

Tecnología de Superficie Activa, para Pasivación del Metal
en Calderas de Baja, Media y Alta Presión.
Protección no tóxica del metal, que cumple
con los estándares de los fabricantes de los
equipos (OEM)
III ENCUENTRO DE USUARIOS DE CALDERAS
BOGOTÁ, MAYO 12-13 DE 2016

Controlando la Corrosión Diferentes Enfoques
Química convencional
• Remoción de oxígeno y control del
cátodo.
• Formación de Magnetita (producto de la
corrosión del hierro) y luego uso del óxido
para proteger el metal base.
• Trata el agua, más NO el metal

Reducción del agua en un ambiente libre de oxígeno
Ánodo
Humedad Cátodo
El Triángulo de la Corrosión
-O2 Promueve la fragilización por HIDRÓGENO y cracking
Óxido de hierro II y III (magnetita)
Óxido de hierro II (hematita) Ambiente libre de oxígeno

Humedad Cátodo
Ánodo
• Aísla el ánodo
• El Cátodo se vuelve
Irrelevante
• Protección del Metal
Virgen

Reacción Electroquímica
Guidelines for Controlling Flow-Assisted Corrosion in Fossil and Combined
Cycle Plants. EPRI. March, 2005.
epitáctico
topotáctico
Capa de óxido protector
Capa límite de fluido

Mayor contenido de óxido 3+, cambio en el color del óxido
Guidelines for Controlling Flow-Assisted Corrosion in Fossil and Combined
Cycle Plants. EPRI. March, 2005.
Óxido Preferido
Capa límite de fluido
Capa de óxido protector

Protocolo AVT(R) Limitaciones frente a FAC
FAC de una fase • Cuando las condiciones físicas y químicaas
son correctas ocurre:
• Desestabilización y desprendimiento de
magnetita
• Corrosión del metal base y
adelgazamiento de la pared de la
tubería
Fe3O4 + 4H+ + 2e- 3Fe2+ + 4OH-
Fe0 Fe2+ + 2 e-
O2 Depleted
Ambiente Reductor en Fase Acuosa
Muy poco O2
Fe2+
Fe2+
Fe2+
Fe2+
Fe2+

Protocolo AVT(O) & OT Limitaciones frente a FAC
FAC de Dos Fases • Debida a la baja solubilidad del oxígeno a temperatura
alta. Se presenta:
• Partición del oxígeno en la fase vapor.
• La fase vapor queda en un ambiente oxidante.
• La fase acuosa queda en un ambiente reductor.
Zona Potencial de FAC Desestabilización y desprendimiento de magnetita.
Corrosión del metal base y adelgazamiento de la
pared de la tubería
Fe2O3 + 3H+ + 2e- - 2Fe2+ + 3OH-
Fe3O4 + 4H+ + 2e- - 3Fe2+ + 4OH-
Ambiente Oxidante en Fase Vapor
Ambiente Reductor en Fase Acuosa
O2
Muy poco O2
Fe2+ Fe2+
Fe0 Fe2+ + 2 e-

0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
110,00
120,00
0 50 100 150 200 250 300 350
Solubilidad de la Magnetita ppb Fe
Temperatura 25ºC
pH 8.75 NH3 0.1ppm
pH 8.90 NH3 0.2ppm
pH 9.05 NH3 0.3ppm
pH 9.20 NH3 0.5ppm
pH 9.40 NH3 1.0ppm
pH 9.60 NH3 2.0ppm
77oF 212oF 482oF 392oF 302oF 572oF 620o
F
Condensado Calentador
LP Desaireador
Calentador
HP
Caldera Economizador
Solubilidad de la Magnetita

Muchos tratamientos con aminas fílmicas convencionales todavía son vistos
como «pociones o brebajes» y la confusión y duda permanecen. Estas
tecnologías son dañinas en los ciclos de agua/vapor de alta presión?
Cómo diferenciamos
una Amina Fílmica
convencional de una
Amina de superficie
Activa?

• No cumplen con OEM, incrementan conductividad
catiónica > 0.2uS/cm
• La formación de la película no es Selectiva
• Peligroso atrapamiento de contaminantes inorgánicos
• Corrosión bajo depósito – ataque del metal base
• Productos de degradación (bolas cerosas)
• Degradación de la película
Limitaciones de las Aminas Fílmicas
Convencionales (FFA)
Capa límite de fluido Amina Fílmica Amina Fílmica
Contaminantes inorgánicos atrapados
Óxido hidrofílico Óxido hidrofílico
Metal Virgen
Epitáctico
Topotáctico

Limitaciones de las Aminas Fílmicas
Convencionales (FFA)

