

TECNOLOGIA DEL CAUCHOParte 1 de 4
Charles Goodyear, descubridor de la vulcanización (1839)
Ing . Nelson Castaño [email protected]

OBJETIVO GENERAL• Profundizar en los aspectos más relevantes relacionados con los
procesos y tecnologías involucradas en la industria del caucho, para brindar más y mejores herramientas para que permitan mejorar el nivel tecnológico y rentable del sector.
OBJETIVOS ESPECIFICOS• Conocer y diferenciar las propiedades de los diferentes
elastómeros, ventajas, desventajas y aplicaciones.• Conocer la incidencia de los diferentes elementos constitutivos
de una formulación en sus propiedades físicas, químicas, dinámicas y de envejecimiento.
• Seleccionar el sistema de vulcanización óptimo para un compuesto.
• Identificar, analizar y controlar las diferentes variables de los procesos de transformación.
• Presentar una visión objetiva acerca de los diferentes métodos de control de calidad.
• Plantearse alternativas con respecto al aprovechamiento de los sobrantes de caucho.

MODULO 1.
Conceptos básicos de Química aplicados a la tecnología del
Caucho.
• Elementos compuestos y mezclas.
• Formulas moleculares y estructurales
• Compuestos saturados e insaturados
• Grupos funcionales
• Temperaturas de transición vítrea.

MODULO 2. Control de calidad
• Ensayos de laboratorio y su significado.
• Pruebas de procesabilidad
• Pruebas físicas y mecánicas de los vulcanizados.
• Normas internacionales (ASTM)
• Interpretación de la Norma ASTM D 2000

MODULO 3Materiales para la elaboración de mezclas y compuestos de
caucho.• Reseña histórica del caucho• Nomenclatura y clasificación de los elastómeros.• Tipos de caucho• NR (Látex), SBR, BR, NBR, CR, IR, IIR, EPM y EPDM, EVM, CM,
CSM, ACM y EAM, CO, ECO y ETER, Q, FQM, FPM, PUR, AU, EU.• Cargas. • Plastificantes y auxiliares de proceso.• Acelerantes y activadores• Agentes de protección.• Otros materiales• Pigmentos.• Agentes de expansión.• Varios.

MODULO 4Vulcanización y mezclado de compuestos
elastoméricos.• Introducción• Sistema de vulcanización (tipos de
acelerantes)• Sistemas más usuales para diferentes
cauchos.• Reversión.• Mezclado de compuestos elastoméricos

MODULO 5Procesamiento de elastómeros
• Procesos de vulcanización• Procesos de moldeo• Compresión• Transferencia• Inyección• Extrusión de elastómeros.• Calandrado
MODULO 6Reciclado y medio ambiente
• Métodos de reciclaje de materiales elastoméricos.• Otras alternativas para la utilización de desperdicios de caucho.

MÓDULO 1: Conceptos Básicos de Química
ELEMENTOSSon sustancias que no pueden ser divididas por
medio de procedimientos químicos, a una forma mas simple.
Se clasifican en:a) Metales: Hierro, cobre, aluminio, zinc, entre
otros.b) No metales: oxígeno, nitrógeno, carbono,
entre otros.

COMPUESTOS
•Sustancia producida por combinación de elementos.
•Sus propiedades son diferentes a las de sus constituyentes.
•Sus constituyentes pueden ser preparados por procesos químicos complicados
•Son homogéneos
MEZCLAS
•No tienen composición constante. No hay combinación química.
•Resultan de las propiedades de sus constituyentes.
•Sus constituyentes pueden ser preparados por métodos físicos o mecánicos.
•Pueden ser homogéneos o heterogéneos.

Materiales orgánicos e inorgánicos
• Anteriormente: Productos obtenidos de organismos vivos eran llamados orgánicos (contrario a sustancias inorgánicas o minerales).
• Actualmente la química orgánica es la química del carbono (elemento mas importante en animales y plantas)
• Los átomos de este elemento se pueden combinar con una amplia variedad de otros elementos a través de cadenas largas, complejas y estables)

VALENCIA
• Capacidad de combinación de un átomo con el hidrógeno (o su equivalente).
• El cloro es univalente: Cl-
• El oxígeno es bivalente: O= o -O-
• El nitrógeno es trivalente: NΞ o -N=
• El carbono es tetravalente: -CΞ o =C=

Fórmulas moleculares y estructurales
• Molecular: muestra la clase y el número de átomos presentes.
• Estructural: muestra además la forma de unión de los átomos.

