
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 1/33
Proyecto II
“Descripción de lazos de control ”
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 2/33
Índice.
1 Introducción. ................................................................................................................... 3
2 Objetivos. ........................................................................................................................ 3
3 Lazos de control área 100 ............................................................................................... 4
3.1 Lazo de control de flujo de NaOH a los reactores ................................................... 4
3.2 Lazo de control del sistema antipumping del compresor J-102 .............................. 6
3.3 Lazo de control de flujo de reciclo de NaHS al reactor D-101 ................................. 8
3.4 Lazo de control de flujo de reciclo de NaHS a reactor D-102 .................................. 9
3.5 Lazo de control de nivel de reactor D-101 ............................................................. 11
3.6 Lazo de control de nivel de reactor D-102 ............................................................. 13
3.7 Lazo de control de nivel de recipiente T-105 ........................................................ 15
3.8 Lazo de control de válvula VC-108 ......................................................................... 17
3.9 Lazo de control del sistema antipumping del compresor J-102 ............................ 18
4 Lazos de control área 200 ............................................................................................. 20
4.1 Lazo de control de nivel de columna E-201 ........................................................... 20
4.2 Lazo de control de nivel de separador F-201 ......................................................... 22
4.3 Lazo de control de presión de la corriente de gas dulce ....................................... 23
4.4 Lazo de control de presión para línea de salida de gas ácido ............................... 25
4.5 Lazo de control de nivel de separador F-202 ......................................................... 28
4.6 Lazo de control de temperatura de columna E-202 .............................................. 31
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 3/33
1 Introducción
El control de los procesos químicos es una herramienta fundamental para lograr obtener un
buen manejo de la producción de una planta química. Generalmente un adecuado control de
procesos va de la mano con una alta eficiencia tanto de los equipos como de los sistemas
asociados al proceso. Inclusive se logra optimizar el proceso tanto a nivel de producción como de
seguridad y aspectos ambientales.
En el siguiente informe se entregará la descripción de los lazos de control utilizados en la
planta de tratamiento de gases combustibles.
2 Objetivos
Describir el funcionamiento de los lazos de control presentes en la planta de tratamiento
de gases combustibles.
Analizar el accionamiento de los lazos frente a cambios en las variables de proceso como
temperatura, presión, flujo, nivel y composición.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 4/33
3 Lazos de control área 100
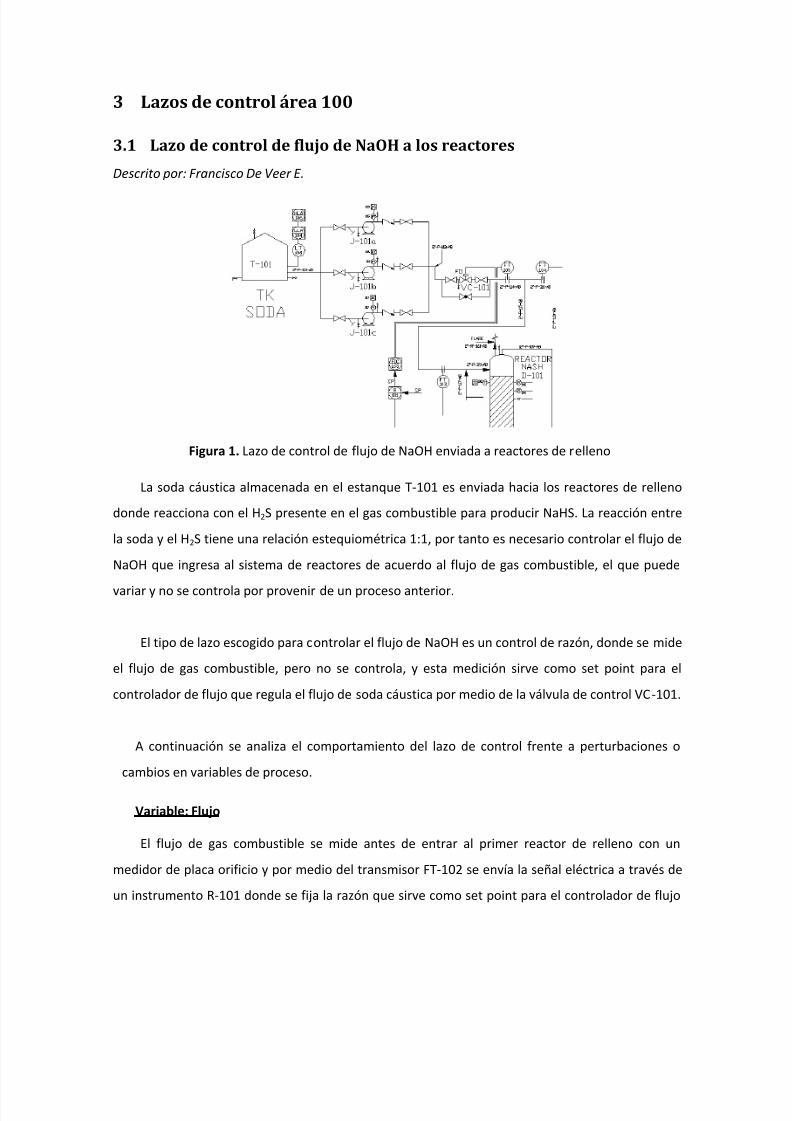
3.1 Lazo de control de flujo de NaOH a los reactores
Descrito por: Francisco De Veer E.
La soda cáustica almacenada en el estanque T-101 es enviada hacia los reactores de relleno
donde reacciona con el H 2S presente en el gas combustible para producir NaHS. La reacción entre
la soda y el H 2S tiene una relación estequiométrica 1:1, por tanto es necesario controlar el flujo de
NaOH que ingresa al sistema de reactores de acuerdo al flujo de gas combustible, el que puede
variar y no se controla por provenir de un proceso anterior.
El tipo de lazo escogido para controlar el flujo de NaOH es un control de razón, donde se mide
el flujo de gas combustible, pero no se controla, y esta medición sirve como set point para el
controlador de flujo que regula el flujo de soda cáustica por medio de la válvula de control VC-101.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Flujo
El flujo de gas combustible se mide antes de entrar al primer reactor de relleno con un
medidor de placa orificio y por medio del transmisor FT-102 se envía la señal eléctrica a través de
un instrumento R-101 donde se fija la razón que sirve como set point para el controlador de flujo
Figura 1. Lazo de control de flujo de NaOH enviada a reactores de relleno
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 5/33
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 6/33
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 7/33
actúa de la forma descrita anteriormente. Si la temperatura es excesiva, hay una alarma de
temperatura después del compresor y un interlock que corta la energía al compresor en caso de
ser necesario.
Variable: Presión
Al igual que en el caso anterior, si no se produce una variación del flujo, el control no tiene
cambios. Si se produce una variación de flujo, el controlador de flujo actúa de la forma descrita
anteriormente. Si la presión es excesiva, será detectada por el transmisor de presión PT-102, el
cual trasmitirá al controlador PIC-102, el cual a su vez abrirá la válvula de control VC-108 para
despresurizar el sistema.
Variable: Nivel (del separador F-101)
En este caso no hay control ya que el flujo es líquido es muy pequeño. Sólo existe una alarma
de alto nivel.
Variable: Composición
No hay control en absoluto.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 8/33
3.3 Lazo de control de flujo de reciclo de NaHS al reactor D-101
Descrito por: Francisco De Veer E.
Los anillos rasching presentes en reactores de relleno necesitan tener cierta mojabilidad para
permitir el mayor contacto con el gas ascendente y de esta forma favorecer la reacción que se
desea. Esta mojabilidad se logra reciclando cierto porcentaje del NaHS producido a ambos
reactores y debe ser adecuada para que el contacto sea óptimo. Esto se logra mediante el lazo de
control de flujo.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
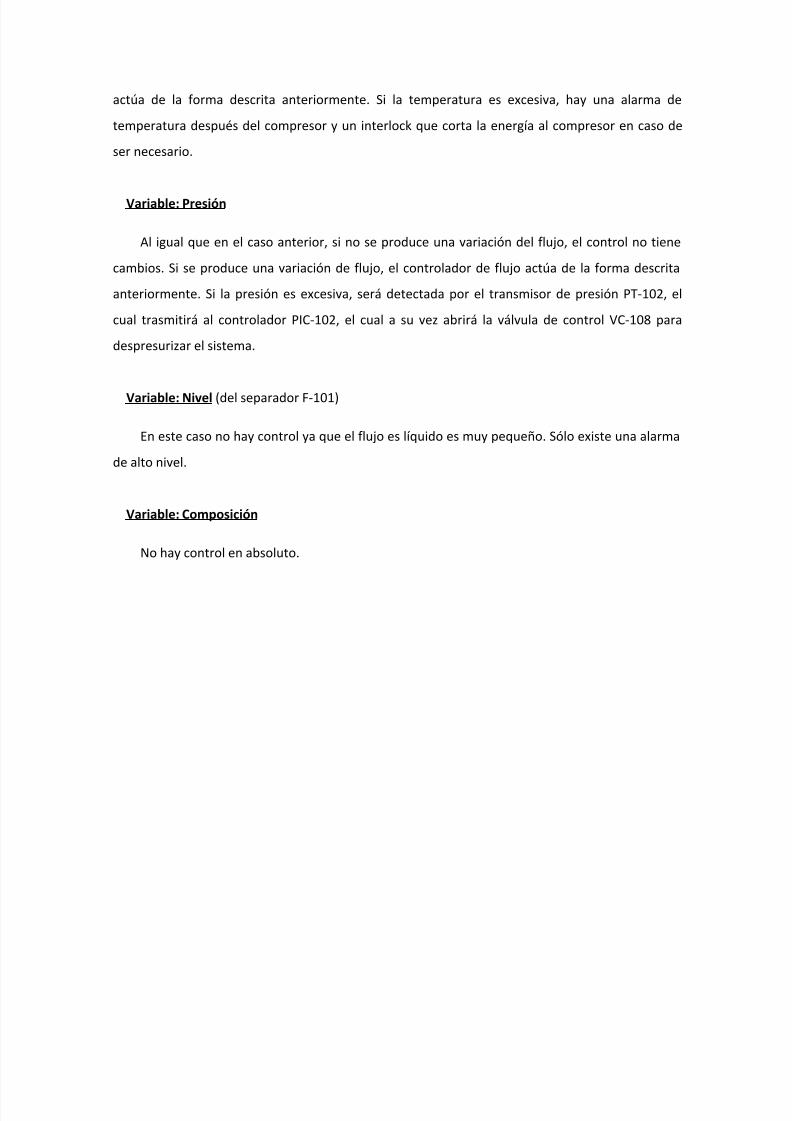
Variable: Flujo
Para mantener la mojabilidad del reactor D-101, se controla el flujo de reciclo de NaHS y se le
suma a la soda fresca. Mediante un medidor de placa orificio se mide el flujo de la corriente de
soda, el cual es transmitido por medio del transmisor de flujo FT-103 al controlador FIC-101, el
cual controla la válvula de control VC-103 (F/O, aire para cerrar, para evitar fugas de ácido en casode falla). Si el flujo de soda no es suficiente para asegurar la mojabilidad del relleno, la válvula VC-
103 se abre. Si es suficiente, VC-103 se cierra.
