa–estopa losuficientemente ajustada para mantener la presión de ensayo.
– Ensayos de anillos de cierre (backseat test)
El ensayo de anillo de cierre de aquellas válvulas que tengan este diseño(válvulas de compuerta y globo) debe hacerse aplicando la presión dentrode la válvula ensamblada, con los extremos de las válvulas tapados, laválvula completamente abierta y la empacadura del prensa–estopa floja.Este ensayo debe hacerse inmediatamente después del ensayo decubierta.
– Ensayo de cierre a alta presión
Válvula de compuertaLa válvula se cierra bajo presión usando kerosene como fluido, a unapresión equivalente a la presión nominal del cuerpo. Se abre uno de losextremos para sacar el kerosene y eliminar toda posibilidad de aire atrapadodentro del conjunto. Posteriormente, se añade kerosene hasta alcanzar lapresión especificada en la Tabla D–1 durante un tiempo mayor que elindicado en la Tabla D–2.El procedimiento se repite taponeando el extremo opuesto.
– Válvula de globo
Con la válvula completamente abierta, se llena de kerosene la cavidad delcuerpo, se debe sacar todo el aire y cerrar el disco. Luego, añádase
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 25
�����
.Menú Principal Indice manual Indice volumen Indice norma
kerosene hasta la presión especificada en la Tabla D–1. Durante un períodode tiempo mayor al indicado en la Tabla D–2.
– Válvula de retención
El cuerpo de la válvula se llena de kerosene, cuando está en posicióncerrada. La presión debe ser aplicada desde el lado que tiene el mismosentido de la dirección del flujo (aguas abajo). Cualquier fuga en el asiento,anillo de asiento o a través del disco debe ser detectada por el lado opuesto(abierto) de la válvula. La presión que se ha de aplicar se indica en la TablaD–1, durante un tiempo mayor que el especificado en la Tabla D–2.
– Ensayo de cierre a baja presión
Este ensayo debe hacerse con los asientos limpios y libres de grasa. Elprocedimiento debe ser el mismo que para el ensayo de cierre a alta presión,excepto que se use aire como fluido de ensayo.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 29
�����
.Menú Principal Indice manual Indice volumen Indice norma
ANEXO G TOXICIDAD DEL ACIDO FLUORHIDRICO– Intoxicación aguda:
Presentan intoxicación aguda aquellos trabajadores que operandiariamente con el ácido sin las precauciones básicas de seguridad.
A continuación se listan los síntomas más comunes:
– Severa irritación de los ojos, la prolongada exposición provocadefectos visuales permanentes o total destrucción de los ojos.
– Severas quemaduras son provocadas por contacto con la piel.
– La inhalación de HF provoca irritación extrema al sistema respiratorio:inflamación pulmonar, congestión, destrucción del tejido y muerte.
– Su ingestión provoca destrucción del esófago y estómago,presentándose náuseas, vómitos, diarrea, colapso respiratorio ymuerte.
– Intoxicación crónica
Presentan intoxicación crónica aquellos trabajadores que están expuestosconstantemente a los vapores del ácido, y personas que trabajan en sitioscercanos .
La fluorosis en el paciente se reconoce por:
– Pérdida de peso
– Anemia
– Fragilidad ósea
– Rigidez articular y parálisis
– Decoloración de los dientes
– Tratamiento de emergencia
En casos de quemaduras en la piel o mucosas es necesario:
a. Lavar con chorro de agua directo vigorosamente durante 15 a 60minutos. En ningún caso se deberá esperar hasta que aparezcan lossíntomas de quemadura en la piel por HF.
b. Quitar todas las vestiduras impregnadas de HF.
c. No usar ungüentos oleosos.
d. Para el médico: Si el HF ha penetrado bajo las uñas, sacarlas conanestesia local. Lavar estas zonas durante 15–30 minutos y luegoaplicar una pasta de óxido de magnesio. Preparación: mezcle 200 mlde glicerina con 800 ml de agua, añada óxido de magnesio, agitandoconstantemente hasta obtener una consistencia pastosa. Sigue untratamiento especial que debe conocer el médico.
VALVULAS PARA SERVICIO DEACIDO FLUORHIDRICO MAR.951
PDVSA PI–08–10–01
Página 30
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Quemaduras oculares
Lavar los ojos inmediatamente con solución isotónica de NaHC03 (1,0 g debicarbonato por 72,3 ml de agua). El simple lavado con agua es insuficientey expone a extender la acción del HF. Consultar al oftalmólogo de inmediato.
– Inhalación de los vapores de HF
a. Llevar al paciente a un sitio donde respire aire fresco. Esindispensable mantenerlo en reposo absoluto. Abrigarlo con el objetode prevenir resfriados. Llamar al médico de inmediato, ya que deformarse edema pulmonar los alvéolos dañados dejan exudarlíquidos que, por acción del HF, provocan un verdadero ahogamientoen seco del epitelio pulmonar. Este proceso conduce a la muerte porasfixia.
b. La respiración artificial forzada está contraindicada, como también elsuministro de CO2. Esto provocaría desgarraduras y hemorragias enel tejido pulmonar qué conduciría a la muerte.
c. Colóquese al paciente en tienda de oxígeno o con mascarilla.
d. No suministre alimentos, aunque se puede administrar bebidascalientes, como café.
TABLA E TOXIDAD DEL ACIDO FLUORHIDRICO (COMPARACION CON HCL–VAPORES)
HF HCl
(ml/m3)Concentración máxima soportablepara una permanencia prolongada