

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 1
Asesoría y Servicios de Inspección en Corrosión, Revestimientos y Pinturas
COLBUN S.A.
CENTRAL NEHUENCO I CONTRATO
“SERVICIOS DE INSPECCION DE PINTURAS PARA NEHUENCO 1”
CONTRATO Nº CTNE-SER-022 DOCUMENTO N° LFJF-2015-10-30, VERSION 1

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 2
INDICE
Pág.
1. ALCANCE………………………………………………………………………………………………………4
2. NORMAS Y ESTÁNDARES………………………………………………………………………………..4
3. DESCRIPCIÓN GENERAL Y ESTADO DE CORROSIÓN…………………………………….6
3.1. Corrosión en Uniones Soldadas………………………………………………………………………….10
3.2. Corrosión en Cantos y en Sectores con Pintura Dañada…………………………………………..13
4. DISEÑO DE LA SOLUCIÓN PROTECTORA EN ZONAS MENORES..…………………….14
5. INTERFERENCIAS AL TRABAJO DE MANTENCIÓN………………………………………..16
6. PLAN DE ACCIÓN PARA EL TRABAJO DE MANTENCIÓN………………………………...17
6.1. Acción 1. Movilización e Instalación de Faena…………………………………………………17
6.2. Acción 2. Preparación del Piso…………………………………………………………………..17
6.3. Acción 3. Instalación de Andamios………………………………………………………………17
6.4. Acción 4. Encapsulado del Área…………………………………………………………………18
6.5. Acción 5. Hidrolavado General…………………………………………………………………..18
6.6. Acción 6. Limpieza de Intersticios y Cordones de Soldaduras……………………………….18
6.7. Acción 7. Secado de Intersticios mediante Aire Comprimido…………………………………18
6.8. Acción 8. Identificación de Zonas para Touch Up……………………………………………..18
6.9. Acción 9. Limpieza Abrasiva Zonas de Touch Up y Desbaste de Pintura…………………..18
6.10. Acción 10. Preparación de las Pinturas…………………………………………………………19
6.11. Acción 11. Aplicación del Imprimante en Zonas de Touch Up……………………………….19
6.12. Acción 12. Sello de Intersticios. Cordones Soldadura Intermitente………………………….19
6.13. Acción 13. Tratamiento de Soldadura. Cordones Continuos…………………………………19
6.14. Acción 14. Aplicación Capa Terminación……………………………………………………….19
6.15. Acción 15. Limpieza de Equipos…………………………………………………………………20
6.16. Acción 16. Retiro de Desechos y Control del Medio Ambiente………………………………20
6.17. Acción 17. Control de Riesgos y Seguridad……………………………………………………20
6.18. Acción 18. Desmovilización………………………………………………………………………20
7. REQUERIMIENTO GENERAL DE PINTADO………………………………………………….21 7.1. Sello de Intersticios en Uniones Soldadas, Cordones Intermitentes………………………..22
7.2. Tratamiento Uniones Soldadas, Cordones Continuos………………………………………..22
8. ASEGURAMIENTO DE CALIDAD E INSPECCIÓN EN FAENA……………………………23
8.1. Acciones a Ejecutar Previo al Inicio de los Trabajos…………………………………………23
8.2. Aseguramiento de Calidad y Administración Técnica para la Faena………………………24
8.3. Metodología y Criterios de Inspección…………………………………………………………24
8.3.1. Condición ambiente………………………………………………………………………………24
8.3.2. Preparación de superficies………………………………………………………………………25
8.3.3. Rugosidad de anclaje…………………………………………………………………………….25
8.3.4. Preparación de las pinturas…………………………………………………………………..…25
CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 3
8.3.5. Pintado………………………………………………………………………………………….25
8.3.6. Contaminación…………………………………………………………………………………25
8.3.7. Medición de espesor seco……………………………………………………………………25
8.3.8. Adherencia……………………………………………………………………………………..26
8.3.9. Libro de obras………………………………………………………………………………….26
8.4. Responsabilidad……………………………………………………………………………….26
8.5. Canales de Comunicación……………………………………………………………………27
8.6. Perfil y Experiencia……………………………………………………………………………27 Sugerencias para determinar procedimientos de mantención……………………………28

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 4
CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 5
1. ALCANCE
El presente Manual de Prestación de Servicios, denominado “Servicios de
Inspección de pinturas para Nehuenco 1” de Colbún S.A., incluye Informe
Técnico detallado del levantamiento de corrosión a todo el bloque Nehuenco 1,
como anexo 1, especificaciones técnicas basadas en Normas Internacionales,
considerando las originales del proyecto citadas en el punto 2, procedimiento de
trabajo y plan de mantención, todos documentos que se sugieren considerar para
los próximos períodos de mantención de la Unidad y la Central en general.
2. NORMAS Y ESTÁNDARES
Norma : International Organization for Standarization - ISO.
ISO 12944, Protección de la corrosión a estructuras de acero con sistemas
de pintura.
ISO 4628/3, Evaluation of degradation of Paint coatings – Designation of
intensity, quantity and size of common types of defect. Part 3 : Designation
of degree of Rusting.
ISO 4628/4, Evaluation of degradation of Paint coatings – Designation of
intensity, quantity and size of common types of defect. Part 4 : Designation
of degree of Cracking.
ISO 4628/5, Evaluation of degradation of Paint coatings – Designation of
intensity, quantity and size of common types of defect. Part 5 : Designation
of degree of Flaking.
ISO 4628/6, Rating of degree of Chalking by tape method.
American Society for Testing and Materials – ASTM
D-4414Standard Practice for Measurement of Wet Film Thickness by Notch Gages, 1995
R2007.
D-4541Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion
Testers, 2009.
D-4417Standard Test Methods for Field Measurement of Surface Profile of Prepared
Cleaned Steel, 2011.
D-1640Standard Test Methods for Drying, Curing, or Film Formation of Organic
Coatings at Room Temperature, 2003 R2009.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 6
D-4285Standard Test Method for Indicating Oil or Water in Compressed Air, 1983
R2006
D-1475Standard Test Method for Density of Liquid Coatings, Inks, and Related
Products, 1998 R2008.
D-1210Standard Test Method for Fineness of Dispersion of Pigment-Vehicle Systems by
Hegman-Type Gage, 2005 R2010.
D-3359Standard Test Methods for Measuring Adhesion by Tape Test, 2009.
D-4400Standard Test Method for Sag Resistance of Paints Using a
Multinotch Applicator, 1999 R2007.
Steel Structure Painting Council – SSPC –
SP 2Hand Tool Cleaning, 1982.
SP 10Near-White Metal Blast Cleaning, 2007
PA 2Measurement of Dry Coating Thickness with Magnetic Gages, 2004.
Además, se ha considerado las especificaciones originales de Ansaldo Energia
s.p.a. Documento 0023 A1 VVF P002 y se deben considerar los reglamentos y
normativa de construcción, trabajos y seguridad industrial propias de COLBUN EN
LA CENTRAL NEHUENCO.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 7
3. DESCRIPCIÓN GENERAL Y ESTADO DE CORROSIÓN
Si bien la Central en general se encuentra en buen estado, existen puntos de
corrosión que no alcanzan al 5% del total de la superficie de toda la Unidad 1.
Partes y elementos que deben ser tratados a la brevedad posible, por el estado
que ellas se encuentran, en la prioridad que hemos sugerido en el informe técnico
y que Uds., deben estudiar y planificar conforme a sus propias prioridades. (Ver
detalle en Informe Técnico y otras que se indican más abajo.
Fotografía N° 1. Parte de la Central Nehuenco Unidad 1
Una de las primeras prioridades que se deben tratar es la escalera de acceso
exterior a la Torre de Refrigeración, construida con un marco estructural de acero
al carbono, con diagonales y grating de accesos.
Fotografía N° 2 Fotografía N° 3
Escala a Torre Refrigeración Vista general de Escala Ext.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 8
Toda la estructura en general presenta un deterioro del esquema original, como
pueden apreciar en las fotografías N° 4 a 9.
Fotografía N° 4. Diagonales del marco estructural de la escalera con corrosión generalizada
en sus cantos, bordes, uniones y alma.
Fotografía N° 5.
Marco estructural de la escalera con evidencia del deterioro del esquema original