Variable: Temperatura
No hay control. La temperatura se controla a la salida del compresor J-102.
Figura 3. Lazo de control de flujo del reciclo de NaHS al reactor D-101
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 9/33
Variable: Presión
No hay control de presión.
Variable: Nivel (del reactor D-101)
En este caso el control está dado por el transmisor LT-101, el controlador LIC-101 y la válvula
de control VC-105.
Variable: Composición
No hay control en absoluto.
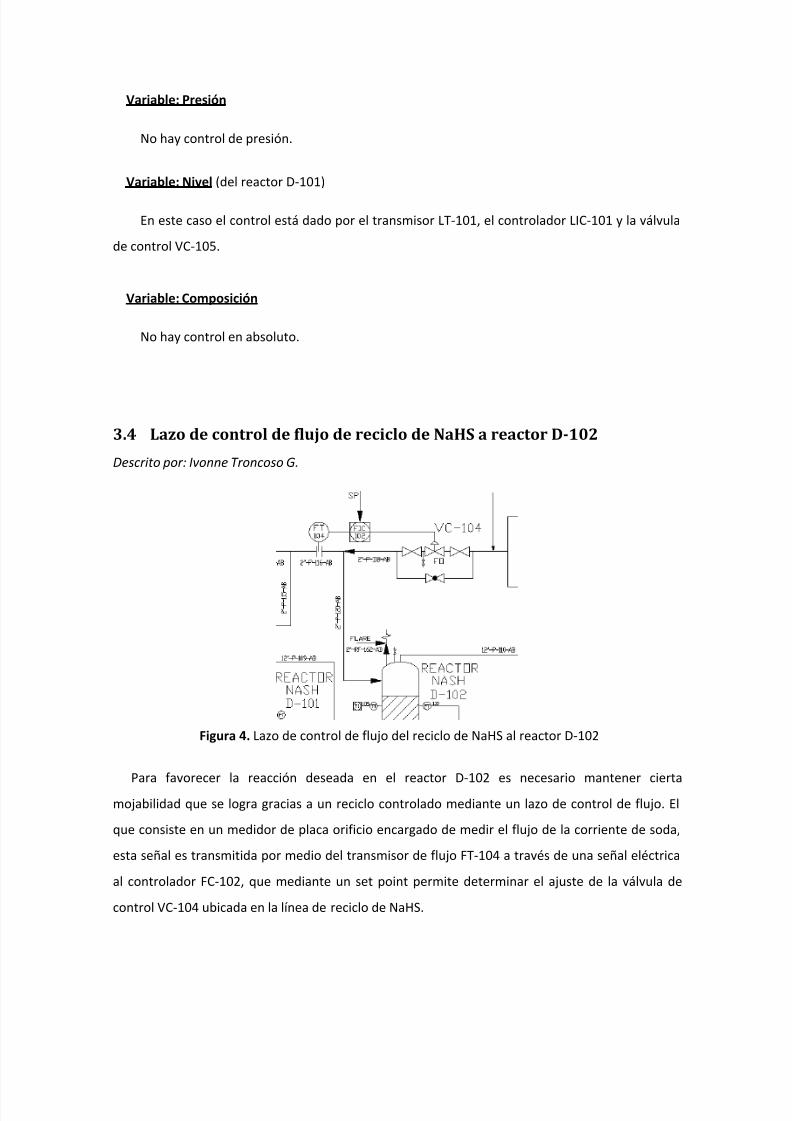
3.4 Lazo de control de flujo de reciclo de NaHS a reactor D-102
Descrito por: Ivonne Troncoso G.
Para favorecer la reacción deseada en el reactor D-102 es necesario mantener cierta
mojabilidad que se logra gracias a un reciclo controlado mediante un lazo de control de flujo. El
que consiste en un medidor de placa orificio encargado de medir el flujo de la corriente de soda,
esta señal es transmitida por medio del transmisor de flujo FT-104 a través de una señal eléctrica
al controlador FC-102, que mediante un set point permite determinar el ajuste de la válvula de
control VC-104 ubicada en la línea de reciclo de NaHS.
Figura 4. Lazo de control de flujo del reciclo de NaHS al reactor D-102
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 10/33
La válvula de control es del tipo F/O (aire para cerrar) por tanto frente a alguna falla en el
sistema se abre para dejar circular el NaHS hacia el reactor. Esto permite, que frente a una falla, se
mantenga permanentemente mojado el relleno del reactor y se eviten fugas de H 2S en la corriente
gaseosa, cumpliéndose con la especificación requerida con respecto a la concentración de este
componente en la corriente de salida.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Temperatura
No hay control. La temperatura se controla a la salida del compresor J-102.
Variable: Presión
No hay control de presión.
Variable: Nivel
En este caso el control está dado por el transmisor LT-102, el controlador LIC-102 y la válvula de
control VC-106.
Variable: Composición
No hay control en absoluto
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 11/33
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 12/33
Variable: Temperatura
No hay control por lo que frente a un aumento o disminución de temperatura el reactor sigue
funcionando de la misma forma.
Variable: Presión
No hay control de presión por lo que frente a un aumento o disminución de presión el
funcionamiento del reactor permanece constante.
Variable: Nivel
Si la altura de líquido alcanza un nivel mínimo en el reactor, se activa la alarma de bajo
nivel LLA-101, por lo que se ajusta al set point y entra en acción el controlador de nivel LC-101 que
cierra la válvula de control VC-105 evitando de esta forma que las bombas J-103a y J-103b caviten
o funcionen con gas.
Si la altura de líquido dentro del reactor sobrepasa un nivel máximo, se activa una alarma de
alto nivel HLA-103 por lo que se ajusta a la referencia por medio del controlador de nivel LC-101
que acciona la válvula de control VC-105 abriéndola y, de esta forma, permitiendo que el nivel del
reactor baje hasta un nivel normal de operación. De esta forma se evita la inundación dentro del
reactor y por tanto un posible arrastre de líquido en el gas.
Variable: Composición
No hay control para esta variable, el reactor funciona de igual forma.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 13/33
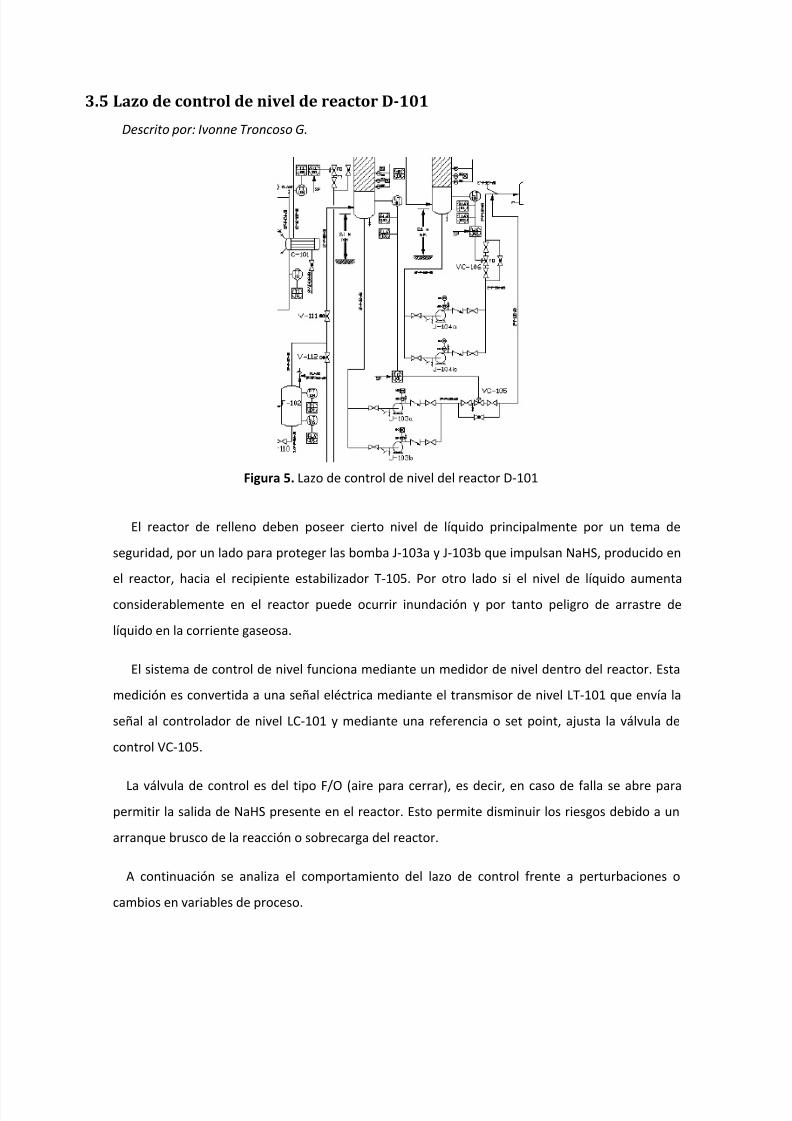
3.6 Lazo de control de nivel de reactor D-102
Descrito por: Ivonne Troncoso G.
