
1
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 1Prof. José A. Rodríguez Mondéjar
Gemma
Guía GEMMA
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 2Prof. José A. Rodríguez Mondéjar
Gemma
Introducción a GEMMA• En la automatización de una máquina o de un proceso
industrial es necesario prever todos los estados posibles:– Funcionamiento manual– Funcionamiento semiautomático– Situaciones de fallo– Paradas de emergencia– Puestas en marcha
• Prioridad máxima de una automatización: SEGURIDAD– Ante una situación de fallo o una parada de emergencia, el sistema
debe evolucionar hacia un estado seguro• Guía GEMMA:
– Guía para un estudio sistemático de todos los modos o estados enque se puede encontrar un proceso de producción automatizado.
– Cubre también el estudio de los saltos o transiciones entre modos.
2
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 3Prof. José A. Rodríguez Mondéjar
Gemma
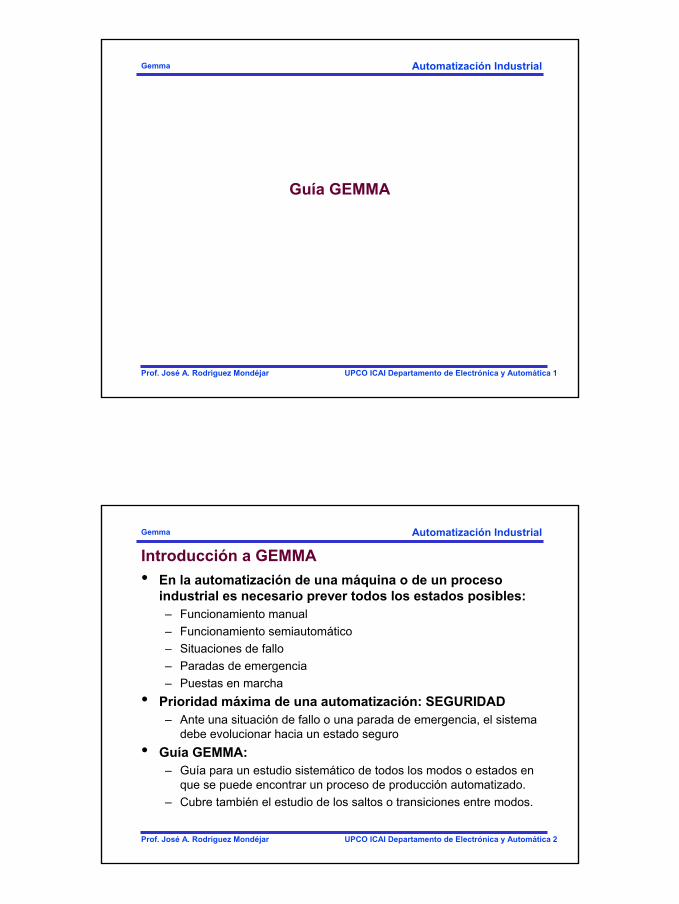
Modos fundamentales según GEMMA• Proceso en Funcionamiento• Proceso en Parada o Puesta en Marcha• Proceso en Defecto
Con
trol
sin
alim
enta
ción
A – PROCESO EN PARADA
D – PROCESO EN DEFECTO
F- PROCESO EN FUNCIONAMIENTO
Marcha
Paro
Defecto
Conex.
Desco.
PRODUCCIÓN
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 4Prof. José A. Rodríguez Mondéjar
Gemma
Proceso en funcionamiento (estados posibles) I• Puesta en servicio y funcionamiento normal• F1: Producción normal
– Estado en que la máquina produce normalmente. En él se realizan las tareas para las cuales ha sido construida la máquina.
– Estado más importante• F2: Marcha de preparación
– Son las acciones necesarias para que la máquina entre en producción.
– Ejemplo: precalentamiento, preparación de componentes, etc.• F3: Marcha de cierre
– Acciones a realizar antes de la parada.– Ejemplo: vaciado o limpieza antes de parar la máquina (planta) o
de cambio de las características del producto a fabricar.

