


SOLDADURAS
ESPECIALES:
TIPS PRACTICOS

NUESTROS
PRODUCTOS PARA
MANTENIMIENTO

OBJETIVO DE LAS
SOLDADURAS DE
MANTENIMIENTO
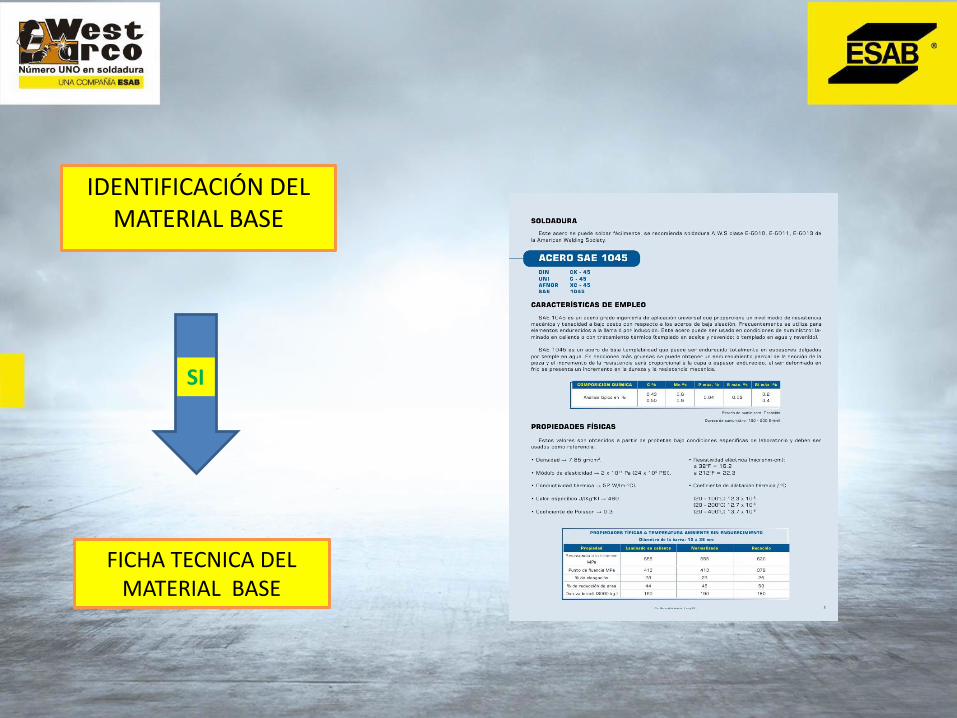
IDENTIFICACIÓN DEL MATERIAL BASE
FICHA TECNICA DEL MATERIAL BASE
SI

FICHA TÉCNICA

CERTIFICADO DE CALIDAD

IDENTIFICACIÓN DEL MATERIAL BASE NO ANÁLISIS QUÍMICO
FICHA TECNICA DEL MATERIAL BASE
SI

ANÁLISIS QUÍMICO

IDENTIFICACIÓN DEL MATERIAL BASE
NO ANÁLISIS QUÍMICO
FICHA TECNICA DEL MATERIAL BASE
SI
PRUEBAS:MAGNETISMOCHISPAVIRUTAETC
NO
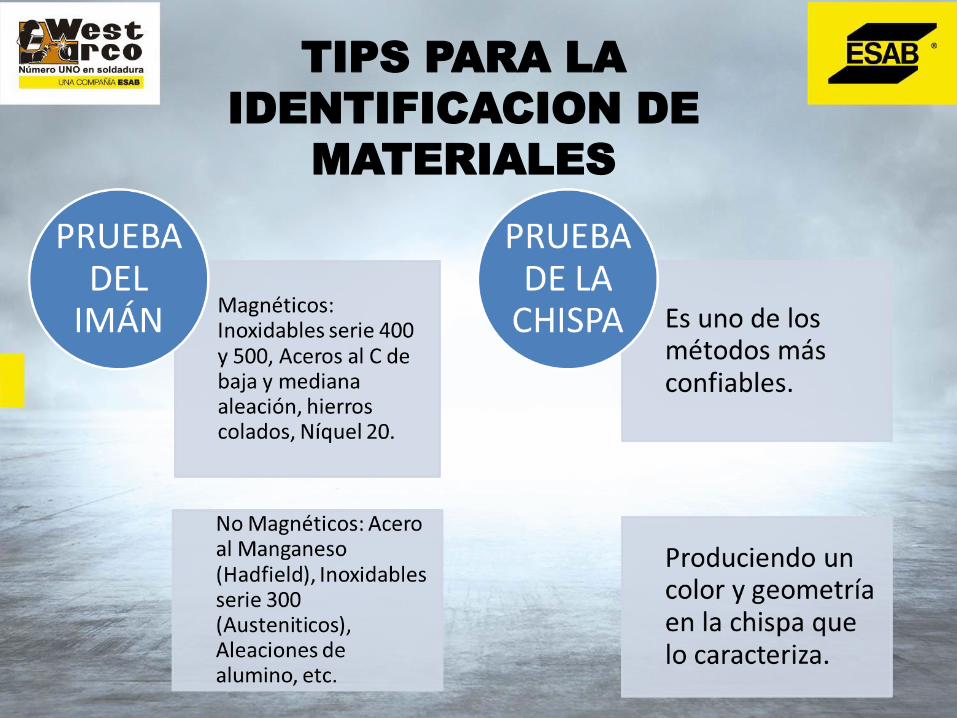
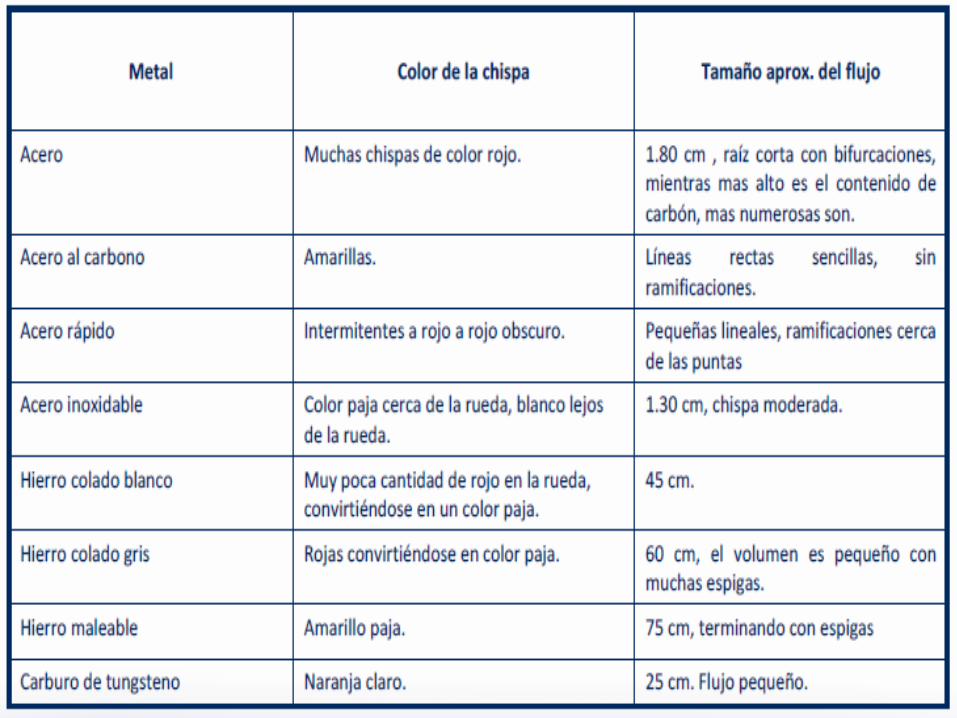
TIPS PARA LA
IDENTIFICACION DE
MATERIALES