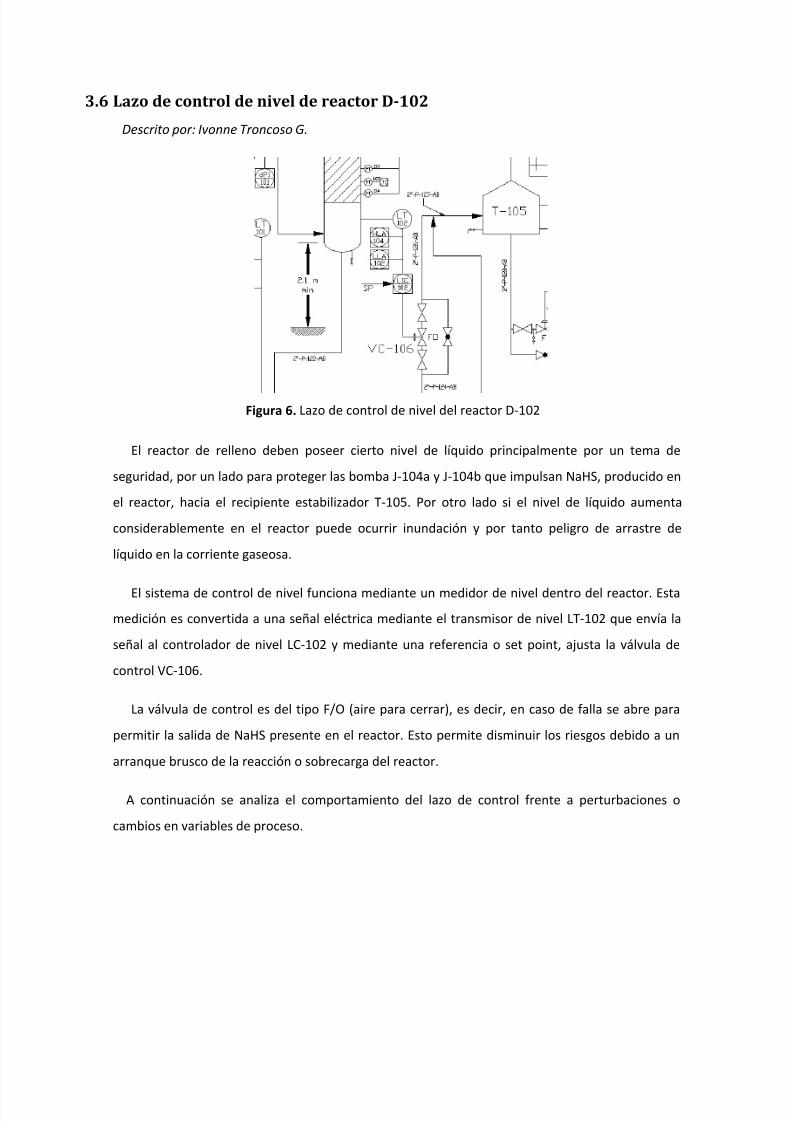
El reactor de relleno deben poseer cierto nivel de líquido principalmente por un tema de
seguridad, por un lado para proteger las bomba J-104a y J-104b que impulsan NaHS, producido en
el reactor, hacia el recipiente estabilizador T-105. Por otro lado si el nivel de líquido aumenta
considerablemente en el reactor puede ocurrir inundación y por tanto peligro de arrastre de
líquido en la corriente gaseosa.
El sistema de control de nivel funciona mediante un medidor de nivel dentro del reactor. Esta
medición es convertida a una señal eléctrica mediante el transmisor de nivel LT-102 que envía la
señal al controlador de nivel LC-102 y mediante una referencia o set point, ajusta la válvula de
control VC-106.
La válvula de control es del tipo F/O (aire para cerrar), es decir, en caso de falla se abre para
permitir la salida de NaHS presente en el reactor. Esto permite disminuir los riesgos debido a un
arranque brusco de la reacción o sobrecarga del reactor.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Figura 6. Lazo de control de nivel del reactor D-102
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 14/33
Variable: Temperatura
No hay control por lo que frente a un aumento o disminución de temperatura el reactor sigue
funcionando de la misma forma.
Variable: Presión
No hay control de presión por lo que frente a un aumento o disminución de presión el
funcionamiento del reactor permanece constante.
Variable: Nivel
Si la altura de líquido alcanza un nivel mínimo en el reactor, se activa la alarma de bajo nivel
(LLA-101, LLA-102), por lo que se ajusta al set point y entra en acción el controlador de nivel LC-
102 que cierra la válvula de control VC-106 evitando de esta forma que las bombas J-104a y J-104b
caviten o funcionen con gas.
Si la altura de líquido dentro del reactor sobrepasa un nivel máximo, se activa una alarma de
alto nivel HLA-104, por lo que se ajusta a la referencia por medio del controlador de nivel LC-102
que acciona la válvula de control VC-106 abriéndola y, de esta forma, permitiendo que el nivel
del reactor baje hasta un nivel normal de operación. De esta forma se evita la inundación dentro
del reactor y por tanto un posible arrastre de líquido en el gas.
Variable: Composición
No hay control para esta variable, el reactor funciona de igual forma.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 15/33
3.7 Lazo de control de nivel de recipiente T-105
Descrito por: Sergio Sepúlveda M.
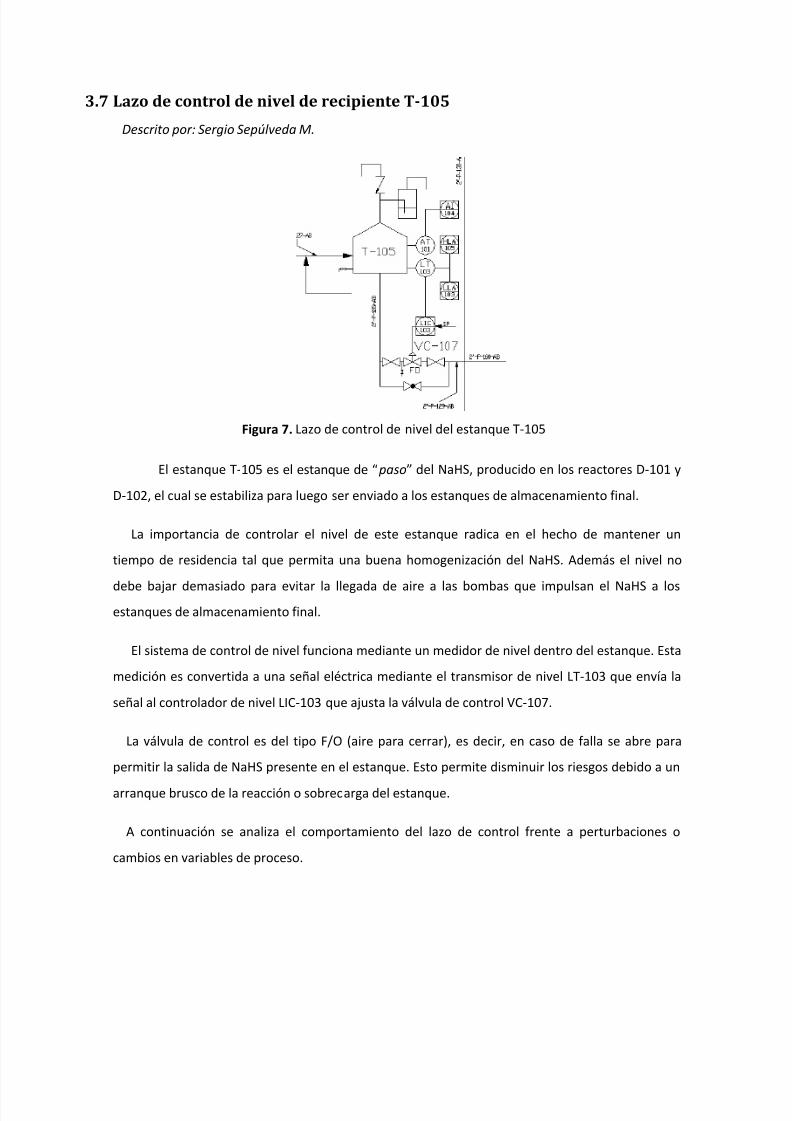
El estanque T- 105 es el estanque de “ paso ” del NaHS, producido en los reactores D-101 y
D-102, el cual se estabiliza para luego ser enviado a los estanques de almacenamiento final.
La importancia de controlar el nivel de este estanque radica en el hecho de mantener un
tiempo de residencia tal que permita una buena homogenización del NaHS. Además el nivel no
debe bajar demasiado para evitar la llegada de aire a las bombas que impulsan el NaHS a losestanques de almacenamiento final.
El sistema de control de nivel funciona mediante un medidor de nivel dentro del estanque. Esta
medición es convertida a una señal eléctrica mediante el transmisor de nivel LT-103 que envía la
señal al controlador de nivel LIC-103 que ajusta la válvula de control VC-107.
La válvula de control es del tipo F/O (aire para cerrar), es decir, en caso de falla se abre para
permitir la salida de NaHS presente en el estanque. Esto permite disminuir los riesgos debido a un
arranque brusco de la reacción o sobrecarga del estanque.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Figura 7. Lazo de control de nivel del estanque T-105

8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 16/33
Variable: Temperatura
No existe mayor influencia de la temperatura en el nivel del estanque, por lo que no es
necesario un control de nivel.
Variable: Presión
No hay control de presión por lo que frente a un aumento o disminución de presión el
funcionamiento del estanque permanece constante.
Variable: Nivel
Si la altura de líquido alcanza un nivel mínimo, se activa la alarma de bajo nivel (LLA-103), por
lo que se ajusta al set point y actúa el controlador de nivel LC-103 que cierra la válvula de control
VC-107; con esto se previene que las bombas que impulsan el líquido a los estanques de
almacenamiento final caviten y que se mantenga el grado de homogenización del NaHS.