3
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 5Prof. José A. Rodríguez Mondéjar
Gemma
Proceso en funcionamiento (estados posibles)• Ensayos y verificaciones• F4: Marchas de verificación sin orden
– La máquina bajo control del operario realiza cualquier movimiento o determinados movimientos preestablecidos.
– Se suele asimilar al control manual.– Ejemplo: funciones de mantenimiento y verificación.
• F5: Marchas de verificación con orden– La máquina (planta o sistema) realiza un ciclo completo de
funcionamiento en orden pero al ritmo fijado por el operador.– Se asimila al llamado control semiautomático.– Ejemplo: labores de mantenimiento y verificación.
• F6: Marchas de test– Realizar operaciones de ajuste y mantenimiento predictivo– Ejemplo: comprobar la activación de los sensores en un tiempo
máximo, curvas de comportamiento de algunos actuadores, comprobación de las comunicaciones, etc.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 6Prof. José A. Rodríguez Mondéjar
Gemma
Proceso en parada o puesta en marcha (I)• A1: Parada en el estado inicial
– Estado de reposo de la máquina.– La máquina normalmente se representa en este estado en los
planos de construcción y en los esquemas eléctricos.• A2: Parada solicitada al final de ciclo
– Es un estado transitorio en que la máquina, que estaba produciendo normalmente hasta el momento, termina el ciclo y pasa a estar parada en el estado inicial.
• A3: Parada solicitada en un estado determinado– Estado transitorio hasta que la máquina para en un determinado
estado que no coincide con el final de ciclo.– Es un estado transitorio de evolución al A4.
• A4: Parada obtenida– Es un estado de reposo de la máquina distinto al estado inicial.

4
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 7Prof. José A. Rodríguez Mondéjar
Gemma
Proceso en parada o puesta en marcha (II)• A5: Preparación para la puesta en marcha después de un
defecto– Se realizan las operaciones necesarias para la puesta en
funcionamiento de la máquina después de un defecto.– Ejemplo: operaciones de vaciado, limpieza, reposición de un
determinado producto, etc.• A6: Puesta del sistema en el estado inicial
– Operaciones necesarias para llevar al sistema al estado inicial desde situaciones diferentes a la de producción: control manual o semiautomático, parada de emergencia, etc.
– El resultado final es el estado A1.• A7: Puesta del sistema en un estado determinado
– Operaciones necesarias para llevar al sistema, que no está en producción, a un estado distinto del inicial para su puesta en marcha.
– Resultado final: estado A4.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 8Prof. José A. Rodríguez Mondéjar
Gemma
Proceso en defecto (estados posibles)• D1: Parada de emergencia
– Estado al que evoluciona un sistema después de una parada de emergencia.
– Deben de tenerse en cuenta tanto las paradas como los procedimientos y precauciones necesarias para evitar o limitar las consecuencias debidas a defectos.
– Legislación sobre seguridad.• D2: Diagnóstico y/o tratamiento de fallos
– Estado que permite el examen de una máquina después de un defecto para determinar los motivos del fallo.
– Puede operar con o sin ayuda del operador.• D3: Producción a pesar de los defectos
– Estado correspondiente a casos donde se debe continuar produciendo a pesar de los defectos.
– Ejemplo: cadenas de producción, sustituir transitoriamente partedel trabajo de la cadena por el de un operario.

5
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 9Prof. José A. Rodríguez Mondéjar
Gemma
A1Parada en el estado inicial
A2Parada solicitada al final de ciclo
A3Parada solicitada en un estado determinado
A4Parada obtenida
A5Preparación para la puesta en marcha después de defecto
A6Puesta del sistema en el estado inicial
A7Puesta del sistema en un estado determinado
D2Diagnóstico y/o tratamiento de fallos
D3Producción a pesar de los defectos
D1Parada de emergencia
F1Producción normal
F2Marcha de preparación
F3Marcha de cierre
F4Marcha de verificación sin orden
F5Marcha de verificación con orden
F6Marcha de test
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 10Prof. José A. Rodríguez Mondéjar
Gemma
Guía para aplicar GEMMA a una automatización (I)• Paso 1: Determinar los aspectos generales del proceso y
generar el Grafcet de producción normal.– Grafcet funcional del estado de producción normal.
• Paso 2: Determinar los captadores (sensores) y actuadores (accionamientos) adecuados.
• Paso 3: Grafcet tecnológico del estado de producción normal.
• Paso 4: Estudiar qué estados de Gemma son necesarios en la automatización– Estados típicos que aparecen en cualquier sistema: Parada,
Parada de emergencia, Producción o funcionamiento normal, etc.• Paso 5: Definir las condiciones de evolución entre los
diferentes estados

6
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 11Prof. José A. Rodríguez Mondéjar
Gemma
Guía para aplicar GEMMA a una automatización (II)• Paso 6: Definir el pupitre de control (operador)
– Pulsadores con el rótulo de las acciones asociadas, pilotos.• Paso 7: Preparar el grafcet final (o grafcets)
– Enriquecimiento del grafcet inicial: casos sencillos– Organización en varios grafcets coordinados entre sí, donde tarea
es recogida en un grafcet independiente.• Paso 8: Escoger la tecnología de control: número de
autómatas programables, tipo de entrada y salidas, reguladores industriales, bus de comunicación.
• Paso 9: Programación• Paso 10: Pruebas antes de la instalación• Paso 11: Instalación, puesta a punto y pruebas
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 12Prof. José A. Rodríguez Mondéjar
Gemma
Caso funcionamiento semiautomático simple • A demanda del operador la
máquina sólo realiza un ciclo (ejemplo: producir una pieza)
• En el pupitre de control hay un pulsador con la leyenda INICIO CICLO
A1Parada en el estado inicial
F1Producción normal
INICIOCICLO
TodoBajoControl
ARRANCADA PARADA
PIC

