107
ACERO Y PETROQUÍMICA
| Date post: | 12-Jan-2016 |
| Category: |
Documents |
| Upload: | carlos-garvan |
| View: | 230 times |
| Download: | 2 times |

ACERO Y PETROQUÍMICA

GASEODUCTO SUR ANDINO YA
PARA LOGRAR QUE EL SUR DISPONGA DE GAS NATURAL PARA APROVECHAR SU INMENSO POTENCIAL DE DESARROLLO

Pagina # de #
1988 - SCHELL1998 – Mobil Schell
2002 - PLUSPETROL
2EXPORTACIÓN - LNG

Kuntur Transportadora de Gas Gasoducto SurandinoDepartamentos de Cusco, Puno, Arequipa, Moquegua y
Tacna.
2008

Condiciones que debe cumplir un nuevo Plan de Gasificación del SurINAPELABLE
• Factibilidad Técnica• Rentabilidad Económica• Inclusión Socio – Económica• Integración Energética• Autogestión Proactiva

¿ETANODUCTO?
TGP (Transporte)
PSEGASODUCTO
ANDINO
GASODUCTO POR LA COSTA Petroperú aún no define inversión que
destinará al etanoductoMartes, 18 de septiembre del 2012
En el 2014 sabremos la viabilidad del proyecto
Nosotros precisaríamos 6 TCF (billones de piés cúbicos de gas, por su sigla en inglés) para justificar 20 años de proyecto, que es lo que se considera “mínimamente razonable”PETROQUÍMICA BRASKEN
? ? ? ?? ?

PROYECTO ODEBRECH - KUNTUR
•
Gasoducto KUNTUR
TgP