Si la altura de líquido dentro del reactor sobrepasa un nivel máximo, se activa una alarma de
alto nivel HLA-105, por lo que el controlador de nivel LIC-103 acciona la válvula de control VC-
107 abriéndola y, de esta forma, permitiendo que el nivel del estanque disminuya hasta un nivel
normal de operación.
Variable: Composición
Para esta variable existe un indicador y transmisor que muestran en sala de control la
composición del líquido, sin embargo no existe un control sobre esta variable, de haber una
alteración de la composición, los operadores deberán, de manera manual, recircular el líquido a
los reactores.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 17/33
3.8 Lazo de control de válvula VC-108
Descrito por: Sergio Sepúlveda M.
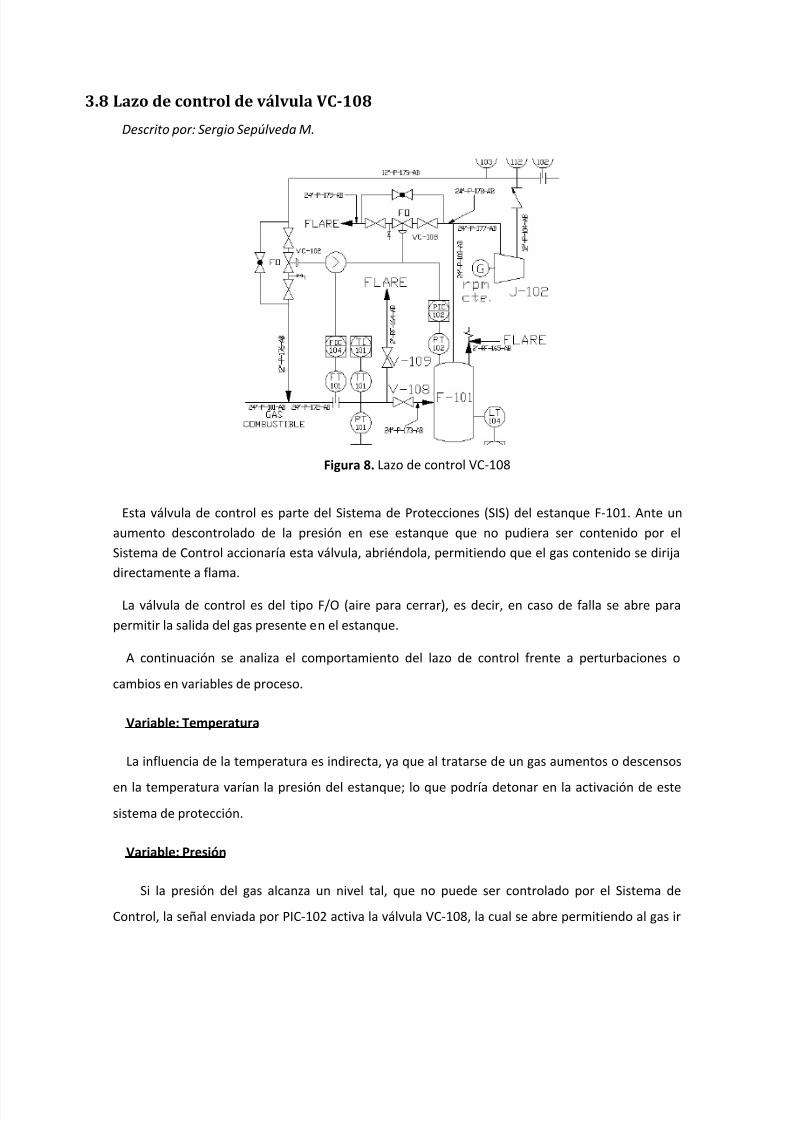
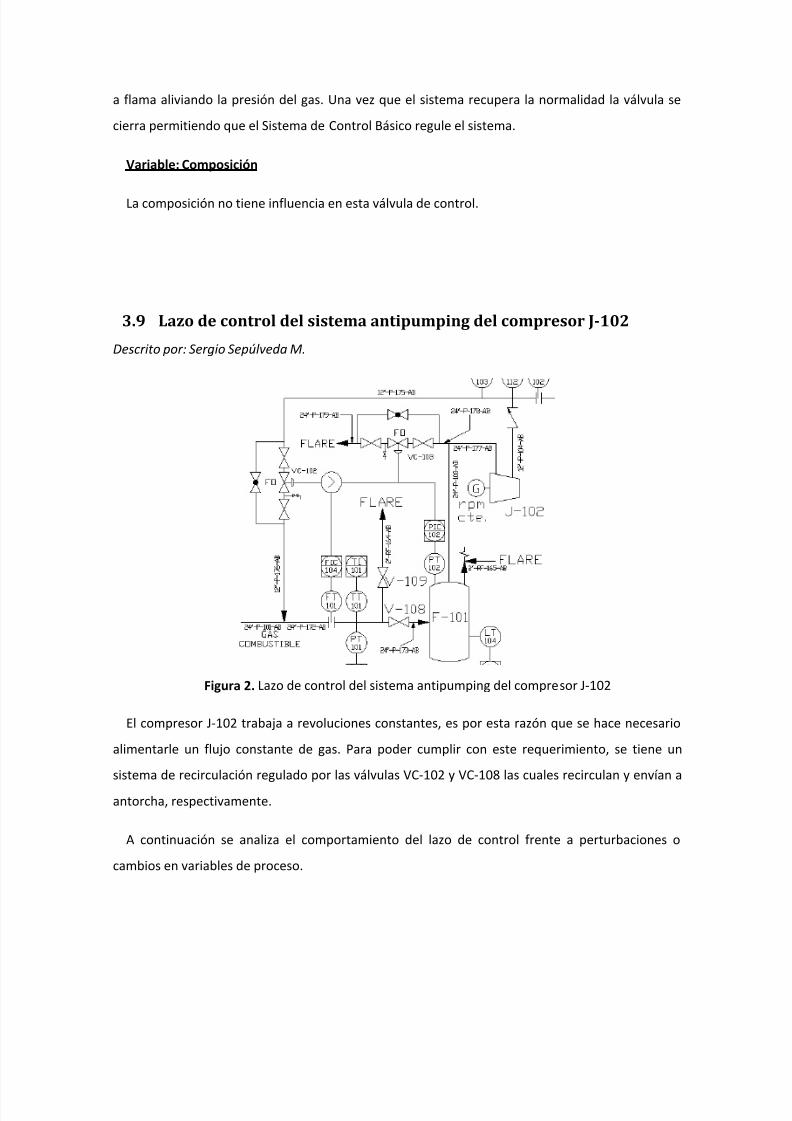
Esta válvula de control es parte del Sistema de Protecciones (SIS) del estanque F-101. Ante unaumento descontrolado de la presión en ese estanque que no pudiera ser contenido por elSistema de Control accionaría esta válvula, abriéndola, permitiendo que el gas contenido se dirijadirectamente a flama.
La válvula de control es del tipo F/O (aire para cerrar), es decir, en caso de falla se abre parapermitir la salida del gas presente en el estanque.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Temperatura
La influencia de la temperatura es indirecta, ya que al tratarse de un gas aumentos o descensos
en la temperatura varían la presión del estanque; lo que podría detonar en la activación de este
sistema de protección.