Esta imagen muestra las propiedades de la película orgánica fílmica. Observe la
magnetita negra friable, que es el producto de corrosión generado en un ambiente con
muy poco oxígeno, bajo condiciones ácidas. Observe las bolsas de aire debajo de la
película, las cuales son debidas a la generación de hidrógeno, en la corrosión
electroquímica del metal base.
Limitaciones de las Aminas Fílmicas
Convencionales (FFA)

La superficie fue limpiada con soda para remover todo el óxido revelando el daño subyacente: • Agrietamiento por Hidrógeno, resultado de bajo pH localizado bajo condiciones reductoras.
• Stress Corrosion Cracking debido a la alta acumulación inorgánicos, formación de huecos (pit) y propagación
de grietas.
Limitaciones de las Aminas Fílmicas
Convencionales (FFA)

Limitaciones de las Aminas Fílmicas
Convencionales (FFA)
Validación de Pérdida de
orgánicos por
calentamiento

Limitaciones de las Aminas Fílmicas
Convencionales (FFA)
Agu
a D
esio
niz
ada
Am
ina F
ílm
ica
Convencio
nal
Anodam
ine

Stage 0
Video Ejemplo de protección con química que no es de superficie activa.
Óxido hidrofílico
Etapa 0

Una Tecnología Única de Superficie Activa para Pasivación
del Metal
Química de Superficie Activa
(SAC) Mecanismo del Tratamiento

Etapa 1 (A continuación imágenes reales en sitio ilustrarán
esta etapa)
• Permeación del producto a
través del óxido hasta el metal
base virgen.
• Limpieza del ciclo – Liberación
de iones inorgánicos atrapados,
(cambio en la conductividad
catiónica)
• Limitada Hidrofobicidad visual
topotáctica
• Protección del metal base e
Hidrofobicidad
Química de Superficie Activa
(SAC)
Metal Virgen
Capa límite de fluido
Óxido hidrofílico
Epitáctico
Topotáctico
Protección Hidrofóbica del Metal Virgen

Química de Superficie Activa (SAC) Video Ejemplo de Etapa 1 de Protección
El Tubo está como se recibió.
Protección del Metal Base, pero el Óxido Epitáctico Permanece Hidrofílico

Química de Superficie Activa (SAC) Video Ejemplo de etapa 1 de Protección
Tubo Ligeramente Pulido, con Papel Lija 300, para Exponer el Óxido Topotáctico
Protección del Metal Base, pero el óxido epitáctico permanece Hidrofílico

Etapa 2 (A continuación imágenes reales en sitio ilustrarán esta etapa)
FFA film protection at base metal topotactic layer Metal
• Óxido Epitáctico
parcialmente Hidrofóbico
• Óxido Epitáctico, libre de
contaminación inorgánica
• Hidrofobicidad en el Metal
Base y Óxido Topotáctico
• Protección del Metal Base
Química de Superficie Activa (SAC)
Capa límite de fluido
Protección Hidrofóbica del Metal Virgen
Metal Virgen
Epitáctico
Topotáctico
Óxido hidrofílico

0
200
400
600
800
1000
1200
1400
1600
1800
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0.500
-94 -92 -90 -88 -86 -84 -82 -80 -52 -22 63 78 94 109 124 140 155
ppb
HPFG uS/cm
Operational Days on anodamine chemistry
Limpieza del Ciclo y Transformación
de la Superficie del Óxido 1,900 psi / 131 bar 1,055 oF / 566 oC Re-heat Steam
Metalurgia Mixta
Anodamine residual Conductividad Catiónica
Hidracina
The Use of a Metal Passivation Additive to Eliminate Oxygen Scavenger in a Mixed-Alloy System Bill
Boyd, Arizona Public Service IWT September October 2014
1,900 psi / 131 bar 1,055 oF / 566 oC Re-heat Steam
Mixed Metallurgy Cycle
Limpieza del Ciclo y Transformación de la Superficie del Óxido
Días Operacionales con la Química de Anodamine

Química de Superficie Activa (SAC) Video ejemplo de la Etapa 2 de Protección
El Tubo está como se recibió.
Protección del Metal Base, pero el óxido epitáctico permanece parcialmente hidrofílico

Química de Superficie Activa (SAC) Video ejemplo de Etapa 2 de Protección Tubo Ligeramente Pulido, con Papel Lija 300, para Exponer el Óxido Topotáctico
Protección del Metal Base, el Óxido Epitáctico Hidrofílico es removido

Etapa 3. (A continuación imágenes reales en sitio
ilustrarán esta etapa)
Metal FFA film protection at base metal topotactic layer & throughout the fine dense, competent oxide layer
• Alcanzada con un Residual
continuo de 1000 – 1500 ppb.
• Cuando la etapa 3 es alcanzada,
(el tiempo depende de la
Superficie Total disponible)
• La dosis puede ser reducida
para mantener 800 – 1000
ppb
• Hidrofobicidad Completa del
Óxido
• Mayor contenido de óxido 3+
• Protección del Metal Base
Química de Superficie Activa (SAC
Capa límite de fluido
Protección Hidrofóbica del Metal Virgen
Metal Virgen
Epitáctico
Topotáctico
Óxido HIDROFÓBICO