Gasoducto Derivación Cusco
Ramal de Derivación Quillabamba
Gasoducto Malvinas- Derivación Quillabamba
Peru LNG
ManifoldConexión con TgP
Promovido con el Gobierno Regional Cusco
Central Térmica de Quillabamba
200 MW
Tramo I, Promovido para garantizar seguridad del Sector
Eléctrico
Tramo II, Kuntur
(Traza EIA Aprobado)
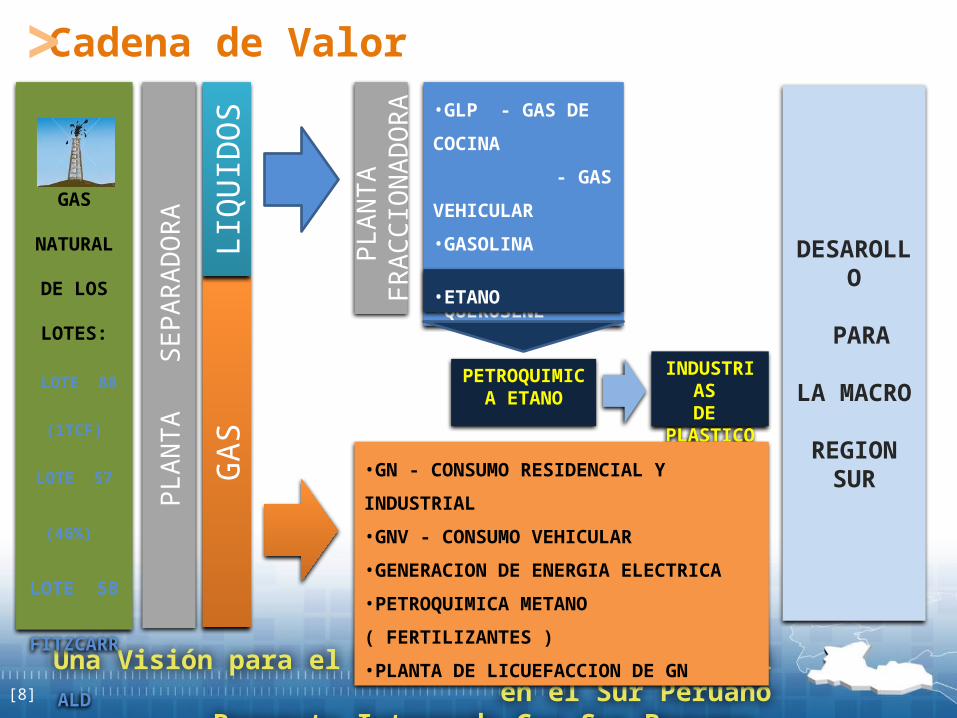
Una Visión para el Desarrollo del Gas Natural en el Sur Peruano
Proyecto Integrado Gas Sur Peruano [8]
GAS
LIQ
UID
OS •GLP - GAS DE COCINA
- GAS VEHICULAR
•GASOLINA
•DIESEL
•QUEROSENE
PETROQUIMICA ETANO
INDUSTRIAS DE
PLASTICOS
•GN - CONSUMO RESIDENCIAL Y INDUSTRIAL
•GNV - CONSUMO VEHICULAR
•GENERACION DE ENERGIA ELECTRICA
•PETROQUIMICA METANO ( FERTILIZANTES )
•PLANTA DE LICUEFACCION DE GN
GAS
NATURAL
DE LOS
LOTES:
LOTE 88
(1TCF)
LOTE 57
(46%)
LOTE 58
FITZCARRAL
D
DESAROLLO
PARA
LA MACRO
REGION SUR
Cadena de Valor>
PLAN
TA
FRAC
CIO
NAD
ORA
PLAN
TA
SEPA
RAD
ORA
•ETANO
¿PARA QUE NECESITAMO
S EL GAS NATURAL?
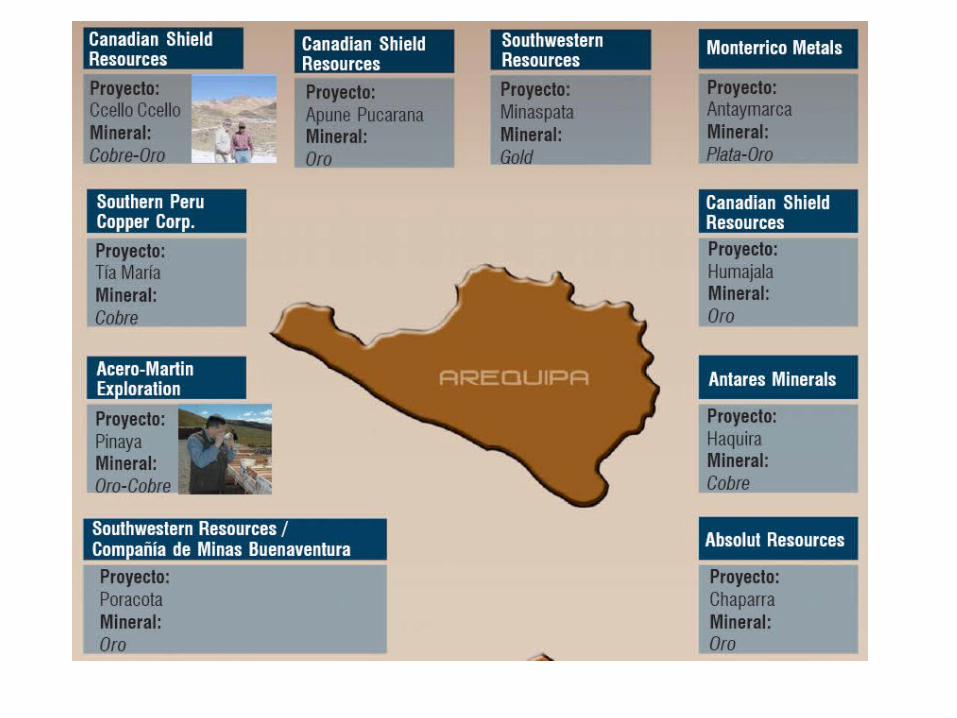
AREQUIPA TIENE LA OPORTUNIDAD DE CONVERTIRSE EN UNA DE LAS ZONAS DE MAYOR DESARROLLO ECONÓMICO DEL MUNDO
INDUSTRIALIZACIÓN
EL ÚNICO CAMINO HACIA EL DESARROLLO