Variable: Presión
Si la presión del gas alcanza un nivel tal, que no puede ser controlado por el Sistema de
Control, la señal enviada por PIC-102 activa la válvula VC-108, la cual se abre permitiendo al gas ir
Figura 8. Lazo de control VC-108
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 18/33
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 19/33
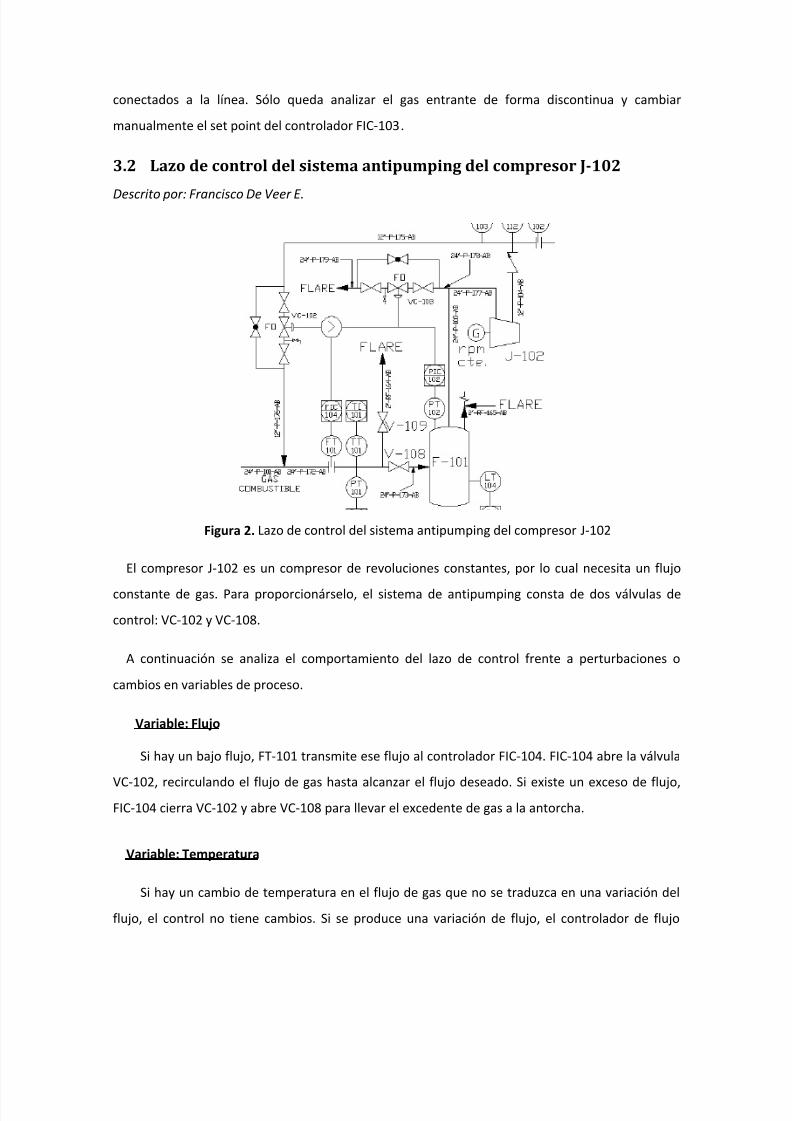
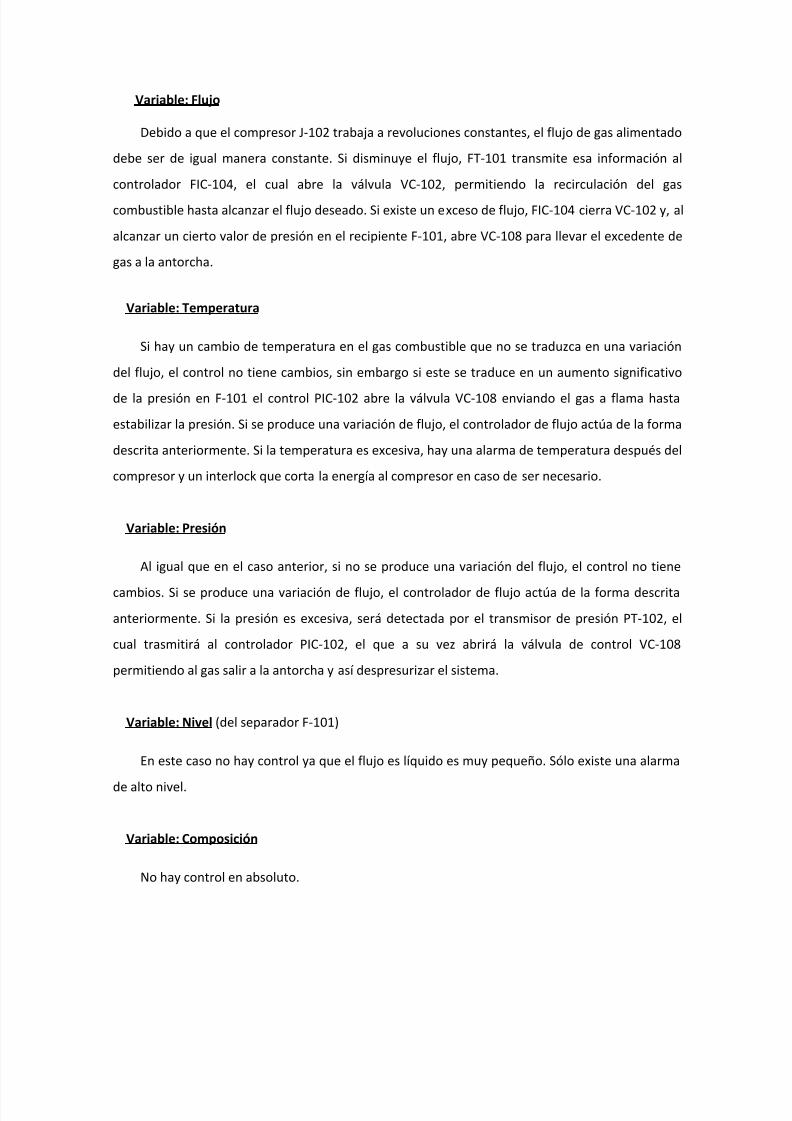
Variable: Flujo
Debido a que el compresor J-102 trabaja a revoluciones constantes, el flujo de gas alimentado
debe ser de igual manera constante. Si disminuye el flujo, FT-101 transmite esa información al
controlador FIC-104, el cual abre la válvula VC-102, permitiendo la recirculación del gas
combustible hasta alcanzar el flujo deseado. Si existe un exceso de flujo, FIC-104 cierra VC-102 y, al
alcanzar un cierto valor de presión en el recipiente F-101, abre VC-108 para llevar el excedente de
gas a la antorcha.
Variable: Temperatura
Si hay un cambio de temperatura en el gas combustible que no se traduzca en una variación
del flujo, el control no tiene cambios, sin embargo si este se traduce en un aumento significativo
de la presión en F-101 el control PIC-102 abre la válvula VC-108 enviando el gas a flama hasta
estabilizar la presión. Si se produce una variación de flujo, el controlador de flujo actúa de la forma
descrita anteriormente. Si la temperatura es excesiva, hay una alarma de temperatura después del
compresor y un interlock que corta la energía al compresor en caso de ser necesario.
Variable: Presión
Al igual que en el caso anterior, si no se produce una variación del flujo, el control no tiene
cambios. Si se produce una variación de flujo, el controlador de flujo actúa de la forma descrita
anteriormente. Si la presión es excesiva, será detectada por el transmisor de presión PT-102, el
cual trasmitirá al controlador PIC-102, el que a su vez abrirá la válvula de control VC-108
permitiendo al gas salir a la antorcha y así despresurizar el sistema.
Variable: Nivel (del separador F-101)
En este caso no hay control ya que el flujo es líquido es muy pequeño. Sólo existe una alarma
de alto nivel.
Variable: Composición
No hay control en absoluto.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 20/33
4 Lazos de control área 200
4.1 Lazo de control de nivel de columna E-201
Diseñado por: Alejandro Astete S.
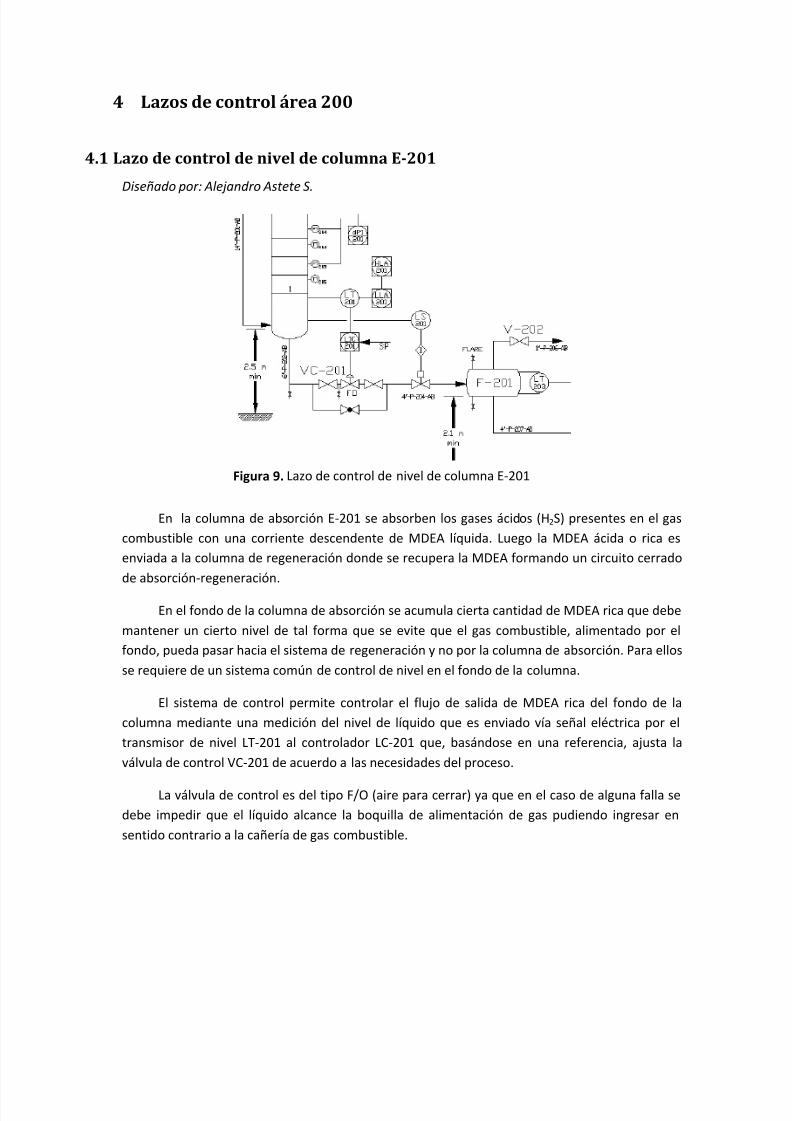
En la columna de absorción E-201 se absorben los gases ácidos (H 2S) presentes en el gascombustible con una corriente descendente de MDEA líquida. Luego la MDEA ácida o rica esenviada a la columna de regeneración donde se recupera la MDEA formando un circuito cerradode absorción-regeneración.
En el fondo de la columna de absorción se acumula cierta cantidad de MDEA rica que debemantener un cierto nivel de tal forma que se evite que el gas combustible, alimentado por elfondo, pueda pasar hacia el sistema de regeneración y no por la columna de absorción. Para ellosse requiere de un sistema común de control de nivel en el fondo de la columna.
El sistema de control permite controlar el flujo de salida de MDEA rica del fondo de lacolumna mediante una medición del nivel de líquido que es enviado vía señal eléctrica por eltransmisor de nivel LT-201 al controlador LC-201 que, basándose en una referencia, ajusta laválvula de control VC-201 de acuerdo a las necesidades del proceso.
La válvula de control es del tipo F/O (aire para cerrar) ya que en el caso de alguna falla sedebe impedir que el líquido alcance la boquilla de alimentación de gas pudiendo ingresar ensentido contrario a la cañería de gas combustible.
Figura 9. Lazo de control de nivel de columna E-201

8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 21/33
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Temperatura
No hay control por lo que frente a un aumento o disminución de temperatura la columna sigue
funcionando de la misma forma.
Variable: Presión
Si aumenta la presión del gas debería aumentar el flujo de MDEA mediante un control de flujo
en razón para que el contacto entre ambos fluidos siga dando los mismos resultados y la absorción
de H 2S se produzca.