MATERIAL
MAGNETISMO
HERRUMBRE Si Poco o No
LIMABLE No Muy fácil Regular Dificil
Clara Roja Amarilla ClaraMas o menos
brillante
MATERIAL
Acero
austenítico
14%Mn
Aleación de
Al-MnCobre
Bronce
Latón Cu Al
Acero
inoxidable
austenítico
Fundición
especial
ATRAE POCO NO
METAL DESCONOCIDO
ASPECTO DE LA SUPERFICIE
IDENTIFICACION DE
MATERIALES

IDENTIFICACIÓN DE METALES
MATERIAL
MAGNETISMO
HERRUMBRE SI NO
LIMABLE
No o
DificilSI NO
ASPECTO DE LA SUPERFICIEMate Gris
Regular
BrillanteBrillante Clara Brillante
MATERIALAcero al
carbono
Fundición
Gris
Acero
Templado o
Aleado
Fundicon
Blanca
Acero Ferritico
5-12% Cr
Acero
Martensitico 12-
18% Cr
SI
ATRAE
METAL DESCONOCIDO
MATERIAL
MAGNETISMO
HERRUMBRE SI NO
LIMABLE
No o
DificilSI NO
ASPECTO DE LA SUPERFICIEMate Gris
Regular
BrillanteBrillante Clara Brillante
MATERIALAcero al
carbono
Fundición
Gris
Acero
Templado o
Aleado
Fundicon
Blanca
Acero Ferritico
5-12% Cr
Acero
Martensitico 12-
18% Cr
SI
ATRAE
METAL DESCONOCIDO

IDENTIFICACIÓN DEL MATERIAL BASE ANÁLISIS QUÍMICO
FICHA TECNICA DEL MATERIAL BASE
PRUEBAS:MAGNETISMOCHISPAVIRUTAETC
PROPIEDADES MECANICAS
PROPIEDADES MECANICAS
CONDICIONES DE SERVICIO
REQUISITOS DEL DEPOSITO
PROCEDIMIENTO ESTANDAR

SOLDADURAS PARA
RECUBRIMIENTOS
TRITURADORA DE MARTILLOS
Condición de servicio

“Recuperación de
segmentos de trituradora
de carbón”
➢ Verificar altura de lóbulo: 9 a 11 Cmts.
➢ Verificar perfil del lóbulo y simetría geométrica
➢ Verificar área transversal superior: Definir criterio deaceptación
REQUISITOS DEL DEPOSITO

SOLDABILIDAD

IDENTIFICACIÓN DEL MATERIAL BASE ANÁLISIS QUÍMICO
FICHA TECNICA DEL MATERIAL BASE
PRUEBAS:MAGNETISMOCHISPAVIRUTAETC
PROPIEDADES MECANICAS
PROPIEDADES MECANICAS
CONDICIONES DE SERVICIO
REQUISITOS DEL DEPOSITO
PROCESO DE SOLDADURA
SELECCIÓN DE SOLDADURA
PROCEDIMIENTO ESTANDAR
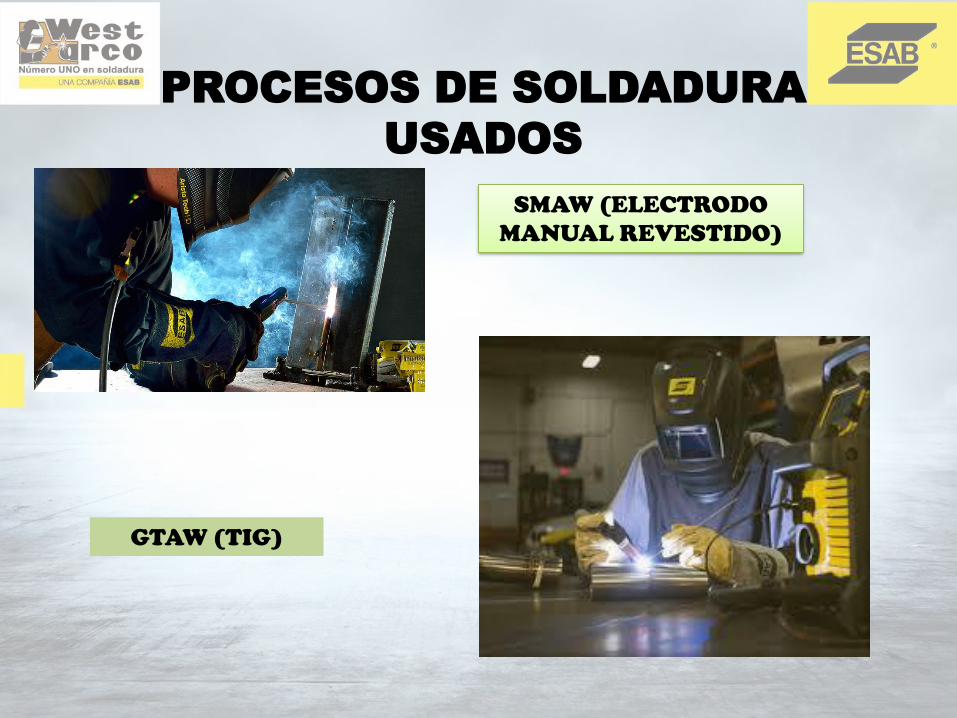
PROCESOS DE SOLDADURA
USADOS
SMAW (ELECTRODO
MANUAL REVESTIDO)
GTAW (TIG)