APURIMAC : 35 MM PCSD (1 MM MCSD
ACERO
ENERGIA - ELECTRICIDAD
MINERAL DE HIERRO
GAS NATURAL
MATERIA PRIMA
Planta de Hierro Esponja
Hierro Esponja
Chatarra


CUZCO: 70 MM PCSD (2 MM m3/día)Infraestructura turística, minería, proyectos de plantas cementeras, industrias
alimentarias, conservera, fertilizantes, etc.


PUNO: 50 MPCSD (1.5 MM m3/día)
Pagina # de #

AREQUIPA : 100 MM PCSD ( MM m3/día)Energía, Cemento, minería, turismo, metalurgia, pesquera, conservera, agroindustria, cerámica y otras.


MOQUEGUA: 175 MM PCSD (5 MM m3/día)Minera, metalurgia, pesquera, agroindustria, vitivinícola, cerámica.
Pagina # de #

TACNA: 35000 PCSD (1.5 MM m3/día)Minería, metalurgia, pesquera, agroindustria, vitivinícola, turismo, cerámica,
automotriz.
TACNA: 35000 PCSD (1.5 MM m3/día)Minería, metalurgia, pesquera, agroindustria, vitivinícola, turismo, cerámica,
automotriz.

LÍQUIDOS DEL GAS NATURAL TRANSPORTE, FRACCIONAMIENTO Y COMERCIALIZACIÓN
Poliducto:• Gasoducto 32” X-70 = 900 MM PCS• Ducto de Líquidos 14” = 72.000 bbl/díaLíquidos del GN de Camisea : 50 % GLP 35 % Naftas 15 % Diesel 1(Turbo)Precio Proyectado : 165 US$/bblMargen de utilidad estimado : 100 US$/bblIngresos por comercialización mercado interno y/o Exportacion : 2.500 MMUS$/AñoInversión del poliducto (máximo) : 5.000 MMUS$/Año

City Gate – Estación GNV 1 : OrcopampaCity Gate – Estación GNV 2 : CayllomaCity Gate – Estación GNV 3: YuraCity Gate – Estación GNV 4 : UCHUMAYO (Ciudad Arequipa)City Gate – Estación GNV 5 : Cruce del 48 (Cerro Verde)City Gate – Estación GNV 6 : El Pedregal (Proyecto Majes)City Gate – Estación GNV 7 : Matarani (Ocoña) Polo Petroquimico
Diámetro : 32”
CAUDAL: 20 MM SMCD700 MM SPCD
Trazado INCLUSIVO del Gasoducto Andino del Sur
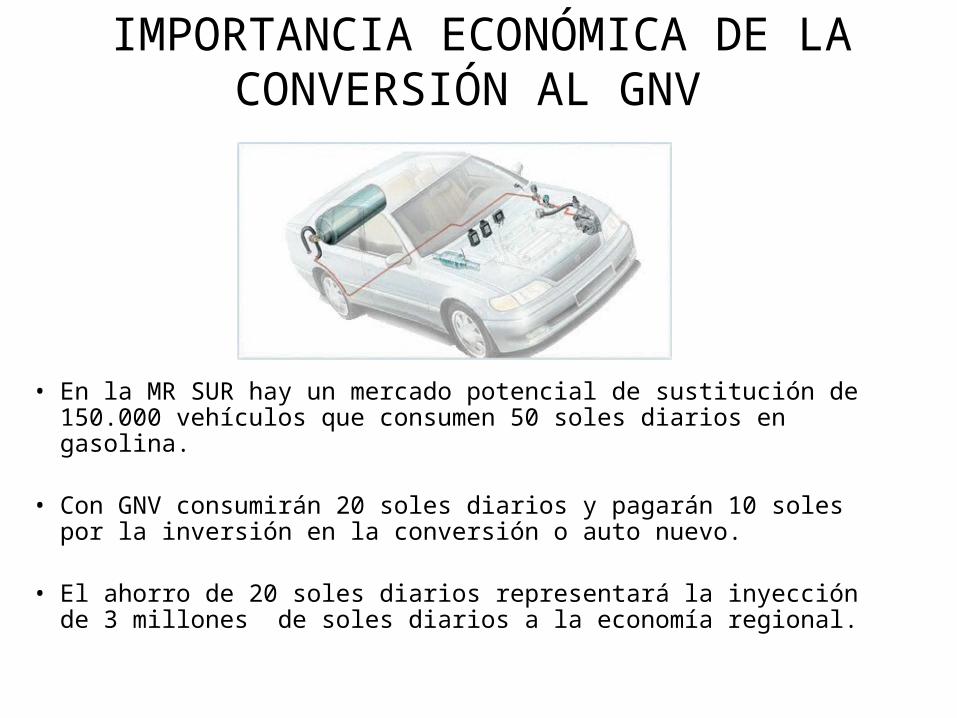
IMPORTANCIA ECONÓMICA DE LA CONVERSIÓN AL GNV
• En la MR SUR hay un mercado potencial de sustitución de 150.000 vehículos que consumen 50 soles diarios en gasolina.
• Con GNV consumirán 20 soles diarios y pagarán 10 soles por la inversión en la conversión o auto nuevo.
• El ahorro de 20 soles diarios representará la inyección de 3 millones de soles diarios a la economía regional.

Pagina # de #
Diagrama de ubicación


Polo Industrial de Camaçari(Salvador-Bahía, Brasil)
Complejo Industrial Petroquímico


INDUSTRIA PETROQUIMICA COMPLEJIDAD.
APLICACIONES DE LO ACEROS INOXIDABLES
*-INDUSTRIA PETROQUIMICA *-INDUSTRIA DE ALIMENTOS SOLIDOS *-INDUSTRIA DE BEBIDAS Y LICORES*-INDUSTRIA LACTEA *-INDUSTRIA FARMACEUTICA Y BIOTECNOLOGIA *-PLANTAS DE PROCESAMIENTO DE RESIDUALES*-PLATAFORMAS DE EXTRACCION *-TERMOELECTRICAS *-PLANTAS ELECTRONUCLEARES *-CENTRALES AZUCAREROS


COMPLEJIDAD DE LA PLANTA


COMO SOLDAR AL ACERO INOXIDABLE



Métodos / Técnicas Emergentes de END
Ing. Alberto F. Reyna O.ASNT NDT Level III N. 121763
CWI-AWS N. 04070861Certified API 653 Inspector N. 33609Certified API 570 Inspector N. 36430Certified API 510 Inspector N. 41734
ADEMINSAC