Variable: Nivel
Si la altura de líquido llega al nivel máximo se activa la alarma de alto nivel y el controlador
abre la válvula para dejar salir MDEA rica hacia el sistema de regeneración de MDEA. De esta
forma se logra evitar, por un lado la inundación de la columna y por otro, que el líquido alcance la
boquilla de alimentación de gas combustible.
Si la altura de líquido llega a un nivel mínimo en el recipiente se activa la alarma de bajo
nivel y el controlador cierra la válvula impidiendo que salga MDEA rica del fondo de la columna y
de esta forma no se deja un espacio libre por donde pueda ingresar el gas combustible hacia el
sistema de regeneración.
Variable: Composición
No hay control para esta variable, la columna funciona de igual forma.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 22/33
4.2 Lazo de control de nivel de separador F-201
Diseñado por: Alejandro Astete S.
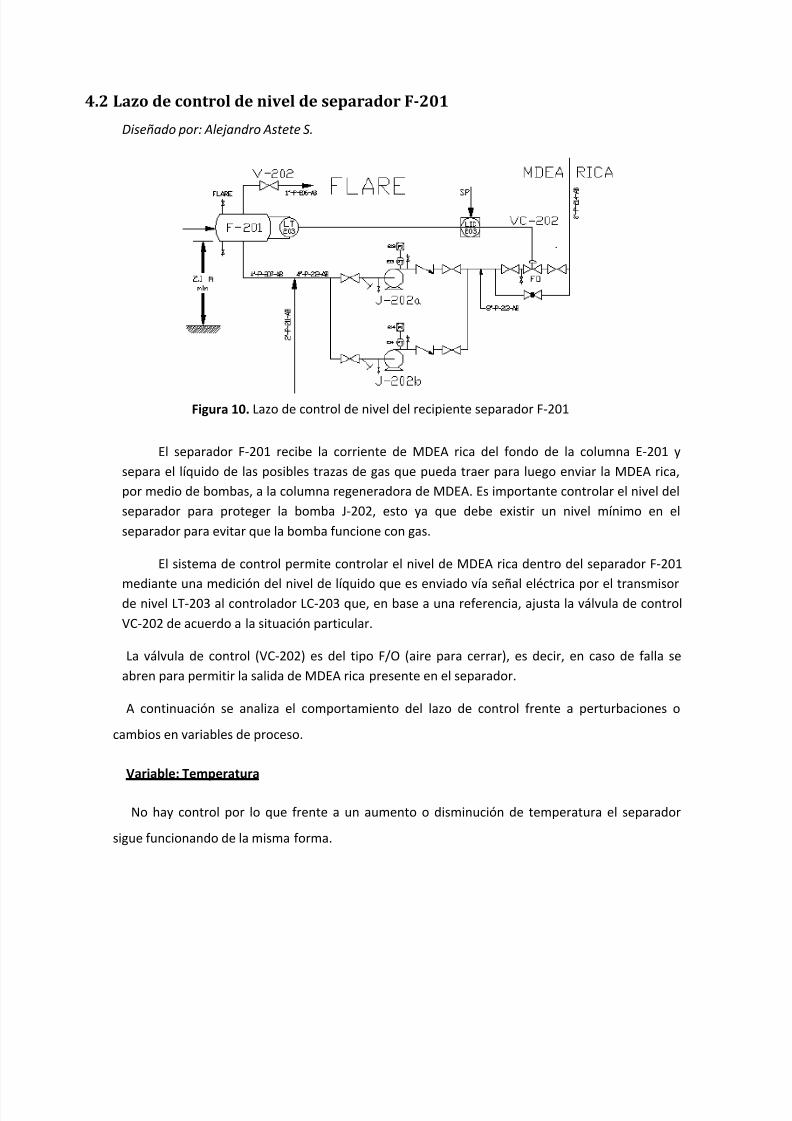
El separador F-201 recibe la corriente de MDEA rica del fondo de la columna E-201 ysepara el líquido de las posibles trazas de gas que pueda traer para luego enviar la MDEA rica,por medio de bombas, a la columna regeneradora de MDEA. Es importante controlar el nivel delseparador para proteger la bomba J-202, esto ya que debe existir un nivel mínimo en elseparador para evitar que la bomba funcione con gas.
El sistema de control permite controlar el nivel de MDEA rica dentro del separador F-201
mediante una medición del nivel de líquido que es enviado vía señal eléctrica por el transmisorde nivel LT-203 al controlador LC-203 que, en base a una referencia, ajusta la válvula de controlVC-202 de acuerdo a la situación particular.
La válvula de control (VC-202) es del tipo F/O (aire para cerrar), es decir, en caso de falla seabren para permitir la salida de MDEA rica presente en el separador.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Temperatura
No hay control por lo que frente a un aumento o disminución de temperatura el separador
sigue funcionando de la misma forma.
Figura 10. Lazo de control de nivel del recipiente separador F-201
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 23/33
Variable: Presión
No hay control por lo que frente a un aumento o disminución de presión el separador sigue
funcionando de la misma forma.
Variable: Nivel
Si el nivel del líquido sube se abre la válvula y permite mayor flujo de líquido siempre y cuando
se mantenga cierto nivel en el separador para proteger la bomba involucrada en la operación
Variable: Composición
No hay control para esta variable, el separador funciona de igual forma.
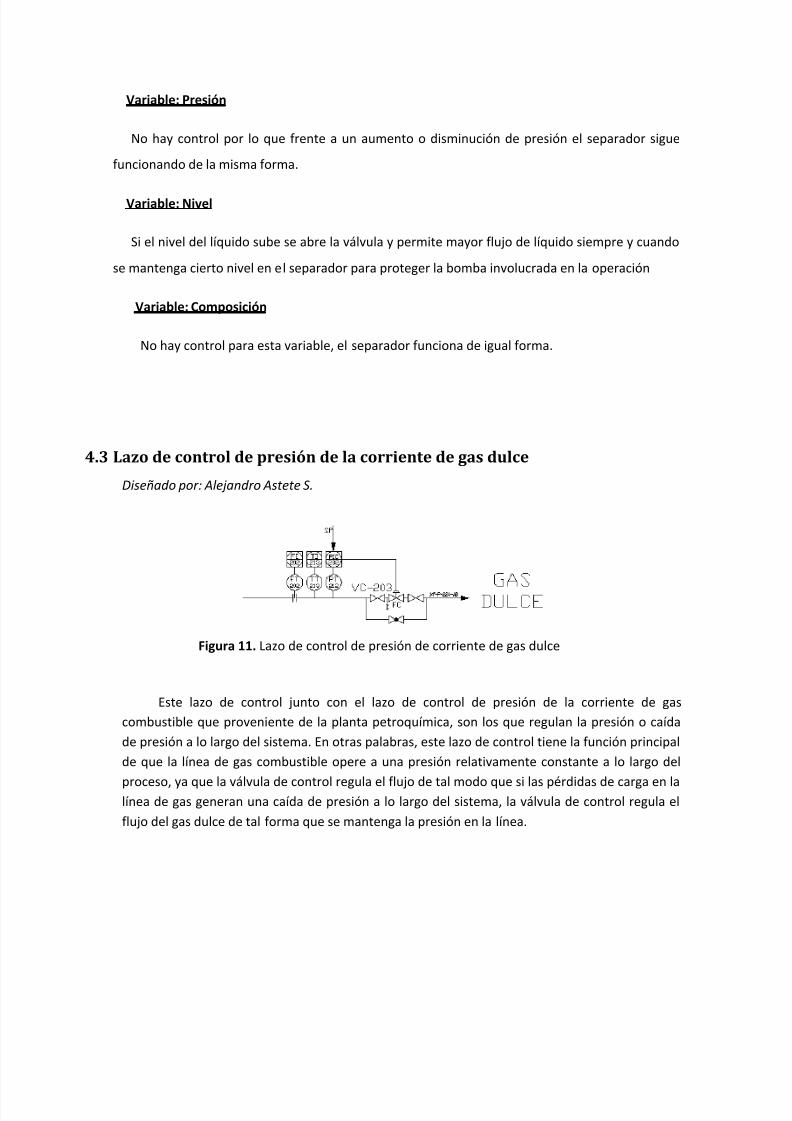
4.3 Lazo de control de presión de la corriente de gas dulce
Diseñado por: Alejandro Astete S.
Este lazo de control junto con el lazo de control de presión de la corriente de gascombustible que proveniente de la planta petroquímica, son los que regulan la presión o caídade presión a lo largo del sistema. En otras palabras, este lazo de control tiene la función principalde que la línea de gas combustible opere a una presión relativamente constante a lo largo del
proceso, ya que la válvula de control regula el flujo de tal modo que si las pérdidas de carga en lalínea de gas generan una caída de presión a lo largo del sistema, la válvula de control regula elflujo del gas dulce de tal forma que se mantenga la presión en la línea.
Figura 11. Lazo de control de presión de corriente de gas dulce
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 24/33
El sistema de control corresponde a un lazo de control de presión simple donde se mide lapresión en la línea de gas dulce y se transmite por medio de un transmisor de presión PT-212como una señal eléctrica hacia el controlador PC-202 que, a través del uso de una referencia o setpoint, ajusta la válvula de control VC-203 de acuerdo a lo que esté ocurriendo. Si el indicador depresión mide una caída de presión en la línea de gas, enviará una señal al controlador que la
comparará con el set point y ajustará la válvula de control, cerrándola para estrangular la línea,hasta que el indicador de presión marque una presión mayor que comparada con el set point, deun error igual a cero (señales eléctricas). De esta forma se regula presión en la línea de gas.
Esta válvula de control es del tipo F/C (aire para abrir), es decir, en caso de falla se debecerrar la válvula para impedir la salida de gas combustible. En el caso que el proceso falle y, portanto, el gas combustible no cumpla con la concentración de H2S solicitada se cierra la válvula decontrol y se envía el gas combustible a flama para ser quemado.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Temperatura
No hay control de temperatura por lo que un aumento o una disminución de esta variable sólo
se registrará mediante el transmisor de temperatura TT-212
Variable: Presión
Si existe una disminución de presión la válvula debe cerrar hasta que el gas alcance una presión
adecuada, si la presión en la corriente aumenta, la válvula se abrirá dejando el paso libre al gas
hacia la otra planta.