PROCESOS DE SOLDADURA
USADOS
SAW (ARCO
SUMERGIDO)
FCAW (ALAMBRE
TUBULAR)

PROCESOS USADOS
METALIZACION

CONSUMIBLE
DE
SOLDADURA
PARA SMAW

FICHA TÉCNICA

FICHA TÉCNICA
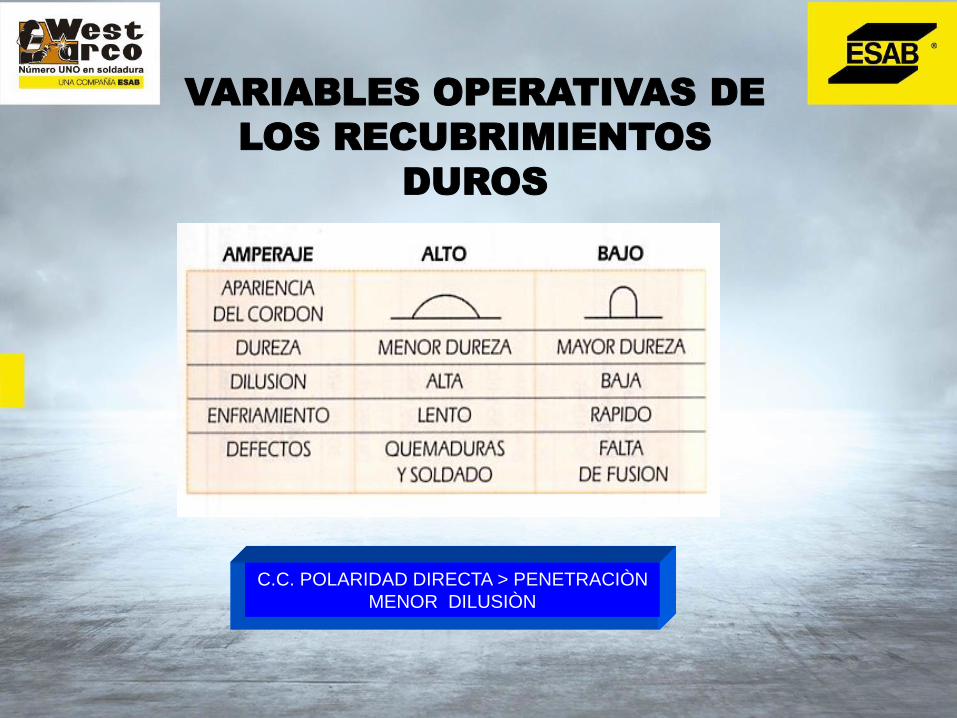
VARIABLES OPERATIVAS DE
LOS RECUBRIMIENTOS
DUROS
C.C. POLARIDAD DIRECTA > PENETRACIÒN
MENOR DILUSIÒN
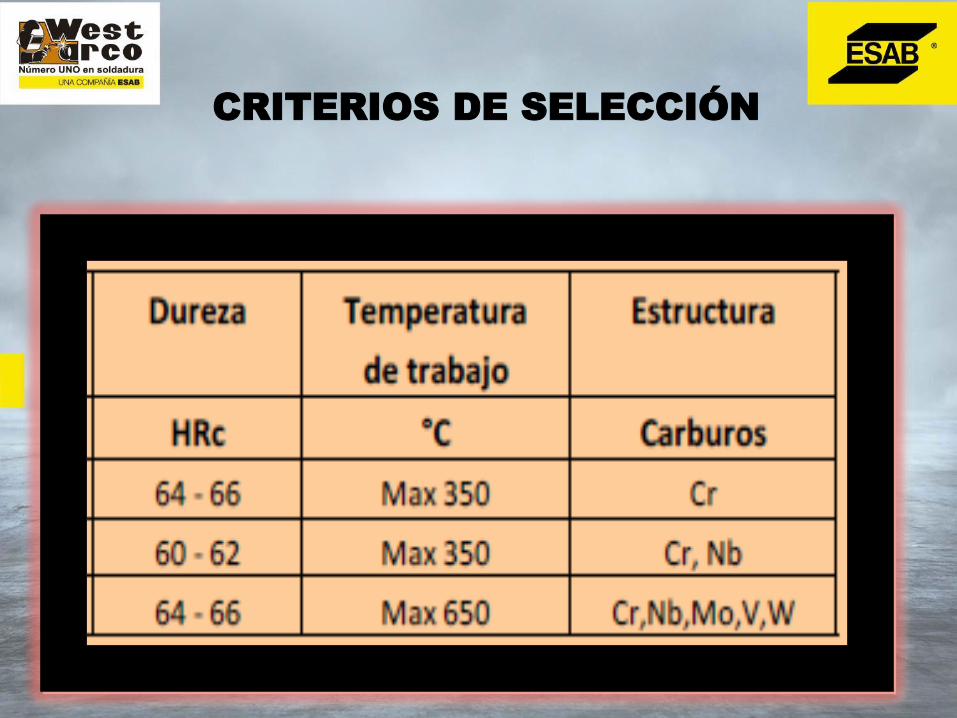
CRITERIOS DE SELECCIÓN