FACTORES GLOBALES QUE HAN INCIDIDO EN LA SITUACION ACTUAL DE LA SOLDADURA DE LOS ACEROS INOXIDABLES
( PROCESOS Y CONSUMIBLES)
• COSTOS ENERGETICOS
• COSTOS DE MANO DE OBRA ( SOLDADORES CALIFICADOS ) • COSTOS DE CONSUMIBLES( COSTO DEL NIQUEL)• DESARROLLO DE LA ELECTRONICA Y COMPUTACION• SE MATIENEN LOS NIVELES DE UTILIZACION DE LOS
ACEROS INOXIDABLES .• CONTAMINACION EN LA SOLDADURA DE LOS ACEROS
INOXIDABLES• EXIGENCIAS DE RESISTENCIA MECANICA , A LA CORROSION
ACABADO SUPERFICIAL

Inoxidable su vida diaria

CENTRALES HIDROELECTRICASMAJES SIGUAS II

Turbinas Francis

Turbinas Peltón

Reparación por soldadura

Turbina Francis Acero
Inoxidable Martensitico 13 Cr 4 Ni


Empresa chilena que lidera el mercado del acero inoxidable

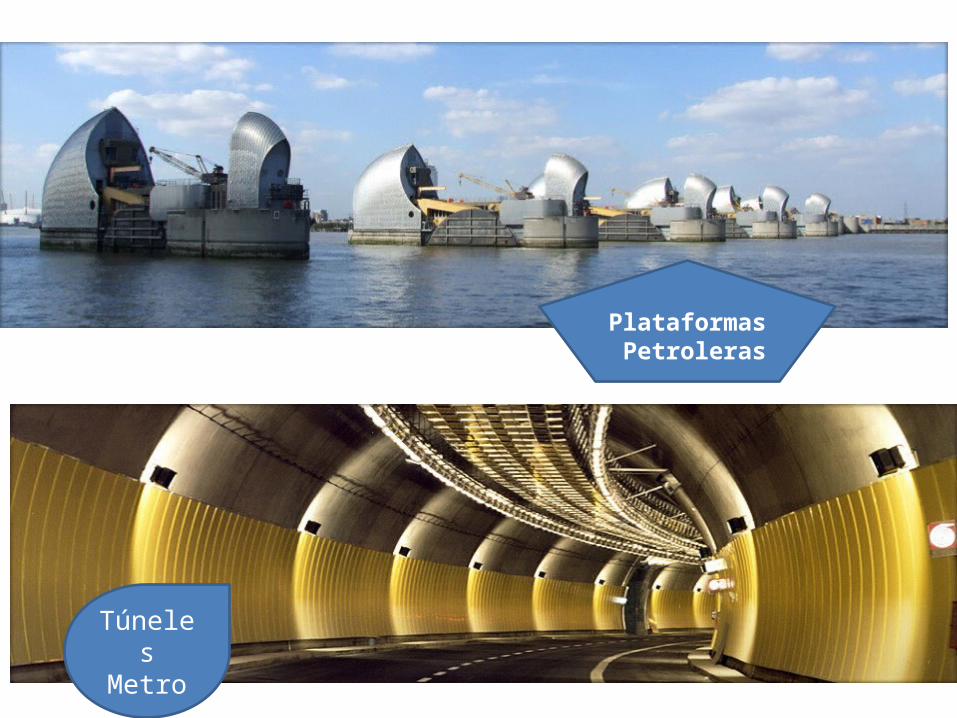
Plataformas Petroleras
Túneles Metro

Material Quirúrgico

Alimentos

Acero Inoxidable


Fabricado exclusivamente en acero inox. calidad AISI 316.
Sistema de cierre totalmente hermético, con lo cual no es necesario rellenar el barril periódicamente como ocurre con
los de madera.Permite la correcta conservación del
vino hasta el último litro.

Otro producto innovador es las Barricas de acero inoxidable, estanques chicos,muy apropiados, por su tamaño, para las viñas pequeñas.Por ser pequeñaslas llaman Boutiques del Vino.

Industria PetroquímicaVisión corrosiva

CORROSION EN ACEROS INOXIDABLES
CORROSION POR PICADURAS CORROSION BAJO TENSIONES CORROSION INTERGRANULAR CORROSION-EROSION CORROSION POR AIREACION CORROSION A ALTAS TEMPERATURAS
OXIDACION CARBURACION SULFURIZACION NITRURACION

Corrosión por picadurasPRE = %Cr + 3,3x(%Mo) + 16x(%N)
El PRE mide el grado de resistencia a la corrosión por picadura, en donde el Mo y el N tiene una gran incidencia.
Sandvik AISI / UNS %Cr %Mo %N PRE
3R12 304L 18 - -
18
3R60 316L 17 2,2 -
24
SAF 2304 S 32304 23 - 0,1 25
3R64 317L 18,5 3,1 -
29
2RK65 (904L) N 08904 20 4,5 - 35
SAF 2205 S 31803 22 3,1 0,2 35
254 SMO S 31254 20 6 0,2 43
SAF 2507 S 32750 25 4 0,3 43