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 9
Fotografía N° 6.
Marco estructural de la escalera con evidencia del deterioro del esquema original
Fotografía N° 7.
Grating de la escalera con evidencia del deterioro del esquema original

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 10
Fotografía N° 8.
Ángulos de Marco estructural de la escalera con deterioro de su esquema original.
Fotografía N° 9.
Marco estructural de la escalera con evidencia del deterioro del esquema original

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 11
3.1. Corrosión en Uniones Soldadas.
Las uniones soldadas presentan corrosión por intersticios en cordones
intermitentes y en la zona adyacente al cordón (fotografías 10 a 16).
Fotografía N° 10. Corrosión en cordones soldadura y zonas adyacentes en manto TK agua desmineralizada Unidad 2 de Nehuenco
Fotografía N° 11. Corrosión en cordones soldadura y zonas adyacentes en manto TK agua desmineralizada Unidad 2, con espesores muy bajos (66,7 micras secas)
Fotografía N° 12. Cordón de soldadura Exterior Caldera.
CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 12
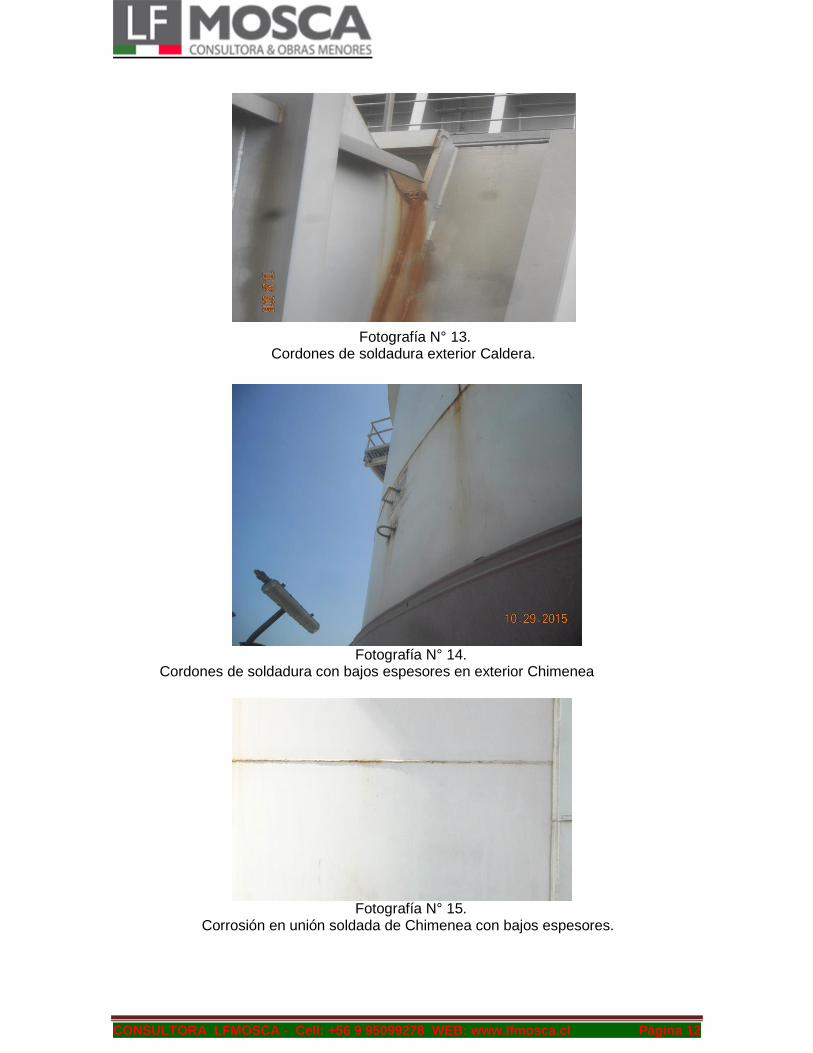
Fotografía N° 13.
Cordones de soldadura exterior Caldera.
Fotografía N° 14. Cordones de soldadura con bajos espesores en exterior Chimenea
Fotografía N° 15. Corrosión en unión soldada de Chimenea con bajos espesores.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 13
Fotografía N° 16. Avanzada corrosión en unión soldada de vigas.
Fotografía N° 17. Corrosión generalizada en unión soldada de piping galvanizado.
Fotografía N° 18. Corrosión generalizada en unión soldada de piping galvanizado.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 14
3.2. Corrosión en Cantos, ángulos, bordes, Pernos (caso especial) y en Sectores con desprendimiento de Pintura Dañada.
Las estructuras presentan corrosión localizada de tipo uniforme en cantos,
ángulos, bordes y sectores con daño puntual de la pintura hasta metal base.
El análisis de estos puntos indica que no se observa formación de pittings ni
hendiduras mayores (fotografías 19 a 22).
Fotografía N° 19. Corrosión de tipo uniforme en sectores con pintura dañada hasta metal base.
Fotografía N° 20. Corrosión de tipo uniforme en sectores con pintura dañada hasta metal base.
Fotografía N° 21. Corrosión de tipo uniforme en un 75% de los pernos de unión en las estructuras de toda la central.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 15
Fotografía N° 22. Corrosión de tipo uniforme en diferentes sectores .
4. DISEÑO DE LA SOLUCIÓN PROTECTORA EN ZONAS MENORES
Por seguridad, el tratamiento que se propone considera productos de altos sólidos
en volumen y un procedimiento de preparación de superficies que evite la
generación de chispas. El diseño de mantención es el siguiente:
a) Encapsulado de las Zonas en Trabajo: Todas las zonas en trabajo se deben
aislar mediante encarpado. El diseño de este sistema de aislación debe ser tal
que por una parte permita evitar la contaminación hacia zonas adyacentes
debido al trabajo de pintado y por otra proteger el trabajo de contaminantes
exógenos.
b) Limpieza General: Hidrolavar toda la superficie exterior y/o interior de
estructuras a tratar y pisos en algunos casos, con detergente soluble en agua y abundante agua blanda, desmineralizada o desalinizada, a presión de 3500psi
con boquilla rotatoria. Esta limpieza debe incluir los intersticios, los cuales se deberán secar con aire limpio y seco. Mediante esta limpieza se debe eliminar el polvo, sales, óxido suelto, pintura mal adherida, y todo contaminante. Luego
se deberá enjuagar con agua dulce a presión para eliminar restos de detergente, sales solubles y cualquier otro contaminante.
c) Medir espesor y determinar la adherencia de la pintura en buen estado.
d) Tratamiento Touch Up y Desbaste de Pintura: Todos los sectores con pintura dañada a metal base y corrosión, hasta 50 ó 100mm en el entorno de cada falla, se deberán tratar localmente mediante chorro abrasivo a metal casi blanco SSPC-SP10 incorporando a este tratamiento aquellas zonas con pintura mal adherida. Se aceptará mantener solo la pintura firmemente adherida. El sistema a emplear debe ser con abrasivo sponge jet, vacuum Blaster y/o hidrogranallado (puede utilizarse cuarzo y/o granalla). El perfil de rugosidad