Estructural Molecular
C4H6
Butadieno
C5H8
Isopreno
Cloropreno
C4H5Cl

COMPUESTOS SATURADOS E INSATURADOS
• SATURADOS: los átomos de carbono se encuentran unidos entre si por enlaces simples.
• INSATURADOS: contienen dobles y triples enlaces. Se pueden combinar con una amplia variedad de moléculas.
+
Etileno Ruptura doble Etano
Insaturado enlace (Saturado)

Hidroxil o
Carbonil o
Carboxil o
NOMBRE FORMULA

Amino o
Nitrilo o Cianuro o
Isocianato o
NOMBRE FORMULA

Temperatura de transición vítrea (Tg)
• Es aquella temperatura a la cual el caucho se vuelve rígido y quebradizo y sus moléculas carecen de energía suficiente para rotar.
• La Tg dá una idea del comportamiento a bajas temperaturas del caucho.
Importancia• Resistencia de cauchos a bajas temperaturas• Compatibilidad de elastómeros en compuestos.• Eficiencia de plastificantes (disminuye con la
adición)

Temperatura de transición vítrea (Tg)

Temperatura de transición vítrea (Tg)

Temperatura de transición vítrea (Tg)

CONTROL DE CALIDAD EN LA INDUSTRIA DEL CAUCHO
• Es necesario para asegurar la calidad del producto final
– Recepción de la materia prima
– En los procesos de manufactura
– A los compuestos vulcanizados
• Razones para los ensayos
– Ensayos de control
– Ensayos de especificaciones
– De investigación y desarrollo

CONTROL DE CALIDAD EN LA INDUSTRIA DEL CAUCHO
• Los elastómeros son materiales complejos
• Requiere su propio y elaborado trabajo de procedimientos de chequeo.
• Dificultad de correlacionar los términos usados en el caucho con los que se usan frecuentemente
• No todos los datos físicos medidos de los compuestos de caucho son valores constantes o exactos

El caucho no es material simple
• Su principal característica: su elasticidad
• Baja permeabilidad al aire
• Buenos aislantes térmicos y eléctricos
• Buenas propiedades mecánicas
• Capacidad de adhesión a fibras, metales y plásticos rígidos.
• Lo anterior depende de factores como:
– Ingredientes del compuesto
– Condiciones de procesamiento
– Acelerantes y sistemas de vulcanización.

REOMETRIA DE VULCANIZACIÓN
• ASTM D 5289 “Standard test method for rubber property – vulcanization using rotorless cure meters.

REOMETRIA DE VULCANIZACIÓN

REOMETRIA DE VULCANIZACIÓN

• Control de calidad a mezclas elaboradas en el molino o en el banbury.
• Mezclas almacenadas (scorch).
• Tiempos establecidos en la empresa, según sus condiciones.
• Evaluación de nuevos acelerantes o acelerantes alternativos.
• Estudio de sistemas de aceleración.
REOMETRIA DE VULCANIZACIÓN

REOMETRIA DE VULCANIZACIÓN

REOMETRIA DE VULCANIZACIÓN

REOMETRIA DE VULCANIZACIÓN

REOMETRIA DE VULCANIZACIÓN

REOMETRIA DE VULCANIZACIÓN

VISCOSIDAD MOONEY
ASTM D1646: Viscosity, Stress Relaxation, and Pre-
Vulcanization Characteristics (Mooney Viscometer)

VISCOSIDAD MOONEY

VISCOSIDAD MOONEY
•Pero….para qué sirve?.....
Control de viscosidad de los cauchos.Comparación con fichas técnicas.Control de los equipos de proceso.Simbología:
ML (1+4)@100°C : 55M Viscosidad MooneyL Rotor largo (S rotor corto)1 Tiempo de precalentamiento (1 minuto)4 Tiempo de ensayo (4 minutos)100°C Temperatura de ensayo.55 Valor de la viscosidad (final)

La dureza que es aplicada a los elastómeros esta
definida como la resistencia de una superficie a la
penetración por un indentador con unas dimensiones
dadas sobre una carga específica.
DUREZA

DUREZA

DUREZA

DUREZA

DUREZA

DUREZA

DUREZA

• Esfuerzo de tensión: es la fuerza o esfuerzo expresado en Mpa o en N/mm2, requerida para romper una probeta estándar por estiramiento a una velocidad constante.
• Elongación: o deformación, extensión producida por una fuerza de tensión aplicada a un espécimen estándar expresada como un porcentaje de su longitud original.
• Elongación al rompimiento: elongación al momento de la ruptura.
• Módulo de tensión: fuerza para producir una determinada elongación. (diferente al módulo en los metales y en los plásticos).
TENSIÓNASTM D412: Standard Test Methods for Vulcanized
Rubber and Thermoplastic Elastomers - Tension