Variable: Nivel
La variación de nivel no afecta en nada al control
Variable: Composición
Si la composición de H 2S excede los estándares acordados en un principio para la planta de
tratamiento de gases combustibles, la válvula se debería cerrar y dar un nuevo tratamiento a la
corriente de gas dulce, es por esta razón que esta línea debería considerar un controlador de
composición.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 25/33
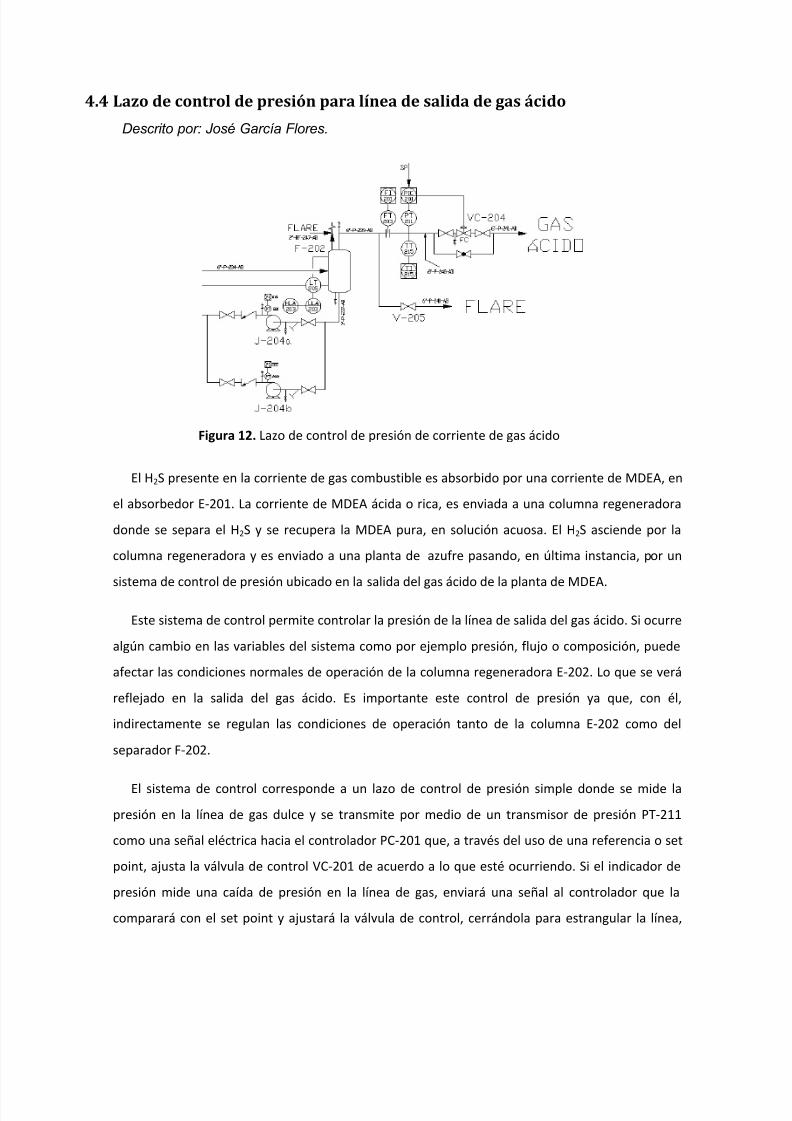
4.4 Lazo de control de presión para línea de salida de gas ácido
Descrito por: José García Flores.
El H2S presente en la corriente de gas combustible es absorbido por una corriente de MDEA, en
el absorbedor E-201. La corriente de MDEA ácida o rica, es enviada a una columna regeneradora
donde se separa el H 2S y se recupera la MDEA pura, en solución acuosa. El H 2S asciende por la
columna regeneradora y es enviado a una planta de azufre pasando, en última instancia, por un
sistema de control de presión ubicado en la salida del gas ácido de la planta de MDEA.
Este sistema de control permite controlar la presión de la línea de salida del gas ácido. Si ocurre
algún cambio en las variables del sistema como por ejemplo presión, flujo o composición, puede
afectar las condiciones normales de operación de la columna regeneradora E-202. Lo que se verá
reflejado en la salida del gas ácido. Es importante este control de presión ya que, con él,
indirectamente se regulan las condiciones de operación tanto de la columna E-202 como del
separador F-202.
El sistema de control corresponde a un lazo de control de presión simple donde se mide la
presión en la línea de gas dulce y se transmite por medio de un transmisor de presión PT-211
como una señal eléctrica hacia el controlador PC-201 que, a través del uso de una referencia o set
point, ajusta la válvula de control VC-201 de acuerdo a lo que esté ocurriendo. Si el indicador de
presión mide una caída de presión en la línea de gas, enviará una señal al controlador que la
comparará con el set point y ajustará la válvula de control, cerrándola para estrangular la línea,
Figura 12. Lazo de control de presión de corriente de gas ácido
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 26/33
hasta que el indicador de presión marque una presión mayor que comparada con el set point, de
un error igual a cero (señales eléctricas). De esta forma se regula presión la línea de gas.
La válvula de control (VC-201) es del tipo F/C (aire para abrir), es decir, en caso de falla esta se
cierra, impidiendo que el gas ácido sea enviado a la planta de azufre.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Flujo
Cambios en el flujo de gas combustible alimentado a la planta de MDEA, se traducen finalmente
en un cambio en el flujo de gas ácido que sale por el tope de la columna regeneradora E-202. Si
aumenta el flujo de gas combustible o aumenta la composición de H 2S en dicha corriente,
finalmente aumentará el flujo de gas ácido.
Un aumento en el flujo de gas ácido genera cambios en la presión, que son detectados y
transmitidos por el PT-211. De esta forma el controlador le envía una señal a la válvula de control
VC-201 para que se abra y permita el paso del gas. Esto mantiene el control de presión sobre el
sistema. Caso inverso ocurre en caso de ocurrir una disminución de flujo.
Variable: Presión
Un cambio en la presión incide directamente sobre este lazo de control. Si aumenta o disminuye
la presión de la corriente de gas combustible, por algún efecto del proceso o equipo, es detectado
por el elemento transmisor PT-211. En caso de ocurrir un aumento el controlador le envía una
señal a la válvula VC-201 para que se abra y disminuya la presión hasta la condición normal de
operación. En caso contrario, si disminuye la presión de corriente de gas ácido, la señal enviada
por el controlador le indica a la VC-201 que cierre para mantener la presión del sistema hasta que
se alcance el valor de operación.
Variable: Temperatura
Si la temperatura de la corriente de gas aumenta o disminuye, no afecta directamente el control
de presión del gas ácido. Si puede ocurrir que al aumentar la temperatura del gas, por efecto
quizás de un mal funcionamiento del condensador de tope, se genere arrastre de agua en la
separación de la mezcla bifásica, en el recipiente F-202. Esto podría conllevar a un aumento de
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 27/33
flujo de gas, por la adición de agua en la corriente, por tanto el lazo actuaría de acuerdo a lo
explicado anteriormente, en los casos donde ocurren cambios en el flujo de gas ácido.
Variable: Nivel
Cambios en el nivel del recipiente F-202 pueden generar cambios en la presión de la corriente
de gas ácido. Idealmente, si aumenta el nivel de líquido en el separador, aumenta la presión del
gas ácido que es enviado a la planta de azufre. Este cambio es medido y se transmite con el
transmisor de presión PT-211 hacia el controlador quien envía la señal a la válvula para que se
abra y permita mantener la presión del equipo. Ocurre lo contrario en caso de disminuir el nivel
del separador F-202.
Sin embargo, lo cambios de nivel son detectados y controlados por el lazo de control de nivel del
separador F-202. Por medio de este control se mantiene el nivel del equipo y además se evitan
variaciones en la presión del gas ácido como consecuencia.
Variable: Composición
La corriente de gas ácido está conformada por un 99% de H 2S y trazas de hidrocarburos y agua,
arrastrados a lo largo del proceso. Un aumento o disminución en la composición del gas no afectan
el lazo de control de presión, a menos que estas modificaciones conlleven algún cambio en las
otras variables del proceso que si afecten la presión de la corriente de gas.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 28/33
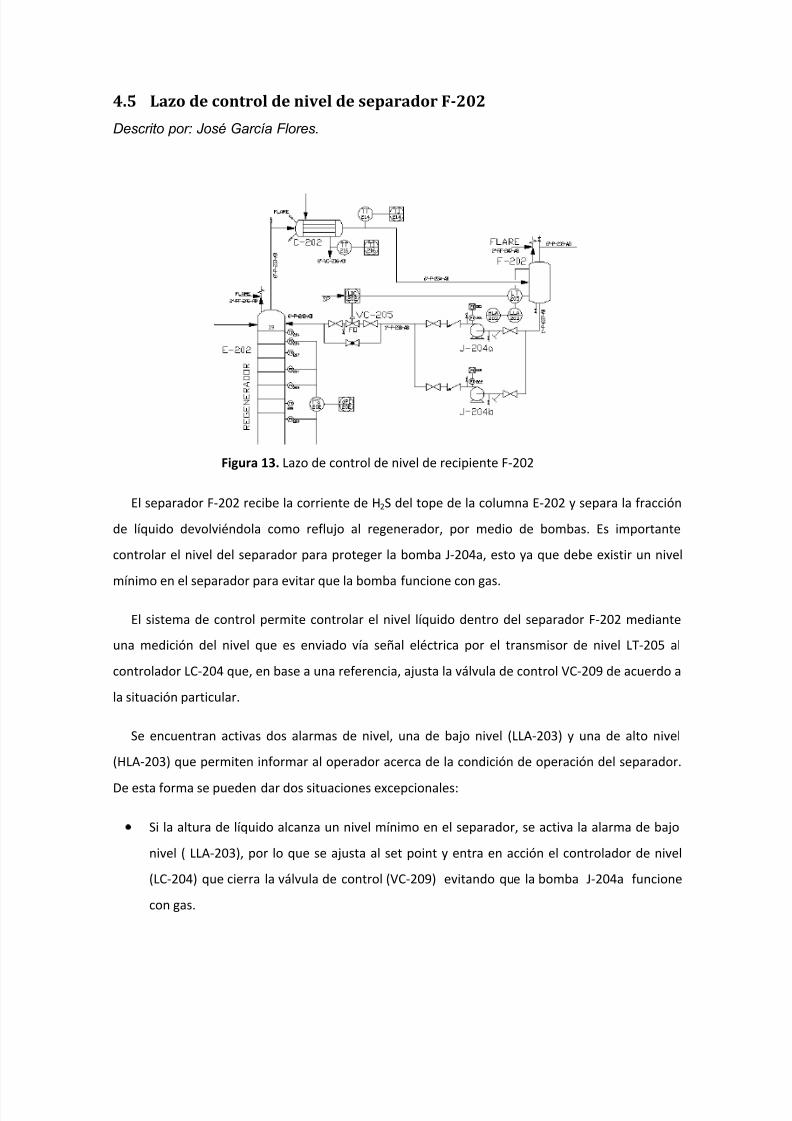
4.5 Lazo de control de nivel de separador F-202
Descrito por: José García Flores.