SEGMENTOS DE TRITURADORA
DE CARBÓN

RECUBRIMIENTOS
DUROS
Aportes que tienen la función de recubrir superficies sometidas a
mecanismos medianos y severos de desgaste. Están diseñados con
elementos de aleación que forman carburos y tienen características de alta
dureza.
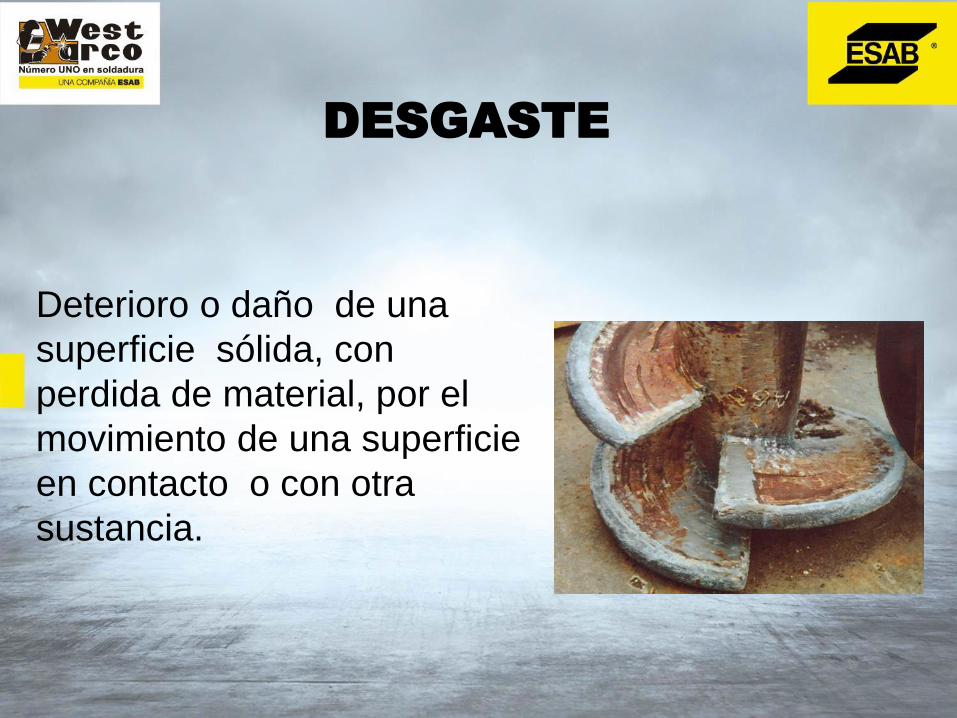
Deterioro o daño de una
superficie sólida, con
perdida de material, por el
movimiento de una superficie
en contacto o con otra
sustancia.
DESGASTE
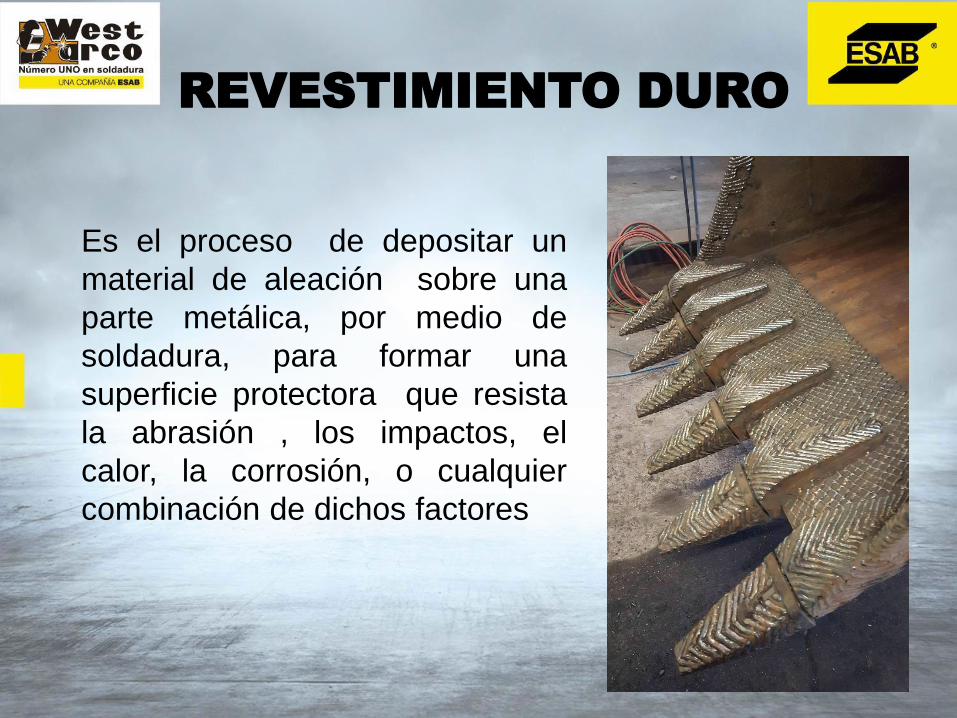
Es el proceso de depositar un
material de aleación sobre una
parte metálica, por medio de
soldadura, para formar una
superficie protectora que resista
la abrasión , los impactos, el
calor, la corrosión, o cualquier
combinación de dichos factores
REVESTIMIENTO DURO
1.Incrementar la vida en servicio de
los componentes
2. Reducir interrupciones largas
De servicio
3. Reducir costos de inversión
4. Diversidad de soldaduras y
aleaciones
5. Aplicación de todos los procesos
industriales de soldadura
6. Fácil aplicación
VENTAJAS DE LOS
RECUBRIMIENTOS

RECONSTRUCCIÓN –
ACEROS AL CARBONO
(BUILD-UP)
December 2, 2019
Slide 34
▪ Las aleaciones de levante sirven sobre todo para la reconstrucción (Build-up) de partes
que se encuentran bajo dimensiones por desgaste.
▪ NO hay limite de espesor con tales depósitos. No fisuran tampoco. Un tratamiento de
alivio puede ser necesario, sin embargo, con espesores mayores.
▪ Se pueden mecanizar. La dureza varia de 24 a 35 HRC según el nivel de dilución y el
contenido de carbono del metal de base.
▪ Estas aleaciones ofrecen una buena combinación de fuerza mécanica y de ductilidad
pero antés de todo, resisten los esfuerzos de compresión.
▪ Los materiales de unión tienen una gran capacidad de elongación bajo tensión, lo que
no resulta bien bajo compresión porque así se deforman mucho más.
Compresión de 200,000 lb (90,910 kg)

Slide 35December 2, 2019
DESGASTE DE METAL
SOBRE METAL
Pines de palas
Recargue por arco sumergido (SAW)Stoody 102
48-53 Rockwell C

REVESTIMIENTO DE
RECONSTRUCCIÓN
(BUILDUP)