TENSIÓN

TENSIÓN
CONFIGURACIOÓN DE UNA MÁQUINA DE
TENSIÓN

CSM
Cloropreno
EPDM FKM
TENSIÓN

TENSIÓN
EFECTO DE LA VELOCIDAD DE ELONGACIÓN EN LAS PROPIEDADES DE
TENSION

TENSIÓN
• También las propiedades de tensión están influenciadas por el efecto del sentido de laminación, proveniente del molino.
• Probetas que no hayan sufrido ningún tipo de estiramiento.
• Probetas a ensayar por lo menos después de 16 horas de haber sido vulcanizadas.

• Útiles para el control de la producción (sobrevulcanización, mal mezclado, presencia de materias primas extrañas).
• Sensible a los cambios en la composición.
• Son útiles para determinar la resistencia al calor, líquidos, gases, químicos, ozono y ambientales (durabilidad en el tiempo).
• Útiles para la evaluación de materias primas alternativas.
• Excelentes como control de calidad una vez se haya seleccionado el compuesto.
• Mas importante la retención en las propiedades iniciales.
TENSIÓN

• ASTM D624: Standard Test Method for Tear Strength of Conventional Vulcanized Rubber and Thermoplastic Elastomers
• Es la fuerza que se rquiere para desgarrar una probeta con una geometría especificada.
• Las unidades son expresadas en fuerza por longitud (espesor)
DESGARRE

DESGARRE

Curva típica de un ensayo de desgarre

COMPRESSION SET
• ASTM D395: Standard Test Methods for Rubber Property- Compression Set.
• Si el elastómero es comprimido bajo condiciones específicas, el decrecimiento residual en su espesor después de remover la fuerza de compresión es conocida como compression set.
• Esta es usualmente expresada como un porcentaje de la deflexión utilizada.
• Un porcentaje de 100% de compression set significa una deformación completa; 0% significa que no hubo
ninguna deformación.
• El valor de compression set depende de la temperatura y de la cantidad y duración de la deformación.

COMPRESSION SET
Método A Método B

COMPRESSION SET
• Es requisito esencial un bajo compression set a la temperatura de servicio para los materiales de sello.
• El compression set no debe ser 100% aún después de largos períodos de tiempo.
• Es la tendencia a remanente a llegar a su forma original, la cual mantiene la fuerza necesaria para el sellado entre las superficies.

COMPRESSION SET

COMPRESSION SET

COMPRESSION SET
x100TsTo
TrToCS
To espesor original de la pieza.
Tr Espesor de la pieza después de la
recuperación.
Ts Espesor de la barra espaciadora

Tension Set.Los métodos para medir el tension set en Europa generalmente siguen la ISO 2285 y consiste en estirar una probeta estándar o un corbatín tal como se muestra en la figura, a un esfuerzo constante, manteniendo la elongación durante un período determinado de tiempo, removiendo la carga y permitiendo su recuperación durante 30 minutos.

Tension Set
Donde: • Lo es la longitud original de referencia de la
probeta.
• Ls es la longitud de referencia de la probeta estirada y
• L1 es la longitud de referencia después de la
recuperación.
1000
01 xLL
LL
s

• ASTM D430: Standard Test Methods for Rubber Deterioration—Dynamic Fatigue
• Resistencia al agrietamiento por Flexión (Máquina De Mattia).• Inicio de grieta: se califica por grados, dependiendo del tamaño de la grieta
(tabla 1 de la norma ASTM D430).• Velocidad: 300 ± 10 rpm• Angulo de flexión: 180°
• ASTM D813: Standard Test Method for Rubber Deterioration—Crack Growth
• Resistencia al crecimiento del agrietamiento por flexión (máquina De Mattia)
• Incisión en la probeta de 2.03 mm• Se mide el crecimiento de la grieta (incisión) con el número de ciclos.• Velocidad: 300 ± 10 rpm• Angulo de flexión: 180°
RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA FLEXIÓN

• ASTM D1052: Standard Test Method for Measuring Rubber Deterioration - Cut Growth Using Ross Flexing Apparatus
• Resistencia al crecimiento del agrietamiento por flexión (máquina De Ross)
• Espécimen de ensayo: 152 mm largo, 25 mm ancho, 6.35 de espesor.
• Incisión en la probeta de 2.5 mm
• Se mide el crecimiento de la grieta (incisión) con el
número de ciclos.
• Velocidad: 100 ± 50 rpm
• Angulo de flexión: 90°
RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA FLEXIÓN