Química de Superficie Activa (SAC)
Video ejemplo de Etapa 3 de Protección: 3,600 psi (248 bar) / 870MW Unidad
Supercrítica de 1 solo paso, con pulidor de condensado Powdex
El Tubo está como se recibió.
Metal Base y Capa de Óxido Hidrofóbicas

Video
Química de Superficie Activa (SAC)

Tecnología de Superficie Activa, para Pasivación del Metal
en Calderas de Baja, Media y Alta Presión.
III ENCUENTRO DE USUARIOS DE CALDERAS
BOGOTÁ, MAYO 12-13 DE 2016

Caso de Estudio #1
Tecnología de superficie activa que permite la protección de todas
las aleaciones de hierro y admiralty, independiente de las
concentraciones de oxígeno y amoniaco
Protección de metalurgia mixta bajo estándares de
tratamiento AVT(O)
Química de Superficie Activa (SAC)

• Estas unidades sub-críticas estaban previamente operadas
bajo la química AVT (R) con carbohidrazida / amoniaco y la
soda cáustica hasta 2013.
• 2 x 1,900 psi / 131 bar, RS circulación natural , metalurgia
mixta unidades de tambor con turbinas GE 190MW,
arrancadas en 1963 a 1964. El vapor de HP es recalentado a
1,050 oF / 566 oC.
• 1 x 2,400 psi / 152bar, FW Circulación forzada, metalurgia
mixta unidades de tambor con turbine GE 253 MW,
arrancada en 1964. El vapor de HP es recalentado a 1,050 oF
/ 566 oC.
Química de Superficie Activa SAC

Una alternativa viable a protocolos de tratamiento AVT(R) comúnmente utilizados en los sistemas
de metalurgia mixta . Esta tecnología permite la extracción completa del agente reductor
permitiendo una óptima protección del metal independiente de la dosis de oxígeno y amoníaco.
The Use of “Anodamine” to Eliminate Oxygen Scavenger in a Mixed Alloy System. Bill Boyd, Arizona Public
Service 34th Annual Electric Utility Chemistry Workshop
Transporte de productos de corrosión de Cobre y pH
Unidad 2. Condensado. Cobre (ppb) Unidad 2. Condensado. pH ppb
Cobre
Metalurgia Mixta
Hidracina
Lineamientos AVT(R) pH 9.1-9.3 Anodamine pH 9.2-9.6
Días Operacionales con Anodamine
Cobre Total 0 ppb

0.0
10.0
20.0
30.0
40.0
50.0
60.0
ug/ l
Dissolved Iron Particulate Iron
Total Iron Copper
Saturated Steam
CPD EI Boiler Saturated
Steam CPD EI Boiler
Hidracina
Cobre Total 0 ppb
Hierro Total< 3 ppb
The Use of a Metal Passivation Additive to Eliminate Oxygen
Scavenger in a Mixed-Alloy System. Bill Boyd, Arizona Public Service
IWT September October 2014
Transporte de productos de corrosión durante carga cíclica 1,900 psi / 131 bar 1,055 oF / 566 oC Vapor recalentado
Ciclo de metalurgia mixta
Ferrozine® ULR Method – TOTAL Iron LDL 0.3ppb; Adapted from Stookey, L.L.,
Anal. Chem., 42(7), 779 (1970)
Copper Porphyrin Method adapted from Ishii and Koh, Bunseki Kagaku, 28
(473), 1979
Hierro disuelto
Hierro total
Hierro particulado
Cobre
Vapor
Saturado Bomba
condensado
Entrada
Economizador Caldera Vapor
Saturado Bomba
condensado
Entrada
Economizador Caldera

Caso de Estudio #2
Tecnología de superficie activa que permite la protección de todas
las aleaciones de hierro y admiralty, independiente de las
concentraciones de oxígeno y amoniaco
Protección de metalurgia mixta bajo estándares de
tratamiento AVT(O)
Química de Superficie Activa (SAC)

• 3 x 1,800 psi / 124 bar, circulación natural, unidades de
metalurgia mixta con 130 MW turbina GE, inauguradas entre
1953 y 1954. El vapor de alta presión es recalentado a 1,050 oF
/ 566 oC.
• 1 x 2,400 psi / 165 bar, circulación forzada, tambor de la unidad
con metalurgia mixta con 208 MW Turbina GE, inauguradas en
1956. El vapor de alta presión es recalentado a 1,050 oF / 566 oC.
• 1 x 3,770 psi / 260 bar, unidad supercrítica B&W de un solo
paso , con una turbina GE de 597 MW. El condensado es
pasado a través de un pulidor de flujo completo Powdex. La
unidad fue inaugurada en 1972. El vapor de alta presión es
recalentado a 1,050 oF / 566 oC.
• Las unidades fueron operadas con una química en ambiente
reductor de hidraciba /amoníaco/soda caústica hasta el 2011.
Las unidades dejaron de funcionar en el 2014.
Química de Superficie Activa (SAC)

