
ING. PEDRO JACOME ONOFREMANUFACTURA INTEGRADA POR COMPUTADORA
1
GRUPOS TECNOLOGICOS
26 de junio
2013 El grupo tecnológico debe ser autónomo, en el sentido de: programar su producción, comprar (dentro de ciertos limites que se fijen en los limites de la empresa) materias primas, material complementario, e inclusive producto terminado (para cumplir con su programa); contratar personal; hacer labor de ventas para tener pedidos externos que ayuden a balancear su programa de producción; elaborar y responder herramientas que disminuyan el tiempo de preparación de piezas.
ALGORITMO POR IDENTIFICACIÒN POR RACIMO
2
2.1 CONCEPTOS BÁSICOS
Origen de los grupos tecnológicos aparece en el trabajo presentado por el Dr.
Mintrofanov, en la universidad de leningrado (URSS); su autor tenía el propósito de
aumentar los tiempos efectivos de maquinado. En dicho trabajo se mostró que se
pueden obtener ahorros de tiempo de preparación de maquinaria, aumento en la
capacidad de la misma preparación. Para entonces L. Patrignani, quien trabajó en
Italia y Francia, demostró que los tiempos ocupados en preparar la maquinaria para
una nueva operación podrían ser casi eliminados por medio de un buen grupo de
herramientas y diseño de métodos. El rompimiento de la barrera del “tiempo de
preparación”, abrió el camino para una concepción nueva de sistemas de producción.
Las primeras aplicaciones han sido reportadas en los países socialistas. En los
últimos años, se han notado una fuerte investigación para desarrollar la ciencia e
ingeniería de los Grupos Tecnológicos, en Inglaterra Italia y Alemania Occidental
principalmente. En los Estados Unidos este nuevo sistema no ha sido recibido con
mucho entusiasmo, debido posiblemente a la alta confianza que se tiene en trabajar
bajo el sistema de “lotes económicos”, al uso extensivo de la computadora y al costo
que implicaría el cambio a un nuevo sistema de producción.
Los grupos tecnológicos se encuentran íntimamente asociados con CAD-CAM.
Los grupos tecnológicos son una metodología de producción que usa sistemas de
computación para clasificar, codificar, y agrupar partes y procesos basados en la
geometría de las partes y es en esta área en donde se presenta la relación que existe
entre CAD y GT, debido a que CAD proporciona una alta calidad de diseño, y las
partes pueden ser verificadas por una base de datos de la computadora.
CAM esta relacionado con GT en la identificación de células de grupos de
maquinaria que están asociadas con cada familia de partes.
También se dice que GT es “el arreglo físico de un grupo de maquinas para
procesar una (s) familia (s) de piezas. Con características comunes. Este grupo de
maquinas forma la célula o núcleo fundamental sobre el cual se basa el sistema total.
SISTEMAS DE PRODUCCIÓN POR GRUPOS TECNOLOGICOS
Es el conjunto de subsistemas que define el control, programación de
producción, arreglo de maquinas, control de calidad, control de personal, control y
asignación de costos, etc. En base a grupos tecnológicos como núcleos productivos.
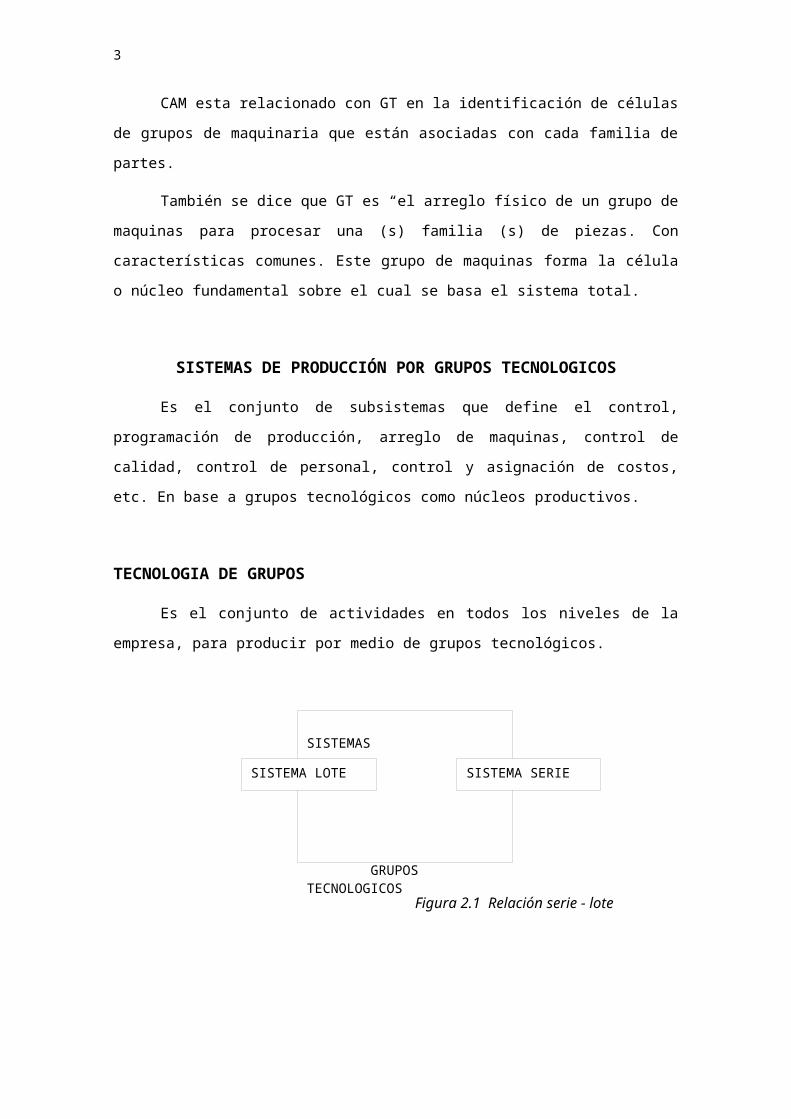
SISTEMAS
GRUPOS TECNOLOGICOS
SISTEMA SERIE SISTEMA LOTE
3
TECNOLOGIA DE GRUPOS
Es el conjunto de actividades en todos los niveles de la empresa, para producir
por medio de grupos tecnológicos.
Figura 2.1 Relación serie - lote
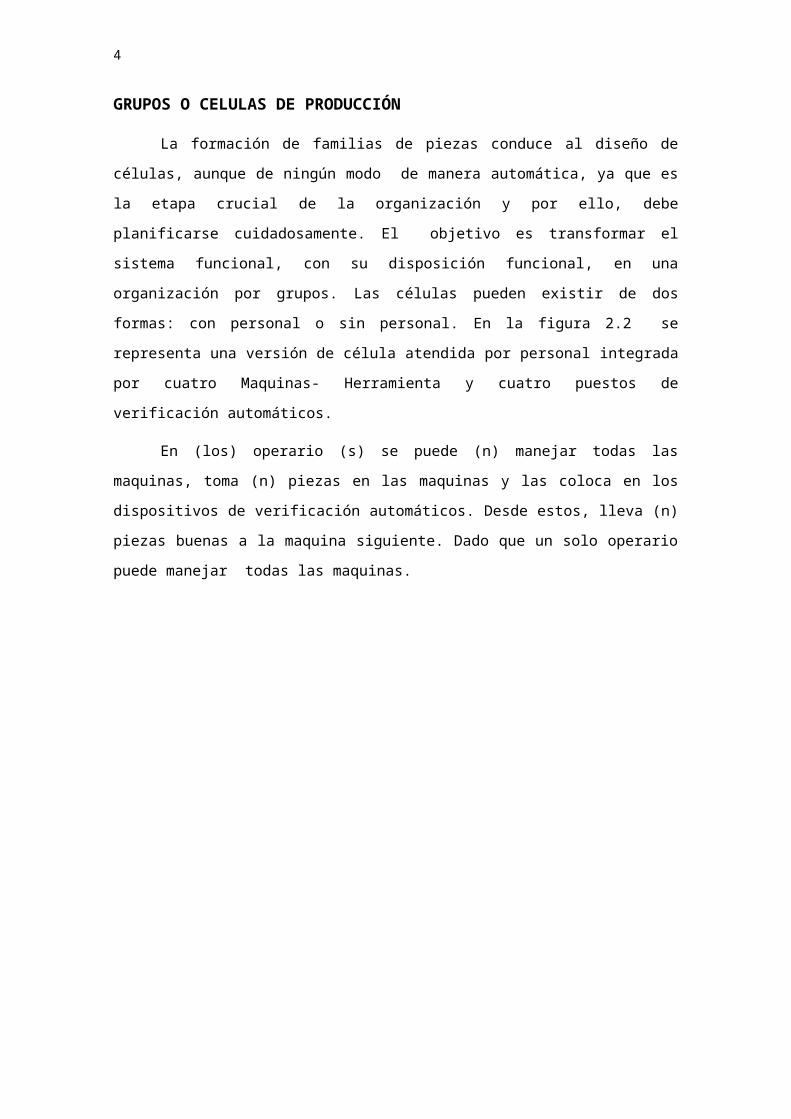
GRUPOS O CELULAS DE PRODUCCIÓN
La formación de familias de piezas conduce al diseño de células, aunque de
ningún modo de manera automática, ya que es la etapa crucial de la organización y
por ello, debe planificarse cuidadosamente. El objetivo es transformar el sistema
funcional, con su disposición funcional, en una organización por grupos. Las células
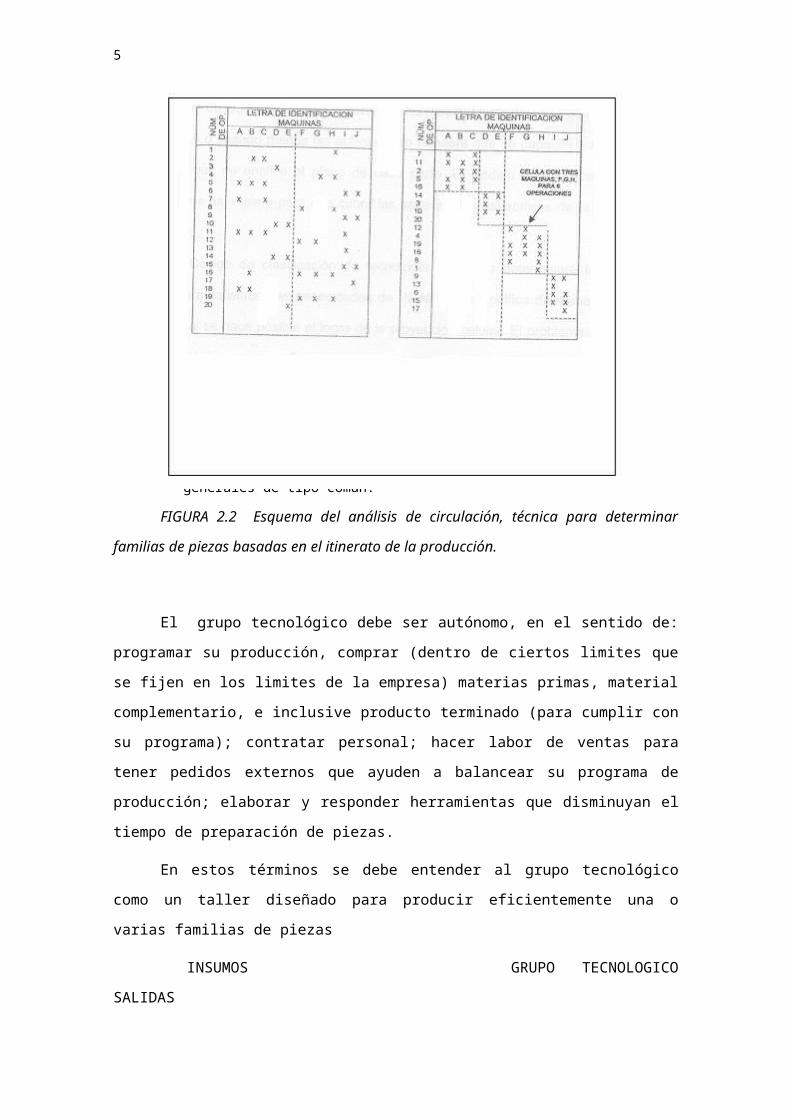
pueden existir de dos formas: con personal o sin personal. En la figura 2.2 se
representa una versión de célula atendida por personal integrada por cuatro Maquinas-
Herramienta y cuatro puestos de verificación automáticos.
En (los) operario (s) se puede (n) manejar todas las maquinas, toma (n) piezas
en las maquinas y las coloca en los dispositivos de verificación automáticos. Desde
estos, lleva (n) piezas buenas a la maquina siguiente. Dado que un solo operario
puede manejar todas las maquinas.
Matriz de operaciones (enumeradas) y maquinas, herramienta (identificadas con letras) como las utilizadas en talleres generales de tipo común.
Matriz reordenada para formar familias de piezas y grupos de maquinas que puedan constituirse en célula.
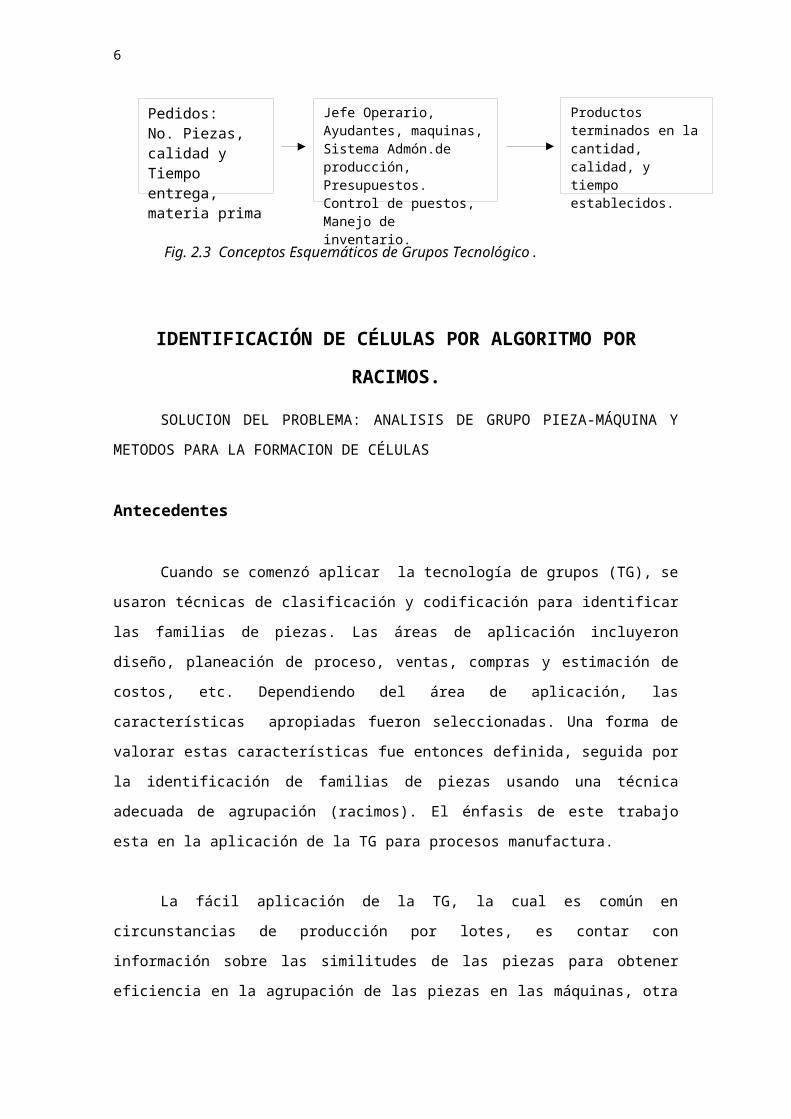
Pedidos:No. Piezas, calidad y Tiempo entrega, materia prima
Jefe Operario, Ayudantes, maquinas, Sistema Admón.de producción, Presupuestos.Control de puestos, Manejo de inventario.
Productos terminados en la cantidad, calidad, y tiempo establecidos.
4
FIGURA 2.2 Esquema del análisis de circulación, técnica para determinar
familias de piezas basadas en el itinerato de la producción.
El grupo tecnológico debe ser autónomo, en el sentido de: programar su
producción, comprar (dentro de ciertos limites que se fijen en los limites de la
empresa) materias primas, material complementario, e inclusive producto terminado
(para cumplir con su programa); contratar personal; hacer labor de ventas para tener
pedidos externos que ayuden a balancear su programa de producción; elaborar y
responder herramientas que disminuyan el tiempo de preparación de piezas.
En estos términos se debe entender al grupo tecnológico como un taller
diseñado para producir eficientemente una o varias familias de piezas
INSUMOS GRUPO TECNOLOGICO SALIDAS
Fig. 2.3 Conceptos Esquemáticos de Grupos Tecnológico.
5
IDENTIFICACIÓN DE CÉLULAS POR ALGORITMO POR
RACIMOS.
SOLUCION DEL PROBLEMA: ANALISIS DE GRUPO PIEZA-MÁQUINA Y
METODOS PARA LA FORMACION DE CÉLULAS
Antecedentes
Cuando se comenzó aplicar la tecnología de grupos (TG), se usaron técnicas
de clasificación y codificación para identificar las familias de piezas. Las áreas de
aplicación incluyeron diseño, planeación de proceso, ventas, compras y estimación de
costos, etc. Dependiendo del área de aplicación, las características apropiadas fueron
seleccionadas. Una forma de valorar estas características fue entonces definida,
seguida por la identificación de familias de piezas usando una técnica adecuada de
agrupación (racimos). El énfasis de este trabajo esta en la aplicación de la TG para
procesos manufactura.
La fácil aplicación de la TG, la cual es común en circunstancias de producción
por lotes, es contar con información sobre las similitudes de las piezas para obtener
eficiencia en la agrupación de las piezas en las máquinas, otra aplicación es crear
familias de piezas formales, dedicar Máquinas a estas familias de piezas, pero
respetando las posiciones originales de las máquinas (disposición lógica). Otra
aplicación, es formar células de manufactura (disposición física).
La disposición lógica es aplicada cuando la variedad de piezas y volúmenes de
producción están cambiando constantemente. La disposición física no debe cambiar
constantemente debido a que requiere reordenamiento de máquinas y no es
justificado.
Usualmente los esquemas de codificación destacan el control de
características de piezas, de esta forma se identifican familias de piezas las cuales son
similares en función, forma, tamaño etc. pero no ayudan en la identificación del
conjunto de máquinas para procesarlas. Burbidge (1989,1991) propuso el análisis de
flujo de producción (production flow análisis, PFA por sus siglas en ingles) para que
una división completa de todas las piezas, formara familias y una división completa de
6
todas las máquinas existentes se formaran en grupos, analizando la información de las
rutas de proceso de las piezas.
Si las características de manufactura estuvieran consideradas para la
clasificación y codificación para identificar las familias de piezas, se cree que el
resultado seria similar al obtenido usando el análisis de flujo de producción. Sin
embargo, la principal atracción del análisis de flujo de producción es su simplicidad y la
relativa rapidez con que se obtienen los resultados.
La aplicación o adopción de la tecnología de grupos comienza con la
identificación de familias de piezas a grupos de máquinas, tal que cada familia de
piezas es procesada dentro de un grupo de máquinas con mínima interacción con
otros grupos. La formación de células es reconocida por los investigadores como un
problema complejo, por lo que usualmente se produce en etapas.
La identificación de familias de piezas a grupos de máquinas es comúnmente
llamada formación de células. Numerosos enfoques han sido reportados para la
formación de células. Estos enfoques adoptan tanto procedimientos secuenciales
como simultáneos para asignar las piezas y máquinas.
El procedimiento secuencial determina primero las familias de piezas (o grupos
de máquinas), seguido de la asignación de la máquina (o asignación de la pieza) y el
procedimiento simultáneo, determina las familias de piezas a grupos de máquinas al
mismo tiempo.
Matriz de incidencia de Pieza-Máquina
Los requerimientos del proceso de las piezas en las máquinas pueden ser
obtenidos de las hojas de ruta, esta información es comúnmente representada en una
matriz de incidencia pieza-máquina, la cual es una matriz con datos de 0 y 1. Un 1 en
la columna de piezas y en el renglón de máquinas indica que la pieza requiere ser
procesada en esa máquina.