RESISTENCIA A LA ABRASIÓN
• DIN 53 516: RESISTENCIA A LA ABRASIÓN.
• Velocidad: 40 rpm
• Recorrido total: 40 m
• Papel: corindón de granulación 60.
• Elastómero patrón: 180 mg hasta 220 mg por 40 m de recorrido (DIN)

RESISTENCIA A LA ABRASIÓN

RESISTENCIA A LA ABRASIÓN

RESISTENCIA A LA ABRASIÓN

• En donde:
• A Abrasión en mm3
• Δm Pérdida en peso en mg de la probeta (peso inicial g - peso final g)
• Densidad en g/cm3 de la probeta ensayada
• So Poder abrasivo teórico (200 mg)
• S Poder abrasivo en mg ( Mp de la muestra patrón)
RESISTENCIA A LA ABRASIÓN
S
SmA 0

RESILIENCIA
ASTM D1054: Standard test method for rubber property –Resilience using a Goodyear-Healey rebound Pendulum.
)cos(1
)cos(1
AO
ARRB

RESILIENCIA

RESILIENCIA

RESILIENCIA

Envejecimiento acelerado
ASTM D573: Standard Test Method for Rubber—Deterioration in an Air Oven.
ASTM D1349: Standard Practice for Rubber—Standard Temperatures for Testing– Temperaturas (°C): -75,
-55, -40, -25, -10, 0, 23, 40, 55, 70, 85, 100, 125, 135, 150,. ….).
• Generalmente se mide la variación en alguna propiedad.

Inmersión en líquidos
• ASTM D471: Standard Test Method for Rubber Property—Effect of Liquids.
• Generalmente se mide el cambio en peso y en volumen de una pieza con una geometría estandarizada.
• Ensayo muy sencillo.
• También se mide la variación en alguna propiedad (dureza, tensión, elongación)

RESISTENCIA AL OZONO
ASTM D1149, ASTM D1171, ASTM D3395Se genera por medio del oxígeno del aire
por:• La luz UV proveniente del sol• Por medio de una descarga de alto
voltaje (efecto ―corona‖)• Esta universalmente presente en la
atmósfera de la tierra.

RESISTENCIA AL OZONO
Su concentración:
• De 1 a 5 pphm en áreas rurales
• Desde 50 pphm en áreas urbanas.
• No tienen efecto sobre elastómeros que no tienen deformaciones.
• Los elastómeros pueden ser atacados con concentraciones por debajo de 1 pphm.
RESISTENCIA AL OZONO
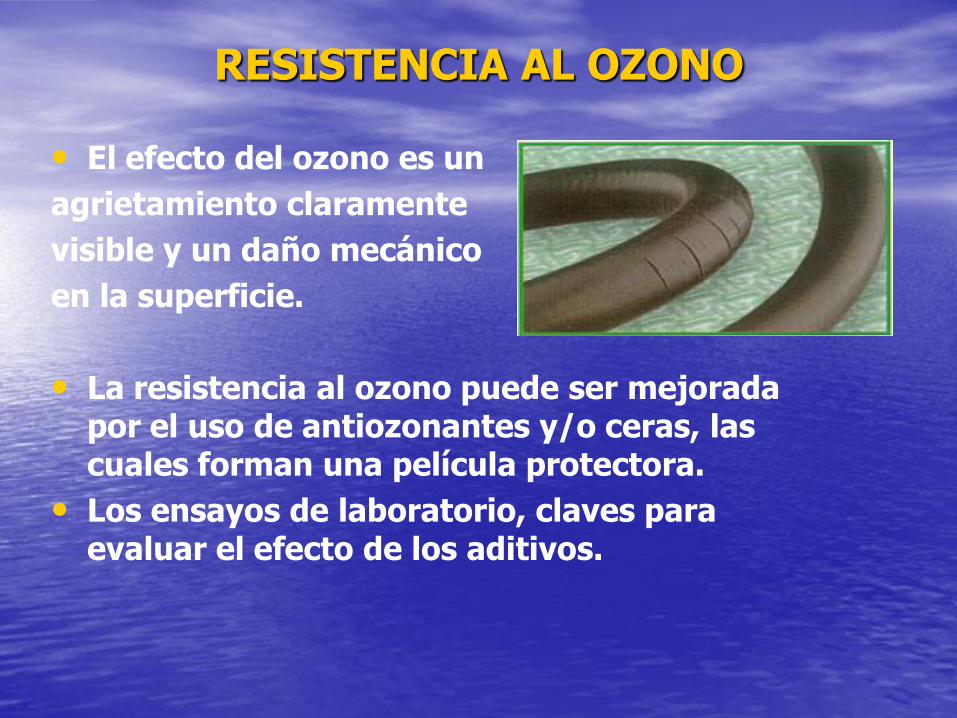
• El efecto del ozono es un
agrietamiento claramente
visible y un daño mecánico
en la superficie.
• La resistencia al ozono puede ser mejorada por el uso de antiozonantes y/o ceras, las cuales forman una película protectora.
• Los ensayos de laboratorio, claves para evaluar el efecto de los aditivos.