ASTM G48A a 80 °C
316L 2RK65 SA F 2304 SA F 2205 SA F 2507

Corrosión Bajo Tensiones
Los Aceros Inoxidables Austeníticos sufren este tipo de agrietamiento debido a la combinación de 3 factores:
• Elevadas Temp > 60 °C• Tensiones de tracción en el material• Medio corrosivo, e.g. Cl-, H2S, OH-


TERMAS SOLARES




Acido Sulfúrico SANDVIK
aa
0
40(105)
60(140)
80(175)
100(210)
120(250)
Temperature, °C (°F)
80 10020 40 60H2SO4, weight-%
140(285)
20(68)
904LAISI316L
AISI316L
Boiling point cur ve
SAF 2507
SAF2205
SAF 2507
SAF 2205SAF2304
SAF23042RK65
Minería

Ácido Clorhídrico
SANDVIK
aa
Temperature, °C (°F)
40(105)
60(140)
80(175)
100(210)
120(250)
SAF 2205
AISI 316L
20(68) 1 2 3
HCl, weight-%0
4
Boiling point curve
SAF 2507
5
904L6Mo+N
2RK65
Industria

COMPLEJIDAD DE LA PLANTA
ENSAYOS NO DESTRUCTIVOSRAYOS XULTRASONIDO



“FUNDAMENTOS TECNOLOGICOS Y
METALURGICOS PARA LA SOLDADURA DE LOS
ACEROS INOXIDABLES”,
Dr. Manuel Rodríguez PérezDr. Mario Lozada Reynoso
PARTE II

INDICES DE SENSIBILIDAD AL AGRIETAMIENTO EN CALIENTE
Mediante el índice Tg:Tg = 4.16 + 361.36 C – 4540.7 C ( P + S ) – 117.27 C . Cr / Ni + 90.6 ( P + S ) Cr / Ni
< 0.7 Aleación con riesgos extremos de agrietamiento en caliente
Valor de Tg
Susceptibilidad al agrietamiento en caliente
> 1.2 Aleación resistente al agrietamiento en caliente
0.7 – 1.2 Aleación parcialmente susceptible al agrietamiento en caliente , puede evitarse mediante consideraciones tecnológicas

INDICES Hc Y Lc
Mediante el índice Hc:Hc = -700 C + 17 Cr – 37 Ni -117 Nb + 29 Mo
Si Hc > 0 , La aleación no es susceptible al agrietamiento en caliente
Mediante el índice Lc:Lc = -299 C + 8 Ni + 142 Nb - 5.5 2 -105
:Es el por ciento de ferrita en el depositoSi Lc > 0 La aleación es susceptible al
agrietamiento en caliente

MEDIANTE LA RELACION Cr/Ni
Mediante la relación Cr/Ni
ECr = Cr + 1.37 Mo + 1.5 Si + 2 Nb + 3 Ti E Ni = Ni + o,31 Mn + 22 C + 14.2 N + Cu Si : ECr / E Ni < 1.5 y ( P + S ) > 0.02 ; Aleación susceptible al agrietamiento en caliente . Si : ECr / E Ni > 1.5 y ( P + S ) < 0.02 ; La aleación es resistente

MODO DE SOLIDIFICACION Y SU EFECTO EN EL AGRIETAMIENTO EN CALIENTE
MINIMO RIESGO

Clasificación Grupo Cromo Niquel Mo
Austenitico EX: 308L
12-27 7-25 0-5
Ferritico EX: 409Cb
12-30(C<.1) - -
Martensitico EX: 410
12-18(C .15-.30) - -
Duplex EX: 2209
18-25 4-9 0-3
Especiales EX: 383
> 20 Varios Varios




Fragilización del metal por la precipitación de fases inter metálicas ( Sigma , Chi y Laves )
( ) FeCr. Chi ( ) Fe 36 Cr12Mo10 Laves ( ) M2 Mo

PROBLEMAS DE SOLDABILIDAD DE LOS ACEROS FERRITICOS
• Crecimiento de grano: Deteriora la tenacidad con el inconveniente de que este crecimiento no puede rectificarse por tratamiento térmico.
• Precipitación de carburos: Deteriora la tenacidad y en los aceros no estabilizados con Ti o Nb .
• Transformación de fase: deteriora la resistencia mecánica a la tracción y al impacto. En los aceros con menos del 20% de Cr, la austenita se transforma parcialmente durante el enfriamiento en fases más duras, especialmente martensita .
• Perdida de tenacidad. La tenacidad puede ser deteriorada por la fase y por la llamada fragilización de los 475 0C o perdida de tenacidad debida a una permanencia prolongada en la gama de temperaturas entre 450-550 0C.
RECOMEDACIONES EN FUNCION DE LA SOLDABILIDAD DE LOS ACEROS INOXIDABLES FERRITICOS
•El punto fundamental a tener en cuenta durante la soldadura de los aceros inoxidables ferríticos es su tendencia al crecimiento del grano en la ZAC, cuando son calentados un tiempo determinado por encima de 900ºC, ocasionando pérdida de tenacidad. Durante la soldadura se debe minimizar el calor aportado. La recuperación de la tenacidad puede lograrse afinando el grano mediante deformación en frío o tratamiento térmico de recocido.
•Los aceros del tipo 430, 434, 442 y 446 (alto Cr y C) son susceptibles a la formación de martensita producto de la soldadura, con la consecuente pérdida de ductilidad y tendencia a la fisuración en frio en condiciones de elevado embridamiento. Para la soldadura se recomienda un precalentamiento a temp. por encima de 150°C.
•Los aceros del tipo 430, 434, 442 y 446 (alto Cr y C) son propensos al fenómeno de la “sensibilización”, por lo que normalmente son recocidos luego de la soldadura para redisolver los carburos de Cr y restaurar sus propiedades. Normalmente los aceros ferriticos no son afectados por este fenómeno.