La secuencia de procesamiento es ignorada por esta matriz y si una pieza
requiere mas de una operación en una máquina, esto no puede identificarse en la
matriz pieza-máquina usando datos 0 o 1, además, solamente los tipos de máquinas
son referidas en la matriz de incidencia descrita anteriormente, no el número de copias
disponibles de cada tipo de máquina. La suposición básica es que el tipo de máquina
dentro del grupo al cual la pieza es asignada tiene suficiente capacidad para procesar
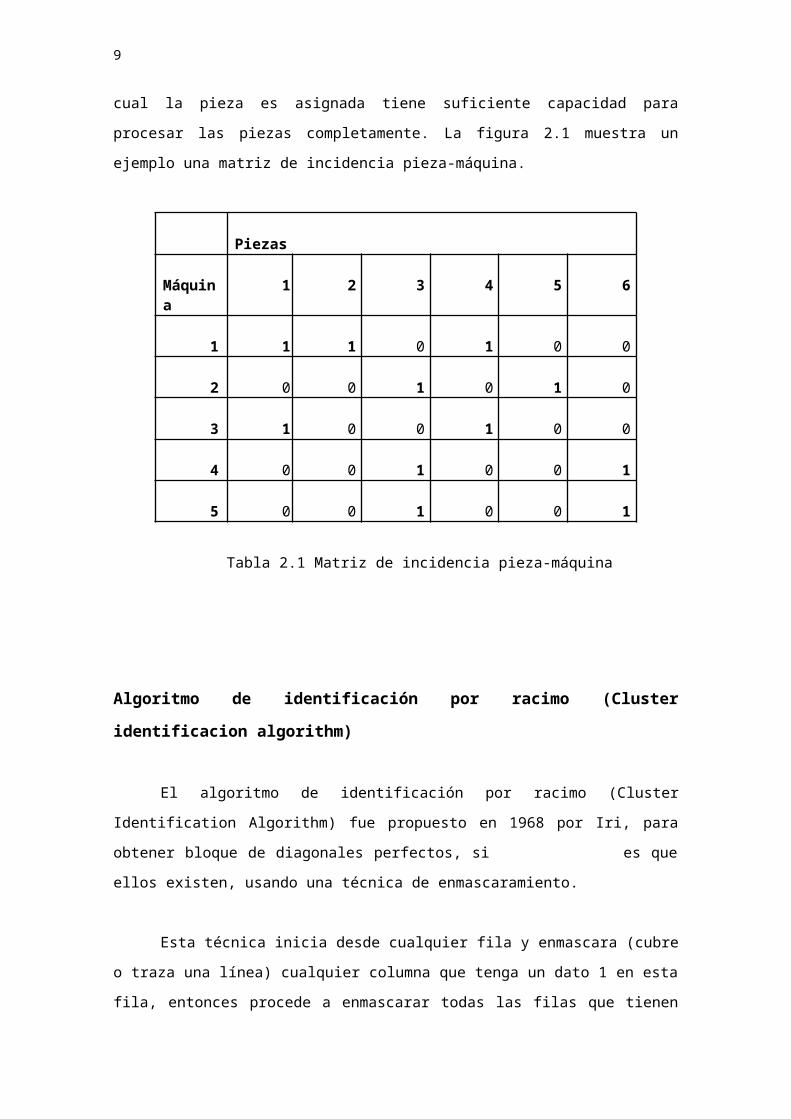
las piezas completamente. La figura 2.1 muestra un ejemplo una matriz de incidencia
pieza-máquina.
7
Piezas
Máquina
1 2 3 4 5 6
1 1 1 0 1 0 0
2 0 0 1 0 1 0
3 1 0 0 1 0 0
4 0 0 1 0 0 1
5 0 0 1 0 0 1
Tabla 2.1 Matriz de incidencia pieza-máquina
Algoritmo de identificación por racimo (Cluster identificacion algorithm)
El algoritmo de identificación por racimo (Cluster Identification Algorithm) fue
propuesto en 1968 por Iri, para obtener bloque de diagonales perfectos, si es
que ellos existen, usando una técnica de enmascaramiento.
Esta técnica inicia desde cualquier fila y enmascara (cubre o traza una línea)
cualquier columna que tenga un dato 1 en esta fila, entonces procede a enmascarar
todas las filas que tienen un dato 1 en esa columna. Este procedimiento se repite
hasta que el número de filas y columnas hayan sido seleccionadas, estas filas y
columnas constituirán racimos. Este trabajo complementa la propuesta realizada por
kusiak y chow en 1987.
Desarrollo del algoritmo de identificación por racimo
A continuación se explicaran los pasos para llevar a cabo el algoritmo de
identificación por racimo.
8
Paso 1.- Seleccione una fila arbitrariamente de la matriz de incidencia pieza-
máquina (máquina “m”) y dibuje una línea horizontal (“hm”) sobre ella.
Paso 2.- Trazar líneas verticales (“vp”) sobre las columnas que contengan un
dato 1, de la fila seleccionada en el paso 1.
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas en
el paso 2, traza líneas horizontales (“hm”) a lo largo de la fila.
Paso 4.- Repita los pasos 2 y 3 hasta que no haya datos 1 aislados sobre las
filas o columnas seleccionadas, todos los datos 1 doblemente señalados (cruzados por
una línea vertical y horizontal), forman el grupo de máquinas y la correspondiente
familia de las piezas.
Paso 5.- Trasforme la matriz original quitando las filas y columnas
seleccionadas en el paso 4 (filas y columnas ya utilizadas, no aparecerán en
iteraciones subsecuentes).
Paso 6.- Si no se dejan datos 1 aislados en la matriz, detenga el
procedimiento.
Ejemplo usando la matriz de la tabla 2.1
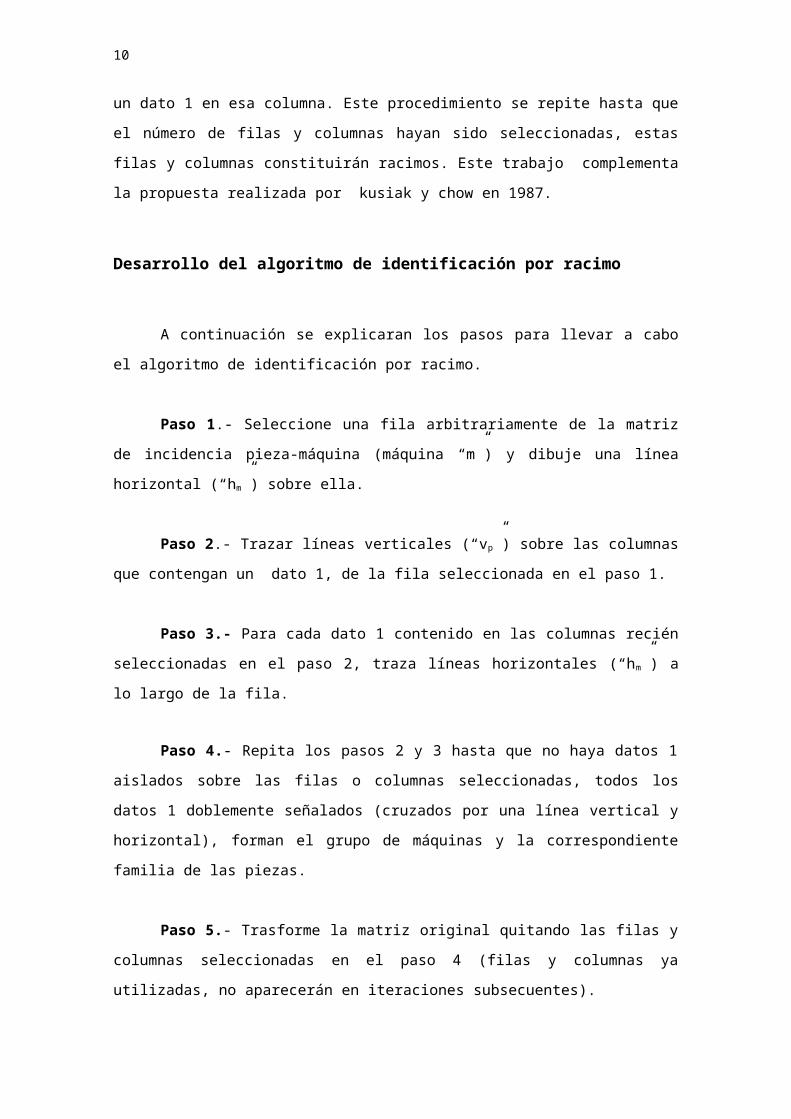
Paso 1.- Se selecciona una fila arbitrariamente de la matriz de incidencia pieza-
máquina, (en este caso se selecciona la máquina 1) y se dibuja una línea horizontal
(“h1”) sobre ella.
Paso 2.- Trazar líneas verticales (“vp”) en las columnas que se encuentran en
la fila que se selecciono en el paso 1(h1), que contengan datos 1, en este caso son
las piezas 1,2 y 4.
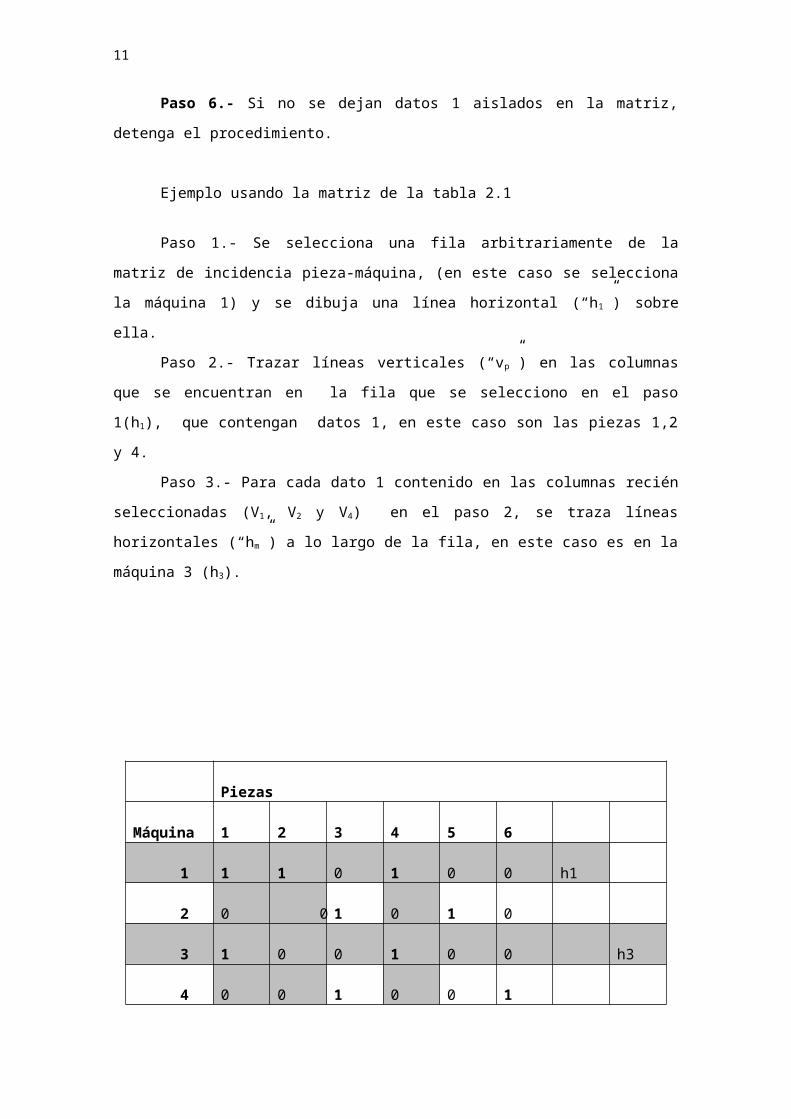
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas (V1,
V2 y V4) en el paso 2, se traza líneas horizontales (“hm”) a lo largo de la fila, en este
caso es en la máquina 3 (h3).
9
Piezas
Máquina 1 2 3 4 5 6
1 1 1 0 1 0 0 h1
2 0 0 1 0 1 0
3 1 0 0 1 0 0 h3
4 0 0 1 0 0 1
5 0 0 1 0 0 1
V1
V2
V4
Tabla 2.2Paso 4. Como no hay datos 1 aislados sobre las filas y columnas
seleccionadas (véase tabla 2.2), se procede a formar las familias de piezas a grupos
de máquinas correspondiente, tomando los datos 1 doblemente señalados (cruzados
por una línea horizontal y vertical) para formar los racimos.
El primer grupo de máquinas y familias de piezas queda de la siguiente forma:
Grupo de máquinas formado (1,3)
Familia de piezas formada (1, 2,4)
Paso 5. Trasformamos la matriz original, eliminando las filas y columnas ya
utilizadas (filas h1, h3 y columnas V1, V2 y V4.) y formamos una nueva matriz con las
filas y columnas que no se han seleccionado (Máquinas 2, 4,5 y piezas 3, 5,6).
Paso 6.- Como hay datos 1 que no han sido seleccionados en la matriz, se
vuelve a realizar el procedimiento desde el paso 1(con la matriz resultante, tabla 2.3).
Piezas
Máquina 3 5 6
10
2 1 1 0
4 1 0 1
5 1 0 1
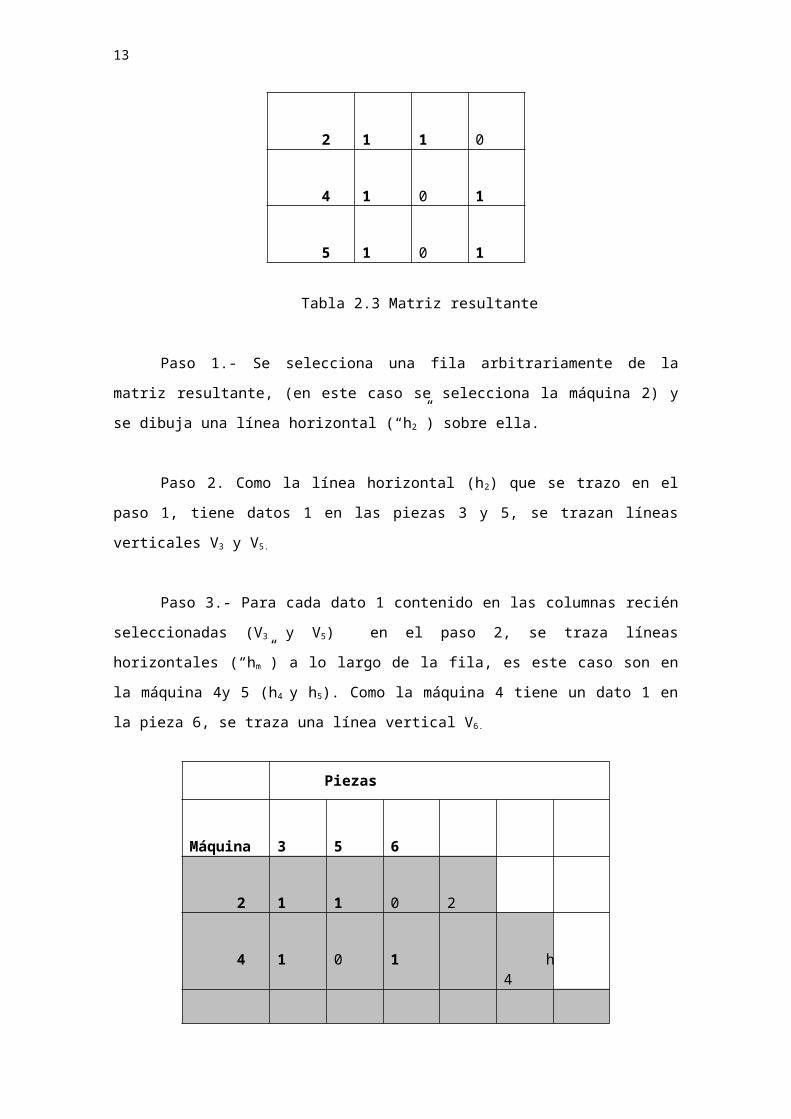
Tabla 2.3 Matriz resultante
Paso 1.- Se selecciona una fila arbitrariamente de la matriz resultante, (en este
caso se selecciona la máquina 2) y se dibuja una línea horizontal (“h2”) sobre ella.
Paso 2. Como la línea horizontal (h2) que se trazo en el paso 1, tiene datos 1
en las piezas 3 y 5, se trazan líneas verticales V3 y V5.
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas (V3
y V5) en el paso 2, se traza líneas horizontales (“hm”) a lo largo de la fila, es este caso
son en la máquina 4y 5 (h4 y h5). Como la máquina 4 tiene un dato 1 en la pieza 6, se
traza una línea vertical V6.
Piezas
Máquina 3 5 6
2 1 1 0 2
4 1 0 1 h4
5 1 0 1 h5
V3
V5
V6
11
Tabla 2.4
Paso 4. Como ya no hay datos 1 aislados sobre las filas y columnas
seleccionadas, se procede a formar las familias de piezas a grupos de máquinas
correspondiente, tomando los datos 1 doblemente señalados (cruzados por una línea
horizontal y vertical) para formar los racimos (Véase tabla 2.4) .
El segundo grupo de máquinas y familias de piezas queda de la siguiente
forma:
Grupo de máquinas formado (2, 4,5)Familia de piezas formada (3, 5,6)
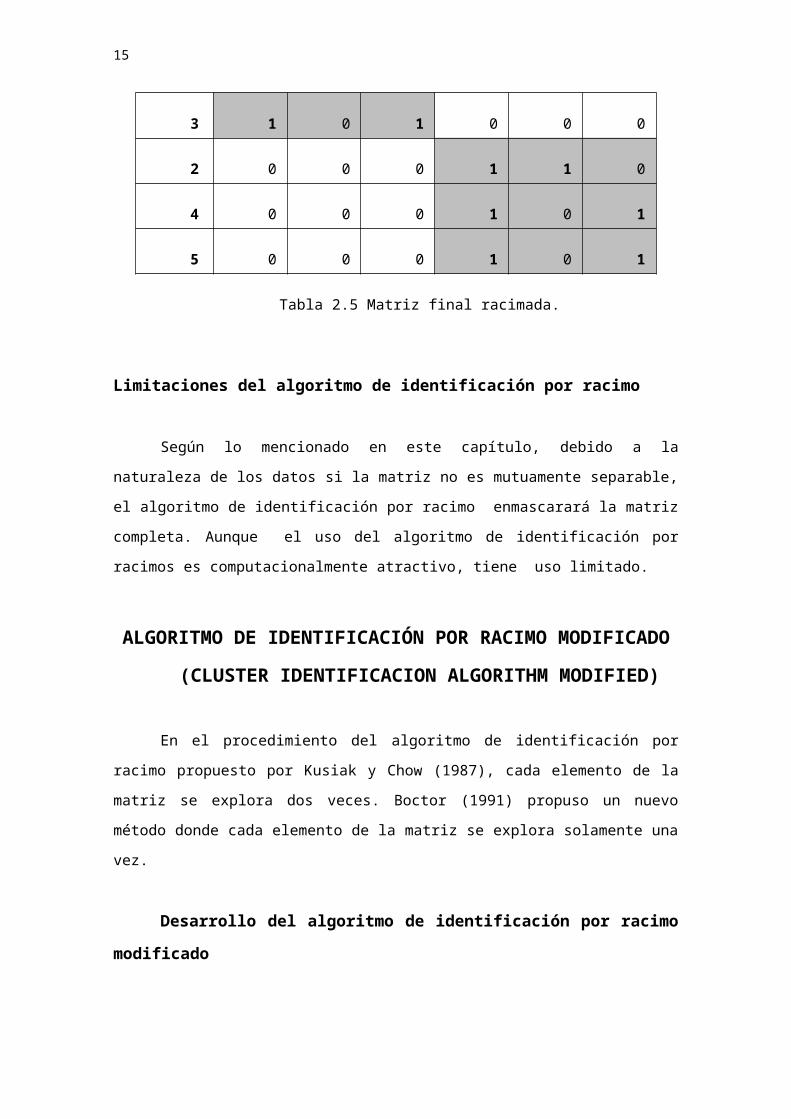
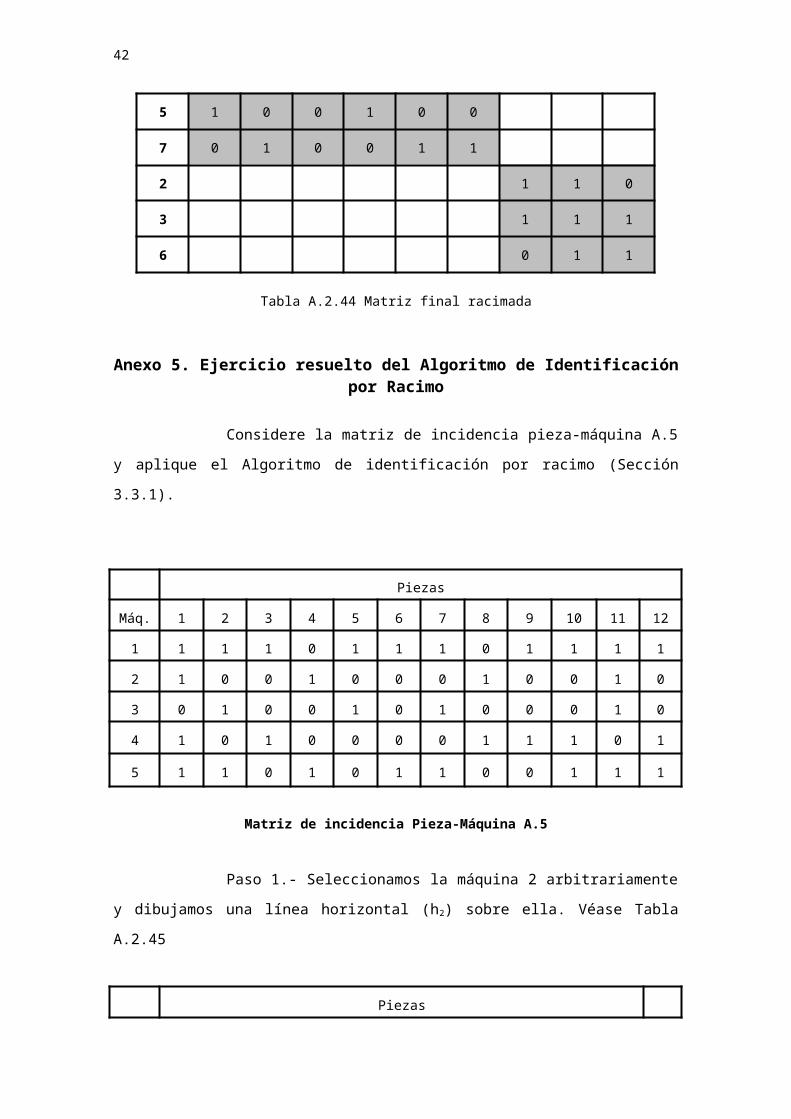
Una vez obtenidos los grupos de máquinas y las familias de piezas finales, se
procede a formar la matriz de pieza-máquina con las nuevas posiciones de las
máquinas y piezas con sus respectivos racimos (véase tabla 2.5).