El separador F-202 recibe la corriente de H 2S del tope de la columna E-202 y separa la fracción
de líquido devolviéndola como reflujo al regenerador, por medio de bombas. Es importante
controlar el nivel del separador para proteger la bomba J-204a, esto ya que debe existir un nivel
mínimo en el separador para evitar que la bomba funcione con gas.
El sistema de control permite controlar el nivel líquido dentro del separador F-202 mediante
una medición del nivel que es enviado vía señal eléctrica por el transmisor de nivel LT-205 al
controlador LC-204 que, en base a una referencia, ajusta la válvula de control VC-209 de acuerdo a
la situación particular.
Se encuentran activas dos alarmas de nivel, una de bajo nivel (LLA-203) y una de alto nivel
(HLA-203) que permiten informar al operador acerca de la condición de operación del separador.
De esta forma se pueden dar dos situaciones excepcionales:
Si la altura de líquido alcanza un nivel mínimo en el separador, se activa la alarma de bajo
nivel ( LLA-203), por lo que se ajusta al set point y entra en acción el controlador de nivel
(LC-204) que cierra la válvula de control (VC-209) evitando que la bomba J-204a funcione
con gas.
Figura 13. Lazo de control de nivel de recipiente F-202
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 29/33
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 30/33
Variable: Nivel
Cambios en el nivel accionan directamente el controlador de nivel. Estos cambios se pueden
deber a perturbaciones en el caudal de entrada del equipo o por fallas en las bombas que elevan
el fluido obtenido en el separador. En caso de aumentar el nivel, el controlador recibe la señal deltransmisor de nivel y le indica a la válvula que se abra para volver a un nivel normal de líquido. En
caso de disminuir drásticamente el nivel del recipiente, el control actúa en forma inversa,
indicándole a la válvula que debe cerrarse para mantener un nivel mínimo en el separador.
Variable: Composición
Cambios en la composición de la corriente no representan una acción directa del controlador de
nivel del recipiente F-202.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 31/33
4.6 Lazo de control de temperatura de columna E-202
Descrito por: José García Flores.
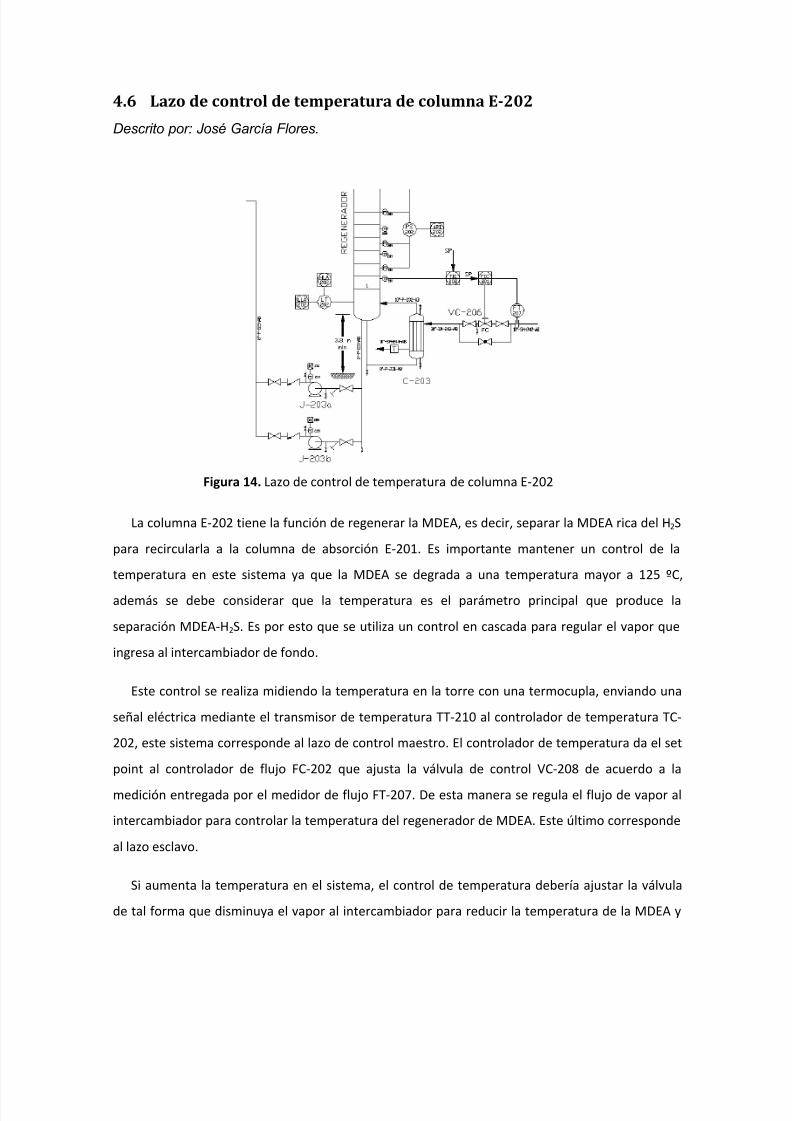
La columna E-202 tiene la función de regenerar la MDEA, es decir, separar la MDEA rica del H 2S
para recircularla a la columna de absorción E-201. Es importante mantener un control de la
temperatura en este sistema ya que la MDEA se degrada a una temperatura mayor a 125 ºC,
además se debe considerar que la temperatura es el parámetro principal que produce la
separación MDEA-H 2S. Es por esto que se utiliza un control en cascada para regular el vapor que
ingresa al intercambiador de fondo.
Este control se realiza midiendo la temperatura en la torre con una termocupla, enviando una
señal eléctrica mediante el transmisor de temperatura TT-210 al controlador de temperatura TC-
202, este sistema corresponde al lazo de control maestro. El controlador de temperatura da el set
point al controlador de flujo FC-202 que ajusta la válvula de control VC-208 de acuerdo a la
medición entregada por el medidor de flujo FT-207. De esta manera se regula el flujo de vapor al
intercambiador para controlar la temperatura del regenerador de MDEA. Este último corresponde
al lazo esclavo.
Si aumenta la temperatura en el sistema, el control de temperatura debería ajustar la válvula
de tal forma que disminuya el vapor al intercambiador para reducir la temperatura de la MDEA y
Figura 14. Lazo de control de temperatura de columna E-202
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 32/33
evitar su degradación. En caso contrario, si disminuye la temperatura de la columna se ve afectada
la eficiencia del regenerador ya que no habría una buena separación del H 2S por tanto el control
debería ajustar la válvula para aumentar el vapor.
El tipo de válvula de control es F/C (aire para abrir) ya que en caso de falla del sistema se debecerrar esta válvula para así evitar la degradación de MDEA por un aumento excesivo de la
temperatura del sistema.
A continuación se analiza el comportamiento del lazo de control frente a perturbaciones o
cambios en variables de proceso.
Variable: Flujo
Una variación en el flujo de líquido que desciende por la columna afecta el control de
temperatura de forma indirecta. Si el flujo de líquido aumenta, la temperatura de salida del
intercambiador C-203 es menor a la de operación, en condiciones normales. Al ingresar a la
columna, este aumento de temperatura es detectado por medidores de temperatura y el
transmisor TT-210 envía una señal al control maestro, el que le indica a la válvula que debe
abrirse y así aumentar el vapor alimentado al intercambiador. Esto permite regular la temperatura
de salida de intercambiador. Lo inverso ocurre cuando el flujo de líquido alimentado disminuye.
Variable: Presión
La presión no afecta el control de temperatura de la columna E-202
Variable: Temperatura
Un cambio en la temperatura acciona directamente el control de temperatura de la columna E-
202. Este cambio de temperatura se pude deber a variaciones en el flujo de alimentación líquida
de la columna o por una alimentación a una temperatura distinta a la normal. Si se alimenta la
columna con un flujo a una temperatura mayor de la normal de operación, la temperatura de
salida del intercambiador de fondo será mayor que la normal, lo que será detectado por los
sensores de temperatura de la torre y se enviará una señal al controlador para que accione la
válvula de forma de disminuir el flujo de vapor al intercambiador, y así reducir el calor entregado
al fluido.
8/18/2019 Informe Lazos de Control
http://slidepdf.com/reader/full/informe-lazos-de-control 33/33
Variable: Nivel
En nivel en la columna no afecta el control de temperatura del regenerador.
Variable: Composición
La composición no interfiere con el control de temperatura de la columna directamente. Sin
embargo si aumenta la composición de H 2S del gas combustible alimentado a la planta, el sistema
aumentará el flujo de MDEA para absorber el H 2S adicional. Esto producirá un aumento en el flujo
de MDEA rica alimentada a la torre regeneradora. La acción del control de temperatura
consecuente fue descrito anteriormente cuando se analizó la variable: flujo.