RESISTENCIA AL OZONO

RESISTENCIA AL OZONO
La cámara de ozono:• Utiliza aire ozonizado debe ser
uniformemente distribuido por toda la cámara por un ventilador o difusor.
• Temperatura recomendada: 40°C
• Concentración: 50 pphm• Estiramiento: 20%• Con sistema de enfriamiento
para mantener controlada la temperatura.
• Fuentes generadoras: lámpara de luz UV o tubo de descarga de alto voltaje (para concentraciones altas)

RESISTENCIA AL OZONO
Métodos de reporte:• Hay o no hay cuarteamiento, según norma relacionada.• En otras, grado de cuarteamiento o retención de la
calidad, dependiendo de tiempos de exposición (24h, 48h, 72h ; ASTM D1171).
• ! CUIDADO! El ensayo es muy subjetivo.
0 1 2 3

RESISTENCIA AL OZONO

RESISTENCIA AL OZONO
ASTM D1149:• Espécimen A: láminas de 25 mm x 150 mm x 1.9 mm a
2.5 mm de espesor, estiradas un 20%.• Espécimen B: láminas de 25 mm x 950 mm x 1.9 mm a
2.5 mm de espesor, colocadas en forma de ―loop‖ como la figura.

RESISTENCIA AL OZONO
Espécimen C:• Espesor entre 1.9 mm y 2.5 mm.• Puede ser ensayado en elongaciones entre 10%, 15% y
de 20%.• La elongación es mayor en la parte más angosta.• Concentraciones de 25 pphm, 50 pphm, 100 pphm y 200
pphm (ASTM D1149)• Temperatura recomendada: 40°C

RESISTENCIA AL OZONO
ASTM D 3395
• Ensayo dinámico
• Especimenes de 10 mm x 100 mm
• Dirección de laminación.
• Deformación máxima de 25%.
• Concentración de 50 pphm
• Temperatura de 40°C

RESISTENCIA AL OZONO
ENSAYO
DINÁMICO

Densidad
• ASTM D792: Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement.

Densidad
• Importante como control de calidad en las mezclas.
• Para los compradores de mezclas.
• Para los proveedores de mezclas.
• Para especificaciones de normas.
• Para evaluación de cargas.

Calorimetría Diferencial de Barrido (DSC)
ASTM D3418 Standard Test Method for
Transition Temperatures and Enthalpies of
Fusion and Crystallization of Polymers by
Differential Scanning Calorimetry
ASTM E1356 Standard Test Method for
Assignment of the Glass Transition
Temperatures by Differential Scanning
Calorimetry

EVENTOS TÍPICOS
Velocidad de calentamiento: 20°C/min
Rango de temperatura : -150°C hasta 600°C


EQUIPO DE DSC

Técnica de flujo de calor Mide ΔT
Calorimetría Diferencial de Barrido (DSC)

Tg para el NR
Calorimetría Diferencial de Barrido (DSC)

Tg para el SBR 1502
Calorimetría Diferencial de Barrido (DSC)

Tg para el BR
Calorimetría Diferencial de Barrido (DSC)

Calorimetría Diferencial de Barrido (DSC)

Gráfica de Tg contra concentración de DOP en PVC
Calorimetría Diferencial de Barrido (DSC)

Compatibilidad de elastómeros
Calorimetría Diferencial de Barrido (DSC)
Incompatibles Compatibles

Tg para una mezcla de NR(30%), SBR(50%) BR(20%)
Calorimetría Diferencial de Barrido (DSC)

Tg para una mezcla de NR(50%), SBR(30%) BR(20%)
Calorimetría Diferencial de Barrido (DSC)

Tg para el NBR
Calorimetría Diferencial de Barrido (DSC)

Tg para el EPDM
Calorimetría Diferencial de Barrido (DSC)

Mezcla NBR-EPDM
Calorimetría Diferencial de Barrido (DSC)