0.0
500.0
1,000.0
1,500.0
2,000.0
2,500.0
ug/ l
Total Iron Total Copper
Condensate
Pump
Discharge
Operational and Layup Cycle Protection of High-Pressure Fossil-Fired Utility
Boilers Using an Organic Filming Amine PPChem June2012, 14(6)
2.G.Verib.pdf
Economizer
Inlet Boiler Condensate
Pump
Discharge
Economizer
Inlet Boiler
Transporte de Productos de Corrosión de
los Arranques en Frío 208 MW 2,400 psi / 165 bar 1,050 oF / 565 oC Vapor recalentado
Metalurgia Mixta
Ferrozine® ULR Method – TOTAL Iron LDL 0.3ppb; Adapted from
Stookey, L.L., Anal. Chem., 42(7), 779 (1970)
Copper Porphyrin Method adapted from Ishii and Koh, Bunseki Kagaku,
28 (473), 1979
AVT(R)
Cobre Total 0 ppb
Hierro Total < 3 ppb
Bomba
Descarga
condensado
Entrada
Economizador Caldera Bomba
Descarga
condensado
Entrada
Economizador Caldera
Hierro total Cobre total

0
20
40
60
80
100
120
140
160
180
200
ug/ l
Fe (soluble) Fe (particulate) Fe (total) Cu
Transporte de Productos de Corrosión de
Durante Operación Transitoria 208 MW 2,400 psi / 165 bar 1,050 oF / 565 oC Re-heat Steam
Metalurgia Mixta
Condensate
Pump
Discharge
Operational and Layup Cycle Protection of High-Pressure Fossil-
Fired Utility Boilers Using an Organic Filming Amine PPChem
June2012, 14(6) 2.G.Verib.pdf
Economizer
Inlet Boiler Condensate
Pump
Discharge
Economizer
Inlet Boiler
Ferrozine® ULR Method – TOTAL Iron LDL 0.3ppb; Adapted from
Stookey, L.L., Anal. Chem., 42(7), 779 (1970)
Copper Porphyrin Method adapted from Ishii and Koh, Bunseki
Kagaku, 28 (473), 1979
AVT(R)
Cobre total 0 ppb
Hierro Total< 3 ppb
Fe total Fe soluble Fe particulado
Bomba
Descarga
condensado
Entrada
Economizador Caldera Bomba
Descarga
condensado
Entrada
Economizador Caldera

208 MW 2,400 psi / 165 bar 1,050 oF / 565 oC Vapor recalentado
Metalurgia Mixta
Protección hidrfóbica del metal en
el Manhole de la caldera
Química de Superficie Activa (SAC)

Reducción del Transporte de
Productos de Corrosión 208 MW 2,400 psi / 165 bar 1,050 oF / 565 oC Re-heat Steam
Metalurgia Mixta
0
10
20
30
40
50
60
70
80
90
100
Years
AVT(R) anodamine
Operational and Layup Cycle Protection of
High-Pressure Fossil-Fired Utility Boilers
Using an Organic Filming Amine PPChem
June2012, 14(6) 2.G.Verib.pdf
Química de Superficie Activa (SAC)

Caso de Estudio #3
Una Tecnología de Superficie Activa que permite total
cumplimiento de los OEM (estándares del fabricante original de
los equipos) para la calidad del vapor
Conductividad Catiónica Operacional 0.08 µS/cm
Unidad Super Critica (3,600 psi ; 248 bar) de un solo paso,
bajo Protocolo de tratamiento AVT(O)
Química de Superficie Activa (SAC)

Unidad Supercrítica de 1 solo paso 3,660 psi (248 bar) con desmineralizador Powdex
Química de Superficie Activa (SAC)

Reducción del Transporte de Hierro Total Unidad Supercrítica de 1 solo paso 593 MW 3,600 psi / 248 bar (1,055oF / 568 oC)
con desmineralizador Powdex
Calentador Entrada
Economizador alimentación Condensado Salida de pulidor
Carga
Ferrozine® ULR Method – TOTAL Iron LDL 0.3ppb; Adapted from Stookey, L.L.,
Anal. Chem., 42(7), 779 (1970)
Química
Oxigendada

Upper cc Limit
Lower cc Limit
Inicio de dosificación de
HPFG
Conductividad Catiónica / Limpieza del Ciclo Unidad Supercrítica de 1 solo paso 593 MW 3,600 psi / 248 bar (1,055oF / 568 oC)
con desmineralizador Powdex
Calentador Entrada
Economizador alimentación Condensado Salida
pulidor Carga
Química
Oxigenada