Piezas
Máquina 1 2 4 3 5 6
1 1 1 1 0 0 0
3 1 0 1 0 0 0
2 0 0 0 1 1 0
4 0 0 0 1 0 1
5 0 0 0 1 0 1
Tabla 2.5 Matriz final racimada.
Limitaciones del algoritmo de identificación por racimo
Según lo mencionado en este capítulo, debido a la naturaleza de los datos si la
matriz no es mutuamente separable, el algoritmo de identificación por racimo
12
enmascarará la matriz completa. Aunque el uso del algoritmo de identificación por
racimos es computacionalmente atractivo, tiene uso limitado.
ALGORITMO DE IDENTIFICACIÓN POR RACIMO MODIFICADO
(CLUSTER IDENTIFICACION ALGORITHM MODIFIED)
En el procedimiento del algoritmo de identificación por racimo propuesto por
Kusiak y Chow (1987), cada elemento de la matriz se explora dos veces. Boctor (1991)
propuso un nuevo método donde cada elemento de la matriz se explora solamente
una vez.
Desarrollo del algoritmo de identificación por racimo modificado
A continuación se explican los pasos para llevar a cabo el algoritmo de
identificación por racimo modificado.
Paso 1. Seleccione cualquier máquina “m” y las piezas que se encuentran en
ella y asígnelas a la primera célula.
Paso 2. Considere cualquier otra máquina “m”, esta debe ser considerada
basándose en una de las siguientes reglas:
a) Si ninguna de las piezas procesadas por esta máquina, esta ya
asignada a alguna célula, cree una nueva célula y asigne las máquinas y las piezas a
la nueva célula.
b) Si una o mas piezas están asignadas a una célula, asigne la máquina y
las piezas a la célula ya creada.
c) Si las piezas procesadas por esta máquina se asignan a más de una
célula, agrupe todas estas piezas y máquinas juntas, para crear una nueva célula, y
agregue las máquinas y las piezas a esta célula.
Paso3. Repita el paso 2 hasta que se asignan todas las máquinas y piezas.
13
Ejemplo del algoritmo de identificación por racimo modificado, usando la matriz
de la figura 2.1.
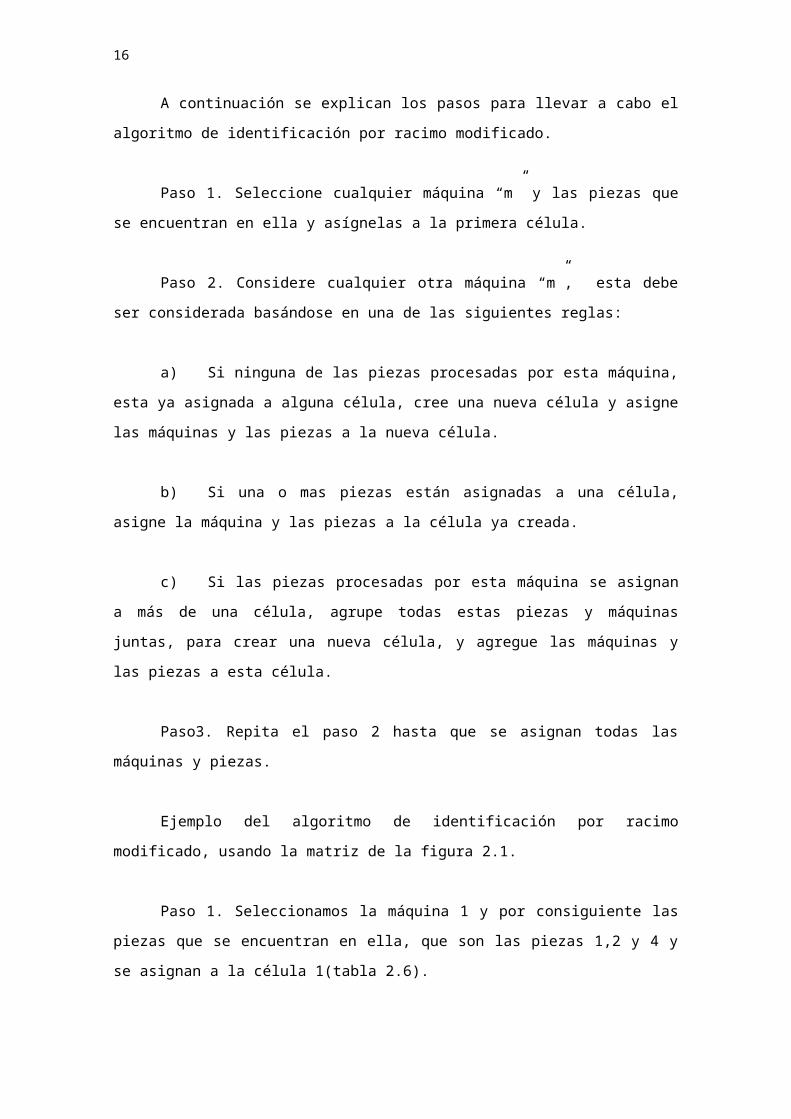
Paso 1. Seleccionamos la máquina 1 y por consiguiente las piezas que se
encuentran en ella, que son las piezas 1,2 y 4 y se asignan a la célula 1(tabla 2.6).
CÉLULA 1
Máquina Piezas
1 1,2,4.
Tabla 2.6
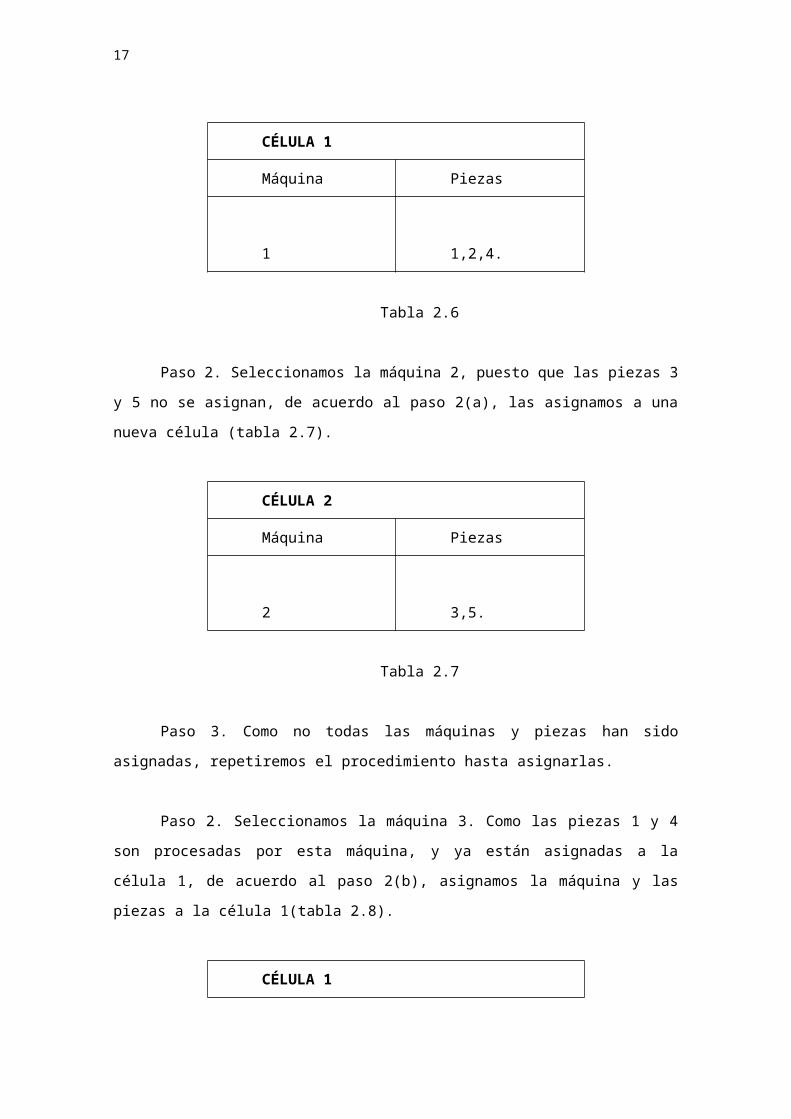
Paso 2. Seleccionamos la máquina 2, puesto que las piezas 3 y 5 no se
asignan, de acuerdo al paso 2(a), las asignamos a una nueva célula (tabla 2.7).
CÉLULA 2
Máquina Piezas
2 3,5.
Tabla 2.7
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 3. Como las piezas 1 y 4 son procesadas
por esta máquina, y ya están asignadas a la célula 1, de acuerdo al paso 2(b),
asignamos la máquina y las piezas a la célula 1(tabla 2.8).
CÉLULA 1
Máquina Piezas

14
1,3. 1,2,4.
Tabla 2.8
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
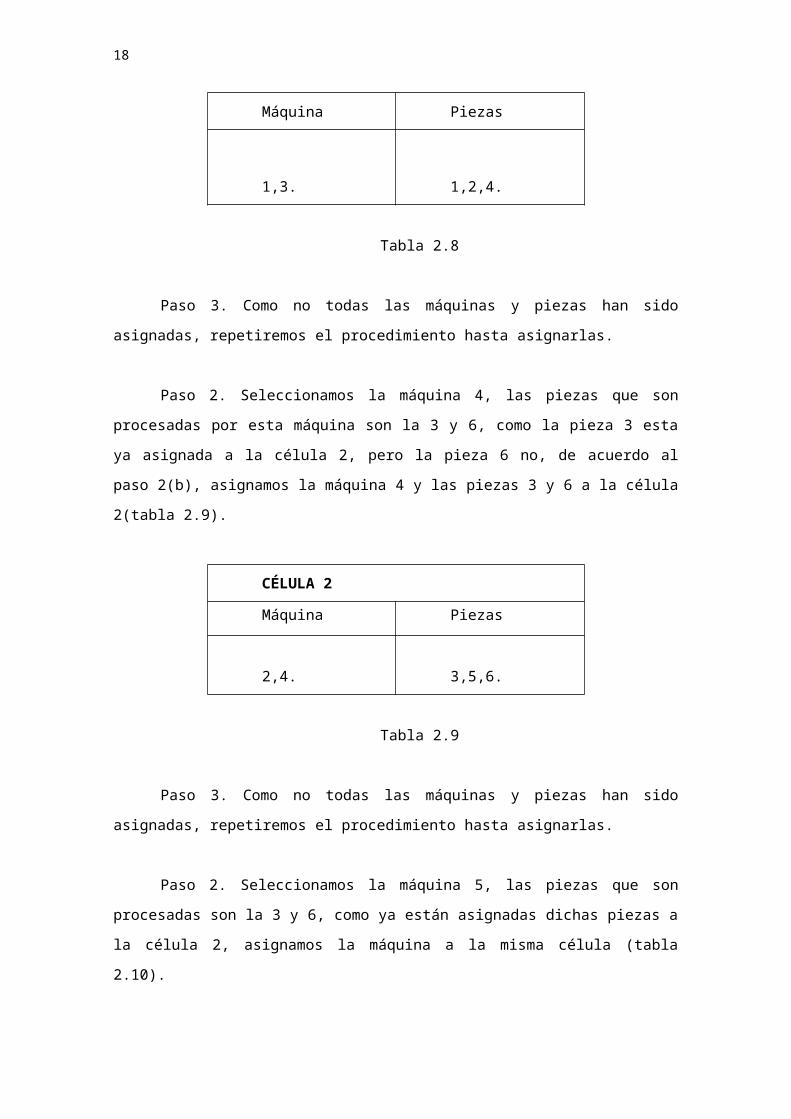
Paso 2. Seleccionamos la máquina 4, las piezas que son procesadas por esta
máquina son la 3 y 6, como la pieza 3 esta ya asignada a la célula 2, pero la pieza 6
no, de acuerdo al paso 2(b), asignamos la máquina 4 y las piezas 3 y 6 a la célula
2(tabla 2.9).
CÉLULA 2
Máquina Piezas
2,4. 3,5,6.
Tabla 2.9
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
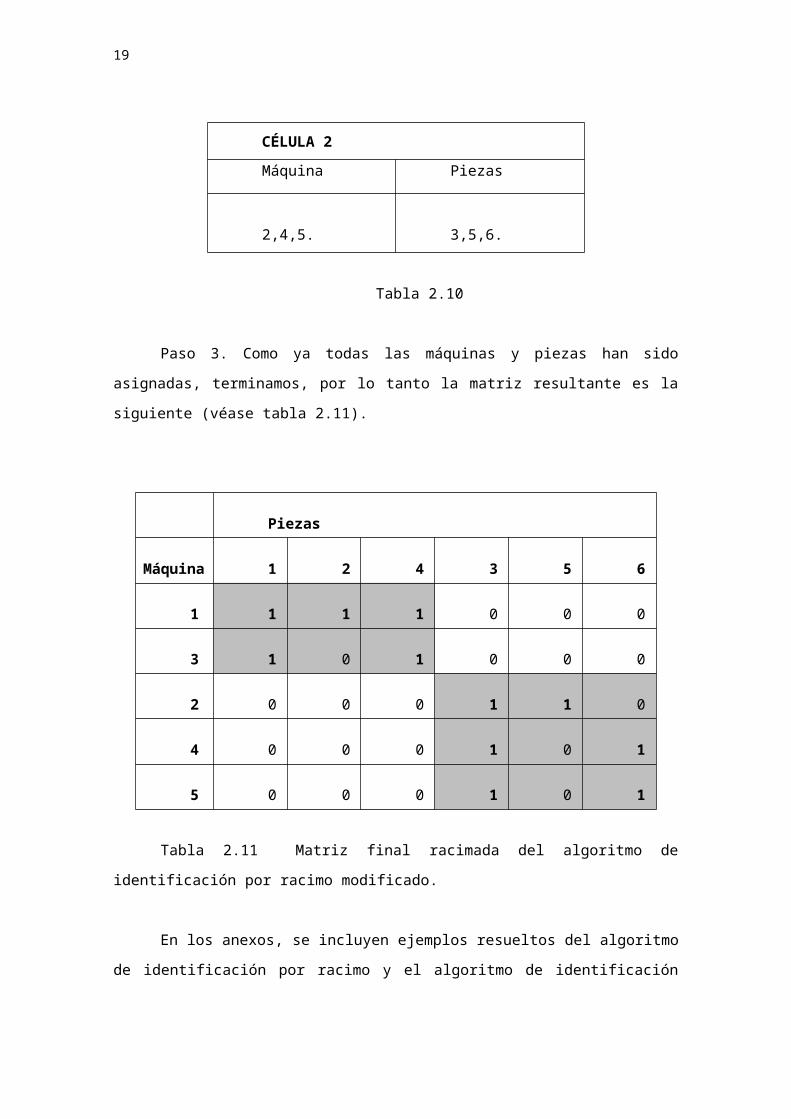
Paso 2. Seleccionamos la máquina 5, las piezas que son procesadas son la 3 y
6, como ya están asignadas dichas piezas a la célula 2, asignamos la máquina a la
misma célula (tabla 2.10).
CÉLULA 2
Máquina Piezas
2,4,5. 3,5,6.
Tabla 2.10
15
Paso 3. Como ya todas las máquinas y piezas han sido asignadas,
terminamos, por lo tanto la matriz resultante es la siguiente (véase tabla 2.11).
Piezas
Máquina 1 2 4 3 5 6
1 1 1 1 0 0 0
3 1 0 1 0 0 0
2 0 0 0 1 1 0
4 0 0 0 1 0 1
5 0 0 0 1 0 1
Tabla 2.11 Matriz final racimada del algoritmo de identificación por racimo
modificado.
En los anexos, se incluyen ejemplos resueltos del algoritmo de identificación
por racimo y el algoritmo de identificación por racimo modificado, para una mejor
comprensión de este trabajo.
ANEXOS
Ejercicios resueltos del algoritmo de identificación por racimo y el algoritmo de
identificación por racimo modificado.
En este anexo, se presenta la solución de ejercicios resueltos del algoritmo de
identificación por racimo, así como del algoritmo de identificación por racimo
modificado, con la finalidad de tener un documento mas explicito.
16
Anexo 1. Ejercicio resuelto del Algoritmo de Identificación por
Racimo
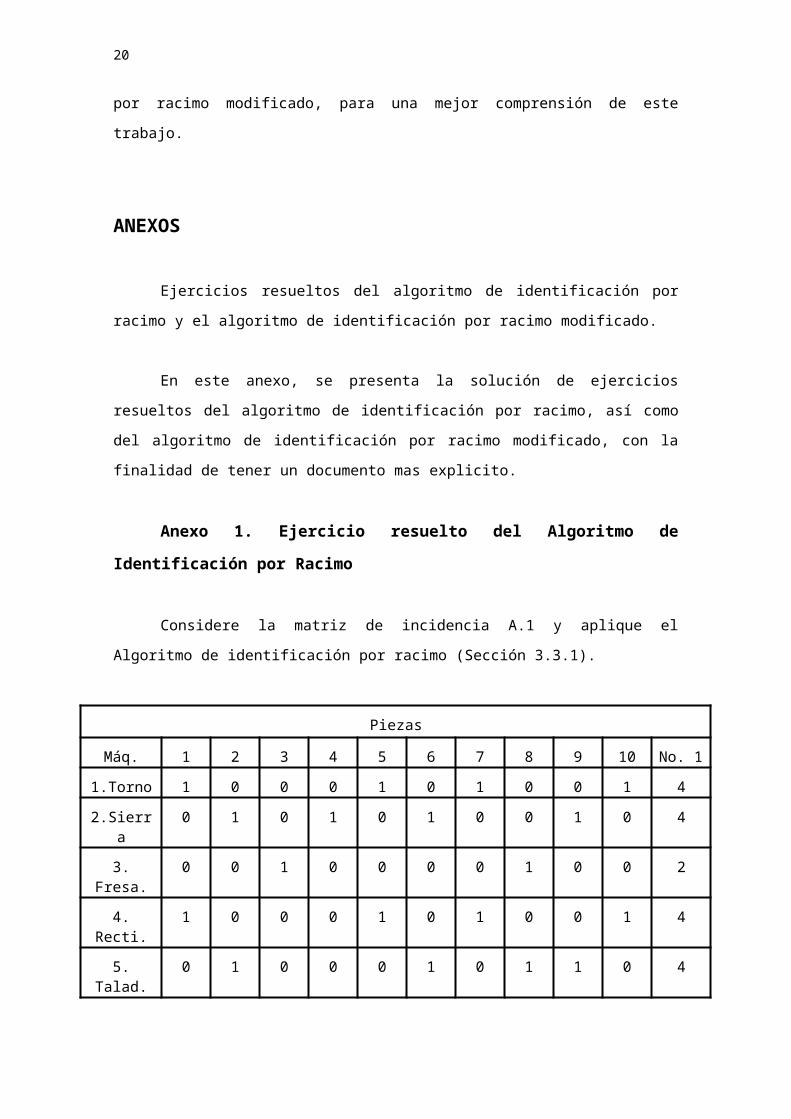
Considere la matriz de incidencia A.1 y aplique el Algoritmo de identificación
por racimo (Sección 3.3.1).