Estructura Austenítica AISI 316L - Aumento 100X, ácido oxálico

Los aceros inoxidables martensiticos contienen de 11 – 18% de Cr, hasta 1.20% de C, y poco contenido de Mn y Ni, y en ocasiones Mo. Estos aceros son endurecibles por tratamiento térmico y normalmente se emplean con estructura martensítica.
SOLDABILIDAD DE LOS ACEROS INOXIDABLES MARTENSITICOS

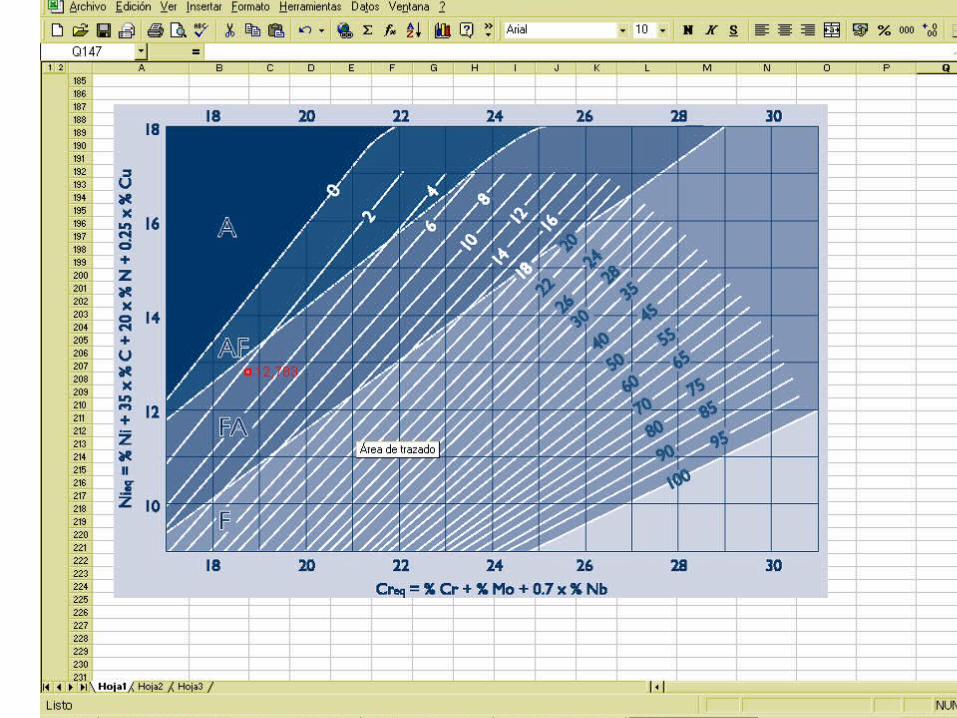
DIAGRAMA PARA LOS ACEROS MARTENSITICOS

MICROESTRUCTURA SEGÚN LA COMPOSICION

PRINCIPALES PROBLEMAS DE SOLDABILIDAD DE LOS AC. MARTENSITICOS
• La soldadura tiende a producir una ZAC con dureza elevada y frágil.
• Tendencia al agrietamiento en frío de la unión soldada producto de la presencia de una estructura frágil (martensita), la presencia de hidrógeno disuelto y de esfuerzos residuales de soldadura.
Para aumentar la tenacidad de la unión y prevenir el fenómeno del agrietamiento en frío se deben tomar precausiones como limpieza adecuada previo al soldeo, empleo de electrodos de bajo hidrógeno, almacenamiento y manipulación rigurosos, procedimiento de soldadura adecuado que incluye precalentamiento y tratamiento térmico post.
Trat. térm: Calentamiento hasta 800-870°C, seguido por enfriamiento en el horno hasta los 600 °C y luego enfriamiento al aire.