Caso de Estudio #4
Una Tecnología de Superficie Activa que permite total
cumplimiento de los OEM (estándares del fabricante original de
los equipos) para la calidad del vapor
Unidad Super Critica (3,600 psi ; 248 bar) de un solo paso,
bajo Protocolo de tratamiento AVT(O)
Química de Superficie Activa (SAC)

Química de Superficie Activa (SAC) Unidad Supercrítica de 1 solo paso 3,660 psi (248 bar) con desmineralizador Powdex

Oxygenated Chemistry
Química de Superficie Activa (SAC)
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
ug/ l
Fe dissolved Fe particulate Fe Total
HeaterDrainPump
EconomizerInlet
CondensatePump
Discharge
HeaterDrainPump
EconomizerInlet
CondensatePump
Discharge
Hierro Total
0.3 a 0.8 ppb
Transporte de Productos de
Corrosión 593 MW 3,500psi / 241 bar,
1,055 oF / 566 oC Re-heat steam
Química
Oxigenada
Fe disuelto Fe particulado
Calentador
Bomba Condensado
Entrada Economizador
Calentador
Bomba Condensado
Entrada Economizador

0.0
5.0
10.0
15.0
20.0
25.0
ug/ l
Fe dissolved Fe particulate Fe Total
HeaterDrainPump
EconomizerInlet
CondensatePump
Discharge
HeaterDrainPump
EconomizerInlet
CondensatePump
Discharge
Oxygenated
Chemistry
Transporte de Productos de Corrosión durante
operación cíclica 593 MW 3,500psi / 241 bar,
1,055 oF / 566 oC Re-heat steam
Química de Superficie Activa (SAC)
Fe disuelto Fe particulado
Química
Oxigenada
Calentador
Bomba Condensado
Entrada Economizador
Calentador
Bomba Condensado
Entrada Economizador
Hierro Total
0.3 a 0.8 ppb

CPD Boiler
feedwater
Economizer
Inlet Polisher
Outlet
Unit return to service with Surface
Active Chemistry CPD Alimentación Salida
Economizador Salida
Pulidor
Generalmente, la unidad permanecía en
reserva de químicos durante días, antes
de que los parámetros entraran en rango (costo estimado en exceso de la operación U$ 100,000 /h)
Arranque con Química Convencional
50,000 ppb
50,000 ppb
5,000 ppb
Nota: debido a un muy alto transporte de productos de
corrosión, algunos filtros Millipore sólo representan 200 ml de
muestras, en vez de 1 L.
Reducción en el Transporte de Productos de
Corrosión durante Arranques 593 MW 3,500psi / 241 bar,
1,055 oF / 566 oC Re-heat steam
Eliminación
de los
periodos de
retención de
los químicos
Alimentación Salida
Economizador Salida
Pulidor

1. Rápido alcance del cumplimiento de los parámetros químicos en
arranques después de paradas extensas.
2. Corridas más extensas entre la regeneración del pulidor Powdex
• Antes: 3 semanas entre regeneración
• Después: 9 semanas entre regeneración
• Cambio visual en la resina cuando se reemplaza o regenera.
3. Total cumplimiento de la Química del ciclo
Observaciones
Química de Superficie Activa SAC

Caso de Estudio #5
Tecnología de superficie activa que ha demostrado terminar con
el SCC (Stress Corrosion Cracking) y CF (Corrosión por Fatiga)
Protocolo de Tratamiento AVT(O)
Operación de Horas Pico
Química de Superficie Activa (SAC)

• 1 x 2,600 psi / 179 bar, CE .unidades de circulación natural, metalurgia mixta con turbinas WH de 475 MW, abiertas en 1964. El vapor de alta presión es
recalentado a 1,050 oF / 566 oC.
• 1 x 1,935 psi / 133 bar, B&W. Unidades de circulación natural, metalurgia mixta, con turbinas GE de 125 MW, abiertas en 1958. El vapor de alta presión es
recalentado a 1,050 oF / 566 oC. (retirada de servicio)
• Unidad 1 está retirada de servicio, Unidad 2 pasó de AVT(R) – Hidracina/ CT a Anodamine / AVT(O) / CT en 2013.
• Unidad 2 es una unidad de horas pico, puede operar de 2 a 20 horas cada vez que arranca.
• La unidad opera el 10 a 15% del tiempo disponible.
Prevención de Corrosion Fatigue
CF (Corrosión por Fatiga)
Química de Superficie Activa (SAC)