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 No. 1
1.Torno 1 0 0 0 1 0 1 0 0 1 4
2.Sierra 0 1 0 1 0 1 0 0 1 0 4
3. Fresa. 0 0 1 0 0 0 0 1 0 0 2
4. Recti. 1 0 0 0 1 0 1 0 0 1 4
5. Talad. 0 1 0 0 0 1 0 1 1 0 4
Matriz de incidencia Pieza-Máquina A.1
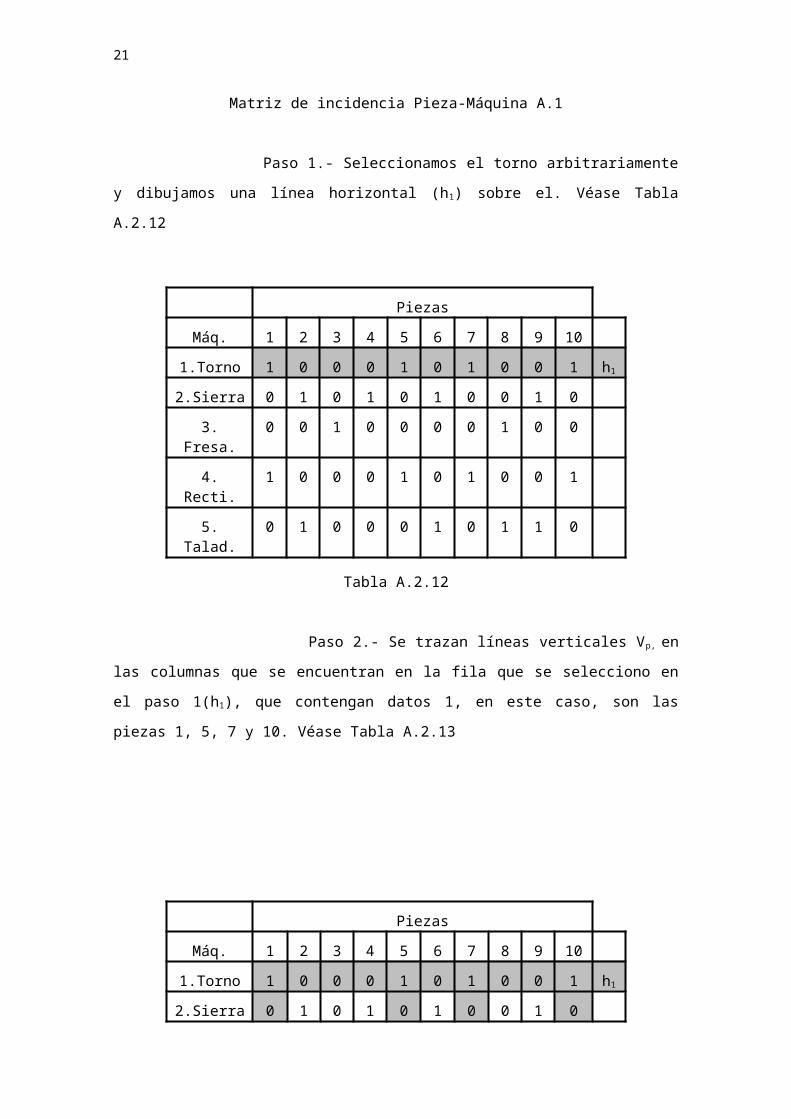
Paso 1.- Seleccionamos el torno arbitrariamente y dibujamos una línea
horizontal (h1) sobre el. Véase Tabla A.2.12
Tabla A.2.12
Paso 2.- Se trazan líneas verticales Vp, en las columnas que se
encuentran en la fila que se selecciono en el paso 1(h1), que contengan datos 1, en
este caso, son las piezas 1, 5, 7 y 10. Véase Tabla A.2.13
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10
1.Torno 1 0 0 0 1 0 1 0 0 1 h1
2.Sierra 0 1 0 1 0 1 0 0 1 0
3. Fresa. 0 0 1 0 0 0 0 1 0 0
4. Recti. 1 0 0 0 1 0 1 0 0 1
5. Talad. 0 1 0 0 0 1 0 1 1 0
17
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10
1.Torno 1 0 0 0 1 0 1 0 0 1 h1
2.Sierra 0 1 0 1 0 1 0 0 1 0
3. Fresa. 0 0 1 0 0 0 0 1 0 0
4. Recti. 1 0 0 0 1 0 1 0 0 1
5. Talad. 0 1 0 0 0 1 0 1 1 0
V1
V5
V7
V10
Tabla A.2.13
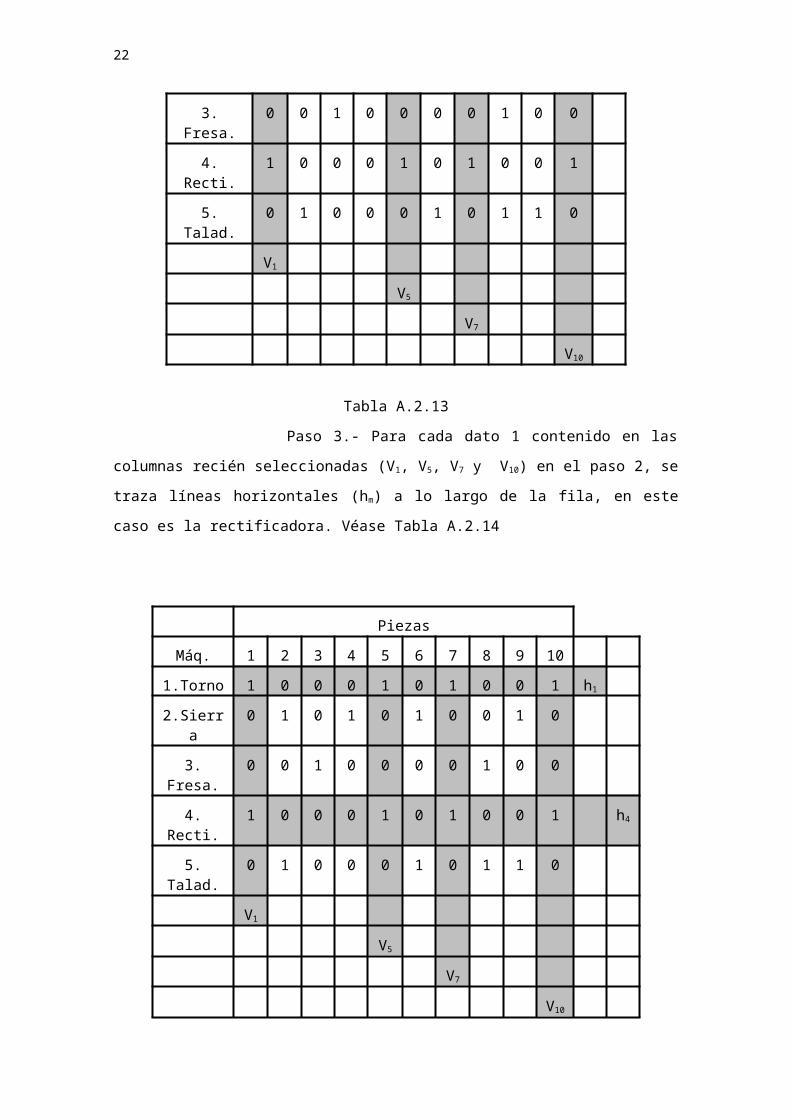
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas
(V1, V5, V7 y V10) en el paso 2, se traza líneas horizontales (hm) a lo largo de la fila, en
este caso es la rectificadora. Véase Tabla A.2.14
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10
1.Torno 1 0 0 0 1 0 1 0 0 1 h1
2.Sierra 0 1 0 1 0 1 0 0 1 0
3. Fresa. 0 0 1 0 0 0 0 1 0 0
4. Recti. 1 0 0 0 1 0 1 0 0 1 h4
5. Talad. 0 1 0 0 0 1 0 1 1 0
V1
V5
V7
18
V10
Tabla A.2.14
Paso 4. Como ya no hay datos 1 aislados sobre las filas y columnas
seleccionadas, se procede a formar las familias de piezas a grupos de máquina
correspondiente, tomando los datos 1 doblemente señalados (cruzados por una línea
horizontal y vertical).
Grupo de Máquinas 1.Torno y 4.Rectificadora
Familia de Piezas 1, 5,7 y 10
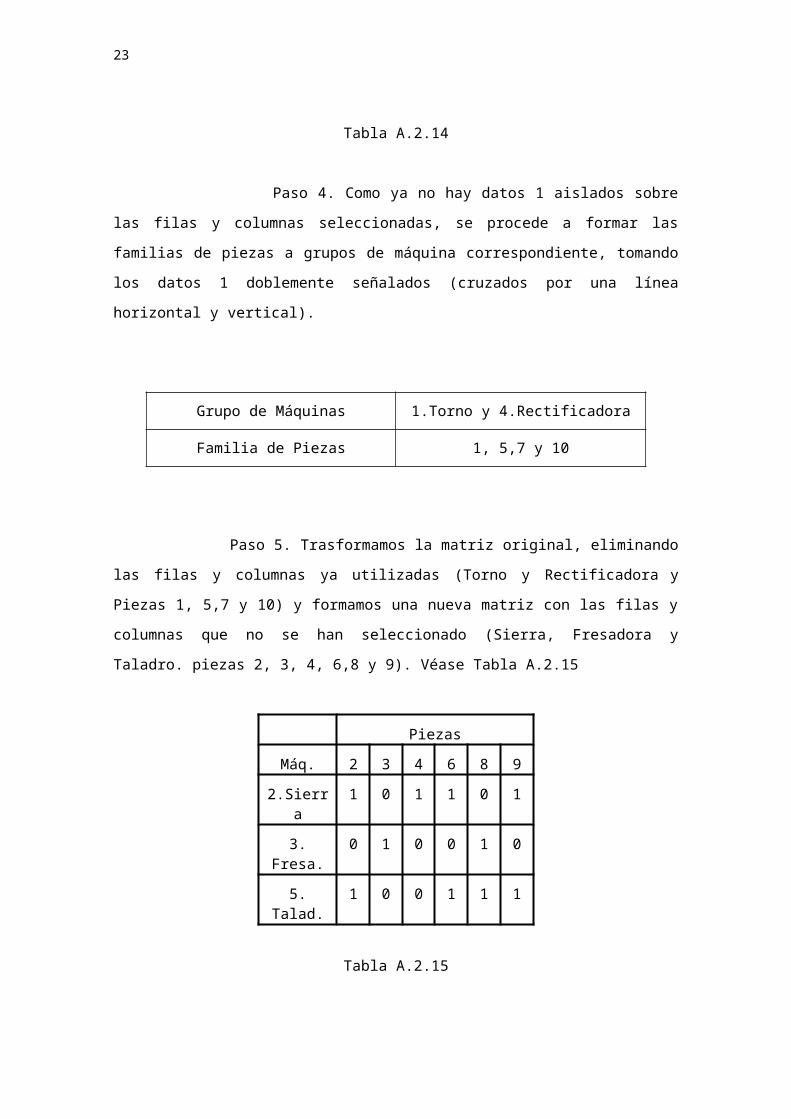
Paso 5. Trasformamos la matriz original, eliminando las filas y columnas ya
utilizadas (Torno y Rectificadora y Piezas 1, 5,7 y 10) y formamos una nueva matriz
con las filas y columnas que no se han seleccionado (Sierra, Fresadora y Taladro.
piezas 2, 3, 4, 6,8 y 9). Véase Tabla A.2.15
Piezas
Máq. 2 3 4 6 8 9
2.Sierra 1 0 1 1 0 1
3. Fresa. 0 1 0 0 1 0
5. Talad. 1 0 0 1 1 1
Tabla A.2.15
Paso 6.- Como hay datos 1 que no han sido seleccionados en la matriz
resultante, se vuelve a realizar el procedimiento desde el paso 1 con la tabla A.1.4
Paso 1.- Seleccionamos el Taladro arbitrariamente y dibujamos una línea
horizontal (h1) sobre el. Véase Tabla A.2.16
19
Piezas
Máq. 2 3 4 6 8 9
2.Sierra 1 0 1 1 0 1
3. Fresa. 0 1 0 0 1 0
5. Talad. 1 0 0 1 1 1 h5
Tabla A.2.16
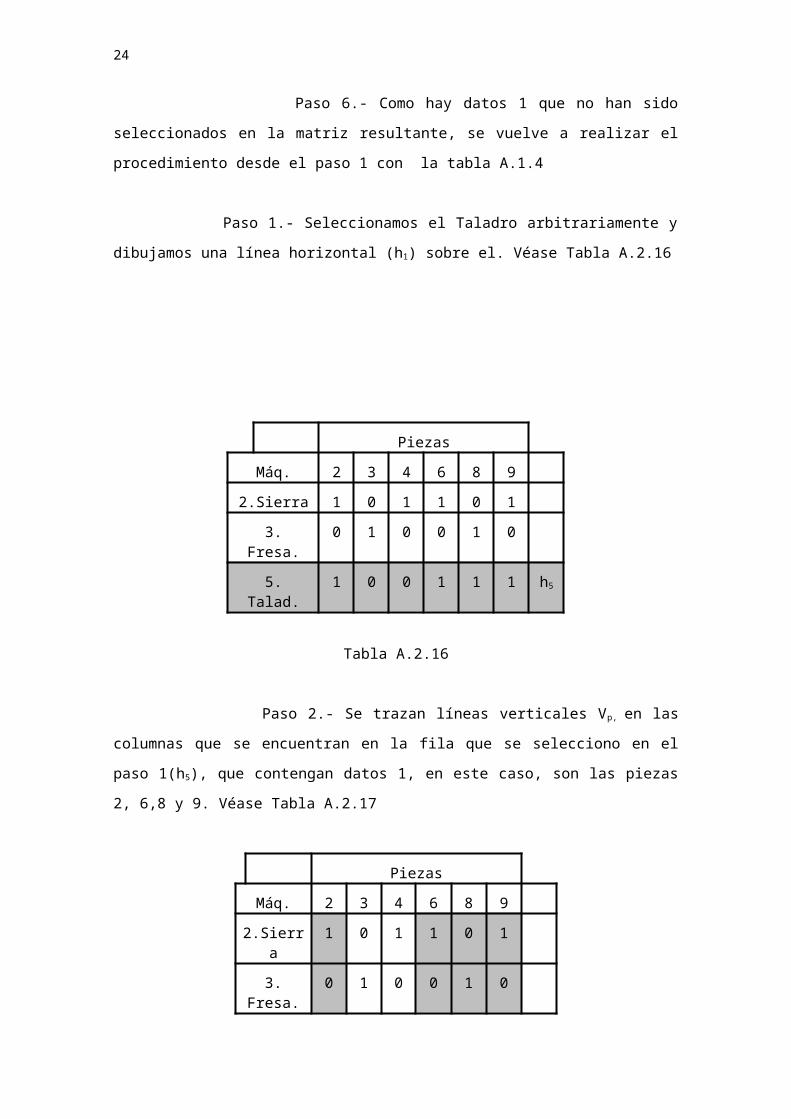
Paso 2.- Se trazan líneas verticales Vp, en las columnas que se encuentran en
la fila que se selecciono en el paso 1(h5), que contengan datos 1, en este caso, son las
piezas 2, 6,8 y 9. Véase Tabla A.2.17
Piezas
Máq. 2 3 4 6 8 9
2.Sierra 1 0 1 1 0 1
3. Fresa. 0 1 0 0 1 0
5. Talad. 1 0 0 1 1 1 h5
V2
V6
V8
V9
Tabla A.2.17
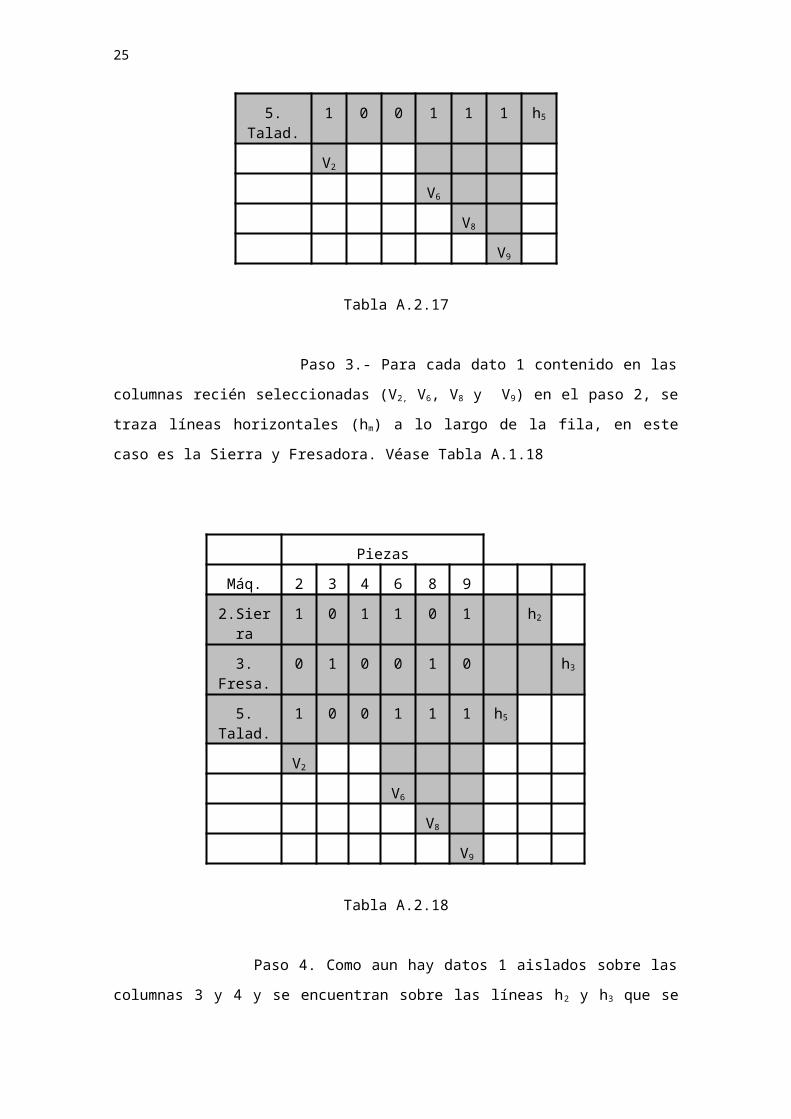
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas
(V2, V6, V8 y V9) en el paso 2, se traza líneas horizontales (hm) a lo largo de la fila, en
este caso es la Sierra y Fresadora. Véase Tabla A.1.18
Piezas
Máq. 2 3 4 6 8 9
2.Sierra 1 0 1 1 0 1 h2
3. Fresa. 0 1 0 0 1 0 h3
20
5. Talad. 1 0 0 1 1 1 h5
V2
V6
V8
V9
Tabla A.2.18
Paso 4. Como aun hay datos 1 aislados sobre las columnas 3 y 4 y se
encuentran sobre las líneas h2 y h3 que se trazaron en el paso 3, se dibujan líneas
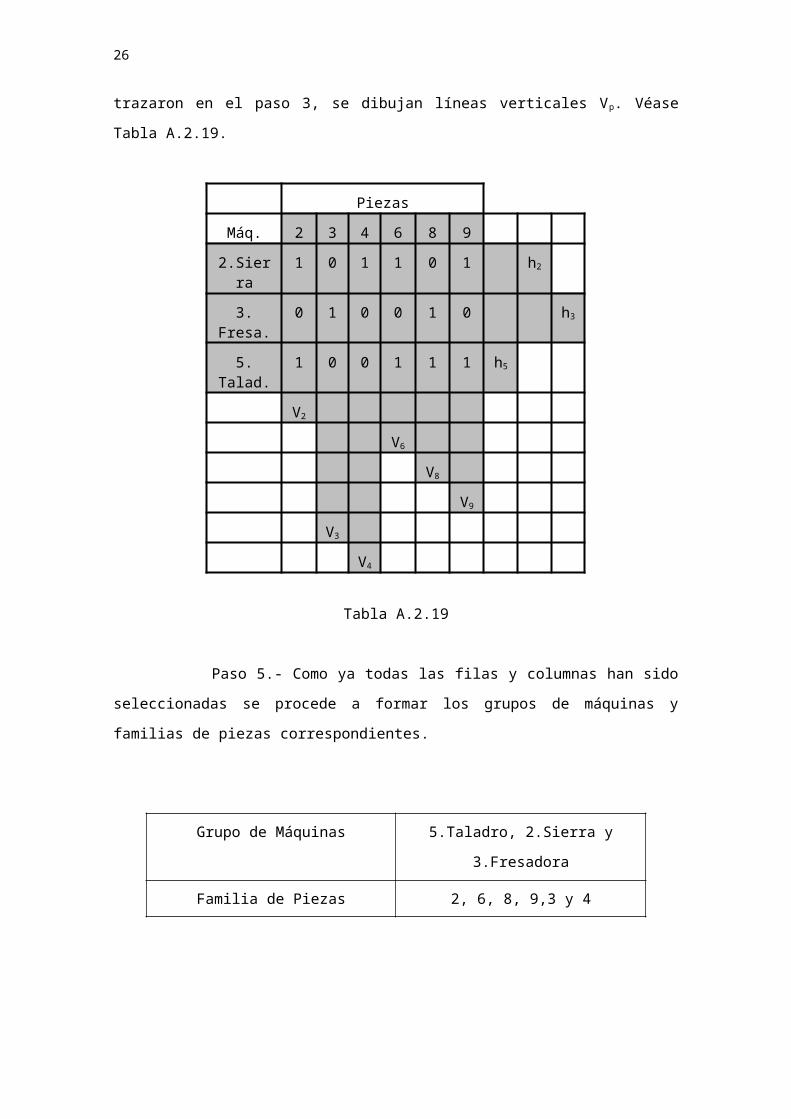
verticales Vp. Véase Tabla A.2.19.