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 16
deberá ser entre BN 9a y BN 10a – 10b del Rugotest N° 3 o G – Medium de ISO 8503.
La terminación de la pintura bien adherida, circundante a la falla, debe ser del tipo “orilla de playa”. Eliminar el polvo remanente del tratamiento.
e) Imprimante: En los touch up y toda superficie a metal desnudo aplicar a brocha
una capa de un Epoxy Alto Espesor ( sobre 80% SV) pigmentado con MIO que
permita realizar trabajos en condiciones adversas, a un espesor seco de 125 a
150 micras secas, extendiéndose sobre el chaflán (Orilla de playa) de pintura
formado en la etapa anterior.
f) Sello de Intersticios: Se deberán tratar según punto 7.1.
g) Tratamiento Soldaduras con Corrosión: Se deberán tratar según punto 7.2.
h) Terminación: Conforme a instrucciones del fabricante y proveedor de las
pinturas, con relación a los tiempos de repintado de los productos, una vez
realizado los touch up, los intersticios sellados y sector de soldaduras tratados,
se deberá aplicar una capa general de un Epoxy Alto Espesor (sobre 80% SV)
brilloso en un espesor seco de 125 micrones sobre toda la superficie.
Los touch up deben quedar con espesor uniforme al resto de la pieza, sin relieves
ni desniveles observables a la vista ni que se sientan al tacto. Estos deben
presentar una forma simétrica, de geometría claramente delimitada.
Espesor del Esquema: 300 micrones secos mínimo en zonas de touch up.
Notas Importantes:
No emplear abrasivos o herramientas metálicas que generen chispas. El contratista deberá presentar, para aprobación de la ITO, las cartas
técnicas y hojas de seguridad de las pinturas seleccionadas para el trabajo. Faenas que requieran eliminación de polvo se deben realizar mediante
aspirado. En casos que el aspirado sea poco eficiente o no factible, se podrá ejecutar esta limpieza mediante soplado con aire limpio y seco.
El color de terminación deberá corresponder al indicado por COLBUN Los proveedores de los productos podrán ser Carboline, International,
Sherwi Williams y/o Hempel