0
20
40
60
80
100
120
140
160
ppb
Dissolved Iron (ppb) Particulate Iron (ppb)
Total Iron (ppb) Total Copper (ppb)
Main
Steam BFW
Main
Steam Boiler BFW Boiler CPD CPD
Total Iron & Copper < 1 ppb
Ferrozine® ULR Method – TOTAL Iron LDL 0.3ppb , digestion with Hach DRB 200, 20mm digestion vials and read on DR 5000 with pour-though cell
Copper Porphyrin Method on DR 5000 with pour-though cell
Transporte de Productos de Corrosión de Fe y Cu Durante el regreso a servicio a partir de preservación húmeda (16-60 h de parada)
475 MW 2,600 psi / 179 bar, 1,005oF re-heat
Metalurgia Mixta
Tratamiento AVT(R)
Hidrazina
Transporte de Productos
de Corrosión de Hierro y
Cobre después de
preservación por
periodos largos
Química reductora- Hidracina Química de Superficie Activa Muestras
recolectadas
después de 2 h de
arranque Hasta 150 ppb de hierro y 20 ppb de Cobre
durante los arranques
< 2 ppb de Hierro y cobre durante los
arranques
Hierro Total
Y cobre <1ppb
Fe disuelto Fe particulado
Fe total Cu total
Vapor Principal
Bomba Condensado Alimentación Caldera
Vapor Principal
Bomba Condensado Alimentación Caldera

AVT (R) Hydrazine
chemistry
0
50
100
150
200
250
300
350
400
ppb
Dissolved Iron (ppb) Particulate Iron (ppb)
Total Iron (ppb) Total Copper (ppb)
BFW CPD Boiler CPD BFW Boiler Main Steam
Main Steam
Total Iron & Copper < 10 ppb
Transporte de Productos de Corrosión de Fe y Cu Durante el regreso a servicio a partir de preservación seca (parada extensa)
475 MW 2,600 psi / 179 bar, 1,005oF re-heat
Metalurgia Mixta
Transporte de Productos
de Corrosión de Hierro y
Cobre después de
preservación seca y
extensa
Química Reductora - Hidracina Química de Superficie Activa Muestras
recolectadas
después de 2 h de
arranque Hasta 350 ppb de Hierro y 50 ppb de Cobre
durante el arranque
< 10 ppb de Hierro y Cobre durante el
arranque
Tratamiento AVT(R) Hidrazina
Fe disuelto Fe particulado
Fe total Cu total
Vapor Principal
Bomba Condensado Alimentación Caldera
Vapor Principal
Bomba Condensado
Alimentación Caldera

Número de Veces que
la unidad falla al
arrancar
Química Reductora - Hidracina Química de Superficie Activa
12 fallas (falla cada 143 h)
CERO FALLAS
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
May
-13
Jun-1
3
Jul-1
3
Aug-13
Sep-1
3
Oct
-13
Nov-
13
Dec
-13
Jan-1
4
Jan-1
4
Mar
-14
Apr-14
May
-14
May
-14
Jun-1
4
Jul-1
4
Aug-14
Sep-1
4
Oct
-14
Nov-
14
Dec
-14
Jan-1
5
Feb-1
5
Mar
-15
Apr-15
May
-15
Jun-1
5
Jul-1
5
Aug-15
Sep-1
5
Oct
-15
Hours Operational
Date
Failed Starts Generating Hours
Frecuencia de Fallas de la Unidad (Hidracina= falla cada 143 hours)
475 MW 2,600 psi / 179 bar, 1,005oF re-heat
Metalurgia Mixta
Química Reductora con Hidracina
CERO
FALLAS
10,000 h 10,000 h
Horas de Generación Arranques Fallidos Horas Operacionales

0 10 20 30 40 50 60 70 80 90 100
% Availability
Disponibilidad de la Planta en Arranques 475 MW 2,600 psi / 179 bar, 1,005oF re-heat
Metalurgia Mixta
Química Reductora
- Hidracina
Disponibilidad de
la Unidad
Química Reductora - Hidracina Química de Superficie Activa
20 Pérdida de
Disponibilidad
100% disponibilidad en
arranques
Disponibilidad de la
Unidad
100%
Disponibilidad de la
Unidad
81% 416 h de generación programadas
Ganancia en
Confiabilidad
DISPONIBILIDAD