Proceso de vulcanización en un DSC
NR a 140°C

Curva de vulcanización, 150°C, 24 minutos
Calorimetría Diferencial de Barrido (DSC)

Determinación del calor de vulcanización
Calorimetría Diferencial de Barrido (DSC)

Curva de vulcanización, 150°C, 5:40 minutos (T-50)
Calorimetría Diferencial de Barrido (DSC)

Determinación del calor de vulcanización a T-50
Calorimetría Diferencial de Barrido (DSC)

Curva de vulcanización, 150°C, 8:40 minutos (T-90)
Calorimetría Diferencial de Barrido (DSC)

Determinación del calor de vulcanización a T-90
Calorimetría Diferencial de Barrido (DSC)

Calor de vulcanización a la muestra totalmente vulcanizada
Calorimetría Diferencial de Barrido (DSC)

Calorimetría Diferencial de Barrido (DSC)

EVAUACIÓN DE ADITIVOS

Calorimetría Diferencial de Barrido (DSC)

Calorimetría Diferencial de Barrido (DSC)

Calorimetría Diferencial de Barrido (DSC)

Calorimetría Diferencial de Barrido (DSC)

ANALISIS
TERMOGRAVIMÉTRICO
TGA
ASTM D6370 - Standard Test
Method for Rubber—Compositional
Analysis by Thermogravimetry
(TGA)

ANALISIS TERMOGRAVIMÉTRICO TGA

ANALISIS TERMOGRAVIMÉTRICO TGA



ANALISIS TERMOGRAVIMÉTRICO TGA

ANALISIS TERMOGRAVIMÉTRICO TGA
TGA del NR

ANALISIS TERMOGRAVIMÉTRICO TGA
TGA del SBR

ANALISIS TERMOGRAVIMÉTRICO TGA
TGA del BR

Volatilización de Plastificantes

Análisis de una formulación de Caucho

ANALISIS TERMOGRAVIMÉTRICO TGA

ANALISIS TERMOGRAVIMÉTRICO TGA

ANALISIS TERMOGRAVIMÉTRICO TGA

INFRARROJO FTIR
ASTM D3677 - Standard Test Methods for
Rubber—Identification by Infrared Spectrophotometry

Tipos de vibración

Correlación de absorbancias en el IR

ESPECTRO DE UN EPDM

DESCRIPCIÓN Y CLASIFICACIÓN DE LOS
CAUCHOS. ASTM D 2000
Provee una guía para los ingenieros.
Compuestos ―a la medida‖.
Clasifica las propiedades físicas de los cauchos.
Clasificados básicamente por tipos (resistencia al calor)
y clases (resistencia a los aceites).
Tipo:
Resistencia al calor (horno durante 70 horas).
Se mide el cambio en resistencia a la tensión, elongación y
dureza, según la tabla 1.

Clase:
• Resistencia al aceite ASTM No. 3
• Tiempo de inmersión de 70 horas a la temperatura de la tabla 1.
• Se mide el cambio en volumen.
• Se identifica por una letra.
CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS.ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS. ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS. ASTM D 2000

CLASIFICACIÓN DE LOS CAUCHOS. ASTM D 2000

UN POCO DE HISTORIA


Hevea BraziliensisCastilloa Elastica

Landophylia OwariensisFicus Elastica



Progresos científicos e industriales

Masticación
Vulcanización

UN POCO DE HISTORIA





NOMENCLATURA Y CLASIFICACIÓN DE LOS ELASTÓMEROS
Material Ejemplo Módulo (Mpa)
Elongación
%
Acero 2.0 x 105 0.1
Vidrio Fibra de vidrio 6.0 x 104 5.0
Fibra textil Nylon 6,6 4.0 x 103 20.0
Termoplásticos ABS 2.0 x 103 3.0
Elsatómeros SBR 4.0 500.0
NR 1.0 1000.0

NOMENCLATURA Y CLASIFICACIÓN DE LOS ELASTÓMEROS
APLICACIÓN PORCENTAJE
Llantas 40 -60
Productos técnicos 15 – 23
Calzado 6 – 20
Cables y material de aislamiento
1.5 – 5
Cauchos expandidos 3.5 – 4
Otros productos 7 -11

TERMOPLASTICOS, ELASTOMEROS, ELASTÓMEROS
TERMOPLASTICOS Y TERMOFIJOS
Los polímeros pueden ser divididos en cuatro grandes grupos,
de acuerdo a sus propiedades de deformación:
TERMOPLASTICOS:
• Constituidas por macromoléculas
entrelazadas lineales o ramificadas
• Unidas por fuerzas intermoleculares.
• Thermos=calor, Plastos=Moldeable o
dúctil.
• Se ablandan calentándolos y se endurecen
enfriándolos.
• Pueden ser reprocesados (reciclables).
• No recuperan su forma después de
aplicársele una fuerza.