Soldabilidad de los aceros inoxidables Duplex.
• Los aceros inoxidables dúplex solidifican completamente en el campo de la ferrita a velocidades de enfriamiento estándares. Esto es seguido por una transformación en estado sólido de la austenita, la cual es reversible, de tal manera que cualquier incremento en la temperatura producirá un incremento en el contenido de ferrita, por ejemplo a 1050 - 1300 0C .
• velocidad de enfriamiento lenta > austenita • Enfriamiento enérgico > Ferrita
Nitruros Fase sigma, chi

PRINCIPALES PROBLEMAS DE SOLDABILIDAD DE LOS AC. DUPLEX
• Poseen buena soldabilidad, no obstante puede ocurrir agrietamiento en caliente o agrietamiento en frío en la unión soldada.
• Si se emplea un aporte de composición química identica al MB se obtendrá un metal depositado casí 100% ferrítico, lo que no es deseable ya que es más susceptible al agrietamiento en caliente. La recomendación consiste en soldar con un aporte de comp. cercana al MB pero con mayor contenido de Ni, que garantice un depósito de soldadura con aproximadamente igual cantidad de ferrita que austenita.
• Normalmente no se recomienda precalentamiento o tratamiento térmico posterior.

SOLDADURA DE LOS ACEROS SUPER DUPLEX Composición típica de las últimas aleaciones desarrolladas:Cr :24 – 26 %Ni : 6 – 8 %N : 0.2 – 0.3 %Mo : 3 – 4 % Algunos tipos de aceros super duplex , tienen adiciones de Cu ( 0.5 – 3 % ) y W ( max. 1 % ).
PREN = Cr% + 3.3Mo% + 30N%
PREW = % Cr + 3.3 ( % Mo + 0.5 % W ) + 16 % N
Precipitación de fases intermetálicas , como la fase sigma. 600 – 1000 ° C .
Formación de nitruros de cromo ( Cr2N , Cr N ). CORROSION INTERGRANULAR.
Formación de austenita secundaria ( Austenita finamente dispersa en la ferrita , formada a temperaturas intermedias ) .CORROSION POR PICADURA

La mayoría de los aceros inoxidables se considera poseen buena soldabilidad y pueden ser soldados por múltiples procesos de soldadura entre los que se incluyen:
• Procesos de soldadura por arco
(de más amplio uso)
• Procesos de soldadura por resistencia
• Procesos de soldadura por laser
y haz de electrones
• Procesos de soldadura por fricción
• Procesos de soldadura fuerte.

PROCEDIMIENTOS PARA LA SOLDADURA
DE LOS ACEROS INOXIDABLES
MEDIANTE LOS PROCESOS
DE SOLDADURA POR ARCO

SELECCIÓN DEL PROCESO DE SOLDADURA
Los procesos de soldadura de más amplio empleo en la unión de los aceros inoxidables son:
• Soldadura por arco con electrodo revestido (SMAW)
Permite la soldadura de espesores de 1.3mm en adelante, en todas las posiciones. Su productividad es inferior a la lograda con los procesos GMAW, FCAW y SAW. Se emplea en soldadura en fábrica o fuera de ella.
• Soldadura por arco con electrodo infusible y protección gaseosa (GTAW / TIG)
Proceso con productividad relativamente menor que el resto. Este proceso es ideal para la soldadura de espesores delgados, su empleo no resulta económico en espesores de más de 6-8 mm. Permite soldadura en todas la posiciones. Destinado a soldadura en fábrica.
• Soldadura por arco con electrodo fusible y protección gaseosa (GMAW / MIG)
Presenta mayor productividad que el proceso SMAW y permite soldar en todas las posiciones. Destinado a soldadura en fábrica.
Soldadura por arco con electrodo tubular (FCAW)
Presenta mayor productividad que el proceso SMAW y permite soldar en todas las posiciones. Destinado a soldadura en fábrica o fuera de ella (variante autoprotegida).
Soldadura por arco sumergido (SAW)
Proceso con productividad relativamente mayor que el resto. Generalmente se emplea en la soldadura de espesores de más de 12 mm (1/2”), solo en posición plana. Destinado a soldadura en fábrica.