ACEROS AL MANGANESO –
IMPACTO (BUTTERING)
❖ No hay limite de espesor con tales depósitos austeniticos. No fisuran.
❖ Se mecanizan pero se endurecerán en el proceso
❖ La resistencia inicial al desgaste no es mucho mejor que la de los aceros al
carbono hasta que la estructura austenitica se endurezca bajo trabajo.
❖ Dureza del depósito recién aplicado: 200 to 240 Brinell.
❖ Dureza del depósito endurezido: hasta 500 Brinell (51 HRC).
❖ Capacidad excepcional para la absorción de los impactos.
❖ Aplicaciones:
❖ Alto impacto por minerales brutos como en las campanas, manteles y mandíbulas
de chancadoras, los molinos de impacto, ciertos dientes de pala.
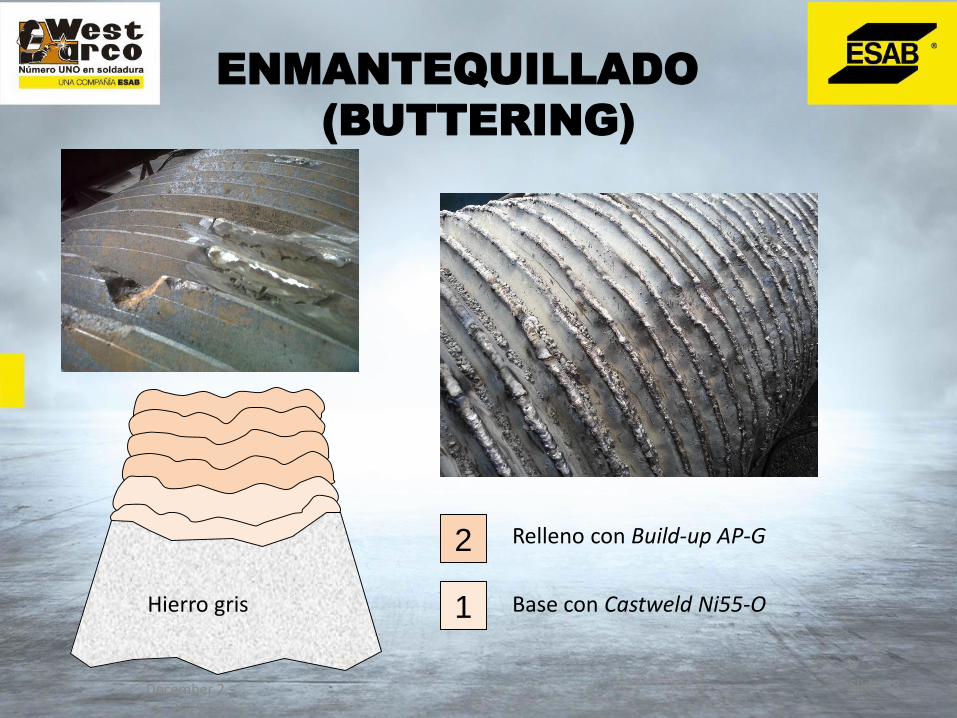
ENMANTEQUILLADO
(BUTTERING)
December 2, 2019
Slide 38
1
2
Base con Castweld Ni55-O
Relleno con Build-up AP-G
Hierro gris
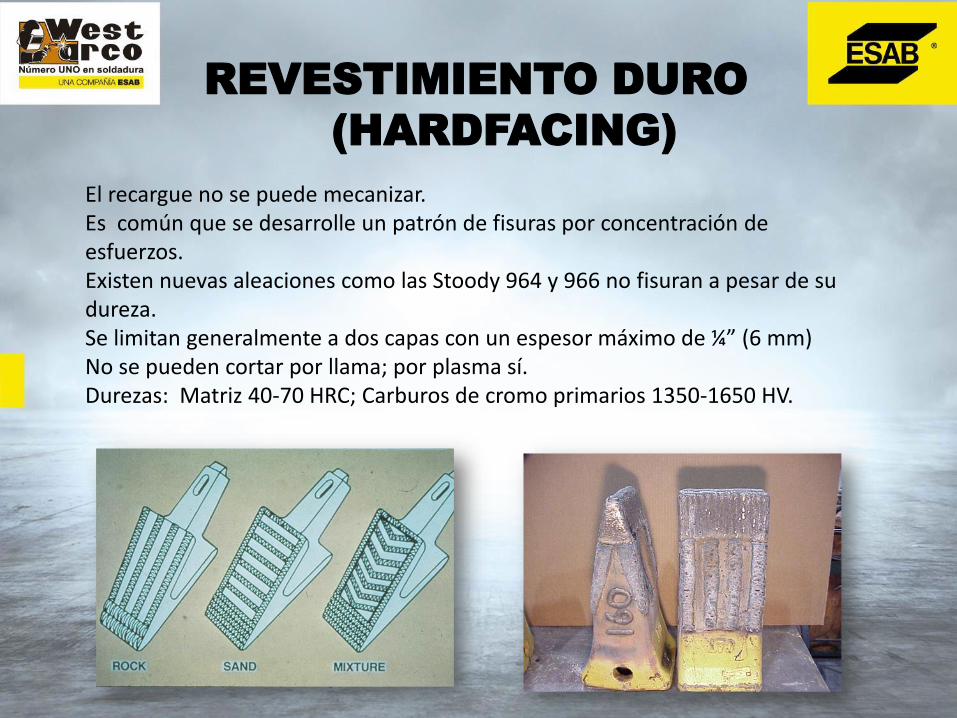
REVESTIMIENTO DURO
(HARDFACING)
El recargue no se puede mecanizar.Es común que se desarrolle un patrón de fisuras por concentración de esfuerzos.Existen nuevas aleaciones como las Stoody 964 y 966 no fisuran a pesar de su dureza.Se limitan generalmente a dos capas con un espesor máximo de ¼” (6 mm)No se pueden cortar por llama; por plasma sí.Durezas: Matriz 40-70 HRC; Carburos de cromo primarios 1350-1650 HV.

REVESTIMIENTO DURO
(HARDFACING)
La soldadura del picote debería:Resistir la abrasión de alta carga y el impactoHalar las fibras de caña de azúcar brutasAsegurar la eficiencia general de la molienda
SOLDADURA DE RECARGUE
(CLADDING)
• La soldadura de recargue (cladding) es un procedimiento conocido
para proporcionar resistencia a la corrosión severa de líquidos
altamente corrosivos o aumentar la resistencia al desgaste de un
componente.