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 17
5. INTERFERENCIAS AL TRABAJO DE MANTENCIÓN
Las principales interferencias que se deben considerar y controlar durante el
trabajo de mantención anticorrosiva de esta Planta son las siguientes:
a) Operatividad.
Una de las principales interferencias durante el trabajo de reparación y mantención es la alta demanda operativa que tiene la Central. El diseño de los procedimientos de reparación y plan de trabajo deberán
contemplar este requerimiento.
b) Contaminación Ambiental.
La posible condensación de humedad durante la noche, vaguada costera por los vientos al interior de los valles y la volatilidad de productos que usa la central como son soda caustica y ácido sulfúrico pueden provocar contaminación de las superficies durante la preparación de superficie y el pintado. El sistema de control de estas interferencias debe contemplar aislar los sectores
de trabajo mediante encarpados adecuados y colocar carpetas plásticas en el piso
para contener los residuos y agua de lavado.
c) Protección del Ambiente.
Es equivalente al anterior pero en este caso se trata de evitar contaminar el ambiente exterior por cuanto tanto el tratamiento de superficies como la aplicación de pintura originan contaminación ambiental. Para minimizar este problema, el contratista deberá considerar un encapsulado de
los sectores en trabajo y emplear procedimientos que aseguren la menor
contaminación. Durante el trabajo de mantención se debe considerar proteger las
áreas adyacentes al elemento que se esté trabajando.
d) Escaso Espacio para Trabajar.
Los estructuras se encuentran en algunos casos próximas entre sí y el espacio de
trabajo entre ellas puede ser limitado. Antes de iniciar el trabajo se recomienda
inspeccionar el área para definir el sistema de andamios y plan de acción.
e) Excesivo Viento.
Es una importante interferencia que se debe considerar durante el trabajo. En épocas del año este fuerte viento puede estar acompañado de bajas
temperaturas y vaguadas costeras. La velocidad máxima del viento aceptada para
estos trabajos es 16km/h.
CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 18
f) Seguridad.
Durante el trabajo se deberá cumplir todos los aspectos de seguridad exigidos para la ejecución de faenas en la Central. Durante la faena se deberá usar equipos de protección para ojos y manos,
respirador y mantener duchas y lava ojos al alcance. No fumar en toda el área. Nota Importante: Los diseños desarrollados para el control de las interferencias
así como el trabajo de mantención mismo, deberán ser aprobados y coordinados
por personal de la Unidad 1 de Central Nehuenco.
6. PLAN DE ACCIÓN PARA EL TRABAJO DE MANTENCIÓN
Este plan de acción se ha elaborado considerando la inspección de diagnóstico de corrosión, estado de la pintura, características de comportamiento de los trabajos en una unidad de energía, e interferencias asociadas al trabajo. Incluye el diseño de solución anticorrosiva de capítulo 4, el requerimiento general
de pintado de capítulo 7, y el plan de inspección de capítulo 8.
Para no afectar la generación de energía normal de la Central, el presente trabajo
de mantención se podrá realizará en paradas de planta y/o para casos especiales
que no interfieran el normal trabajo de la Central en fecha, horarios y condiciones
que establezca el plan de mantención de la Central.
6.1. Acción 1. Movilización e Instalación de Faena.
Lo primero a ejecutar será identificar el sector para instalación de faena, así como
el traslado de equipos, materiales e insumos considerando el espacio para la
colocación de contenedores, baños, bodegas y oficinas, según diseño aprobado
por COLBUN en la Central Nehuenco. 6.2. Acción 2. Preparación del Piso.
Previo al inicio del trabajo propiamente tal, se deberá acondicionar el piso
mediante carpetas de HDPE para la recepción de residuos y agua de lavado.
Sobre esta carpeta se deberá instalar planchas de madera sobre las que
descansarán los andamios. 6.3. Acción 3. Instalación de Andamios.
Los andamios se deben instalar de manera que permitan total acceso al perímetro
de las estructuras y soportes a tratar. La altura de estos debe sobrepasar 2m
sobre dichas estructuras. Solo se permitirá el uso de andamios certificados y
aprobados por COLBUN en Central Nehuenco, estos deben ser instalados por
personal calificado.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 19
6.4. Acción 4. Encapsulado del Área.
El encapsulado deberá considerar carpas plásticas y se realizará por el exterior de
los andamios. Este sistema de aislación no debe obstaculizar la operación de la
Central en funcionamiento. El encapsulado debe llegar a piso y considerar un
techo. 6.5. Acción 5. Hidrolavado General.
Hidrolavar la totalidad de las superficies según 4b. Previo a ejecutar esta faena se
recomienda humedecer las superficies para ablandar las sales y polvo depositado
en estas. 6.6. Acción 6. Limpieza de Intersticios y Cordones de Soldaduras.
Los intersticios se deberán tratar según 7.1 y los cordones de soldaduras según 7.2. 6.7. Acción 7. Secado de Intersticios mediante Aire Comprimido.
El interior de los intersticios se deberá secar mediante el uso de aire limpio y seco.
La calidad del aire deberá ser verificada por la ITO según norma ASTM D 4285. 6.8. Acción 8. Identificación de Zonas para Touch Up.
Al inicio y durante el trabajo de mantención de cada zona, la ITO en conjunto con
el contratista, identificarán y acordarán los sectores para tratamiento de touch up. 6.9. Acción 9. Limpieza Abrasiva Zonas de Touch Up y Desbaste de
Pintura.
Limpias y secas las superficies en zonas de touch up, se deberán tratar con chorro abrasivo según 4d eliminando toda pintura antigua, productos de corrosión y generar el perfil de anclaje. El tipo y granulometría del abrasivo debe ser el necesario para lograr el perfil de rugosidad indicado en la especificación técnica. Esta especificación contempla el retiro de la pintura mal adherida y desbaste
general en 100 micrones de la pintura firmemente adherida dejando la pintura
remanente con una terminación rugosa y sin brillo según se indica en 4d. Eliminar todo remanente de abrasivo, polvo y residuos desde las superficies
tratadas e intersticios. Terminada la limpieza se entregarán las áreas a la ITO para
evaluación según puntos 8.3.2 y 8.3.3.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 20
6.10. Acción 10. Preparación de las Pinturas.
La preparación de pintura se debe realizar sobre la carpeta de HDPE, al interior
del encapsulado, considerando todas las medidas de seguridad de COLBUN en
Central Nehuenco y las que indique el proveedor de los productos.
A lo menos debe considerar extintores y elementos de contención de derrames.
Durante esta faena el contratista debe contar en todo momento con las Hojas
Técnicas y de Seguridad de los productos. La preparación de los productos se realizará según 8.3.4. Está estrictamente prohibido el uso de solventes en la preparación de los productos.
6.11. Acción 11. Aplicación del Imprimante en Zonas de Touch Up.
Aprobada la limpieza abrasiva por la ITO en zonas de touch up se aplicará una capa del producto seleccionado como anticorrosivo según punto 4 e) en un espesor de 125 micrones secos. Los equipos de aplicación deberán corresponder a lo indicado por el fabricante. La aplicación del producto se realizará según 8.3.5 y cumplir los requerimientos de capítulo 7. El espesor de pintura se controlará según 8.3.7. 6.12. Acción 12. Sello de Intersticios. Cordones Soldadura Intermitente.
El procedimiento de trabajo para el tratamiento en intersticios debe corresponder
al indicado en 7.1. Este tratamiento deberá ser controlado paso a paso por la ITO,
quién dará la aprobación para continuar la siguiente etapa. 6.13. Acción 13. Tratamiento de Soldadura. Cordones Continuos.
El procedimiento de trabajo para el tratamiento en cordones de soldadura deberá
corresponder al indicado en 7.2. Este tratamiento será controlado paso a paso por
la ITO, quién dará la aprobación para continuar la siguiente etapa. 6.14. Acción 14. Aplicación Capa Terminación.
Sellado los intersticios, tratados los cordones de soldadura, aplicada la capa de imprimante en zonas de touch up, desbastada la pintura firmemente adherida, se aplicará a toda la superficie la capa de terminación según 4h. Curada esta última capa se controlará el espesor final del esquema según 8.3.7, la
adherencia según 8.3.8 y la calidad de formación de película según capítulo 7.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 21
6.15. Acción 15. Limpieza de Equipos.
La limpieza de los equipos de pintura se deberá realizar a una distancia mínima de 20m del área tratadas, sobre carpetas de HDPE para contención de derrames y extintores en el sector. Los solventes en esta operación se deberán recircular en un recipiente. 6.16. Acción 16. Retiro de Desechos y Control del Medio Ambiente.
El contratista debe considerar el retiro de desechos a botaderos autorizados según
normativa vigente y estándar de COLBUN. El área se deberá entregar limpia, tal
como fue recibida y en condición apta para la operación, incluyendo los resanes y
aplicaciones de un esquema protector en zonas adyacentes a los trabajos
realizados. 6.17. Acción 17. Control de Riesgos y Seguridad.
Antes, durante y finalizado el trabajo el contratista debe cumplir los estándares HSE, tanto generales como específicos del área. Todos los equipos, EPP, herramientas, insumos y productos que se empleen
durante la faena deberán ser autorizados por HSE de COLBUN, Central
Nehuenco. 6.18. Acción 18. Desmovilización.
Finalmente, terminado y entregado conforme el trabajo, el contratista procederá a
la desmovilización de todos sus equipos, contenedores y personal, dejando el
lugar en las mismas condiciones que lo encontró. NOTAS IMPORTANTES:
La preparación de superficies, preparación y aplicación de pinturas así como el
plan de control de calidad deberán considerar todos los aspectos indicados en
capítulos 7 y 8. En la visita a terreno los proponentes deberán evaluar el trabajo a ejecutar, cubicar y estimar la superficie involucrada, consultar respecto de los sectores para instalación de faena, suministro de energía, suministro de agua y retiro de desechos. La estimación de la superficie a reparar y/o cubrir, como asimismo la condición del
sitio serán de responsabilidad del contratista, previa autorización de la Gerencia
de Mantención de Central Nehuenco de COLBUN