7
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 13Prof. José A. Rodríguez Mondéjar
Gemma
Aplicado a la lavadora o similar
1
2
0
Parada
Inicializar
Giro Der.
Giro Izq.
RESET
PIC
ESTP
SBP
SMGD, SBA
SMGI, SBA
SBP, SBA
3
ESTP
0
1
Parada
Giro Der.
Giro Izq.
PIC
ESTP
SBP
SMGD, SBA
SMGI, SBA2
ESTP
Eliminada la operación de RESET. Por hardware o por software se debe ir a la etapa de parada (inicial) en la conexión
a alimentación
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 14Prof. José A. Rodríguez Mondéjar
Gemma
Significado de los colores: Pulsadores• Pulsador BLANCO:
– Puesta en marcha/puesta en tensión. – En el caso de máquinas antiguas es aceptable el color VERDE.
• Pulsador NEGRO:– Parada/puesta fuera de tensión: – En el caso de máquinas antiguas es aceptable el color ROJO.
• Pulsador ROJO sobre fondo AMARILLO:– Parada de emergencia o iniciación de una función de emergencia
• Pulsador AMARILLO:– Supresión de condiciones anormales o restablecimiento de un ciclo
automático interrumpido: • Pulsador AZUL.
– Rearme

8
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 15Prof. José A. Rodríguez Mondéjar
Gemma
Significado de los colores: Pilotos• Piloto ROJO
– Emergencia: condición peligrosa que requiere una acción inmediata (presión fuera de los límites de seguridad, sobrerrecorrido, rotura de acoplamiento…)
– Demanda intervención urgente por parte del operador.• Piloto AMARILLO:
– Anomalía – condición anormal que puede llevar a una situación peligrosa (presión fuera de los límites normales, activación de un dispositivo de protección…)
– Demanda intervención por parte del operador• Piloto BLANCO:
– Neutro – información general (presencia de tensión de red…)• Piloto VERDE:
– Máquina preparada para entrar en servicio.– Máquina en funcionamiento normal.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 16Prof. José A. Rodríguez Mondéjar
Gemma
Rótulo típicos• ENGANCHE• ABRIR• PARADA• PARADA GENERAL• CIERRE• DERECHA• BAJADA• DESCONECTADO• EMERGENCIA• FUERA DE SERVICIO• ATRÁS• EN SERVICIO• MARCHA• RESET