• No pueden ser reprocesados inmediatamente.
• El producto “desvulcanizado” es llamado caucho regenerado.
ELASTÓMEROS:
• Materiales elásticos que recuperan su forma
después de aplicársele una fuerza.
• Las moléculas son reticuladas por medio de
enlaces químicos.
• El número de enlaces puede ser incrementado
(Ebonita).
• No pueden ser reprocesados inmediatamente.
• El producto “desvulcanizado” es llamado
caucho regenerado.

• Pueden ser reprocesados o reciclados como los termoplásticos..
ELASTÓMEROS TERMOPLÁSTICOS:
• Poseen propiedades elásticas desde la
temperatura ambiente hasta los 70°C.
• Ocurre una reticulación “física” entre las
cadenas.
• La reticulación se pierde con el aumento de
temperatura.
• Suplen el vacío entre los termoplásticos y los
elastómeros.

TERMOFIJOS “Termosets”:
• A través de un calentamiento sufren un
cambio químico.
• Ejemplo las resinas fenólicas, úrea y
melanina.
• Proceso parecido a la vulcanización.
• Son infundibles.
• No pueden ser reprocesados, no reciclables.

NOMENCLATURA Y CLASIFICACIÓN DE LOS ELASTÓMEROS

NOMENCLATURA Y CLASIFICACIÓN DE LOS ELASTÓMEROS

NOMENCLATURA Y CLASIFICACIÓN DE LOS ELASTÓMEROS


NOMENCLATURA Y CLASIFICACIÓN DE LOS ELASTÓMEROS









ELASTOMERO RESISTENCIA FLEXIBILIDAD SOLVENTES
AL CALOR A BAJA INTEMPERIE GRASAS RESILIENCIA TRACCIÓN ABRASIÓN
TEMPERATURA ACEITES DESGARRE
NATURAL R B-E P P E E E
SBR R-B B P P B B-E B
POLIBUTADIENO P-R E P P E B E
BUTILO B R-B E P P-R R R
CLOROBUTILO B R-B E P P-R R R
BROMOBUTILO B R-B E P P-R R R
EPDM B-E R E P B R R
POLICLOROPRENO R-B R B R-B B-E E B-E
NBR ALTO CONTENIDO B R B E R-B B B
NBR MEDIO CONTENIDO B R-B R-B B-E R-B B B
NBR BAJO CONTENIDO B B R B B B B-E
NBR HIDROGENADO B-E R-B R-B B-E R-B B B
NBR CARBOXILADO B B R-B E R-B B-E E
SILICONA E E E P-R R-B P P
POLIURETANO R-B B B-E B-E R-B E E
HYPALON B R E R-B R-B B-E B-E
POLIACRILICO E P-R E B R-B R-B R-B
FLUORADO E R-B E E R R R-B
EPICLORHIDRINA B-E R-B B-E B-E R-B R R-B

Caucho Natural

Caucho Natural
The plantation rubber tree is a factory,
specifically designed to produce as much
latex as possible.

Caucho Natural
After a short time growing in pots the trees are planted out
in a nursery before finally being transplanted into the
plantation.

Caucho Natural
They are allowed to grow for about six years and then it
becomes cost effective to tap them.

Tapping is the name given to the removing of a thin sliver of bark
so that the latex can flow rather like blood from a graze on the
skin. The orange panel in the picture opposite is the ‗tapping
panel‘ which slowly moves down the tree as successive tappings
are carried out. Tapping takes place in the early morning, before
the real heat of the day (so it is dark!).
It usually takes place every day or every other day.

For a few hours the latex flows from the ‗grazed‘ trunk, runs down
the gradient of the sloping panel to a vertical cut and then to a
metal spike which sticks out of the tree and allows the latex to drip
into the collecting cup.
Eventually the flow stops as the wound heals and the flow stops.

Later that day the tapper goes round his/her
allocated trees to collect the latex in a pail.

The pails are then filtered and bulked into drums after which
they are taken by lorry to the processing centre.