REVESTIMIENTO CON
ACEROS INOX.
(CLADDING)
Recargue por soldadura interior de una válvula de acero al carbono con hilo Inconel-625 (overlay, cladding)
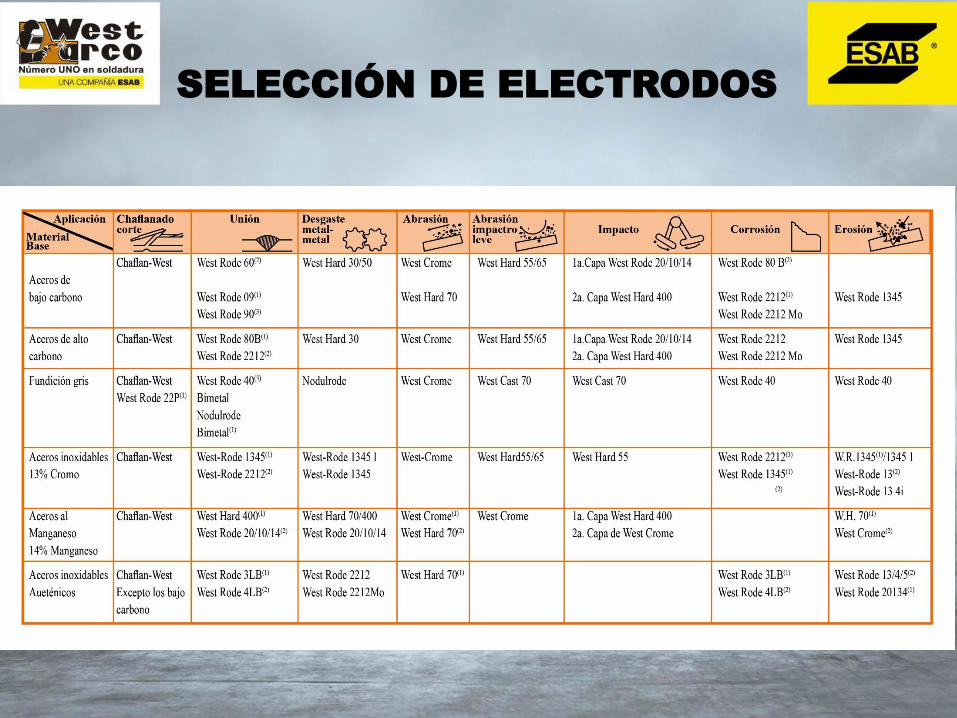
SELECCIÓN DE ELECTRODOS
SELECCIÓN DEL MATERIAL DE
RECARGUE
December 2, 2019
Slide 44
❖ Identificar el material de base
❖ Aceros al carbono y de baja aleación - Excelente soldabilidad
❖ Aceros de herramienta y de alta aleación - Precalentamiento crítico
❖ Aceros al manganeso - de 12% a 14% Mn
❖ La temperatura de soldadura tiene que quedarse bajo 260oC (500oF).
❖ Unas temperaturas más altas pueden resultar en fases frágiles.
❖ Aceros inoxidables - Austenicos o martensiticos
❖ Hierros fundidos/colados - Variedades soldables
❖ Ductiles – Tienen propiedades similares al acero con una excelente soldabilidad.
❖ Maleables – Son menos ductiles pero todavía ofrecen una buena soldabilidad.
❖ Grises – Son muy comunes aunque fragiles con una soldabilidad limitada.
❖ Las otras variedades, como el hierro blanco, NO se consideran como soldables.
❖ Identificar los factores de desgaste críticos - Tipos de desgaste
❖ Identificar el proceso de soldadura
❖ Preguntar por requisitos especiales por parte del cliente

MECANISMOS DE DESGASTE
COMUNES
Abrasión Compresión Fricción Impacto Corrosión

Identificación del material base. Composición Química / pruebas de
materiales
Condiciones del servicio / Requisitos del deposito
Selección del proceso de soldadura
Selección de material de aporte.
Procedimiento de soldadura.
RECONSTRUCCIÓN
SEGMENTOS TRITURADORA
DE CARBÓN

“ACEROS AL
MANGANESO”RETIRO ZONA ENDURECIDA
POR SERVICIO:
▪
➢ Inspección visual
➢ Control con END.