Piezas
Máq. 2 3 4 6 8 9
2.Sierra 1 0 1 1 0 1 h2
3. Fresa. 0 1 0 0 1 0 h3
5. Talad. 1 0 0 1 1 1 h5
V2
V6
V8
V9
V3
V4
Tabla A.2.19
Paso 5.- Como ya todas las filas y columnas han sido seleccionadas se procede
a formar los grupos de máquinas y familias de piezas correspondientes.
Grupo de Máquinas 5.Taladro, 2.Sierra y 3.Fresadora
Familia de Piezas 2, 6, 8, 9,3 y 4
21
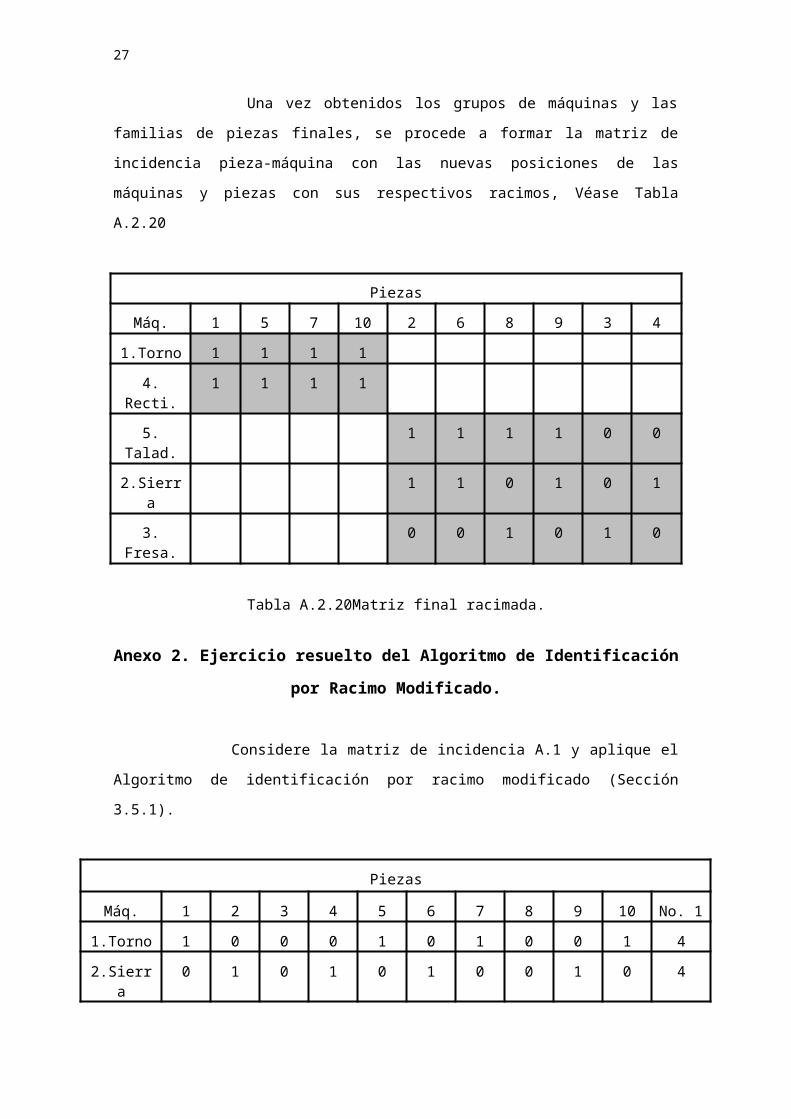
Una vez obtenidos los grupos de máquinas y las familias de piezas finales, se
procede a formar la matriz de incidencia pieza-máquina con las nuevas posiciones de
las máquinas y piezas con sus respectivos racimos, Véase Tabla A.2.20
Piezas
Máq. 1 5 7 10 2 6 8 9 3 4
1.Torno 1 1 1 1
4. Recti. 1 1 1 1
5. Talad. 1 1 1 1 0 0
2.Sierra 1 1 0 1 0 1
3. Fresa. 0 0 1 0 1 0
Tabla A.2.20Matriz final racimada.
Anexo 2. Ejercicio resuelto del Algoritmo de Identificación por Racimo
Modificado.
Considere la matriz de incidencia A.1 y aplique el Algoritmo de identificación
por racimo modificado (Sección 3.5.1).
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 No. 1
1.Torno 1 0 0 0 1 0 1 0 0 1 4
2.Sierra 0 1 0 1 0 1 0 0 1 0 4
3. Fresa. 0 0 1 0 0 0 0 1 0 0 2
4. Recti. 1 0 0 0 1 0 1 0 0 1 4
5. Talad. 0 1 0 0 0 1 0 1 1 0 4
Matriz de incidencia Pieza-Máquina A.1
Paso 1. Seleccionamos la máquina 1 y por consiguiente las piezas que se
encuentran en ella, que son las piezas 1,5,7 y 10 y se asignan a la célula 1, Véase
Tabla A.2.21
22
CÉLULA 1
Máquina Piezas
1.Torno 1,5,7 y 10
Tabla A.2.21
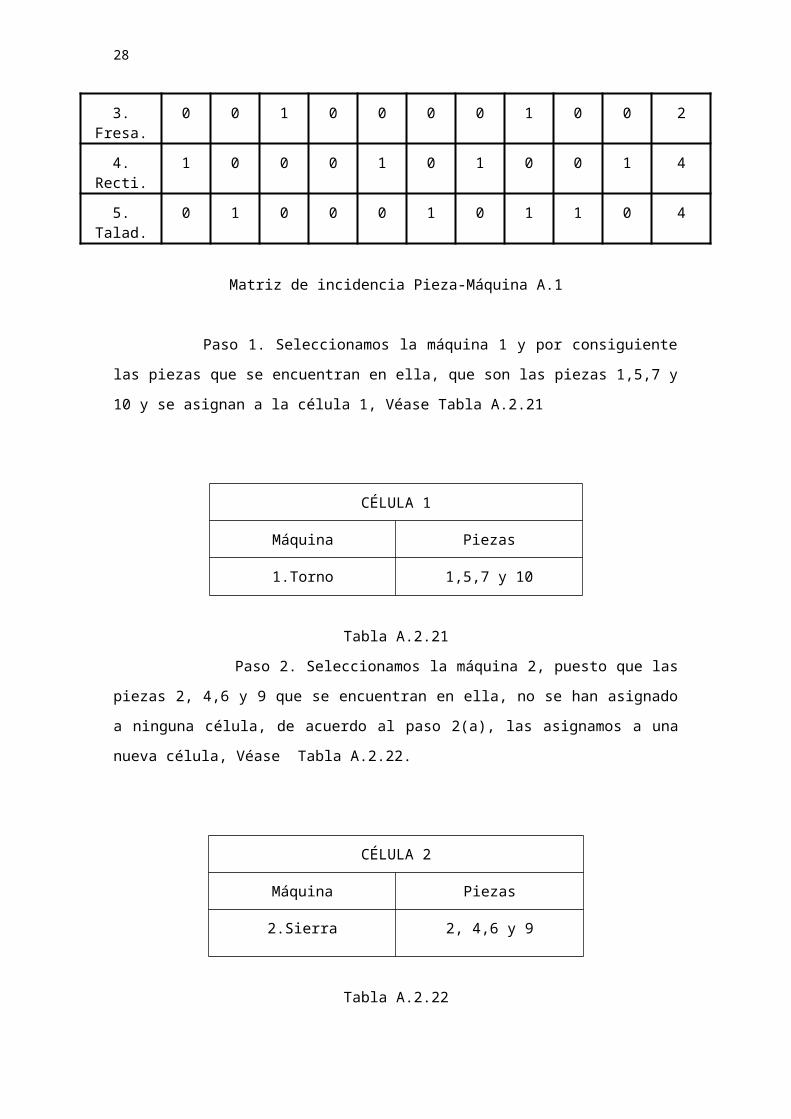
Paso 2. Seleccionamos la máquina 2, puesto que las piezas 2, 4,6 y 9 que se
encuentran en ella, no se han asignado a ninguna célula, de acuerdo al paso 2(a), las
asignamos a una nueva célula, Véase Tabla A.2.22.
CÉLULA 2
Máquina Piezas
2.Sierra 2, 4,6 y 9
Tabla A.2.22
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 3. Como las piezas 3 y 8 no se han
asignado a ninguna célula, de acuerdo al paso 2(a), las asignamos a una nueva célula.
Véase Tabla A.2.23
CÉLULA 3
Máquina Piezas
3.fresadora 3 y 8
Tabla A.2.23
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 4, las piezas que son procesadas por esta
máquina son las piezas 1, 5,7 y 10, como estas piezas están ya asignadas a la célula
1, de acuerdo al paso 2(b), asignamos la máquina 4 y las piezas que se encuentran en
ella a la célula 1 Tabla A.2.24.
23
CÉLULA 1
Máquina Piezas
1.Torno y 4.Rectificadora 1,5,7 y 10
Tabla A.2.24
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
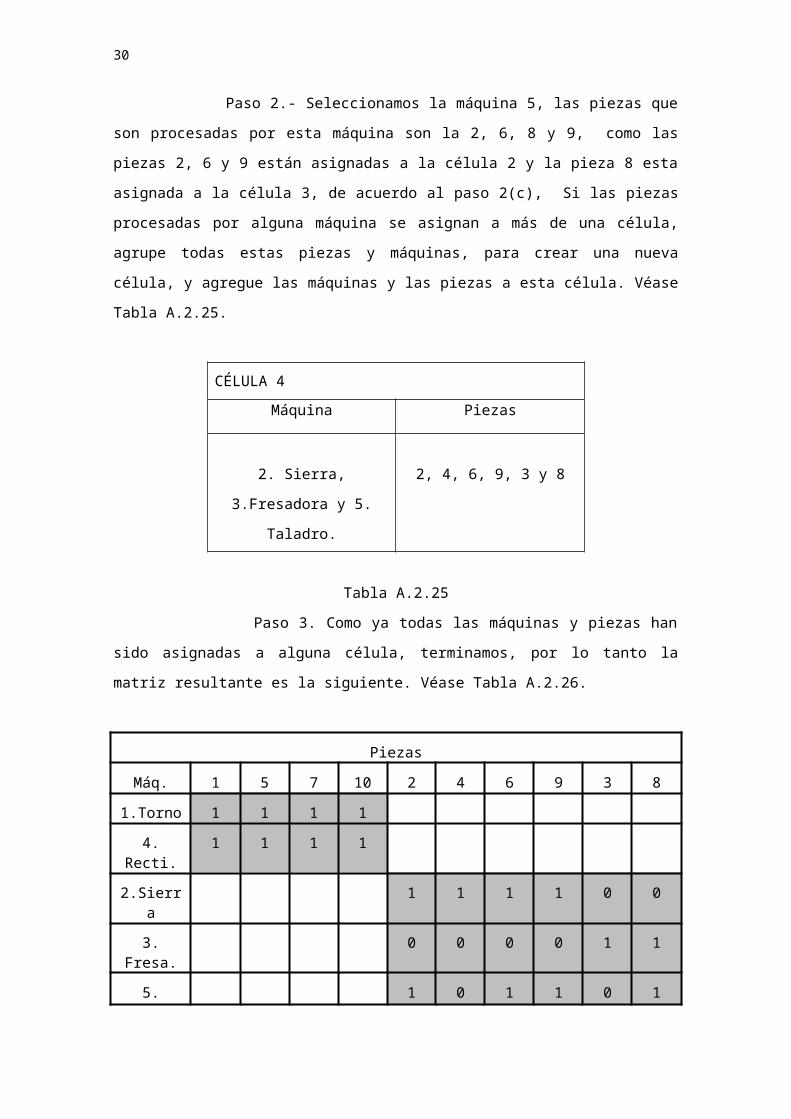
Paso 2.- Seleccionamos la máquina 5, las piezas que son procesadas por esta
máquina son la 2, 6, 8 y 9, como las piezas 2, 6 y 9 están asignadas a la célula 2 y la
pieza 8 esta asignada a la célula 3, de acuerdo al paso 2(c), Si las piezas procesadas
por alguna máquina se asignan a más de una célula, agrupe todas estas piezas y
máquinas, para crear una nueva célula, y agregue las máquinas y las piezas a esta
célula. Véase Tabla A.2.25.
CÉLULA 4
Máquina Piezas
2. Sierra, 3.Fresadora y 5.
Taladro.
2, 4, 6, 9, 3 y 8
Tabla A.2.25
Paso 3. Como ya todas las máquinas y piezas han sido asignadas a alguna
célula, terminamos, por lo tanto la matriz resultante es la siguiente. Véase Tabla
A.2.26.
Piezas
Máq. 1 5 7 10 2 4 6 9 3 8
1.Torno 1 1 1 1
4. Recti. 1 1 1 1
2.Sierra 1 1 1 1 0 0
3. Fresa. 0 0 0 0 1 1
24
5. Talad. 1 0 1 1 0 1
Tabla A.2.26 Matriz final racimada.
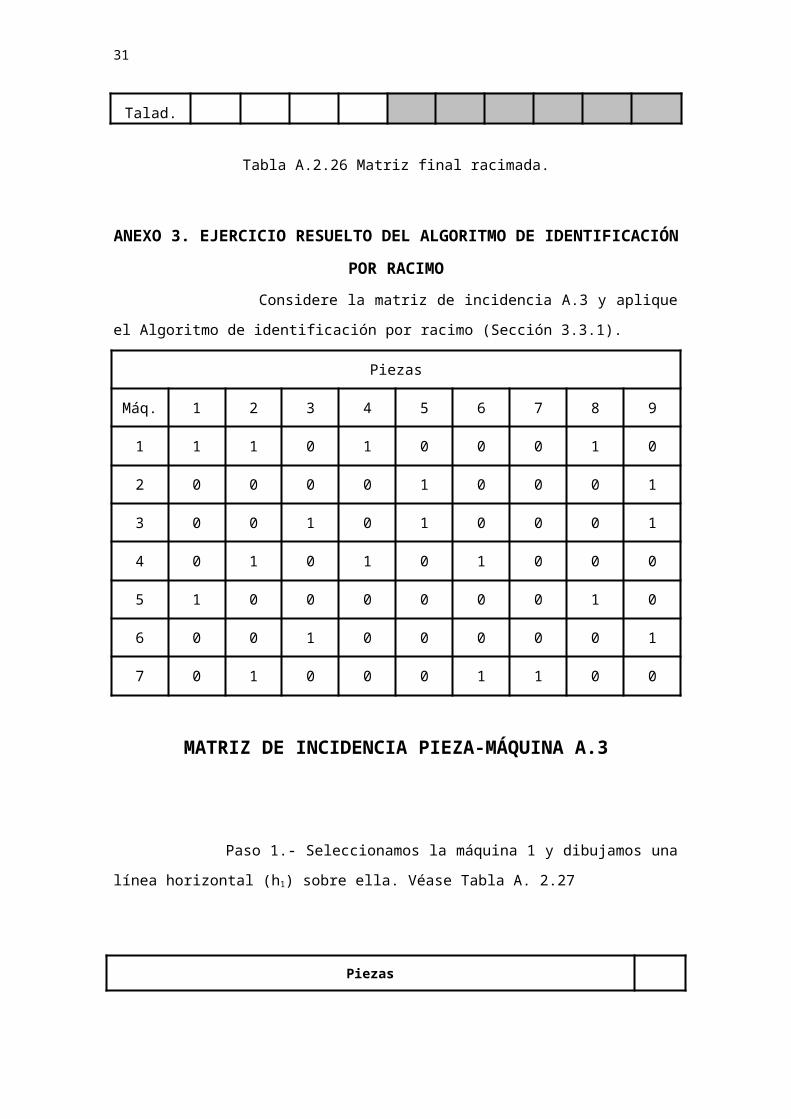
ANEXO 3. EJERCICIO RESUELTO DEL ALGORITMO DE IDENTIFICACIÓN
POR RACIMO
Considere la matriz de incidencia A.3 y aplique el Algoritmo de identificación
por racimo (Sección 3.3.1).
Piezas
Máq. 1 2 3 4 5 6 7 8 9
1 1 1 0 1 0 0 0 1 0
2 0 0 0 0 1 0 0 0 1
3 0 0 1 0 1 0 0 0 1
4 0 1 0 1 0 1 0 0 0
5 1 0 0 0 0 0 0 1 0
6 0 0 1 0 0 0 0 0 1
7 0 1 0 0 0 1 1 0 0
MATRIZ DE INCIDENCIA PIEZA-MÁQUINA A.3
Paso 1.- Seleccionamos la máquina 1 y dibujamos una línea horizontal (h1)
sobre ella. Véase Tabla A. 2.27
Piezas
Máq. 1 2 3 4 5 6 7 8 9
1 1 1 0 1 0 0 0 1 0 h1
2 0 0 0 0 1 0 0 0 1
3 0 0 1 0 1 0 0 0 1
25
4 0 1 0 1 0 1 0 0 0
5 1 0 0 0 0 0 0 1 0
6 0 0 1 0 0 0 0 0 1
7 0 1 0 0 0 1 1 0 0
Tabla A.2.27
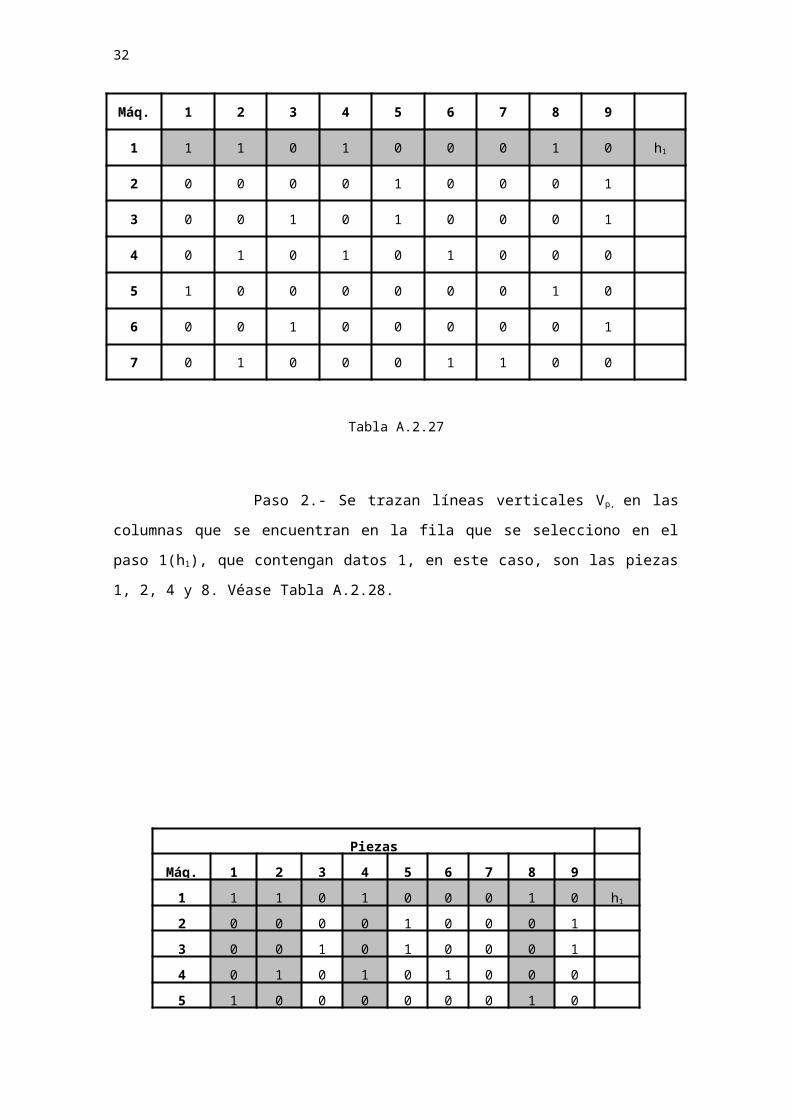
Paso 2.- Se trazan líneas verticales Vp, en las columnas que se encuentran en
la fila que se selecciono en el paso 1(h1), que contengan datos 1, en este caso, son las
piezas 1, 2, 4 y 8. Véase Tabla A.2.28.