• SUBIDA• IZQUIERDA• ENERGIZADO• START• STOP• STOP-RESET• DEPRISA• AUTO-MAN• MAN-O-AUTO• OFF-ON• AUTO-O-MAN• PARADA-MARCHA• STOP-START
9
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 17Prof. José A. Rodríguez Mondéjar
Gemma
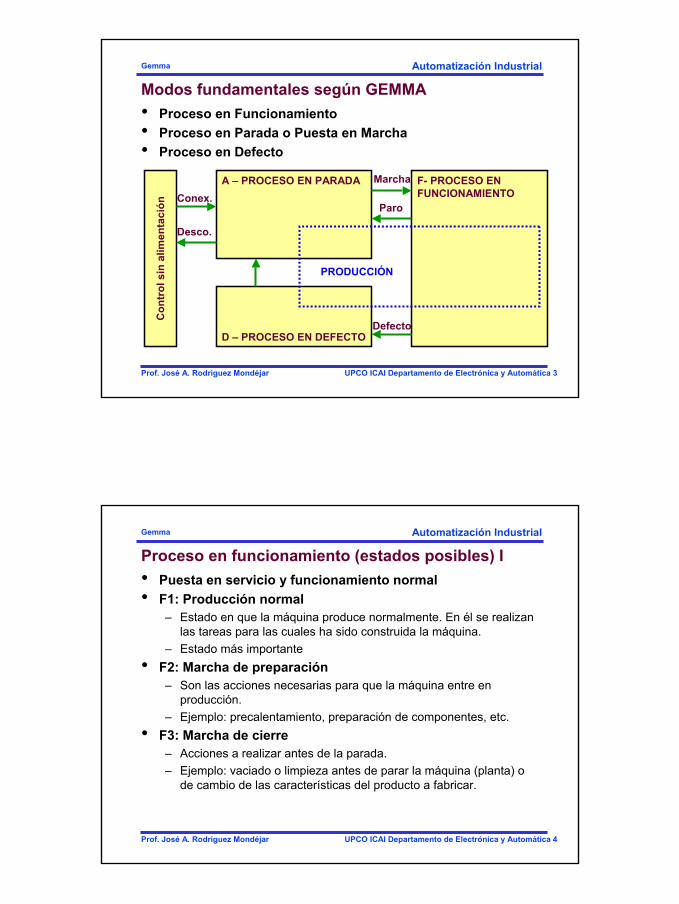
Caso funcionamiento automático simple• Al pulsar MARCHA la
máquina se pone en marcha• Cuando se pulsa PARO la
máquina acaba el ciclo y a continuación se para.
– Piloto parada intermitente
A1Parada en el estado inicial
F1Producción normal
MARCHA
A2Parada solicitada al final de ciclo
PAROMARCHA
TodoBajoControl
EN SERVICIO PARADA
PARO
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 18Prof. José A. Rodríguez Mondéjar
Gemma
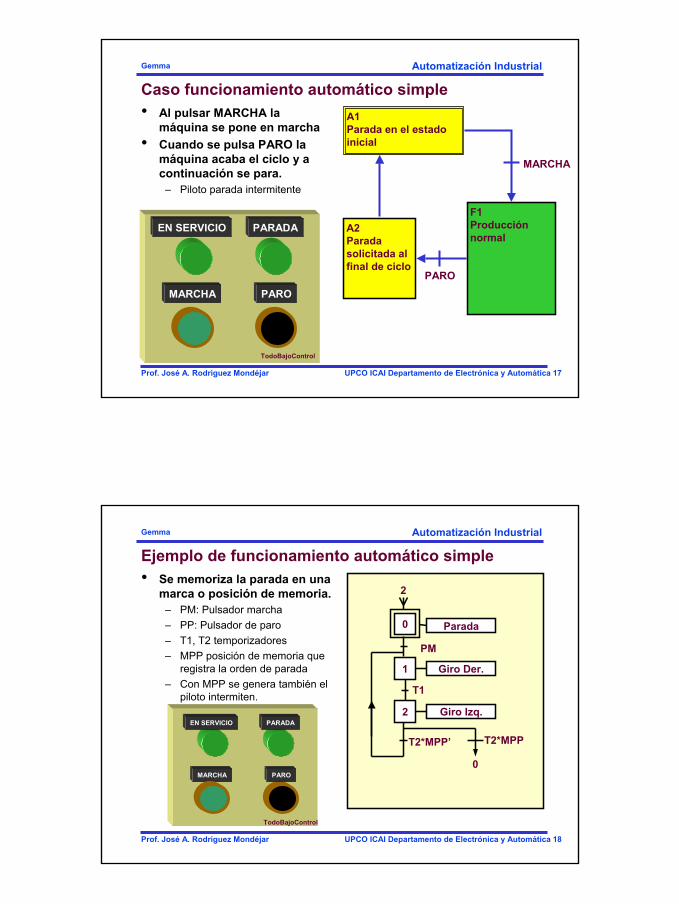
Ejemplo de funcionamiento automático simple• Se memoriza la parada en una
marca o posición de memoria.– PM: Pulsador marcha– PP: Pulsador de paro– T1, T2 temporizadores– MPP posición de memoria que
registra la orden de parada– Con MPP se genera también el
piloto intermiten.
0
1
Parada
Giro Der.
Giro Izq.
PM
T1
2
T2*MPP’
2
T2*MPP
0MARCHA
TodoBajoControl
EN SERVICIO PARADA
PARO

10
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 19Prof. José A. Rodríguez Mondéjar
Gemma
Sustituir pulsadores por conmutador• El conmutador hace de
memoria.• El ejemplo incluye la marcha
de verificación con orden (F5)
SEMI
TodoBajoControl
MARCHA
AUTO
STOP
RED 220V
0
1
Parada
Giro Der.
Giro Izq.
AUTO + MAN
T1
2
T2
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 20Prof. José A. Rodríguez Mondéjar
Gemma
Caso funcionamiento con marcha de arranque• En automático se cubre la
etapa de llenado cuando es necesario y la de vaciado cuando se pasa a STOP
F2Marcha de preparaciónLLENAR
F3Marcha de cierreVACIAR
A1Parada en el estado inicialLLENO OVACIO
F1Producción normal
A2Parada solicitada al final de cicloLLENO OVACIO
VacioVacio·(AUTO+MAN·CICLO)
Lleno
AUTO’+MAN’
MAN
Lleno·(AUTO+MAN·CICLO)
MAN
TodoBajoControl
VACIAR
AUTO
STOP
LLENAR NORMAL
CICLO