At this point the latex can be treated in several ways: The first
process described is the making of ‗ribbed smoked sheet‘
(RSS) which was very popular until the mid 1960‘s but is still
used to a lesser extent today.
On a small scale, at the smallholders or a co-operative, the
latex is coagulated by the addition of a little acid. The effect is
similar to curdling milk. The coagulum is removed

and passed through a mill which squeezes most of the water out
of it. The rollers of the mills are patterned with ribs which
impart their imprint into the sheet hence its name - ribbed

The ribbed sheets are cut to size and hung out on racks to dry
before being wheeled into a smoke house where the sheets are
smoked for several hours

When they are removed they are dry and a deep golden-
brown colour.

They are examined by holding them up to the light and graded
on the levels of dirt seen. After which they are wrapped
together to form bales and shipped in that format.

In another process, the latex is bulked in massive
storage tanks from which it can be run into large drums
(45gal) for sale and export or prevulcanized before
being drummed and sold.

The small scale preparation of ribbed smoked sheet
can be scaled up using large tanks with baffles to
separate the coagulum.........

or the
coagulum.........
can be passed through a series of
rollers to give a sheet. If a small
amount of castor oil is dribbled onto
the rubber whilst it is being milled
the sheet breaks up into a
crumb.........

which can be dried in big bins ready for weighing and
bagging as shown.

If the latex is left in the collecting cup overnight it will
coagulate by itself and in any plantation there is always
scrap dry rubber to be found. This is cleaned up and sold –
mostly going into tyres.

The rubber is loaded onto a machine which crumbs it
whilst washing it with large quantities of water.

The resulting crumb (much darker that that obtained
from latex is binned.......

and dried......... Weighed to give uniformly sized
bales of 25kg.........

Compressed........ Wrapped.........

and placed into 1.2 ton pallets
ready for shipment. These
rubbers are graded by chemical
tests, rather than visual
inspection and are sold as
‗technically specified rubbers ‗
(TSR).

CAUCHO NATURAL

Caucho Natural

Caucho Natural

Caucho Natural

Caucho Natural

PROCESOS DE TRANSFORMACIÓN DEL NR
• Mezclador de cilindros:
•Relación de masas entre
1:1.25 y 1:1.20
•Orden de adición de los
componentes.
• Mezclador interno
•Temperatura de mezclado
•Orden de adición de los
componentes

Caucho Natural
Calandrado
•Mínimo hinchamiento
•Mínimo pegado a los
cilindros
•Suficiente pegajosidad para
los posteriores procesos
•Suficiente Scorch para los
procesos siguientes para
evitar la prevulcanización.

Extrusión:
•Seguridad para evitar
la prevulcanización.
Sistema de vulcanización
•Vulcanización con azufre o con peróxido
•Generalmente requiere menor concentración de
azufre y menor cantidad de acelerantes.
•Con altas concentraciones de azufre se obtiene la
ebonita.
•Con bajas concentraciones de azufre se mejora la
resistencia al calor y a la reversión.
•Activadores: oxido de zinc y el ácido esteárico

Caucho Natural
Plastificantes y auxiliares de Proceso
•Los mas usados son los minerales (aromáticos
y nafténicos).
•Requieren menor cantidad que los cauchos
sintéticos.
•Requieren menores concentraciones de resinas
tactificantes.
•Ayudas de proceso mas utilizadas son los
acidos grasos insaturados (dispersar las cargas
y ayudas de fluidez).
•Utilización de peptizantes para reducir la
viscosidad.

Caucho Natural
AGENTES DE PROTECCIÓN
•El NR es un elastómero altamente insaturado.
•Requiere la adición de agentes de protección.
•Los más efectivos son las aminas aromáticas.
CARGAS
•Contrario a los otros elastómeros,
el NR no requiere el uso de cargas
para obtener altos valores de tensión.
•Los negros de humo son los
mas usados (considerar área y estructura)

Caucho Natural
CARGAS
•Modificación de propiedades:
Aumento de carga de rotura,
aumento de la dureza, aumento de la
resistencia a la abrasión.
•Uso de cargas silíceas.
•Uso de cargas semi-reforzantes y de
relleno.

PROPIEDADES DE LOS VULCANIZADOS
• Altos esfuerzos de tensión sobre un amplio rango de
durezas.
• Muy alta resiliencia y baja generación de calor
(condiciones dinámicas).
• Bajo Compression Set.
• Buena resistencia a la abrasión, al desgarre y a la fatiga.
• Trabajo continuo hasta 90°C por períodos de 100 horas.
• Permanecen flexibles hasta -55°C sin la adición de
plastificantes.
• Son susceptibles al ataque por ozono.
• No son resistentes a los hidrocarburos.
• Pueden ser usados en un amplio rango de productos
químicos (glicoles, alcoholes, agua, etc)



Esto ha sido todo por hoy !