190,000 200,000 210,000 220,000 230,000 240,000 250,000
MW / year
Hidracina
Unidad en servicio
por 1,712 h y 225
arranques
242,212 MW
generados
213,115 MW
generados
Confiabilidad y Disponibilidad vs. Energía Generada 475 MW 2,600 psi / 179 bar, 1,005oF re-heat
Metalurgia Mixta
Química Reductora
- Hidracina
Energía Generada Química Reductora - Hidracina Química de Superficie Activa AVT(O) 29,000 MW
adicionales de
energía generada 213,115 MW generated 242,212 MW generados
SAC
Unidad en
servicio por 978
h y 149
arranques
14% Más energía,
debido a la Mejora en
Disponibilidad y
Confiabilidad
29,000 MW
10,000 h de disponibilidad para ambas químicas
AÑO
0 1,000,000 2,000,000 3,000,000 4,000,000 5,000,000
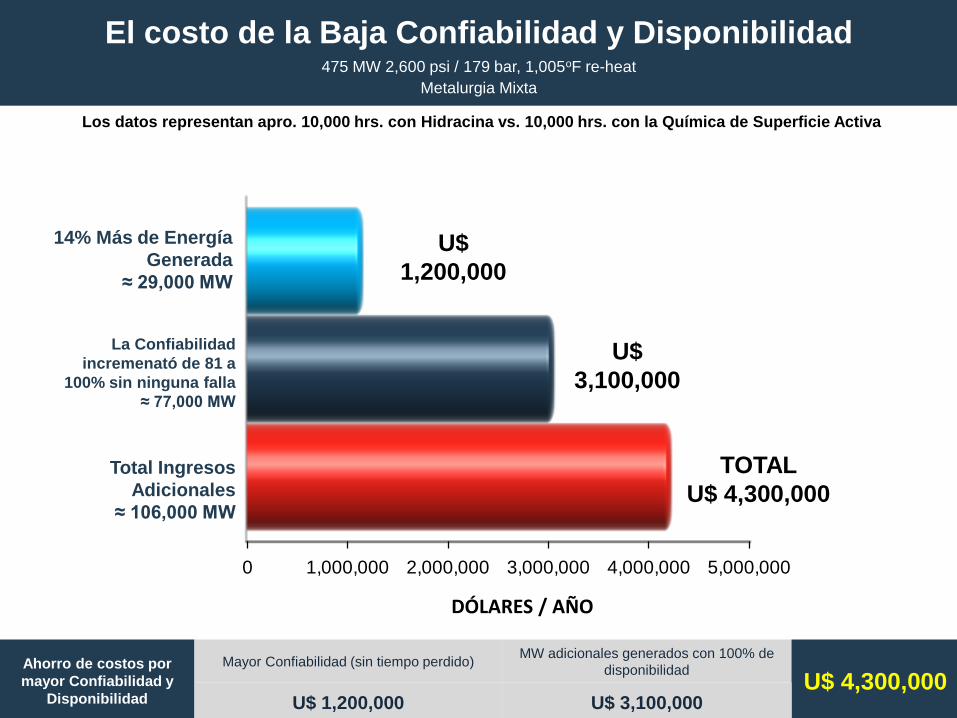
Dollars / year
El costo de la Baja Confiabilidad y Disponibilidad 475 MW 2,600 psi / 179 bar, 1,005oF re-heat
Metalurgia Mixta
Ahorro de costos por
mayor Confiabilidad y
Disponibilidad
Mayor Confiabilidad (sin tiempo perdido) MW adicionales generados con 100% de
disponibilidad U$ 4,300,000
U$ 1,200,000 U$ 3,100,000
Los datos representan apro. 10,000 hrs. con Hidracina vs. 10,000 hrs. con la Química de Superficie Activa
U$
1,200,000
U$
3,100,000
TOTAL
U$ 4,300,000 Total Ingresos
Adicionales
≈ 106,000 MW
14% Más de Energía
Generada
≈ 29,000 MW
La Confiabilidad
incremenató de 81 a
100% sin ninguna falla
≈ 77,000 MW
DÓLARES / AÑO

Caso de Estudio #6
Tecnología de superficie activa que ha demostrado terminar con
el FAC de una y dos fases
Tratamiento AVT(O) Unidad HRSG (ciclo combinado) con 3
presiones y ACC
Química de Superficie Activa (SAC)

Protección de unidad
HRSG’s & ACC’s
contra el FAC de 1 y 2
fases usando SAC
La planta utiliza 2 turbinas de combustion
SW altamente eficientes, para producir
electricidad. Adicionalmente, los gases de
las dos turbinas se reciclan para producir
vapor para una turbina Alstom STF30C,
para generar electricida adicional.
• 2 x Alstom triple presión HRSG, Presiones de Vapor LP / IP /
HP de 129 / 721 / 2,781 psi & 9 / 50 / 192 bar. El vapor HP es
recalentado a 1,055 oF / 568 oC. Capacidad Total de
generación: 530 MW con dos turbinas Alstom de 134 MW.