Piezas
Máq. 1 2 3 4 5 6 7 8 9
1 1 1 0 1 0 0 0 1 0 h1
2 0 0 0 0 1 0 0 0 1
3 0 0 1 0 1 0 0 0 1
4 0 1 0 1 0 1 0 0 0
5 1 0 0 0 0 0 0 1 0
6 0 0 1 0 0 0 0 0 1
7 0 1 0 0 0 1 1 0 0
V1
V2
V4
V8
Tabla A.2.28
26
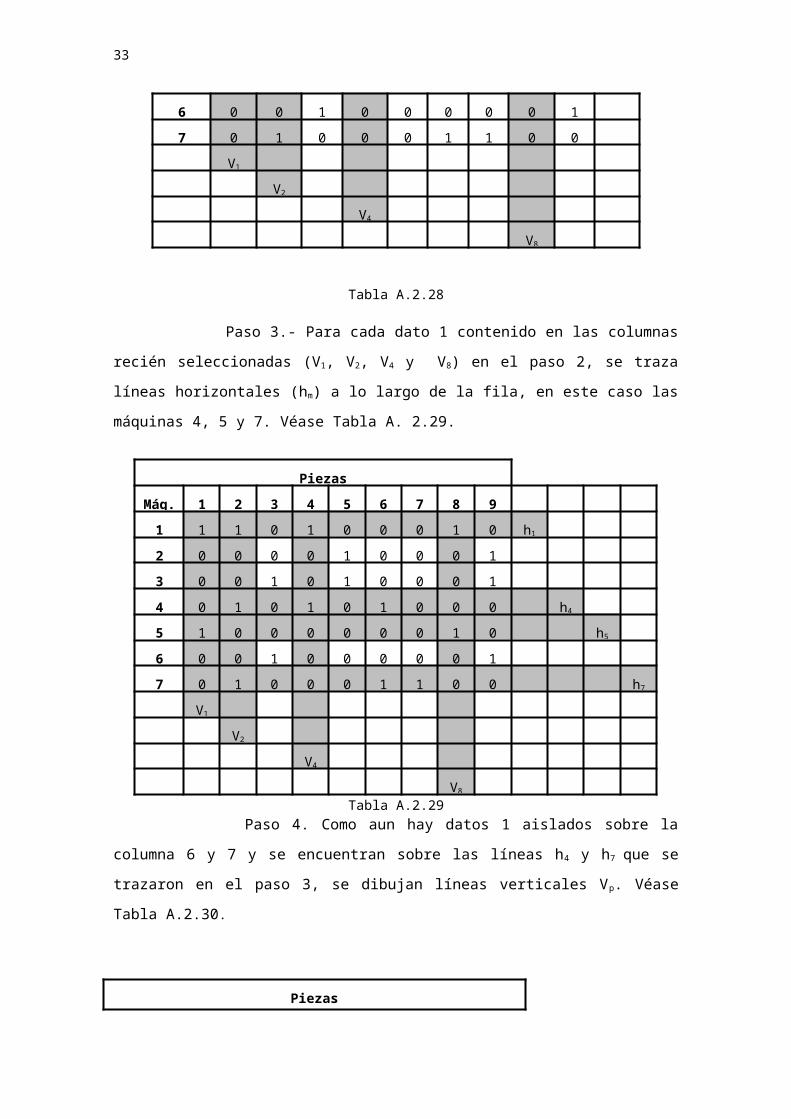
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas (V 1,
V2, V4 y V8) en el paso 2, se traza líneas horizontales (hm) a lo largo de la fila, en este
caso las máquinas 4, 5 y 7. Véase Tabla A. 2.29.
Piezas
Máq. 1 2 3 4 5 6 7 8 9
1 1 1 0 1 0 0 0 1 0 h1
2 0 0 0 0 1 0 0 0 1
3 0 0 1 0 1 0 0 0 1
4 0 1 0 1 0 1 0 0 0 h4
5 1 0 0 0 0 0 0 1 0 h5
6 0 0 1 0 0 0 0 0 1
7 0 1 0 0 0 1 1 0 0 h7
V1
V2
V4
V8
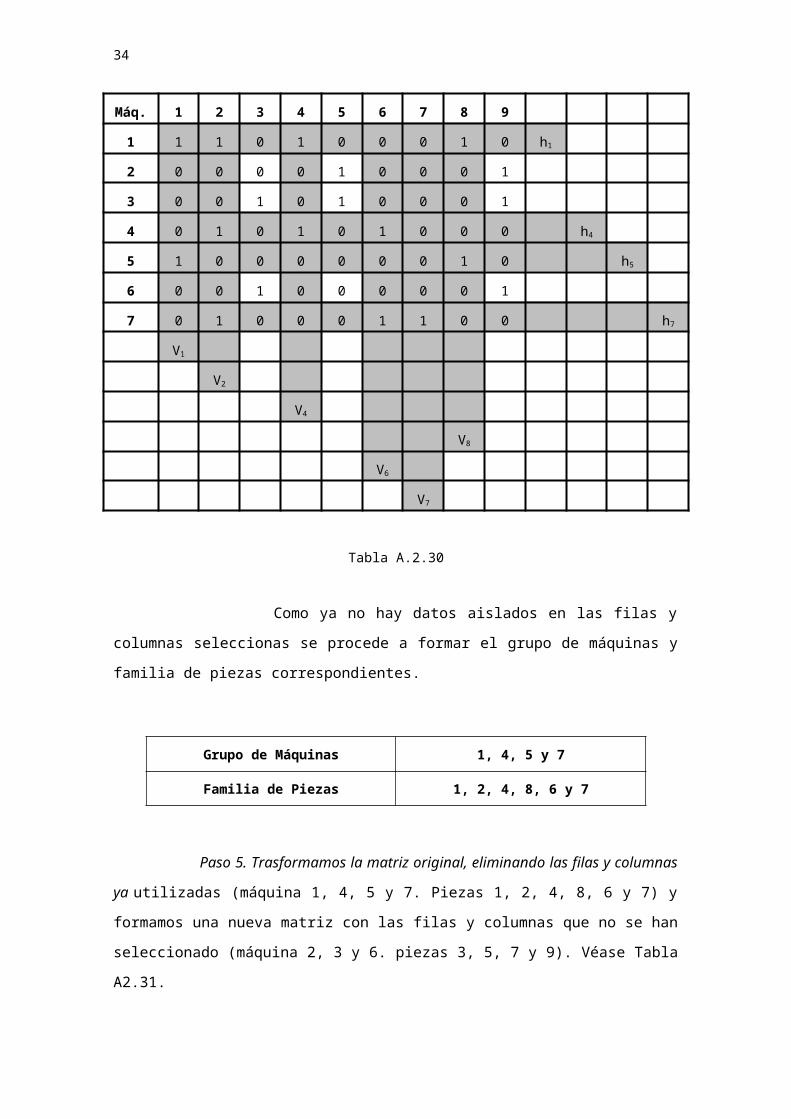
Tabla A.2.29 Paso 4. Como aun hay datos 1 aislados sobre la columna 6 y 7 y se encuentran
sobre las líneas h4 y h7 que se trazaron en el paso 3, se dibujan líneas verticales Vp.
Véase Tabla A.2.30.
Piezas
Máq. 1 2 3 4 5 6 7 8 9
1 1 1 0 1 0 0 0 1 0 h1
2 0 0 0 0 1 0 0 0 1
3 0 0 1 0 1 0 0 0 1
4 0 1 0 1 0 1 0 0 0 h4
5 1 0 0 0 0 0 0 1 0 h5
6 0 0 1 0 0 0 0 0 1
7 0 1 0 0 0 1 1 0 0 h7
V1
V2
V4
27
V8
V6
V7
Tabla A.2.30
Como ya no hay datos aislados en las filas y columnas seleccionas se
procede a formar el grupo de máquinas y familia de piezas correspondientes.
Paso 5. Trasformamos la matriz original, eliminando las filas y columnas ya
utilizadas (máquina 1, 4, 5 y 7. Piezas 1, 2, 4, 8, 6 y 7) y formamos una nueva matriz
con las filas y columnas que no se han seleccionado (máquina 2, 3 y 6. piezas 3, 5, 7 y
9). Véase Tabla A2.31.
Piezas
Máq. 3 5 9
2 0 1 1
3 1 1 1
6 1 0 1
Tabla A.2.31
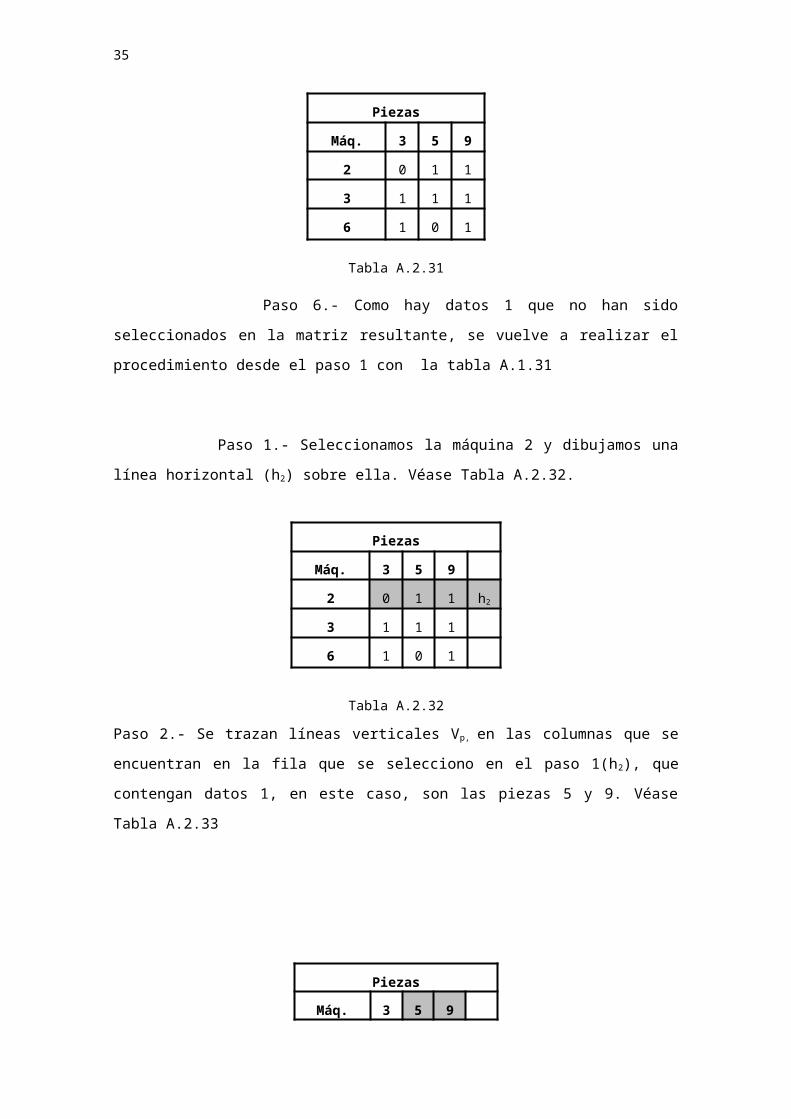
Paso 6.- Como hay datos 1 que no han sido seleccionados en la matriz
resultante, se vuelve a realizar el procedimiento desde el paso 1 con la tabla A.1.31
Paso 1.- Seleccionamos la máquina 2 y dibujamos una línea horizontal (h 2)
sobre ella. Véase Tabla A.2.32.
Piezas
Máq. 3 5 9
2 0 1 1 h2
3 1 1 1
Grupo de Máquinas 1, 4, 5 y 7
Familia de Piezas 1, 2, 4, 8, 6 y 7
28
6 1 0 1
Tabla A.2.32
Paso 2.- Se trazan líneas verticales Vp, en las columnas que se encuentran en la fila
que se selecciono en el paso 1(h2), que contengan datos 1, en este caso, son las
piezas 5 y 9. Véase Tabla A.2.33
Piezas
Máq. 3 5 9
2 0 1 1 h2
3 1 1 1
6 1 0 1
V5
V9
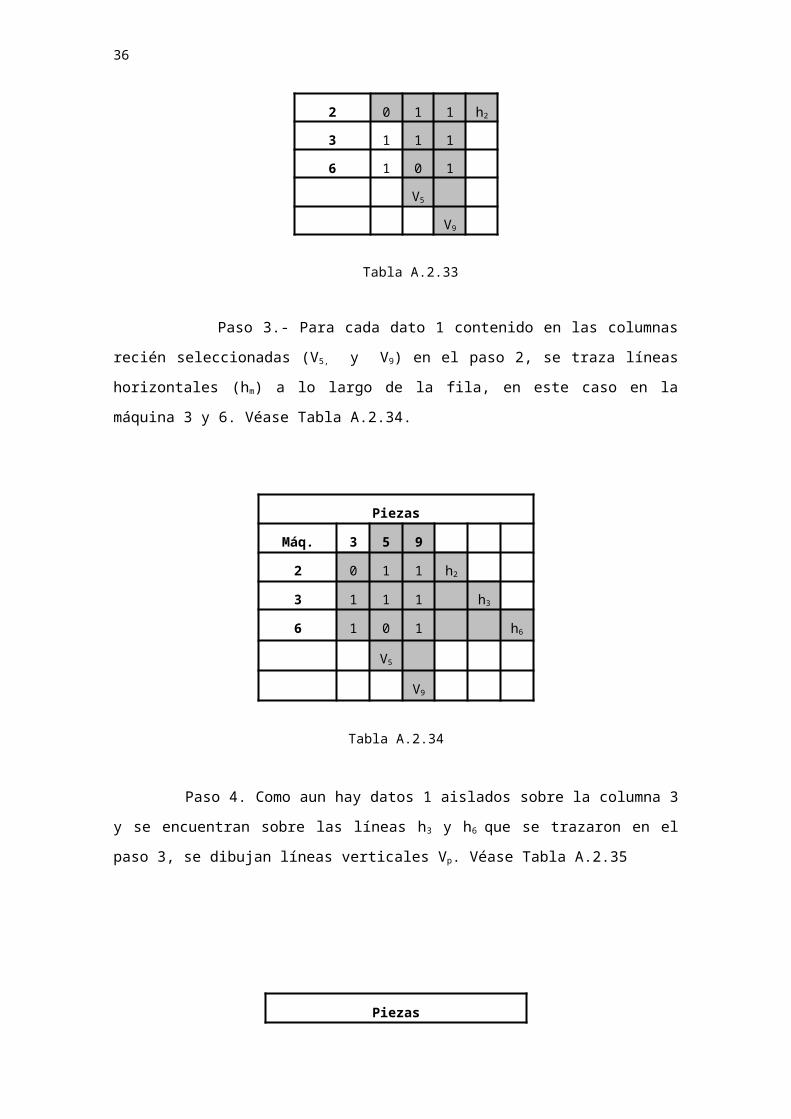
Tabla A.2.33
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas (V5,
y V9) en el paso 2, se traza líneas horizontales (hm) a lo largo de la fila, en este caso
en la máquina 3 y 6. Véase Tabla A.2.34.
Piezas
Máq. 3 5 9
2 0 1 1 h2
3 1 1 1 h3
6 1 0 1 h6
V5
V9
Tabla A.2.34
29
Paso 4. Como aun hay datos 1 aislados sobre la columna 3 y se encuentran
sobre las líneas h3 y h6 que se trazaron en el paso 3, se dibujan líneas verticales Vp.
Véase Tabla A.2.35
Piezas
Máq. 3 5 9
2 0 1 1 h2
3 1 1 1 h3
6 1 0 1 h6
V5
V9
V3
Tabla A.2.35
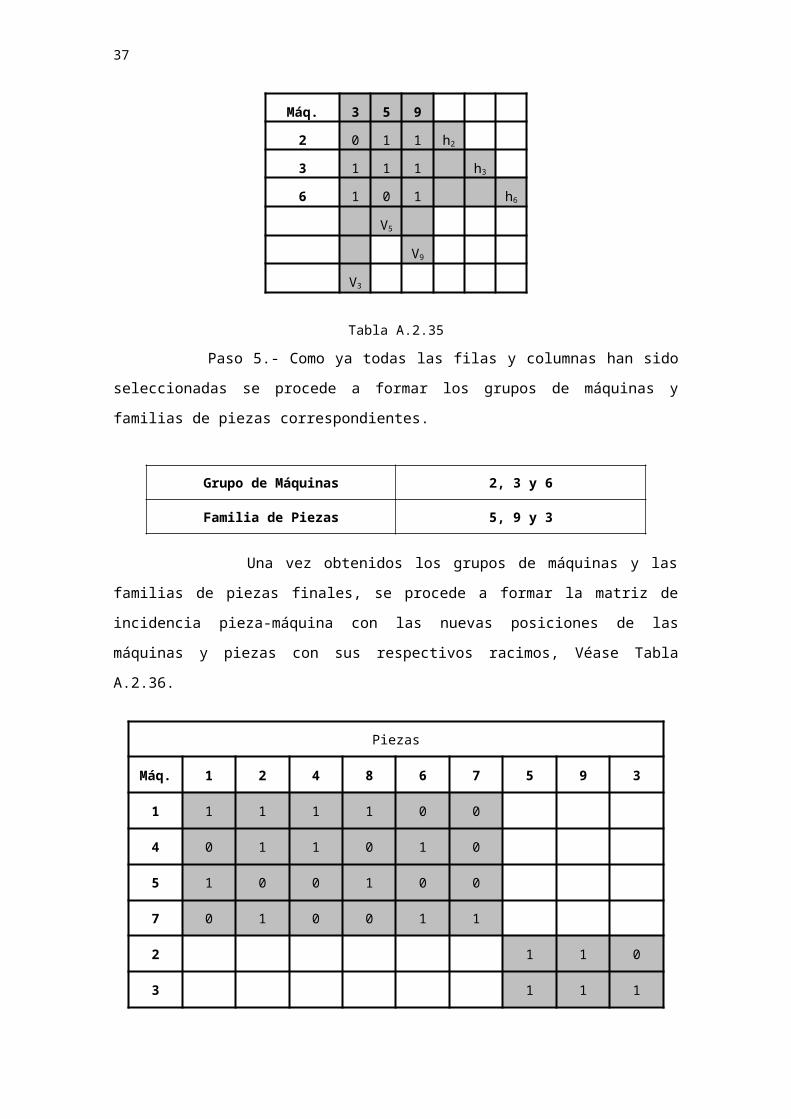
Paso 5.- Como ya todas las filas y columnas han sido seleccionadas se procede
a formar los grupos de máquinas y familias de piezas correspondientes.
Grupo de Máquinas 2, 3 y 6
Familia de Piezas 5, 9 y 3
Una vez obtenidos los grupos de máquinas y las familias de piezas finales, se
procede a formar la matriz de incidencia pieza-máquina con las nuevas posiciones de
las máquinas y piezas con sus respectivos racimos, Véase Tabla A.2.36.
Piezas
Máq. 1 2 4 8 6 7 5 9 3
1 1 1 1 1 0 0
4 0 1 1 0 1 0
5 1 0 0 1 0 0
7 0 1 0 0 1 1
2 1 1 0
30
3 1 1 1
6 0 1 1
Tabla A.2.36 Matriz final racimada.
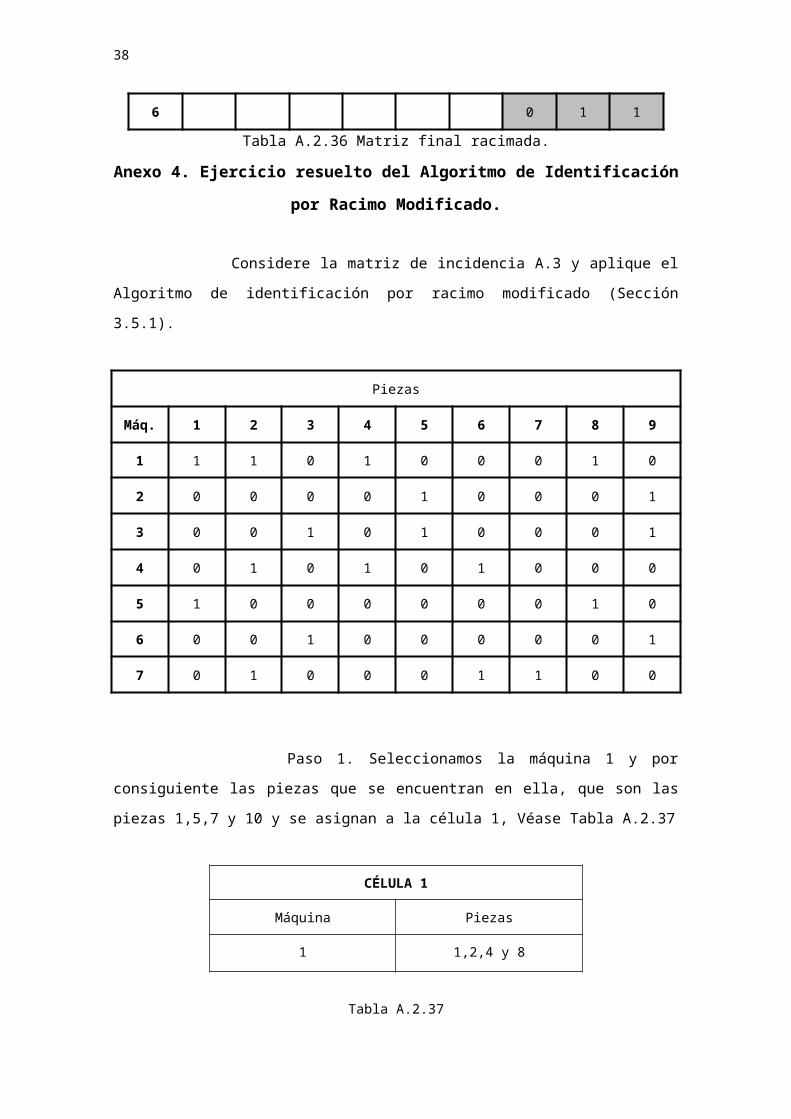
Anexo 4. Ejercicio resuelto del Algoritmo de Identificación por Racimo
Modificado.
Considere la matriz de incidencia A.3 y aplique el Algoritmo de identificación
por racimo modificado (Sección 3.5.1).