“ACEROS AL
MANGANESO”
PROCESO ARCAIR

“ACEROS AL
MANGANESO”
PULIDO
▪

NOTA: Por el estado del Segmento y no tener capas de recubrimiento podríamos no enmantequillar y aplicamos directamente West Hard 400.
“ACEROS AL
MANGANESO”
LIMPIEZA
▪
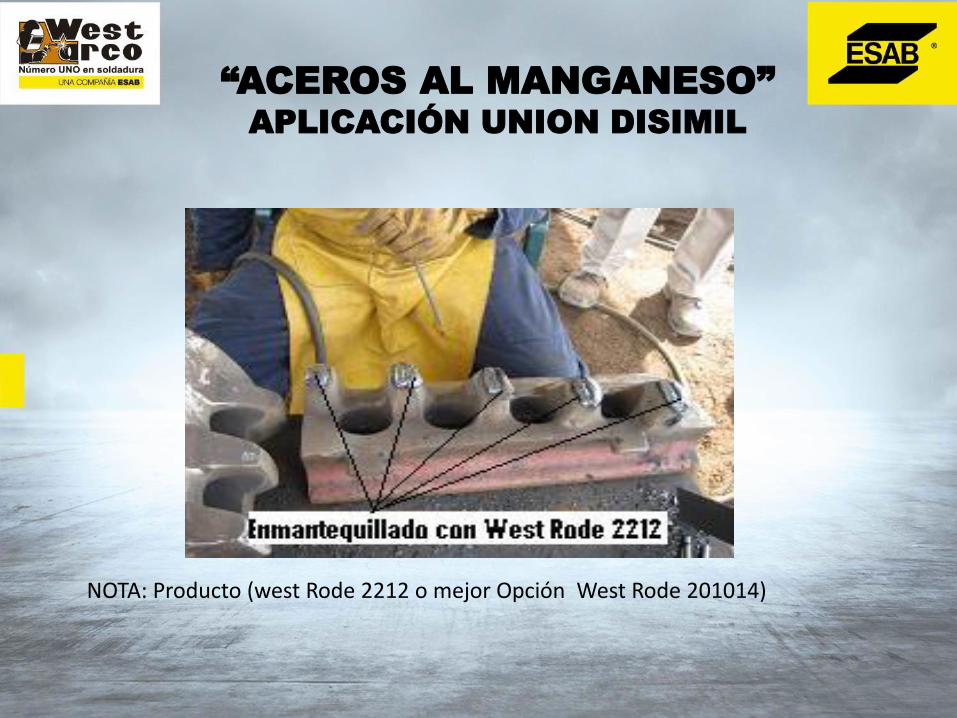
NOTA: Producto (west Rode 2212 o mejor Opción West Rode 201014)
“ACEROS AL MANGANESO”APLICACIÓN UNION DISIMIL
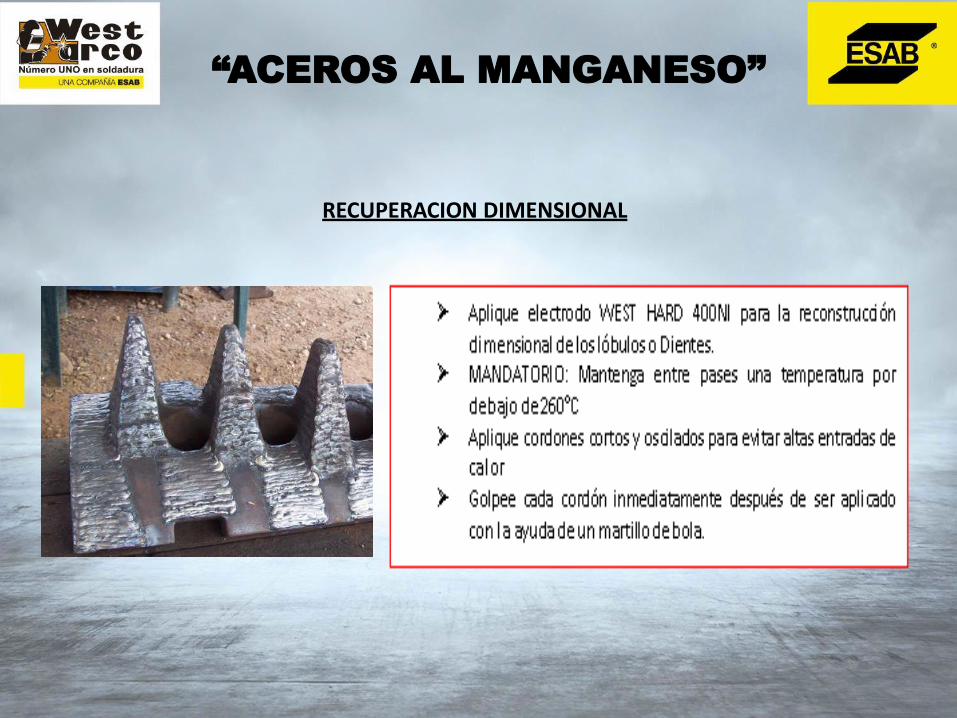
“ACEROS AL MANGANESO”
RECUPERACION DIMENSIONAL
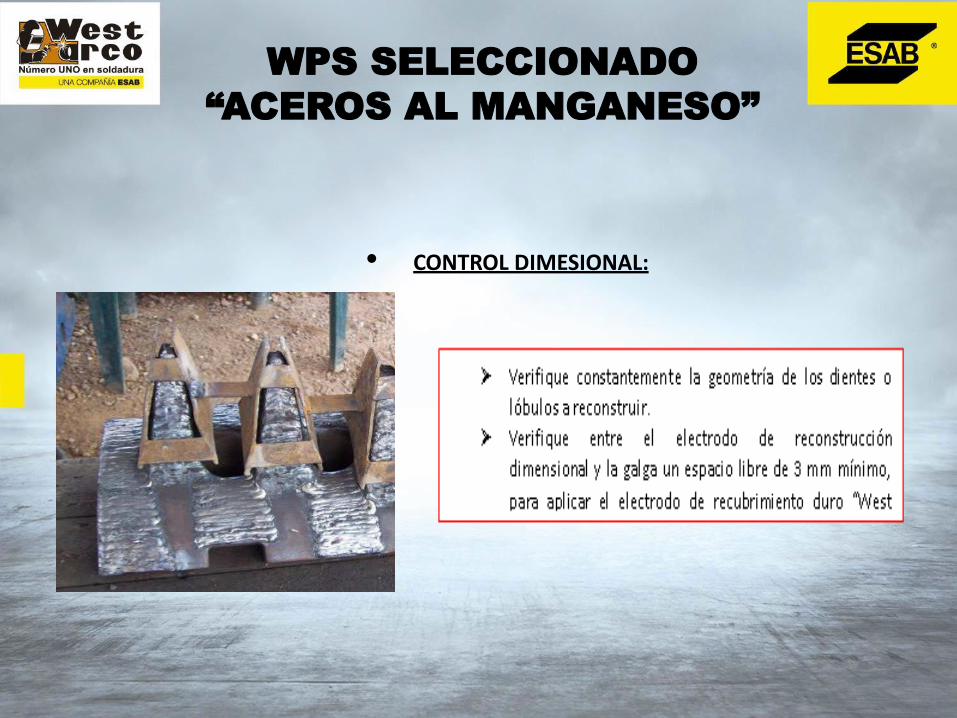
WPS SELECCIONADO
“ACEROS AL MANGANESO”
• CONTROL DIMESIONAL:

WPS SELECCIONADO
“ACEROS AL MANGANESO”
▪ CONTROL DIMESIONAL:

PRODUCTO WEST CROME
WPS SELECCIONADO
“ACEROS AL MANGANESO”APLICAR SOLDADURA
▪ACABADO FINAL
“ACEROS AL MANGANESO”
APLICAR SOLDADURA ACABADO FINAL:
➢ Verificar altura de lóbulo: 9 a 11 Cmts.
➢ Verificar perfil del lóbulo y simetría geométrica
➢ Verificar área transversal superior: Definir criterio de aceptación

FUNDICIONES
DE HIERRO
Los materiales ferríticos de clasifican en dos grandes grupos
aceros y fundiciones.
• Acero es la aleación (Fe-C) cuyo contenido es de 0.03 a 1.76 %
de carbono
• Fundición es la aleación (Fe-C-Si) cuyo contenido es de 1.769
a 6.67% de carbono, cantidades de silicio del 2 - 4%, del
manganeso hasta 1%, bajo azufre y bajo fósforo.

CLASIFICACIÓN GENERAL
TIPOS RESISTENCIA
MÁX. (Kg/mm2)
APLICACIONES
BLANCA --------- CUERPOS
MOLEDORES
GRIS 35 BLOQUES DE MOTOR
NODULAR 55 CIGüEÑALES
MALEABLE 50 CAJAS DE
EMBRAJES

CLASIFICACIÓN GENERAL

METODOS DE LAS SOLDADURAS
PARA FUNDICIONES
SOLDADURA EN FRÍO SOLDADURA EN CALIENTE
• PREVIENE CALENTAMIENTOS EXCESIVOS.
• SE UTILIZA EL MARTILLADO PARA ALIVIO DE TENSIONES.
• SE PUEDE SOLDAR EN TODA POSICIÓN Y PREVIENE DEFORMACIONES.
• APORTES CON ALECIÓN Fe-Ni-Cu.
• SOLDADURAS QUE REQUIEREN PRECALENTAMIENTO . DEPENDIENDO DEL TAMAÑO DE LA PIEZA.
• SE RECOMIENDA TRABAJAR EN POSICIÓN PLANA.
• SE OBTIENEN ENFRIAMIENTOS LENTOS DEL CHARCO METALICO.
• SOLDADURA LIBTRE DE FISURAS.• APORTES Ni-Fe.

TIPS
¿Cuál es el acabado final?
¿Cuál es el metal
base?
¿Qué proceso
de soldadura
?