Ducto más bajo de distribución de la turbina LP turbine. El ambiente operacional es alimentado con
vapor del 5 – 6 % humedad, imagen tomada después de la sección de la turbina LP, justo antes de
las paletas de distribución de vapor.
Toda la sección más baja de las tuberías se encontró húmeda con bastante agua escurriendo. La
unidad había estado por fuera 3 meses, sin ninguna forma externa de preservación.
Química de Superficie Activa (SAC)

Ducto de Vapor Saturado del Condensador. La unidad había estado fuera de servicio
por 3 meses, con acumulación de agua y sin formas adicionales de preservación. El
ambiente interno fue encontrado muy tibio y extremadamente húmedo durante la
inspección.
Química de Superficie Activa (SAC)

Entrada a los marcos “A” de los tubos del condensador. No hay signos visibles de FAC
en ninguna de las áreas de flujo de vapor. En las inspecciones en sitio fue reportado
que las áreas que antiguamente mostraban daño por FAC ahora se habían acabado.
Química de Superficie Activa (SAC)

Excelente protección del metal e hidrofobicidad se evidenció en todas las superficies del metal y en el sentido del flujo del vapor a alta velocidad.
Química de Superficie Activa (SAC)

Caso de Estudio #7
Una tecnología de superficie Activa que permite la preservación
Húmeda ( < 180 días) y Seca (años)
• Protección del Metal Virgen Base
• Incremento en la Estabilidad de los Óxidos
• Reducción del Transporte de Óxidos
• Rápido Cumplimiento de los Parámetros Químicos
• Simplicidad
Química de Superficie Activa (SAC)

Datos de la instalación
MW 133 & 2 x 93 MW MW Total = 319 MW
Presión 1,650 psi / 1,055 oF re-heat
Tipo de Caldera Circulación Natural, Babcock Wilcox 1950 to 1964
Turbinas 3 x Westinghouse
Metalurgia Mixta
Agua de Make Up Desmineralizada
Tratamiento Anterior AVT(R) / Fosfato
Anodamine desde Julio 2012
Operación de la Planta 20% Operacional / 80% Preservación Húmeda (muy impredecible)
Última Limpieza Química 2000

Reducción del Transporte de Óxidos
• La unidad es almacenada en húmedo, generalmente, tanto a largo como a corto plazo, para asegurar la rápida disponibilidad.
• Los residuales de Anodamine son mantenidos a 1500-2000 ppb, debido a que la demanda operacional es muy impredecible.
• Esta unidad está en operación aproximadamente 20% del tiempo y 80% del tiempo en preservación húmeda.
50
Day
Wet
Layup
Condensate
Pump
Discharge
Economizer
Inlet
Boiler Condensate
Pump
Discharge
Economizer
Inlet
Boiler 0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
2.9
0.9
2.2
3.7
2.5 2.5
2.9
0.9
2.2
4.0
2.8 2.8
0.1 0.1 0.1 0.1 0.1 0.1
ug/ l
Fe dissolved Fe particulate Fe (total) Cu
Química de Superficie Activa (SAC)
disuelto particulado
Bomba de Condensado
Entrada de Economizador
Cadera Bomba de Condensado
Entrada de Economizador
Cadera
DÍAS DE PRESERVA-CIÓN HÚMEDA

Caso de estudio #8
Una tecnología de superficie activa que protege todo el ciclo
de vapor, incluyendo la película líquida crítica y puntos de
doble fase.
• Secciones de alimentación de agua del generador
• Generador
• Secciones del sobrecalentador y recalentador
• Turbina PTZ
• Todas las secciones de condensación
Química de superficie activa SAC

Química de superficie activa SAC

Tube as received by client
326oF
Baja presión (Tubos inferiores)
Fabricante Foster Wheeler
Fecha de sellado 1996
Número de Tubos 391
OD de Tubos (pulgadas) 3/4
Calibre de tubo 18 B.W.G.
Área X-Sec. de Tubo (sq. ft.) 0.002319
Material de Tubo Admiralty
Flujo de alimento de
diseño(lb./hr.) 1349655
Velocidad de flujo de diseño
(ft./sec.) 6.63 @ 60 F
Química de superficie activa SAC

Tube as received by client
469oF
Química de superficie activa SAC
Especificaciones de alta presión
(Tubos superiores)
Fabricante Yuba
Fecha de sellado 1988
Número de Tubos 906
OD de Tubos (pulgadas) 5/8
Calibre de tubo .065 min wall
Área X-Sec. de Tubo (sq. ft.) 0.001336
Material de Tubo C.S.
Flujo de alimento de diseño(lb./hr.) 1617000
Velocidad de flujo de diseño (ft./sec.)
6.11 @ 1.0 SP
GR

Especificaciones de alta presión
(Tubos superiores)
Fabricante Yuba
Fecha de sellado 1988
Número de Tubos 906
OD de Tubos (pulgadas) 5/8
Calibre de tubo .065 min wall
Área X-Sec. de Tubo (sq. ft.) 0.001336
Material de Tubo C.S.
Flujo de alimento de diseño(lb./hr.) 1617000
Velocidad de flujo de diseño (ft./sec.)
6.11 @ 1.0 SP
GR
469oF
Tube as received by client
Química de superficie activa SAC

Gracias Preguntas?