11
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 21Prof. José A. Rodríguez Mondéjar
Gemma
Caso parada de emergencia• Parada de emergencia
obligatoria• Primer nivel: Cableada• Segundo nivel:
Programada (Rearme)
A1Parada en el estado inicial
A2Parada solicitada al final de ciclo
A5Preparación para la puesta en marcha después de defecto
A6Puesta del sistema en el estado inicial
D1Parada de emergencia
F1Producción normal
TodoBajoControl
NORMAL DEFECTO
MARCHA PAROSTOP
MARCHA
PARO
BOCINA
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 22Prof. José A. Rodríguez Mondéjar
Gemma
Ejemplo de parada de emergencia (I)• Con inhibición e
inmovilización– Redundante con tener en
serie la seta de seguridad con los contactores correspondientes.
• En el rearme se vuelve al mismo punto donde se generó la alarma.
– No es muy correcto• La seta de seguridad se
debe pulsar cuando hay una emergencia y no simplemente para parar en un determinado ciclo.
– Pulsador de PAUSA con pulsador de CONTINUAR
0
1 Giro Der.
Giro Izq.
PE· PIC
PE· ESTP
2
PE· ESTP
SMGD SBA
PE PE
SMGI SBA
PE PE
Parada SBP
PE
Seta de paro de emergencia o seta de
seguridad
12
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 23Prof. José A. Rodríguez Mondéjar
Gemma
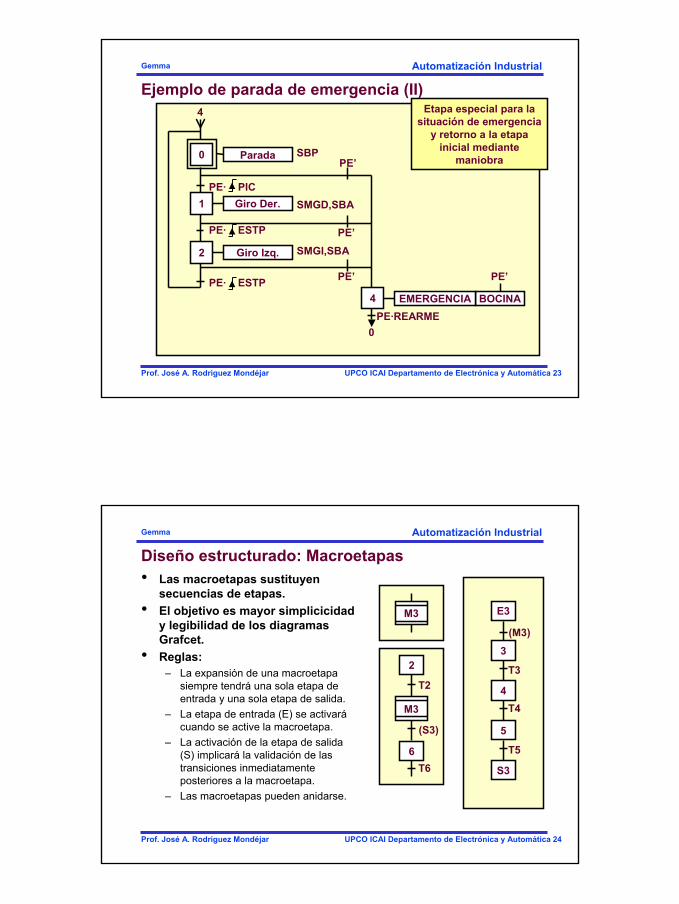
Ejemplo de parada de emergencia (II)
0
Giro Der.
Giro Izq.
PE· PIC
PE· ESTP
2
PE· ESTP
Parada SBP
SMGD,SBA
SMGI,SBA
1
PE’
PE’
PE’
BOCINA
PE’
EMERGENCIA4
0PE·REARME
4 Etapa especial para la situación de emergencia
y retorno a la etapa inicial mediante
maniobra
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 24Prof. José A. Rodríguez Mondéjar
Gemma
M3
Diseño estructurado: Macroetapas• Las macroetapas sustituyen
secuencias de etapas.• El objetivo es mayor simplicicidad
y legibilidad de los diagramas Grafcet.
• Reglas:– La expansión de una macroetapa
siempre tendrá una sola etapa de entrada y una sola etapa de salida.
– La etapa de entrada (E) se activará cuando se active la macroetapa.
– La activación de la etapa de salida (S) implicará la validación de las transiciones inmediatamente posteriores a la macroetapa.
– Las macroetapas pueden anidarse.
M3
2
6
T2
T6
E3
3
4
5
S3
(M3)
T3
T4
T5
(S3)