Piezas
Máq. 1 2 3 4 5 6 7 8 9
1 1 1 0 1 0 0 0 1 0
2 0 0 0 0 1 0 0 0 1
3 0 0 1 0 1 0 0 0 1
4 0 1 0 1 0 1 0 0 0
5 1 0 0 0 0 0 0 1 0
6 0 0 1 0 0 0 0 0 1
7 0 1 0 0 0 1 1 0 0
Paso 1. Seleccionamos la máquina 1 y por consiguiente las piezas que se
encuentran en ella, que son las piezas 1,5,7 y 10 y se asignan a la célula 1, Véase
Tabla A.2.37
CÉLULA 1
Máquina Piezas
1 1,2,4 y 8
Tabla A.2.37
31
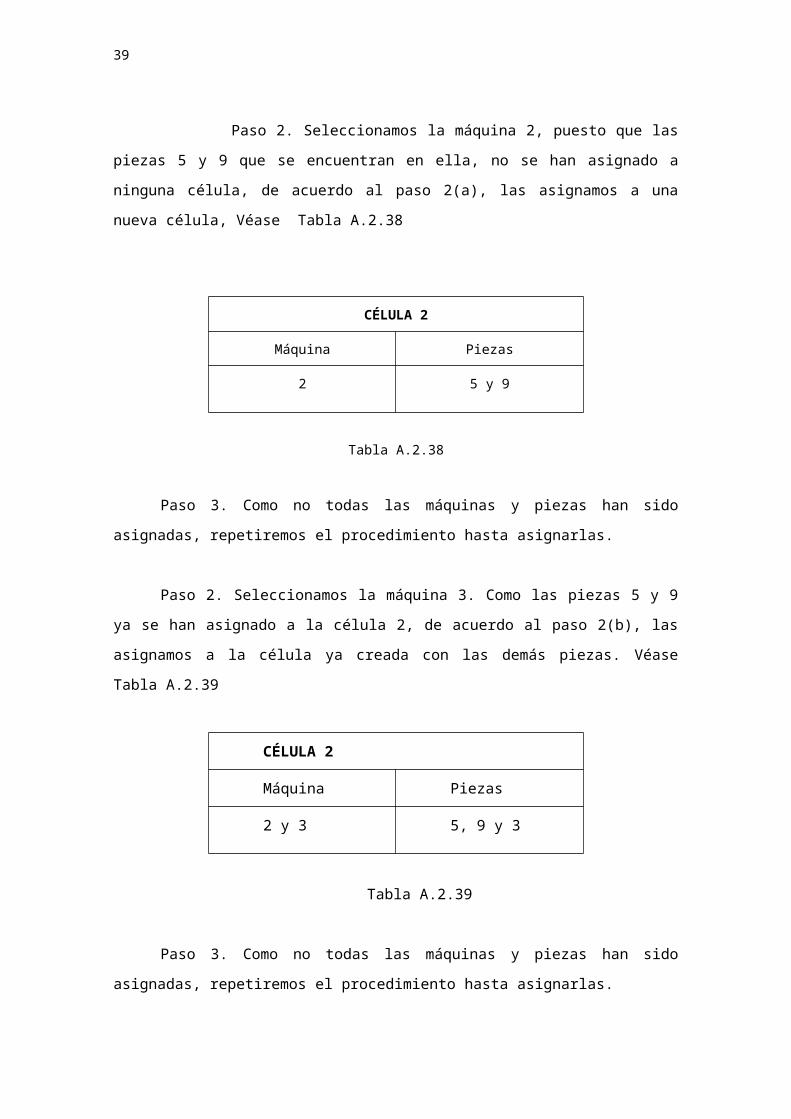
Paso 2. Seleccionamos la máquina 2, puesto que las piezas 5 y 9 que se
encuentran en ella, no se han asignado a ninguna célula, de acuerdo al paso 2(a), las
asignamos a una nueva célula, Véase Tabla A.2.38
CÉLULA 2
Máquina Piezas
2 5 y 9
Tabla A.2.38
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 3. Como las piezas 5 y 9 ya se han
asignado a la célula 2, de acuerdo al paso 2(b), las asignamos a la célula ya creada
con las demás piezas. Véase Tabla A.2.39
CÉLULA 2
Máquina Piezas
2 y 3 5, 9 y 3
Tabla A.2.39
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
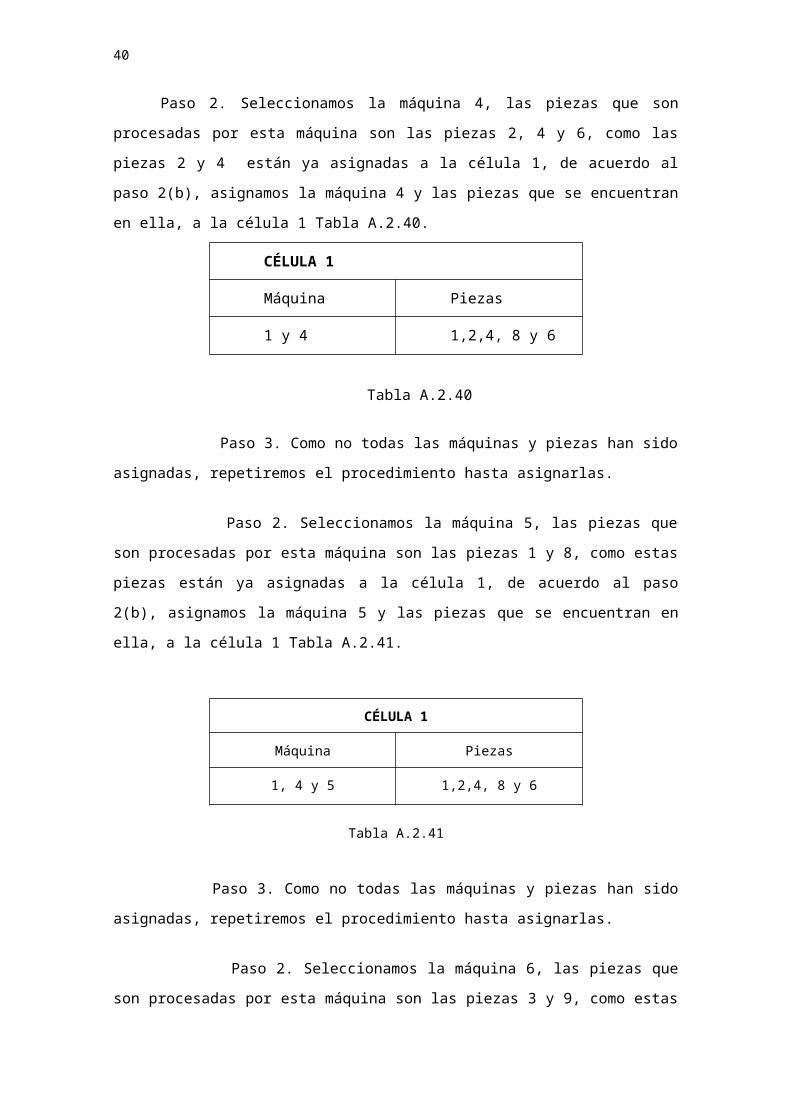
Paso 2. Seleccionamos la máquina 4, las piezas que son procesadas por esta
máquina son las piezas 2, 4 y 6, como las piezas 2 y 4 están ya asignadas a la célula
1, de acuerdo al paso 2(b), asignamos la máquina 4 y las piezas que se encuentran en
ella, a la célula 1 Tabla A.2.40.
CÉLULA 1
Máquina Piezas
32
1 y 4 1,2,4, 8 y 6
Tabla A.2.40
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 5, las piezas que son procesadas por esta
máquina son las piezas 1 y 8, como estas piezas están ya asignadas a la célula 1, de
acuerdo al paso 2(b), asignamos la máquina 5 y las piezas que se encuentran en ella,
a la célula 1 Tabla A.2.41.
CÉLULA 1
Máquina Piezas
1, 4 y 5 1,2,4, 8 y 6
Tabla A.2.41
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
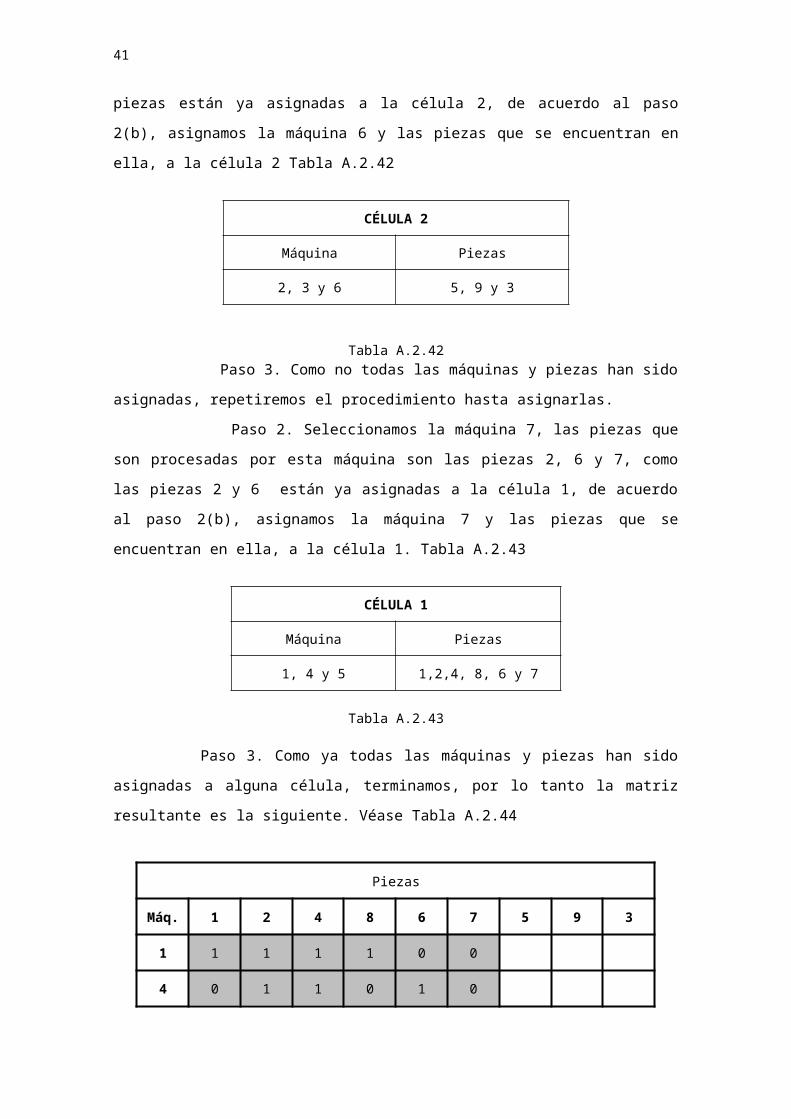
Paso 2. Seleccionamos la máquina 6, las piezas que son procesadas por esta
máquina son las piezas 3 y 9, como estas piezas están ya asignadas a la célula 2, de
acuerdo al paso 2(b), asignamos la máquina 6 y las piezas que se encuentran en ella,
a la célula 2 Tabla A.2.42
CÉLULA 2
Máquina Piezas
2, 3 y 6 5, 9 y 3
Tabla A.2.42 Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 7, las piezas que son procesadas por esta
máquina son las piezas 2, 6 y 7, como las piezas 2 y 6 están ya asignadas a la célula
33
1, de acuerdo al paso 2(b), asignamos la máquina 7 y las piezas que se encuentran en
ella, a la célula 1. Tabla A.2.43
CÉLULA 1
Máquina Piezas
1, 4 y 5 1,2,4, 8, 6 y 7
Tabla A.2.43
Paso 3. Como ya todas las máquinas y piezas han sido asignadas a alguna
célula, terminamos, por lo tanto la matriz resultante es la siguiente. Véase Tabla
A.2.44
Piezas
Máq. 1 2 4 8 6 7 5 9 3
1 1 1 1 1 0 0
4 0 1 1 0 1 0
5 1 0 0 1 0 0
7 0 1 0 0 1 1
2 1 1 0
3 1 1 1
6 0 1 1
Tabla A.2.44 Matriz final racimada
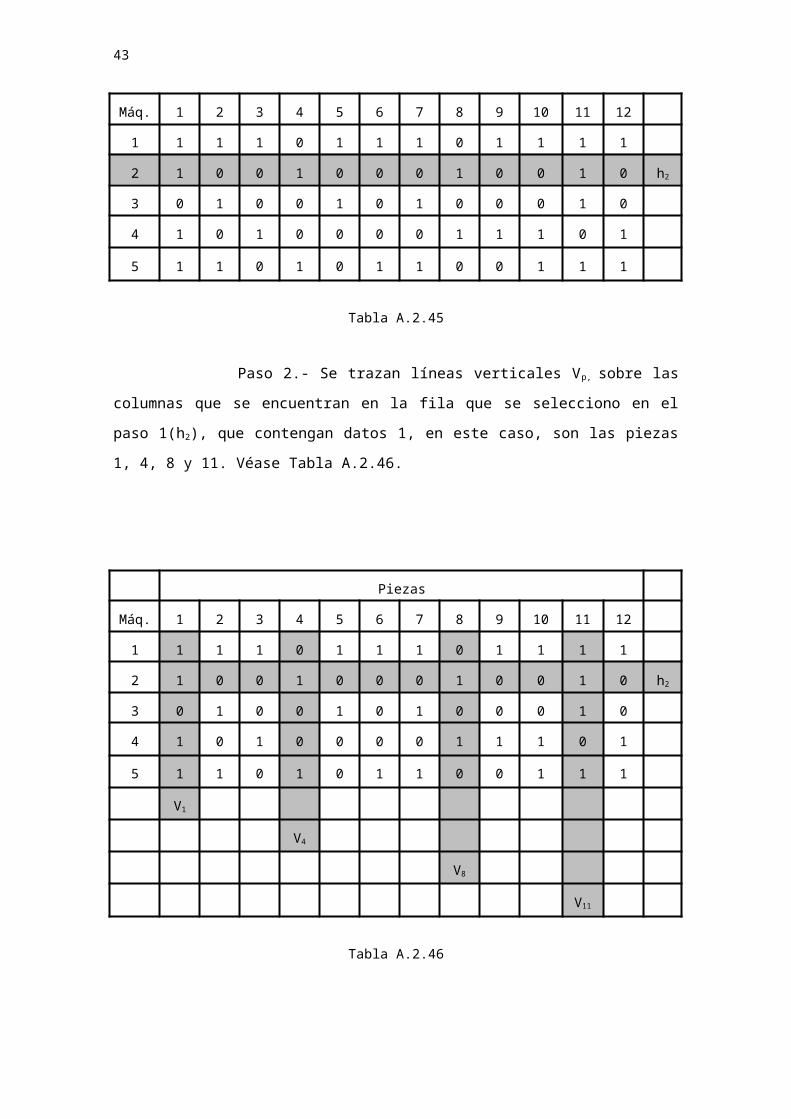
Anexo 5. Ejercicio resuelto del Algoritmo de Identificación por Racimo
Considere la matriz de incidencia pieza-máquina A.5 y aplique el Algoritmo de
identificación por racimo (Sección 3.3.1).
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 0 1 1 1 0 1 1 1 1
34
2 1 0 0 1 0 0 0 1 0 0 1 0
3 0 1 0 0 1 0 1 0 0 0 1 0
4 1 0 1 0 0 0 0 1 1 1 0 1
5 1 1 0 1 0 1 1 0 0 1 1 1
Matriz de incidencia Pieza-Máquina A.5
Paso 1.- Seleccionamos la máquina 2 arbitrariamente y dibujamos una línea
horizontal (h2) sobre ella. Véase Tabla A.2.45
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 0 1 1 1 0 1 1 1 1
2 1 0 0 1 0 0 0 1 0 0 1 0 h2
3 0 1 0 0 1 0 1 0 0 0 1 0
4 1 0 1 0 0 0 0 1 1 1 0 1
5 1 1 0 1 0 1 1 0 0 1 1 1
Tabla A.2.45
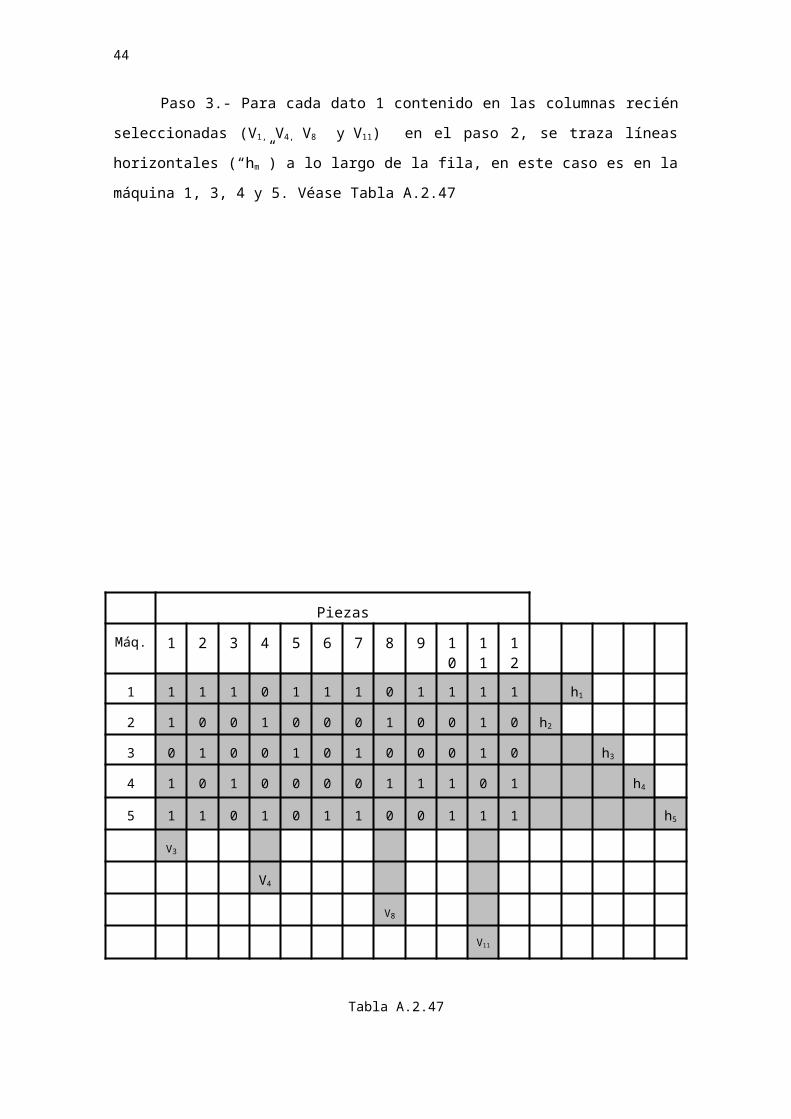
Paso 2.- Se trazan líneas verticales Vp, sobre las columnas que se encuentran
en la fila que se selecciono en el paso 1(h2), que contengan datos 1, en este caso, son
las piezas 1, 4, 8 y 11. Véase Tabla A.2.46.