Identificación del material base. Composición Química / pruebas de
materiales
Condiciones del servicio / Requisitos del deposito
Selección del proceso de soldadura
Selección de material de aporte.
Procedimiento de soldadura.
Practica No. 2
Reparación culata de motor

PROCEDIMIENTO
Identificación del material base. Composición Química.
Selección del electrodo o aporte. Pruebas de adherencia.
Precalentamiento entre 180-220°C. (Limpieza)
Aplicar cordones cortos controlando la T entre pases.
Enfriamiento lento. Mantas térmicas.

Se identifica la fisura, se
aplican líquidos
penetrantes para eliminar
esta con disco abrasivo.
Practica No. 2
Identificación de la fisura

Se aplica BIMETAL CAST,
deja un deposito
maquinable.
Practica No. 2Precalentar y aplicación de la soldadura

Reparación terminada
Practica No. 2

Practica No.3
Reparación tanque combustible
Identificación del material base. Composición Química.
Selección del electrodo o aporte.
Selección del proceso de soldadura
Aplicar cordones

Practica No. 3
Recuperación tanque de combustible
Se determina que el material base
es una aleación en aluminio y por
la condición de servicio se
reparara con ER 4043 con
proceso GTAW

Practica No. 3
Recuperación tanque
de combustible

Identificación del material base. Composición Química / pruebas de
materiales
Condiciones del servicio / Requisitos del deposito
Selección del proceso de soldadura
Selección de material de aporte.
Procedimiento de soldadura.
Practica No. 4
Reparación fisuras molino de bolas
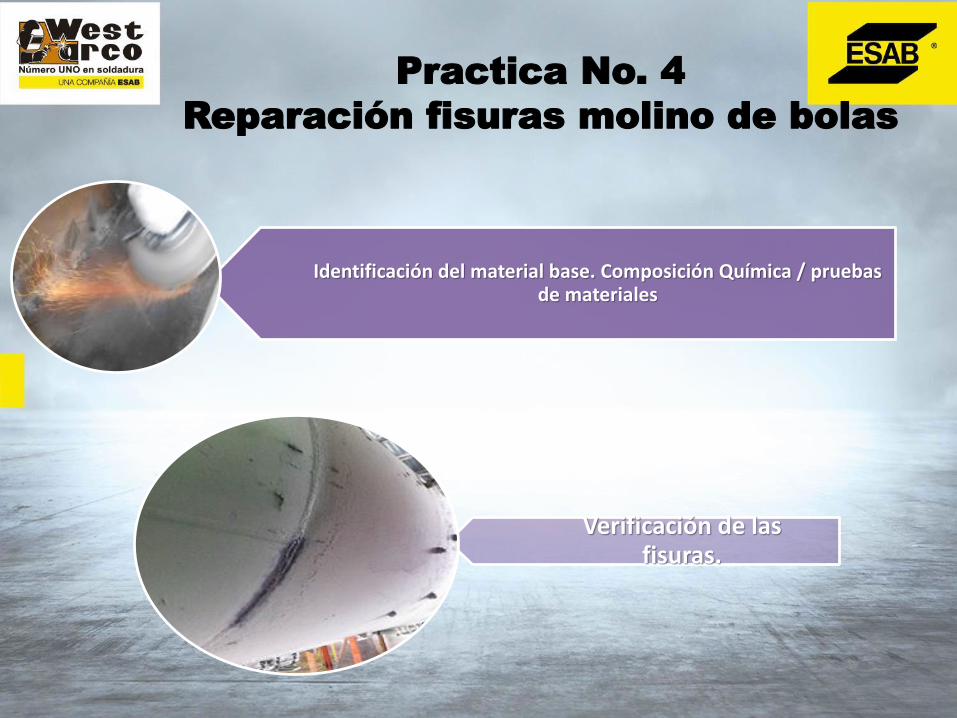
Identificación del material base. Composición Química / pruebas de materiales
Verificación de las fisuras.
Practica No. 4
Reparación fisuras molino de bolas

Eliminación de las fisuras
Preparación de la junta .
Practica No. 4
Reparación fisuras molino de bolas
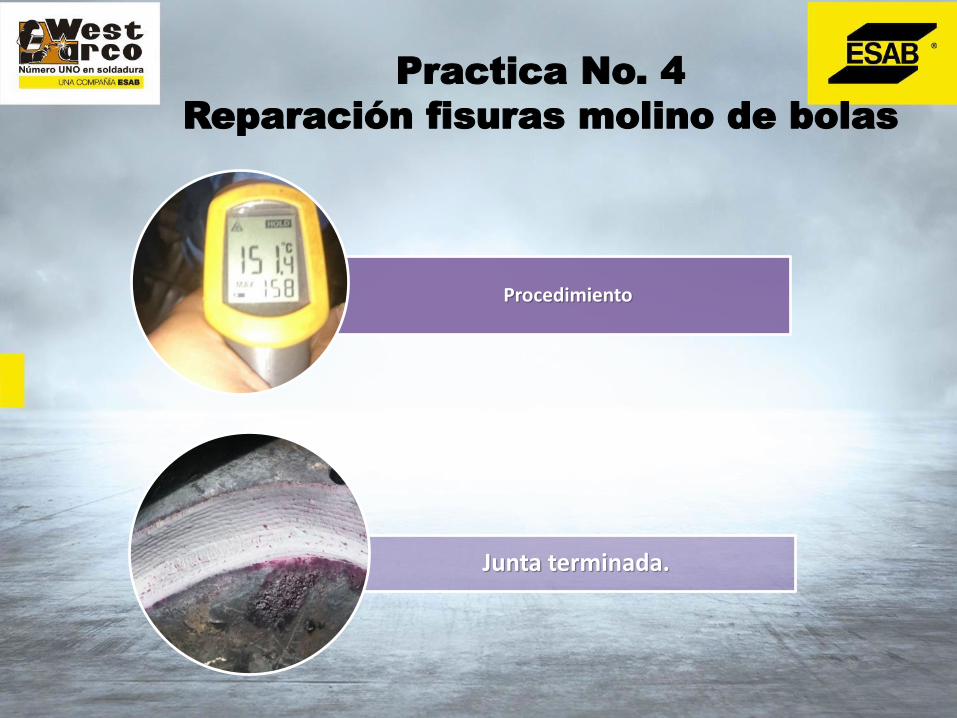
Procedimiento
Junta terminada.
Practica No. 4
Reparación fisuras molino de bolas

Identificación del material base. Composición Química / pruebas de
materiales
Condiciones del servicio / Requisitos del deposito
Selección del proceso de soldadura SMAW
Selección de material de aporte. WR 2212, WR 80B o Weldinox 629
Procedimiento de soldadura.
Practica No. 5
Union acero al carbono con acero
inoxidable

APLICACIONES

PREGUNTAS?