13
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 25Prof. José A. Rodríguez Mondéjar
Gemma
Diseño estructurado: Grafcet jerarquizados• Diagramas Grafcet jerarquizados
– El control se organiza como un conjunto de grafcet parciales jerarquizados.
– Los grafcets de orden superior pueden forzar a los de orden inferior• Muy útil para el tratamiento de la parada de emergencia.
• La jerarquización debe respetar una serie de reglas:– Si un grafcet tiene la posibilidad de forzar otro, éste no tendrá
ninguna posibilidad de forzar al anterior.– En todo instante un grafcet sólo podrá ser forzado por un único
grafcet.• Sintaxis del forzado
– F/G2:{0}• Forzar el grafcet G2 a ir a su etapa 0
– F/G2:{}• Desactivar todas las etapas del grafcet G2
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 26Prof. José A. Rodríguez Mondéjar
Gemma
Ejemplo diseño estructurado I60 Entrada F1
61
89
90
Primera Operación F1
Última operación F1
Salida F1
X3
FIN
X4+PARADA’
100 Entrada F3
101
121
122
Primera Operación F3
Última operación F3
Salida F1
X4
FIN
X1
1 A1:Parada estado Inicial
2
3
4
F2:Marcha de preparación
F1:Producción Normal
F3:Marcha de cierre
MARCHA
X57
X90·PARADA
X122
Grafcets coordinados sin forzado entre ellos
14
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 27Prof. José A. Rodríguez Mondéjar
Gemma
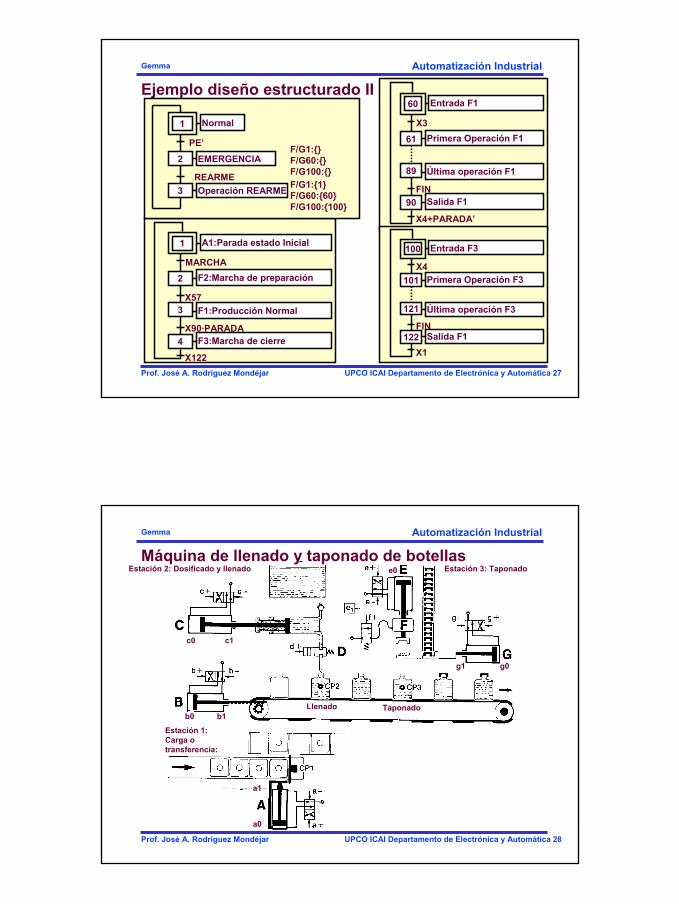
Ejemplo diseño estructurado II60 Entrada F1
61
89
90
Primera Operación F1
Última operación F1
Salida F1
X3
FIN
X4+PARADA’
100 Entrada F3
101
121
122
Primera Operación F3
Última operación F3
Salida F1
X4
FIN
X1
1 A1:Parada estado Inicial
2
3
4
F2:Marcha de preparación
F1:Producción Normal
F3:Marcha de cierre
MARCHA
X57
X90·PARADA
X122
1 Normal
2 EMERGENCIA PE’
REARME
F/G1:{}F/G60:{}F/G100:{}
3 Operación REARME F/G1:{1}F/G60:{60}F/G100:{100}
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 28Prof. José A. Rodríguez Mondéjar
Gemma
Estación 2: Dosificado y llenado Estación 3: Taponado
Llenado Taponado
Estación 1: Carga o transferencia
Máquina de llenado y taponado de botellas
c0 c1
b0 b1
a1
a0
g0g1
e0