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 0 1 1 1 0 1 1 1 1
2 1 0 0 1 0 0 0 1 0 0 1 0 h2
3 0 1 0 0 1 0 1 0 0 0 1 0
4 1 0 1 0 0 0 0 1 1 1 0 1
5 1 1 0 1 0 1 1 0 0 1 1 1
35
V1
V4
V8
V11
Tabla A.2.46
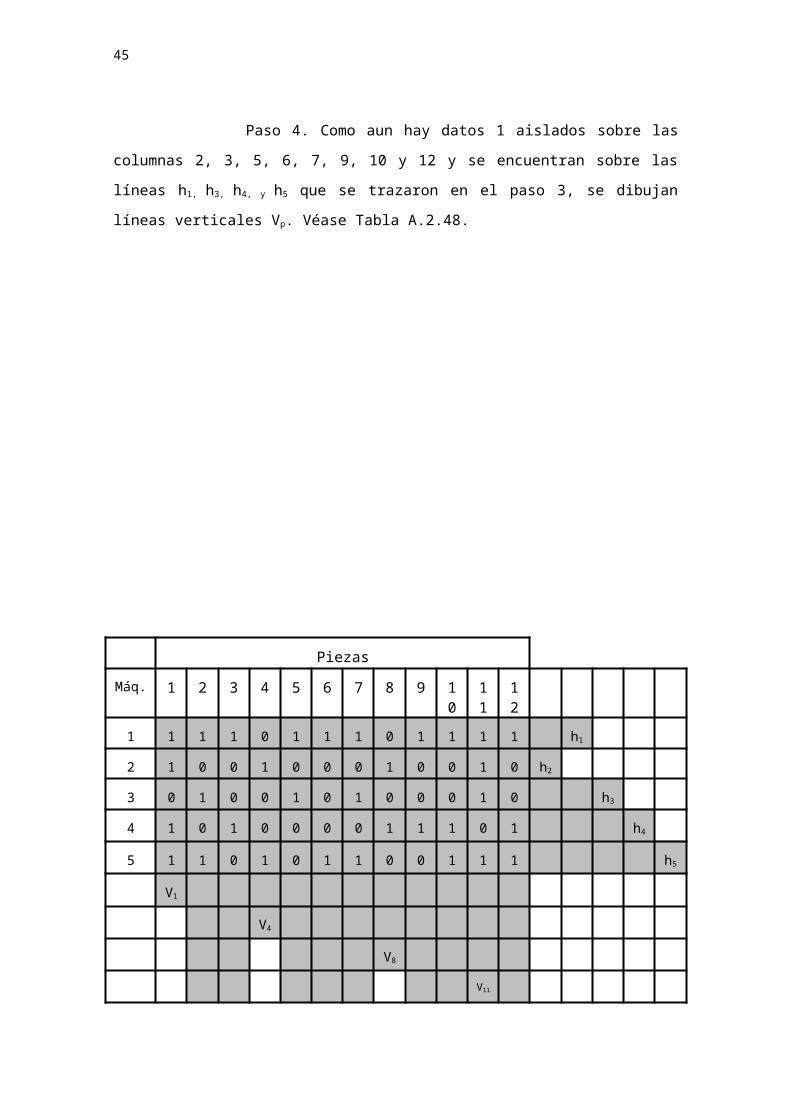
Paso 3.- Para cada dato 1 contenido en las columnas recién seleccionadas (V1,
V4, V8 y V11) en el paso 2, se traza líneas horizontales (“hm”) a lo largo de la fila, en este
caso es en la máquina 1, 3, 4 y 5. Véase Tabla A.2.47
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 0 1 1 1 0 1 1 1 1 h1
2 1 0 0 1 0 0 0 1 0 0 1 0 h2
3 0 1 0 0 1 0 1 0 0 0 1 0 h3
4 1 0 1 0 0 0 0 1 1 1 0 1 h4
5 1 1 0 1 0 1 1 0 0 1 1 1 h5
V3
V4
V8
36
V11
Tabla A.2.47
Paso 4. Como aun hay datos 1 aislados sobre las columnas 2, 3, 5, 6, 7, 9, 10
y 12 y se encuentran sobre las líneas h1, h3, h4, y h5 que se trazaron en el paso 3, se
dibujan líneas verticales Vp. Véase Tabla A.2.48.
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 0 1 1 1 0 1 1 1 1 h1
2 1 0 0 1 0 0 0 1 0 0 1 0 h2
3 0 1 0 0 1 0 1 0 0 0 1 0 h3
4 1 0 1 0 0 0 0 1 1 1 0 1 h4
5 1 1 0 1 0 1 1 0 0 1 1 1 h5
V1
V4
V8
V11
V2
37
V3
V5
V6
V7
V9
V10
V12
Tabla A.2.48
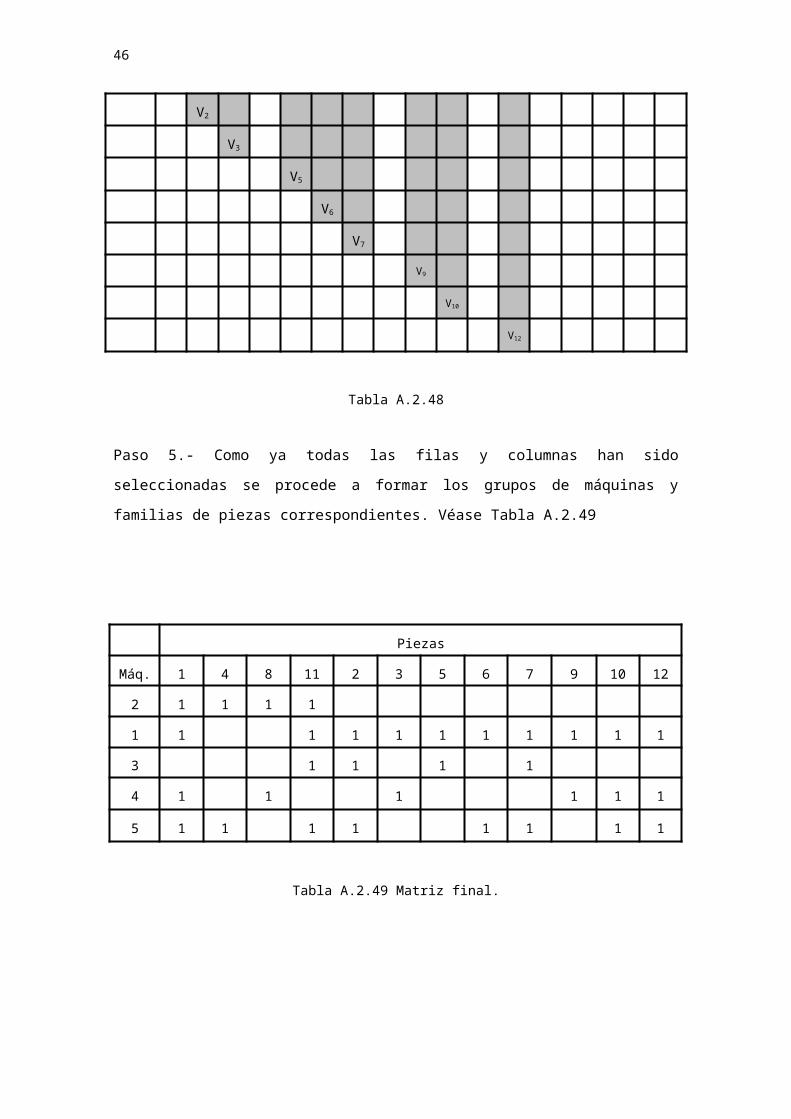
Paso 5.- Como ya todas las filas y columnas han sido seleccionadas se procede a
formar los grupos de máquinas y familias de piezas correspondientes. Véase Tabla
A.2.49
Piezas
Máq. 1 4 8 11 2 3 5 6 7 9 10 12
2 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1
3 1 1 1 1
4 1 1 1 1 1 1
5 1 1 1 1 1 1 1 1
Tabla A.2.49 Matriz final.
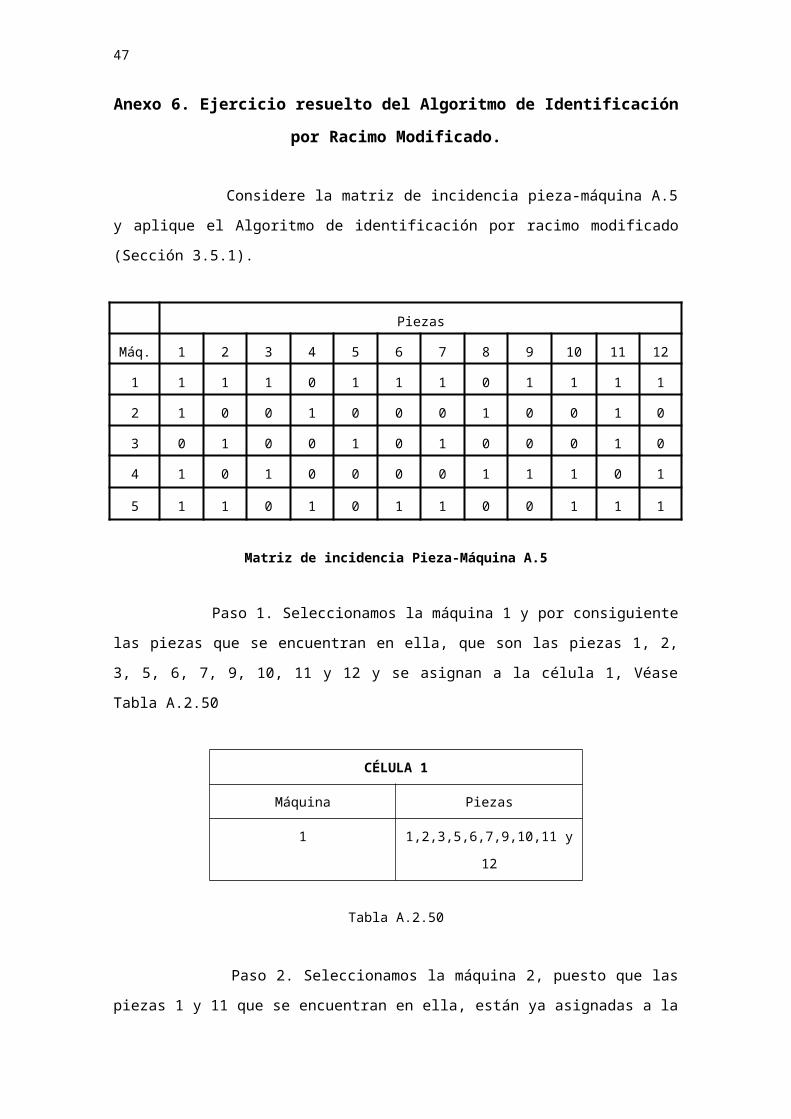
Anexo 6. Ejercicio resuelto del Algoritmo de Identificación por Racimo
Modificado.
Considere la matriz de incidencia pieza-máquina A.5 y aplique el Algoritmo de
identificación por racimo modificado (Sección 3.5.1).
38
Piezas
Máq. 1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 0 1 1 1 0 1 1 1 1
2 1 0 0 1 0 0 0 1 0 0 1 0
3 0 1 0 0 1 0 1 0 0 0 1 0
4 1 0 1 0 0 0 0 1 1 1 0 1
5 1 1 0 1 0 1 1 0 0 1 1 1
Matriz de incidencia Pieza-Máquina A.5
Paso 1. Seleccionamos la máquina 1 y por consiguiente las piezas que se
encuentran en ella, que son las piezas 1, 2, 3, 5, 6, 7, 9, 10, 11 y 12 y se asignan a la
célula 1, Véase Tabla A.2.50
CÉLULA 1
Máquina Piezas
1 1,2,3,5,6,7,9,10,11 y 12
Tabla A.2.50
Paso 2. Seleccionamos la máquina 2, puesto que las piezas 1 y 11 que se
encuentran en ella, están ya asignadas a la célula 1, de acuerdo al paso 2(b),
asignamos la máquina 2 y las demás piezas que se encuentran en ella a la célula 1.
Tabla A.2.51
CÉLULA 1
Máquina Piezas
1y 2 1,2,3,5,6,7,9,10,11,12,4 y 8
Tabla A.2.51
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
39
Paso 2. Seleccionamos la máquina 3, Como las piezas 2, 5, 7 y 8 ya se han
asignado a célula 1, de acuerdo al paso 2(b), asignamos la máquina 3 y las piezas que
se encuentran en ella a la célula 1. Tabla A.2.52
CÉLULA 1
Máquina Piezas
1, 2 y 3 1,2,3,5,6,7,9,10,11,12,4 y 8
Tabla A.2.52
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 4, Como las piezas 1, 3, 8, 9, 10 y 12 ya se
han asignado a célula 1, de acuerdo al paso 2(b), asignamos la máquina 4 y las piezas
que se encuentran en ella a la célula 1. Tabla A.2.53
CÉLULA 1
Máquina Piezas
1, 2, 3 y 4 1,2,3,5,6,7,9,10,11,12,4 y 8
Tabla A.2.53
Paso 3. Como no todas las máquinas y piezas han sido asignadas, repetiremos
el procedimiento hasta asignarlas.
Paso 2. Seleccionamos la máquina 5, Como las piezas 1, 2, 4, 6, 7, 10, 11 y 12
ya se han asignado a célula 1, de acuerdo al paso 2(b), asignamos la máquina 5 y las
piezas que se encuentran en ella a la célula 1. Tabla A.2.54
CÉLULA 1
Máquina Piezas
1, 2, 3, 4 y 5 1,2,3,5,6,7,9,10,11,12,4 y 8
Tabla A2.54
40
Paso 3. Como ya todas las máquinas y piezas han sido asignadas a alguna
célula, terminamos, por lo tanto la matriz resultante es la siguiente. Véase Tabla A.2.55
Piezas
Máq. 1 2 3 5 6 7 9 10 11 12 4 8
1 1 1 1 1 1 1 1 1 1 1
2 1 1 1 1
3 1 1 1 1
4 1 1 1 1 1 1
5 1 1 1 1 1 1 1 1
Tabla A.2.55 Matriz final.
GLOSARIO
Algoritmo.- Método de resolución de cálculos complicados mediante el uso
repetido de otro método de cálculo más sencillo. Ejemplos básicos son los métodos
para efectuar operaciones aritméticas
Amortización.- Desvalorización periódica de los bienes y posesiones cuyo
valor disminuye con el tiempo o con el uso: amortización del activo fijo.
Composite.- Sustancia plástica mezclada con partículas de porcelana, que se
utiliza sobre todo en la fabricación de prótesis dentales.
Cluster.- palabra en ingles que en español se refiere a “racimo”.
Factoría.- Fábrica o complejo industrial; Establecimiento de comercio,
especialmente el situado en un país colonial
Homogeneidad.- Igualdad o semejanza en la naturaleza o el género de varios
elementos.
Uniformidad en la composición y la estructura de una sustancia o una mezcla
Heterogénea.- Combinado de componentes o partes de distinta naturaleza.
41
Manufactura esbelta o “lean”.- Es la utilización mínima de personas, equipos,
y materiales que proveen el costo mas bajo total y la calidad mas alta en productos y
servicios.
Es reducir el tiempo entre la orden del cliente y la entrega de los productos o
servicios mediante la eliminación de pérdidas o MUDA, o sea actividades que no
añaden valor al producto en el proceso de manufactura y distribución.
PRERREGLAJE.
Stock.- Conjunto de mercancías en depósito o reserva: han hecho una oferta
para dar salida al stock. ? También se escribe estock.
TG.- Abreviatura que se le da al término Tecnología de Grupos.
Utillaje.- Conjunto de herramientas o instrumentos utilizados en una actividad u
oficio
2.3 CARACTERISTICAS, VENTAJAS Y DESVENTAJAS DE
GRUPOS TECNOLOGICOS
Un grupo tecnológico eficaz tiene las siguientes siete características:
1) El Equipo Humano: Los grupos están construidos por un equipo especifico de
operarios que trabajan única y generalmente en grupo.
2) Productos: Los grupos producen una familia especifica o conjuntos de
productos .en un departamento de ensambles estos productos serán
ensambles o conjuntos. En un taller mecánico los productos serán partes
mecánicas. En una fundición el producto será partes fundidas.
3) Facilidades: Los grupos son provistos de un conjunto especifico de maquinas
y/o otros equipos de producción, los cuales se utilizan ya sea solos o en
conjunto dentro del grupo.
4) Distribución por grupos: Las instalaciones se ubican juntas en un área
reservada para el grupo.
42
5) Meta: Los trabajadores que forman el grupo comparten una meta común de
producción. Esta meta o “orden por lista” se da al comienzo de cada periodo
de producción para ser determinada al final del mismo.
6) Independencia: En lo posible, los grupos deben ser independientes entre sí.
Deben poder cambiar su ritmo de trabajo, si así lo desean, durante un período.
Una vez que han recibido los materiales, la producción no debe depender de la
de otros grupos de producción.
7) Tamaño: Los grupos se deben limitar a manera de restringir los números de
trabajadores por grupo. Se ha recomendado en muchos casos que los grupos
sean de 6 a 15 trabajadores. En algunos casos se pueden requerir grupos más
numerosos, hasta de 35 trabajadores, por razones tecnológicas; observándose
que tales grupos trabajan eficientemente en la práctica.
La organización en “familia” y en “grupos” no solo afecta la posibilidad de
reducir los tiempos auxiliares, sino también simplifica el flujo de material, aumentando
la rapidez de movimiento a través del sistema en comparación con la producción por
lotes bajo distribución funcional.
VENTAJAS
Agrupamiento de partes (clasificadas y codificadas)
Reducción del tiempo de preparación de la maquinaria.
Reducción de materiales en proceso.
Mejoramiento del manejo de materiales.
Mejoramiento en la selección de maquinaria y equipo.
Reducción del costo de herramental.
Reducción de desperdicios: Inventarios en proceso
Simplificación del cálculo del costo.
Moral del trabajador.
DESVENTAJAS
Considerable esfuerzo de planeación en cuanto al sistema de clasificación y
Codificación.
Puede reducirse la eficiencia a causa de un mal entendimiento.
43
Los cambios en los métodos de fabricación y en las cantidades producidas
implican cambios o reajustes del grupo o célula ocasionando costos mas
elevados.
La avería de una máquina detiene la producción en forma completa del grupo.
2.4 METODOLOGIA PARA LA FORMACION DE GRUPOS Y
ASIGNACION DE EQUIPOS.
METODOLOGIA
1) Checar factibilidad.
2) Buscar el entendimiento y apoyo de la organización.
3) Especificar familias de piezas
Mediante inspección visual.
Mediante características de diseño
Sistema Opitz, Brits,KK-1 , KK-2 . ………se refiere al tamaño, forma, función.
Sistema Opitz,Mclass,Dclass ……….se refiere a clasificación y codificación.
4) Identificación de la maquinaria existente.
5) Conseguir información adicional.
Compra de equipo nuevo.
Artículos nuevos “pronósticos”
Políticas de compra.
Cambios de métodos de manufactura
Turnos, materiales, herramientas.
6) Asignación inicial de familias a grupo de máquinas.
Mediante el AFP Análisis de flujo de producción
Permite encontrar las familias de partes y el grupo de máquinas
necesarias para su fabricación.
Desarrollada por J. L. Burbidge.
Examina y resume la información de hojas de ruta sobre la secuencia de
operaciones de cada parte y la maquinaria empleada para ello.
44
7) Introducción del primer grupo
8) Refinación de células de manufactura
Diseño de herramientas, dispositivos.
Estandarización de operaciones.
Distribución optima de la maquinaria y equipo.
9) Planeación del trabajo.
10) Efectos en otros departamento
Costos
Compras
Personal
Ingeniería
Mantenimiento
FORMACION DE GRUPOS
El siguiente método puede usarse para diseñar un sistema de clasificación.
El primer paso es la selección de piezas-candidatos, que puede hacerse por
los criterios A-B-C, 1-2-3 y Greco. Se inicia con las piezas más importantes.
El segundo paso consiste en dividir este grupo de piezas selectas en dos o
más pequeños, cuidando que las semejanzas de las piezas en cada uno sean las
mismas; cada grupo, a su vez en nuevos grupos, y así sucesivamente, hasta donde
sea posible.
En cada agrupación que se haga, deberán anotarse las características que
tengan en común, para clasificar piezas que no fueron seleccionadas en el primer
paso.
La primera división que se hace tiene las características más generales, y así
progresivamente hasta llegar a la última, que tendrá las más particulares.
TAXONOMIA NUMÉRICA
Taxonomía clasifica biológicamente los objetos, y está basada en la posesión o
carencia de características comunes relevantes. Cuando las características que éstos
poseen pueden expresarse numéricamente, se pueden clasificar por: Taxonomía
Numérica. Esta metodología provee de algoritmos para el estudio de similitudes de
una manera cuantitativa, contrastando con las técnicas de clasificación usadas
45
tradicionalmente en Tecnología de Grupos, las cuales tienden a ser descriptivas y
subjetivas.
La taxonomía numérica es un método de análisis. Consta de tres etapas:
1. Preparación de una Matriz de Datos.
Este arreglo matricial indica qué características están presentes (o ausentes)
en los objetos. Dichas características pueden indicarse por medio de dígitos binarios,
es decir: el “cero” indica la ausencia de cierta característica; el “uno” indica su
presencia.
2. Cálculo de una Matriz de Coeficientes de similitud.
De la información, contenida en la matriz de datos, se evalúa la similitud entre
cada par de piezas u objetos. El “Coeficiente de similitud” se define con un valor de
1.0 cuando los objetos tengan características idénticas, y 0.0 cuando no tengan
ninguna característica en común. Un par de objetos tiene un coeficiente de similitud
entre estos límites.
3. Agrupamiento de Partes por Análisis de Similitud.
Este análisis examina la similitud entre cada par de objetos y forma de grupos
de los que son altamente similares. Una analogía de éstos es representar las
características del objeto en el espacio. Si cada objeto posee M características, se
puede considerar que ocupa un punto en el espacio M-dimensional.
Los puntos que representan objetos similares están bastante cercanos unos de
otros en este espacio. El análisis de similitud pretende encontrar grupos de objetos
que forman núcleos densos en el espacio.
Una vez determinada la posibilidad de que las piezas manufacturadas se
pueda obtener familias, y de éstas, agrupaciones de maquinaria capaces de procesar
tales piezas, se puede determinar simultáneamente por medio de la Taxonomía
Numérica, las principales agrupaciones, tanto de piezas (familias) como de maquinaria
(grupos).
APLICACIÓN DEL ANALISIS DE FLUJO DE LA PRODUCCIÓN
46
Burbidge sugiere el uso de técnicas del Análisis de Flujo de Producción para la
formación de las familias de componentes y los grupos de máquinas. El análisis de
grupo, parte central del Análisis de Flujo de Producción, utiliza una matriz máquina-
componente ó MC. Esta matriz aparece inicialmente en un ordenamiento al azar, pero
reacomodando la secuencia en la cual han sido escritas las hileras y columnas, es
posible encontrar grupos de máquinas y familias de piezas.
47
Fig. 2.4