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 22
7. REQUERIMIENTO GENERAL DE PINTADO
El comportamiento en operación de un revestimiento de protección por pinturas, depende básicamente de los productos, metodología de aplicación, calidad de los equipos y plan secuencial de trabajo. Para todos los trabajos basados en esta especificación, el sistema de pintura debe
presentar excelente adherencia, impermeabilidad y resistencia al medio ambiente
al que se encontrará expuesta. Con esta finalidad el esquema diseñado considera
los productos, preparación de superficies, procedimiento de trabajo y exigencias
de calidad para cumplir los requerimientos del proyecto. Los productos se deberán aplicar según secuencia lógica que respete la metodología de preparación de superficies, los tiempos de repintado, espesor por capa, espesor total, adherencia y calidad de formación de película. Durante la aplicación de las pinturas se debe mantener un control permanente de
las variables ambientales: punto de rocío, temperatura ambiente, temperatura del
sustrato y humedad relativa, las que deben quedar registradas diariamente. Durante el trabajo las superficies se deben mantener protegidas del viento, desde la preparación de superficies hasta el secado de la última capa de pintura. La condición de trabajo debe satisfacer las siguientes variables:
- La temperatura del sustrato se debe encontrar en sobre 3°C respecto de la temperatura del punto de rocío.
- La humedad relativa durante la aplicación, debe ser inferior al 80%. - La temperatura del sustrato durante la aplicación debe ser máximo 35°C. - No pintar con lluvia o amenaza de lluvia ni con neblina o amenaza de neblina. - Evitar condensación de humedad o cualquier otro tipo de contaminación sobre
el sustrato al momento de la aplicación, o sobre la pintura antes de los 30
minutos de haber alcanzado su tiempo de secado libre de polvo. A menos que suceda una situación de excepción, los tiempos de repintado y
tiempos de inducción se deberán respetar siempre ya que son fundamentales en
la calidad de formación de película y por ende en la vida útil del revestimiento. Al momento de aplicar cada capa de pintura la superficie se debe encontrar limpia, libre de contaminantes y seca. En caso que suceda algún tipo de contaminación, la superficie se deberá tratar mediante procedimiento indicado por el proveedor de la pintura y aprobado por la ITO. Las pinturas se deben aplicar respetando todas las exigencias de calidad, con
espesor uniforme, sin descuelgues, sobre pulverización, poros, ojos de pescado,
diferencias de brillo, corrugamiento, piel de cocodrilo, piel de naranja, apariencia
irregular, blushing u otra anomalía. El contratista deberá contar en todo momento con las Hojas Técnicas y Hojas de Seguridad de todos los productos.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 23
Con la finalidad de identificar desde lejos la etapa de pintado, la pintura de touch up debe ser de diferente color o tono a la pintura de terminación. El color de terminación será el definido por COLBUN.
7.1. Sello de Intersticios en Uniones Soldadas, Cordones Intermitentes.
Todos los intersticios se deberán sellar, éstos corresponden a los espacios libres
que generan los cordones de soldadura intermitente en los silos rectangulares,
incluye perfiles de refuerzo y marcos perimetrales. El procedimiento de sello de
estos debe considerar lo siguiente: - Limpiar ambas áreas involucradas, retirando mediante herramientas manuales
la mayor cantidad posible de sales, óxido, polvo y suciedad desde el interior del
intersticio. Posteriormente arrastrar los residuos mediante chorro de agua
blanda, potable o desalinizada. Secar el interior del intersticio con aire seco. - Retirar la totalidad de la pintura de los perfiles y plancha metálica de las
estructuras hasta 100mm en torno al intersticio mediante chorro abrasivo a
metal casi blanco SSPC-SP10. El perfil de rugosidad debe ser anguloso y
dentado, del tipo BN 10a a 10b del Rugotest N° 3. La pintura circundante a la
zona en tratamiento se debe rebajar en forma de chaflán con lija manual.
Eliminar el polvo mediante aspirado. El abrasivo debe ser sponge jet, sistema
vacuum Blaster y/o hidrogranallado. - Verificar que la pintura antigua circundante a la falla presente una adherencia
mínima de 30kg/cm2. - Sobre el sector a metal casi blanco se deberá aplicar una capa del producto
señalado en el punto 4 e) en un espesor seco de 125 micrones, extendiéndose
sobre el chaflán u orilla de playa. - Aplicado el imprimante, sellar los intersticios mediante masilla epoxy aplicada
en forma continua, cubriendo el cordón de soldadura intermitente. La masilla se
debe extender sobre el canto del ángulo en forma de chaflán y levemente
sobre la plancha metálica. - A las 24 horas de aplicada la masilla epóxica, antes de aplicar la capa de
pintura de terminación, se debe lijar para eliminar toda irregularidad y dejarla
rugosa. - Lijada la masilla y eliminado el polvo, aplicar la pintura de terminación sobre el
intersticio, bordes de cada elemento y resto de la superficie que corresponda,
considerando los tiempos de repintado de los productos seleccionados. 7.2. Tratamiento Uniones Soldadas, Cordones Continuos.
Toda unión soldada con daño o manifiestos problemas de corrosión se deberán
tratar según lo siguiente:

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 24
- Limpiar el cordón de soldadura y entorno mediante hidrolavado con agua
blanda, desmineralizada, potable o desalinizada. Secar con aire seco. - Retirar la totalidad de la pintura hasta 100mm de cada lado de la unión soldada
mediante chorro abrasivo a metal casi blanco SSPC-SP10. El perfil de
rugosidad debe ser anguloso y dentado, con profundidad del tipo BN 10a a 10b del Rugotest N° 3. La pintura que se encuentre adyacente a los 100mm
tratados a casi metal blanco se deberá rebajar con lija manual en forma de
chaflán. Eliminar el polvo mediante aspirado. El abrasivo debe ser sponge jet,
sistema vacuum Blaster y/o hidrogranallado.. - Verificar que la pintura antigua adyacente al sector en tratamiento presente una
adherencia mínima de 30kg/cm2. - Sobre el sector a metal casi blanco se deberá aplicar una capa del producto
señalado en el punto 4 e) en un espesor seco de 125 micrones, extendiéndose
sobre el chaflán u orilla de playa. - Lijada la masilla y eliminado el polvo, aplicar la pintura de terminación sobre el
intersticio, bordes de cada elemento y resto de la superficie que corresponda,
considerando los tiempos de repintado de los productos seleccionados.
8.- PLAN DE INSPECCIÓN Y ASEGURAMIENTO DE CALIDAD
El proceso de pintado se debe inspeccionar en todas sus etapas, paso a
paso y sector por sector.
La inspección debe mantener registros diarios que contemplen: el avance
del día; los sectores y etapas aprobadas; el trabajo a ejecutar el día
siguiente.
La inspección debe ejecutar los controles indicados en 8.3, y exigir los certificados de calidad de las pinturas.
El Contratista no podrá continuar avanzando en su trabajo hasta que la ITO no haya aprobado la etapa anterior correspondiente.
La inspección debe participar y controlar el trabajo antes y durante la
ejecución del mismo en los siguientes frentes:
8.1.- Acciones a Ejecutar Previo al Inicio de los Trabajos.
Esta etapa corresponde al trabajo a ejecutar con el Contratista antes del inicio de la faena. Se le solicitará la planificación, metodología, plan de trabajo, carta Gantt, así como los materiales seleccionados para el proyecto.
Estos documentos deberán ser analizados, comentados y finalmente aprobados con los cambios y/o acuerdos establecidos.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 25
Las exigencias de seguridad requeridas para el trabajo deben ser aprobadas por HSE de Central Nehuenco de COLBUN.
Finalmente se elaborará un acta con los acuerdos adoptados, la cual será
firmada por las partes involucradas.
8.2.- Aseguramiento de Calidad y Administración Técnica para la Faena.
Establecidos los acuerdos técnicos y de seguridad, se analizará con el
Contratista el trabajo según lo siguiente:
- Variables de inspección y control de calidad, exigencias técnicas de calidad para cada etapa y sub etapa involucrada en el curso del trabajo.
- Equipamiento para el autocontrol de calidad. - Responsabilidad y dependencia del autocontrol. - Definir los sistemas de comunicación y registros diarios. - Acordar las variables mínimas que se deben considerar en estos
registros. - Establecer los criterios para aceptación o rechazo.
8.3.- Metodología y Criterios de Inspección.
Tomados los acuerdos, conocidos los productos, definida la organización y
plan de trabajo del Contratista, con todas las variables acotadas, se
procederá al trabajo de inspección de acuerdo a las especificaciones. Los
controles a ejecutar son:
- Preparación de superficies. - Preparación de las pinturas. - Aplicación de las pinturas. - Control de calidad a los sectores pintados. - Control permanente de las variables ambientales. - Control permanente de la calidad del aire de los compresores. - Reuniones de planificación con el contratista. - Informes y estados de avance diarios. - Control en el cumplimiento de plazos.
Las principales variables a controlar son:
8.3.1.- Condición ambiente.
Se deberá controlar periódicamente la temperatura ambiente así como la temperatura de la superficie del sustrato. Durante el pintado, la temperatura de la superficie metálica deberá estar en al menos 3°C por sobre la temperatura del punto de rocío. La temperatura del sustrato no debe ser

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 26
superior a 35ºC. No se podrá pintar en días con lluvia o amenazas de lluvia o con neblina o amenazas de neblina.
En caso de vientos de velocidad mayor a 16km/h se debe evaluar la
integridad del encapsulado y definir si se continúa o detiene la faena. En
este último caso se deberá monitorear permanentemente la velocidad del
viento.
8.3.2.- Preparación de superficies.
La metodología, procedimientos y calidad final de preparación de superficies
deben corresponder a los exigidos en este documento.
8.3.3.- Rugosidad de anclaje.
Se empleará la norma ASTM D-4417, método C.
8.3.4.- Preparación de las pinturas.
Se controlará la preparación de las pinturas en todas sus etapas. Antes de efectuar la mezcla de los componentes se debe homogenizar cada uno por separado mediante agitación controlada.
La mezcla de ambos componentes se debe efectuar con agitación continua y la relación de mezcla debe corresponder a la definida por el fabricante. La agitación en cualquier etapa se debe realizar en forma controlada para evitar incorporar aire a la pintura.
Mezclada la pintura se debe controlar el tiempo de inducción del producto que en cada caso lo indica la hoja técnica de los productos. Cumplido el tiempo de inducción, la pintura se deberá filtrar según indicación del proveedor.
Todas las pinturas deberán ser preparadas en presencia de la ITO.
8.3.5.- Pintado.
Los tiempos de repintado entre capas se deben cumplir exactamente con lo indicado por el fabricante de los productos seleccionados.
Una vez preparadas las superficies se deberán proteger a la brevedad con la primera capa de pintura, antes que se produzca contaminación o la oxidación incipiente del metal base.
Las pinturas se deben aplicar con el tipo de boquilla y ancho de abanico de acuerdo al elemento que se deba pintar y a lo recomendado por el proveedor.
El tiempo de repintado entre capas se deberá respetar siempre.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 27
8.3.6.- Contaminación.
Se debe evitar todo tipo de contaminación entre capas de pintura o en el sustrato. En caso que se produzca contaminación deberá tratarse localmente según procedimiento propuesto por el contratista y aprobado por la ITO.
Previo a la aplicación de cada capa de pintura, la ITO comprobará que la
anterior se encuentre limpia, sin vestigio de contaminantes y totalmente
seca.
8.3.7.- Medición de espesor seco.
Corresponde al control de espesor seco de pintura entre capas y total. Se empleará la norma SSPC-PA 2.
El espesor de cada capa y final debe quedar registrado en el Libro de Obras.
8.3.8.- Adherencia.
Se empleará la norma ASTM D-4541. Para evitar dañar en demasía el metal base, este ensayo se debe ejecutar sin el uso de escarificador. Se deberá informar como y desde que capa se desprende el dolly.
Este ensayo se ejecutará en los sectores y sobre los esquemas que indique la ITO. Los daños en el revestimiento por la ejecución de estas pruebas se deben limpiar con una esponja humedecida en agua y tratar como touch up según 4d.
Este ensayo se debe ejecutar al esquema terminado, después de al menos 7 días de aplicada la última capa.
La adherencia mínima exigida deberá corresponder a lo siguiente:
a) Pintado con reparaciones hasta metal base: 55 kg/cm2.
b) Repintado pintura nueva sobre pintura antigua: 30 kg/cm2.
c) Adherencia mínima para mantener la pintura antigua: 30 kg/cm2.
8.3.9.- Libro de obras.
Se debe anotar día a día el avance como asimismo se deberá estipular los rechazos y el porqué de estos, comunicándolos a las instancias respectivas.
Debe quedar registrado todo acuerdo adoptado por las diferentes partes durante el curso de la faena.
En el Libro de Obras y/o Protocolos se deberá anotar diariamente, lo siguiente:

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 28
a) Fecha y hora de inicio de la faena en cada jornada. b) Humedad relativa y temperatura ambiente al inicio. c) Humedad relativa y temperatura ambiente durante la jornada de trabajo. d) Sectores tratados y gasto de pintura por área, por tipo y por día. e) Avance diario; elementos en trabajo y etapa de cada uno; lo rechazado
(el porque y su solución) y lo aprobado. f) El plan para el día siguiente.
8.4.- Responsabilidad.
La ITO, como representante técnico de COLBUN durante la faena, deberá exigir el total cumplimiento de las especificaciones y acuerdos.
Parte de su responsabilidad incluye: la exigencia en sistemas e
implementos de seguridad; exigencia en lo que respecta al retiro de
desechos y cuidado del medio ambiente; evaluación de los sistemas de
control; aprobar y hacer cumplir el plan de trabajo; exigir la certificación de
los productos; controlar la calidad de todas y cada una de las etapas del
trabajo; controlar los plazos; mantener al día el avance y estado del
proyecto; establecer reuniones con el contratista; otros según requerimiento.
8.5.- Canales de Comunicación.
Parte de los acuerdos que se deben establecer es definir las vías de
comunicación, tanto entre el contratista y la ITO, como entre la ITO y
COLBUN
8.6.- Perfil y Experiencia.
La presencia de una ITO preparada, con experiencia y conocimiento en el
tema, es de gran importancia para el éxito del proyecto. A este respecto, el
trabajo de pintado presentará diferentes grados de complejidad, que
deberán ser analizados en terreno para adoptar las soluciones o medidas
correctivas necesarias. La ITO, además de ejecutar el control de calidad de
la faena en forma activa, debe ser un asesor técnico permanente del
proyecto, apoyando al contratista sin por ello dejar de fiscalizarlo.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 29
SUGERENCIAS PARA DETERMINAR PROCEDIMIENTOS PARA RECUPERACIÓN DE ESQUEMAS EN MANTENCIÓN
General.
Una mantención efectiva para el recubrimiento de superficies protegidas dependerá de la condición actual observada en las diferentes capas de pintura. Debemos considerar que todas las pinturas se deterioran gradualmente y cuyo grado dependerá de diferentes factores, tales como: grado de preparación de superficie inicial, tipo de pintura aplicado, área de uso de las pinturas, etc. Sin embargo una mantención bien planificada permitirá mantener tanto la protección contra la corrosión como la apariencia deseada. En general, podemos recomendar seis tipos de mantención de acuerdo a la siguiente descripción:
1.- Limpieza Preventiva:
A. Lavar la superficie con un detergente soluble en agua, con agua dulce a alta presión con la finalidad de remover sales solubles, grasas, aceites y cualquier otro contaminante.
B. Enjuagar con agua dulce para eliminar los residuos de detergente, sales
solubles y cualquier otro contaminante.
C. Dejar secar. Si las superficies se limpian regularmente, el impacto del medio ambiente se reduce, logrando como resultado intervalos de mantención más largos.
2.- Reparaciones puntuales:
A. Si la película de pintura presenta áreas locales de oxidación, es recomendable, reparar dicha área con un parcheo puntual, (Limpieza manual mecánica), reponiendo el total del espesor de la película de pintura aplicada inicialmente.
B. Proceder con los puntos 1.a, 1.b y 1.c señalados anteriormente.
C. La reparación se podrá realizar por métodos manual-mecánico logrando una
limpieza grado St 3, o con “vacuum blasting” hasta alcanzar el grado de limpieza de acuerdo a la Norma ISO 8501-1:1988 solicitado en la especificación original. Biselar bordes adyacentes mediante disco lija adecuados. Eliminación del polvo producto del tratamiento de superficie, mediante un soplado con aire seco a presión, una vez eliminado el polvo la superficie debe mostrar un pronunciado aspecto metálico.

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 30
D. Aplicar el esquema de pintura en los espesores y manos especificados
originalmente, siguiendo las instrucciones de aplicación y en particular los tiempos de repintados
N° de Capa
Producto Código / Color % (V/S) DFT
Primera Segunda
Al remover todos los puntos en mal estado y/o con corrosión, debemos asegurarnos que la interface entre la película de pintura sana y las áreas asistidas con limpieza, estén correctamente preparadas. Si tiene originalmente Inorgánico de Zinc como primera capa, se debe reparar con un Orgánico de Zinc. Si la aplicación no es con equipo airless, se deben dar manos adicionales, para asegurar el espesor seco recomendado originalmente Las condiciones climáticas durante la aplicación y secado, deberán ser las mismas indicadas en las especificaciones técnicas. De ser adversas, se deberá crear un micro clima, encarpando las áreas a tratar
3.- Renovación y/o reparación de áreas mayores: Por razones tales como oxidación, tizamientos, cuarteos, cambios y/o degradaciones del color por incremento en la retención de contaminantes, es necesario renovar parcial o completamente el área afectada.
A. Dependiendo del área de la superficie afectada, podremos realizar un limpieza mediante un chorro abrasivo puntual o general de acuerdo a la Norma ISO 8501-1:1988 al grado solicitado en la especificación técnica original.
B. Proceder con los puntos 1a, 1b y 1c señalados anteriormente
C. Luego aplicar el esquema de acuerdo a especificación técnica Hempel
N° de Capa
Producto Código / Color % (V/S) DFT