15
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 29Prof. José A. Rodríguez Mondéjar
Gemma
Funcionamiento• Estación de carga (1)
– Las botellas llegan por una cinta y se transfieren a la cinta de embotellado mediante el cilindro neumático A. Los finales de carrera a0 y a1 controlan el avance y el retroceso.
• Cinta de embotellado– Avanza un paso con el avance del cilindro B. No retrocede al retroceder el
cilindro B. b0 y b1 controlan el recorrido de B. • Estación de dosificación y llenado (2)
– El cilindro C carga la dosis en el depósito intermedio y a través de la válvula controlada por D se descargar sobre la botella, siempre que hay botella. c0 y c1 controlan el recorrido de C
• Estación de taponado (3)– El cilindro G presenta un tapón al receptáculo del cilindro E. El cilindro E
coloca el tapón sobre la botella, roscándolo a través del motor neumático F. El final de carrera e0 controla el retroceso de E y la válvula de sobrepresióne1 controla el avance de E. Al avanzar el cilindro E, si choca con un obstáculo aumenta la presión interna en el cilindro. El efecto es detectado por e0.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 30Prof. José A. Rodríguez Mondéjar
Gemma
Grafcet de producción funcional
1
2
3
4
Cargar botella
Esperar
5
6
Llenar botella
Esperar
7
8
Poner tapón
Esperar
Avanzar cinta
Máquina parada
Conmutador: Marcha
Avance realizado
STOP MARCHA
PRIMERO: Tener idea del
funcionamiento general de la planta a
controlar. Después los detalles.

16
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 31Prof. José A. Rodríguez Mondéjar
Gemma
Grafcet de producción tecnológico
1
2
4
b+Marcha
b1
a-a1·b0
c-
a+ b- c+ d+3 5
6
12
11
10
9
8
7 g+
e+
e-
g-
e-
e+ f+
a0·c0·e0
c1 g1
e1
e0
g0
e1
Previo al Grafcettecnológico está la
selección de accionamientos y
sensores
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 32Prof. José A. Rodríguez Mondéjar
Gemma
Defectos del grafcet de producción• ¿Qué ocurre si no hay botellas?
– Se desparrama el líquido– Falta una secuencia de arranque.– Y una secuencia de parada para que la cinta quede vacía.– Cuando los sensores CP1, CP2 y CP3 estén activados se puede poner la
máquina a pleno rendimiento (F1)• ¿Dónde está la parada de emergencia?
– En caso de parada de emergencia (rotura de una botella, avería de una estación) el sistema debería ir a una situación segura (cerrar la válvula D).
– El sistema debería permitir la solución del defecto y reiniciar.– O permitir el trabajo bajo defecto: un operador cubre manualmente el
defecto de una de las estaciones (taponar).• ¿¿Qué ocurre si queremos parar de forma momentánea la
producción?– Si en el arranque y en la parada se gastan 5 minutos, y no hay otra
posibilidad, la parada sería de 10 minutos mínimo.

17
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 33Prof. José A. Rodríguez Mondéjar
Gemma
Más necesidades• Modo manual
– Permitir comprobar el funcionamiento de cada uno de los elementos de la planta por separado: Pulsadores para cada elemento con señalización adecuada.
• Modo de test– Comprobar que la máquina realiza un ciclo completo o que cada
estación es capaz de realizar un ciclo completo.• Comprobar el dosificador
– Cada cierto tiempo hay que colocar un botella de referencia paracomprobar que la cantidad de líquido suministrado es la adecuada.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 34Prof. José A. Rodríguez Mondéjar
Gemma
Estados de GEMMA necesarios (I)• A1: Planta en condiciones iniciales
– Una botella sobre la cinta de embotellado• F2: Planta en condiciones de trabajar a pleno rendimiento
– En cada estación hay una botella• F1: Producción a pleno rendimiento
– Una botella por ciclo• F3: Parada de la producción
– No se admiten nuevas botellas y se consumen las que hay en la cinta.
• F4: Modo manual– Mover cada cilindro por separado: un pulsador con su indicador por
cada movimiento.• F5: Modo test
– Realizar un ciclo completo de una estación de la embotelladora. Un selector para indicar qué estación.

18
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 35Prof. José A. Rodríguez Mondéjar
Gemma
Modos de Gemma necesarios (II)• F6: Calibrar el dosificador
– Sólo debe funcionar la estación correspondiente• D1: Parada emergencia
– Se cierra la válvula D y se para el automatismo• D2: Diagnóstico de la avería
– Se realiza una comprobación manual.• A5: Retirada y limpieza. Reparación.
– Se realiza de forma manual• A7: Poner manualmente los accionadores en sus
posiciones iniciales.– El modo manual nos puede servir para realizar esta operación.
• A6: Alimentación con una botella si es necesario.– A6 y A7 pueden ser el mismo.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 36Prof. José A. Rodríguez Mondéjar
Gemma
TodoBajoControl
MANUAL AUTOMATICO
TEST
MARCHA
ALIMENTACION TAPONADO
LLENADOINICIOa+ b+
a- b- c-
c+ d+
e+
e-
f+ g+
g-
STOP
PARO
NOBOTELLAS
BOTELLASMANUAL AUTO
TAPONADO