SOLDABILIDAD DE LOS ACEROS INOXIDABLES

SELECCIÓN DE LOS
METALES DE APORTE

Los metales de aporte para la soldadura de los aceros inoxidables son cubiertos por las siguientes Especificaciones AWS:
• AWS A5.4 - Electrodos revestidos.
• AWS A5.9 - Alambre sólidos y tubulares con núcleo metálico.
• AWS A5.22 - Electrodos tubulares con núcleo de fundente.
Se debe tener presente que aunque existe una amplia gama de metales de aporte para la soldadura de inoxidables, no todos los tipos de acero tienen su metal de aporte equivalente (Ej. los aceros austeniticos 201, 202, 216, 301, 302, 304 y 305).
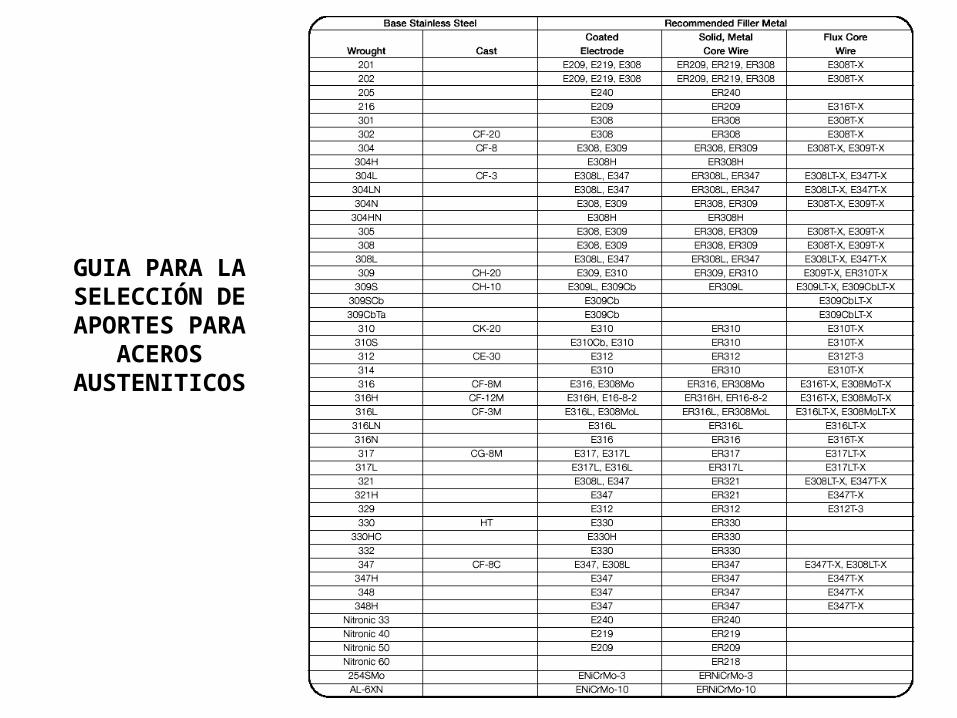
GUIA PARA LA SELECCIÓN DE APORTES PARA
ACEROS AUSTENITICOS

GUIA PARA LA SELECCIÓN DE APORTES PARA ACEROS FERRITICOS
GUIA PARA LA SELECCIÓN DE APORTES PARA
ACEROS MARTENSITICOS
Y DUPLEX

GUIA PARA LA SELECCIÓN DE APORTES PARA
ACEROS ENDURECIBLES POR PRECIPITACION

PROTECCION
Durante la soldadura de los aceros inoxidables es primordial garantizar la protección del metal fundido y a alta temperatura para evitar la contaminación por oxígeno, proveniente del aire circundante. Así cuando se suelda por un lado es recomendable la protección del lado opuesto mediante el empleo de un gas protector de respaldo; esto se emplea no solo en los procesos GTAW y GMAW, sino además incluso en algunas aplicaciones con SMAW.

LIMPIEZA
De primordial importancia en la soldadura de los aceros inoxidables es ejecutar una esmerada limpieza antes y posterior al soldeo. Los contaminantes producidos durante la soldadura deben ser eliminados de la superficie de las piezas para evitar que destruyan la resistencia a la corrosión de estos materiales. Los cloruros y otros materiales alogenos deben evitarse, incluso en los fluidos para el maquinado, corte y desengrasado de las piezas.
Para evitar la contaminación con carbono se deben tomar las siguientes precauciones:
• Emplear cepillos de alambre inoxidable.
• Usar herramientas reservadas para este tipo de materiales.
• Usar discos y muelas abrasivas de óxido de aluminio, reservadas para este tipo de materiales.
• Previo al soldeo eliminar cuidadosamente los vestigios de grasa y otros contaminantes de la superficie de la pieza y material de aporte.
• No emplear electrodos revestidos celulósicos.
• No emplear CO2 puro como gas protector.

PREPARACION DE LA UNION
En la preparación de las uniones de estos aceros normalmente se emplean además de los procesos clásicos de maquinado, el proceso de corte térmico por arco-plasma (manual o automatizado). El proceso de oxicorte no es aplicable en condiciones normales. El corte térmico debe ser seguido por un esmerilado para eliminar el metal contaminado, previo al soldeo.
En los procedimientos de soldadura que a continuación se muestran se ofrecen las geometrías de uniones recomendadas para la soldadura de los aceros inoxidables con diversos procesos de soldadura por arco.

PROCEDIMIENTO PARA SOLDADURA SMAW DE ACEROS AUSTENITICOS
Posición de soldeo: Plana

PROCEDIMIENTO PARA SOLDADURA SMAW DE ACEROS AUSTENITICOS
Posición de soldeo: Vertical y Sobrecabeza

PROCEDIMIENTO PARA LA SOLDADURA GMAW
DE ACEROS AUSTENITICOS POR ARCO SPRAY

PROCEDIMIENTO PARA LA SOLDADURA GMAW
DE ACEROS AUSTENITICOS POR CORTOCIRCUITO










![aceros inoxidables 777[1]](https://static.documentos.tech/doc/80x56/557201e14979599169a285cd/aceros-inoxidables-7771.jpg)