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 31
4.- Si el daño NO llega al sustrato Se deberá verificar si se sobre paso el intervalo de repintado máximo, dependiendo de donde se encuentre el daño a reparar, si es capa intermedia, final.
A. Si se sobrepasó el intervalo máximo de repintado, se debe dar rugosidad a toda el área a tratar, mediante un lijado manual minucioso realizado en pasadas sucesivas y alternadas en 90°. Los bordes aledaños de pintura en buenas condiciones se deben biselar. (bajada de playa) Luego, eliminar todo residuo de limpieza, pasando un paño seco y posteriormente un paño humedecido en el diluyente de la pintura a aplicar, teniendo el cuidado de renovarlo, para no contaminar áreas limpias. Una vez, que la superficie se encuentre limpia y seca, aplicar de acuerdo a especificación técnica, teniendo particular cuidado en lograr los espesores secos especificados. Cualquier otro método de aplicación que no sea airless, se deben dar manos adicionales hasta lograr el espesor seco recomendado originalmente
B. Si no se sobrepaso el intervalo de repintado y una vez que la superficie a pintar
este limpia y seca, aplicar el esquema de acuerdo a especificación técnica, teniendo particular cuidado, en lograr los espesores secos especificados. Cualquier otro método de aplicación que no sea airless, se deben dar manos adicionales hasta lograr el espesor seco recomendado originalmente
C. Las condiciones climáticas durante la aplicación y secado, deberán ser las mismas
indicadas en las especificaciones técnicas. De ser adversas, se deberá crear un micro clima,
5.- Reparaciones de cordones de soldaduras: Las salpicaduras de la soldadura no son removidas completamente por el chorreado abrasivo, el contorno de una perlilla producirá demasiado bajo espesor de película seca, luego de la aplicación de la pintura lo que produce una oxidación local prematura y ampollas en las áreas sumergidas.
A. Antes del chorreado abrasivo, se deben eliminar los restos de soldaduras, como escoria, perlitas, etc. A través de un esmerilado o emparejamiento con un martillo neumático.
B. La preparación de superficie deberá ser ejecutada mediante el sistema de
“vacuumblasting” ó “open nozzle blasting” hasta alcanzar el grado de limpieza y perfil de anclaje solicitado, en la especificación técnica original. Biselar bordes adyacentes mediante discos lijas.
C. Eliminación del polvo producto del tratamiento de superficie, mediante un soplado
con aire seco a presión.
D. Realizar el parcheo con el esquema de pintura especificado originalmente, siguiendo las instrucciones de aplicación y en particular los tiempos de repintados

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 32
E. Si la aplicación no es con equipo airless, se deben dar manos adicionales, para
asegurar el espesor seco recomendado originalmente. Es vital dar el espesor original, dado que en el caso de las soldaduras se esta aportando con un material que es más noble.
F. Si tiene Inorgánico de Zinc como primera mano, originalmente, se debe
reemplazar por Organico de Zinc
G. Las condiciones climáticas durante la aplicación y secado, deberán ser las mismas indicadas en las especificaciones técnicas. De ser adversas, se deberá crear un micro clima
.
6.- Restaurar el sistema:
A. Remover el total sistema de pintura existente, resulta una nueva preparación de superficie y aplicación de un nuevo sistema protector de acuerdo a especificaciones. Esto es relevante si el sistema existente se encuentra gastado o sufre severas degradaciones de la superficie. Esto puede también considerarse practicable, si por otras razones de mantención en la Planta se instalan andamios y se ejecutan trabajos coordinados.
B. Aplicar el mismo sistema genérico existente completo y/o cambiar el tipo
genérico del sistema.
Elección de un tipo de mantención: La tabla que más abajo se señala, ha sido preparada como una directiva para elegir la correcta mantención para una superficie pintada. Esto es la base en relación entre el estado de la superficie ya pintada, el grado de oxidación y el apropiado tipo de mantención.
TIPOS DE MANTENCION PARA UNA DETERMINACIÓN APROPIADA
Estado de la Superficie pintada
Grado de óxido - Escala Europea
de Corrosión
Tipo de mantención, fallas - Local
Tipo de mantención, fallas
- Disperso - Contaminación Re 0 Limpieza Preventiva Limpieza Preventiva 1% Corrosión Re 3 Reparación Puntual Renovación 3% Corrosión Re 4 Renovación Restaurar Sistema
Sobre 8% hasta 95% Re5 - Re 9 Restaurar Sistema Restaurar Sistema Nota: Dependiendo del tipo de pintura final y el tiempo de exposición a los rayos UV, puede que exista diferencia en el brillo entre lo existente en buenas condiciones (no reparado) y la pintura recién aplicada

CONSULTORA LFMOSCA - Cell: +56 9 95099278 WEB: www.lfmosca.cl Página 33
Recomendaciones Generales:
La forma de trabajo respecto de la aplicación deberá ser lo más profesional posible, es decir cumplir con las condiciones mínimas de aplicación. Para una mejor comprensión se detallan aspectos a considerar:
La capa de pintura debe ser aplicada en forma homogénea y muy cerca de lo especificado.
El consumo de pintura debe ser controlado permanentemente.
La capa de pintura deberá ser homogénea con una superficie suave lisa y sin irregularidades tales como goterones de pintura, pulverización seca, abrasivos, descuelgues y/o cualquier otro contaminante.
Controlar los espesores húmedos especificados utilizando el pintor un “peine” que permita su control permanente, recordando que el primer control de calidad es el propio aplicador.
No realizar trabajos de chorreado abrasivo cerca durante el proceso de secado/curado de la pintura que pudieran adherirse fácilmente ( polvo/arena).
Proteger equipos apropiadamente antes del arenado y posterior al pintado.
La pintura deberá ser mezclada con un agitador mecánico.
En los sectores con cantos vivos, cordones de soldadura y lugares de difícil acceso para la pistola, se deben dar manos adicionales, con brocha, para asegurar y reforzar, el espesor seco recomendado.
Antes de poner en servicio las áreas reparadas, esta deben estar completamente
curadas
Cualquier test o prueba que se deba realizar, éste debe esperar el curado total del esquema es decir siete días a 20°C y una buena ventilación.