19
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 37Prof. José A. Rodríguez Mondéjar
Gemma
Pupitre de control• Conmutador entre modo Manual, Test y Automático.• Pulsador de Marcha para el modo automático
– Pone el sistema en marcha aunque no tengan botella todas las estaciones.• Pulsador de Paro para el modo automático
– Parada del sistema con o sin botellas.• Conmutador de Botellas o No botellas.
– Cierra la alimentación de botellas para poder parar la máquina sin botellas (pulsador de Paro) en modo automático.
• Conmutador Manual y Auto en Taponado– Permite sustituir la etapa de taponado automática por manual.
• Conmutador de Alimentación, Llenado y Taponado– Permite verificar cada estación en modo test.
• Pulsadores con indicación luminosa para gobierno de cilindros enmodo manual.
– Cada pulsador lleva un piloto integrado para indicar que el final de carrera correspondiente se ha activado.
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 38Prof. José A. Rodríguez Mondéjar
Gemma
A1Parada en el estado inicial
A2Parada solicitada al final de ciclo
A3Parada solicitada en un estado determinado
A4Parada obtenida
A5Preparación para la puesta en marcha después de defecto
A6Eliminación defecto
A7Puesta del sistema en un estado determinado
D2Diagnóstico y/o tratamiento de fallos
D3Producción a pesar de los defectos
D1Parada de emergencia
F1Producción normal
F2Marcha de preparación
F3Marcha de cierre
F4Marcha de verificación sin orden
F5Marcha de verificación con orden
F6Marcha de test
PARADANO BOTELLAS
AUTOMARCHA
PARADA
MANUAL
TAPONADO MANUAL
TEST
PE
CP3
PE’
MANUAL
AUTO
AUTO
TEST
PE’
MANUAL
Pos correcta cilindros
Pos correcta cilindros

20
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 39Prof. José A. Rodríguez Mondéjar
Gemma
Gemma con A1-F2-F1
1
4
b+AUTO·a0·b0·c0·e0·g0
b1
a-a1·b0
c-
b-
c+ d+
3
6
7
14
13
12
11
10
9 g+
e+
e-
g-
e-
e+ f+
a0·c0·e0
c1
g1
e1
e0
g0
e1
a+
CP1 5
CP2 CP2’
2
8CP3 CP3’
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 40Prof. José A. Rodríguez Mondéjar
Gemma
Gemma con A1-F2-F1, F1-A3-A4, F1-F3-A1
1
4
b+AUTO·MMarcha·MParo’·a0·b0·c0·e0·g0
b1
a-(a1+Botellas’)·b0
c-
b-
c+ d+
3
6
7
14
13
12
11
10
9 g+
e+
e-
g-
e-
e+ f+
a0·c0·e0
c1
g1
e1
e0
g0
e1
a+
CP1·Botellas 5
CP2 CP2’
2
8CP3 CP3’
MMarcha se activa con Marcha
y se desactiva con Paro.
Semejante para MParo.

21
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 41Prof. José A. Rodríguez Mondéjar
Gemma
Gemma con A1-F2-F1, F1-A3-A4, D3
1
4
b+AUTO·MMarcha·MParo’·a0·b0·c0·e0·g0
b1
a-(a1+botellas’)·b0
c-
b-
c+ d+
3
6
7
14
13
12
11
10
9 g+
e+
e-
g-
e-
e+ f+
a0·c0·e0
c1
g1
e1
e0
g0
e1
a+
CP1·Botellas 5
CP2 CP2’
2
8CP3·TAPOAUTO
CP3’15
CP3
·TAP
OAU
TO’
CP3’
Automatización Industrial
UPCO ICAI Departamento de Electrónica y Automática 42Prof. José A. Rodríguez Mondéjar
Gemma
Emergencia y Manual• En la parada de emergencia el
cilindro D se cierra automáticamente al inhibir la señal d+.
• Desde la parada de emergencia hay que pasar siempre por control manual para posicionar los cilindros en el lugar adecuado.
• Falta por indicar cómo se trabaja en modo manual y en modo test.
– Modo manual cubre A6 y F4• Hay otras versiones:
– El cliente tiene la palabra– Mejor dicho, la especificación
tiene la palabra.
100
101 Modo manual
102 Modo automático
MANUAL
AUTO·a0·b0·c0·e0·g0
MANUAL
200
201 Parada emergencia
202 Rearme
PE’
PE
En servicio
F/G1:{}F/G100:{}
F/G1:{1}F/G100:{100}







