

1
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA,
INDUSTRIAS Y PRODUCCIÓN
FACULTAD: INGENIERÍA INDUSTRIAL
Monografía previa a la obtención del Título de: INGENIERO INDUSTRIAL
ESTUDIO Y EVALUACIÓN PARA LA CREACIÓN DE UNA PLANTA DE REENCAUCHE EN LA CIUDAD DE LOJA
AUTOR:
GUSTAVO FRANCISCO NOBOA ALVAREZ
CUENCA - ECUADOR

2
AGRADECIMIENTO:
Mis sinceros agradecimientos a quienes me
guiaron por el camino del saber.
A Sr. Dr. CÉSAR CORDERO MOSCOSO Rector-
Fundador de la Universidad Católica de Cuenca.
A todos los profesores que guiaron mi vida
estudiantil, transmitiéndome sus conocimientos y
directrices para formarme como profesional con
valores y ética.
Agradezco de manera especial, a Ing. Industrial
MARCO REINOSO por la dirección de la presente
monografía, por su apoyo y por sus grandes
conocimientos transmitidos.
A la Unidad Académica de Ingeniería Química,
Biofarmacia, Industrias y Producción; por
haberme acogido como parte de la familia
Universitaria Católica.

3
DEDICATORIA:
Este informe está dedicado a mi esposa María
Augusta y a mis hijas.
Su apoyo y sacrificio han sido fundamentales en
mi formación como hombre y como profesional.
A mis queridos padres por el tiempo que me
dedicaron, en mi formación a nivel de todas las
áreas de mi vida.

4
Introducción
La incursión en nuevos negocios requiere de una opinión sustentada sobre
el potencial del mercado de un producto o servicio específico, y un análisis
financiero que determine su viabilidad. A través de este estudio de
factibilidad se pretende agregar valor al proporcionar herramientas
indispensables para analizar el presente plan empresarial.
El plan empresarial es el documento por medio del cual se analizan las
principales variables involucradas en el proceso de formación de una
empresa de reencauche de neumáticos en la ciudad de Loja. Las variables
a ser consideradas en este estudio con la tecnología y la competitividad;
dos variables interrelacionadas entre sí y en yuxtaposición con la demanda
del mercado local.
La investigación se basa sobre dos campos: Uno sobre la tecnología para la
elaboración de reencauche, analizando su capacidad de producción, costos
de producción, rendimientos, principalmente; y por otro, es necesario
determinar el mercado automotriz, analizando su demanda, necesidades y
oferta de transporte semipesado y pesado en la zona Sur del país,
percepciones sobre reencauche, marcas, condiciones técnicas y
comerciales.

5
Justificación
El progreso no se obtiene desde la retaguardia; la excelencia se consigue
anticipándose a las tendencias que marca el camino de la modernidad, y el
camino se basan en las variables de tecnología y competitividad.
El proyecto escogido para el diseño de una planta de reencauche se
justifica, en virtud del problema más grande que tiene el país y el mundo,
que es la falta de tecnología que permita ser eficientes y consecuentes con
el medio ambiente. Entre otros problemas, la carencia de tecnología ha
hecho que empresas industriales contaminen el medio ambiente, y en
especial, el que produce los neumáticos de desecho. Solo en el país se
importan anualmente alrededor de 39.350 toneladas de neumáticos según
datos del AEADE (Asociación Ecuatoriana de Automotores del Ecuador) en
el año 2011, más la producción nacional que oscila alrededor de 29700
toneladas que en unidades representan cerca de 4680.000 llantas año.
De esta cantidad sólo el 17% se reencaucha, el 16% se recicla para
elaboración de otros subproductos (calzado, maceteros, combustibles,
polvo y grano, otros), y el resto clandestinamente va a parar en cañadas,
ríos y laderas de carretera tornándose peligroso para la salud, por cuanto
es refugio de plagas y mosquitos.

6
Como se ve, se trata de un problema grave que exige soluciones en nuestro
país con la participación del gobierno y la iniciativa del sector privado. Es
por ello que este estudio pretende ser un aporte para la solución de tan
delicado problema ambiental.

7
1.- MARCO PROPOSITIVO
1.1.- Factibilidad
1.1.1.- Título
Estudio y evaluación para la creación de una planta de reencauche en la
ciudad de Loja.
1.1.2- Objetivo General
Diseñar un proyecto industrial para la creación de una planta de
reencauche que utilice tecnología de punta y sea competitiva, para
satisfacer la demanda insatisfecha de llantas reencauchadas, obteniendo
beneficios económicos para los inversionistas y creando beneficios sociales
directos e indirectos.
1.1.3- Objetivos específicos
- Elaborar un estudio de mercado de la zona Sur del país, para determinar
el número de unidades de vehículos y conocer los hábitos de compra.
- Exponer los aspectos técnicos que conlleva levantar una planta de
reencauche, delimitando sus materiales y procesos.
- Determinar la rentabilidad del negocio a través del estudio técnico.

8
1.1.4.- Presentación de la propuesta
La evaluación de este proyecto analiza la factibilidad para instalar una
empresa de reencauche de neumáticos en la ciudad de Loja, desde los
puntos de vista de mercado, técnico y rentabilidad.
La primera parte de este proyecto comprende el estudio de mercado del
producto, donde se analiza desde la definición del reencauche, pasando por
el análisis de la demanda, oferta y su proyección, análisis de precios, hasta
finalizar con un estudio de la comercialización del producto terminado. En
esta primera parte, permite una clara visión de las condiciones actuales del
mercado del reencauche de neumáticos, que permita decidir si es
conveniente la instalación de la planta productora, al menos desde el punto
de vista de su demanda potencial.
En la segunda parte realizamos el planeamiento estratégico, haciendo un
análisis FODA.
La tercera parte del proyecto comprende el análisis técnico de la planta, que
implica la determinación de la localización óptima, el diseño de las
condiciones de trabajo, lo cual incluye turnos de trabajo, cantidad y tipos de
maquinarias necesarias para el proceso, su capacidad, la distribución física
de los equipos dentro de la planta, las áreas necesarias, y aspectos
organizativos concernientes a su instalación.

9
La cuarta parte consiste en un análisis económico de todas las condiciones
de operación que previamente se determinaron en el estudio técnico. Esto
incluye determinar la inversión inicial, los costos totales de operación, el
capital de trabajo, plantear diferentes esquemas de financiamiento para
aceptar uno de ellos, el cálculo del balance general inicial, del estado de
resultados proyectado, del punto de equilibrio y de la tasa de retorno de la
inversión. Esta parte trata en resumen, sobre la obtención de las cifras
necesarias para llevar a cabo la evaluación económica y financiera.
La cuarta sección de este proyecto, aborda la evaluación económica-
financiera de la inversión. Una vez que se ha obtenido una serie de
determinaciones sobre el mercado, la tecnología y todos los costos
involucrados en la instalación y operación de la planta, viene ahora el punto
donde se determina la rentabilidad de la inversión bajo criterios claramente
definidos, tales como VPN (valor presente neto) y TIR (tasa interna de
rendimiento). Esta parte también incluye un análisis de riesgo de la
inversión.
Finalmente se declaran las conclusiones generales de todo el proyecto con
base en los datos y determinaciones hechas en cada una de sus partes.

10
1.2.- Estudio de Mercado
Para el estudio de mercado se debe partir de la observación macro
ambiental de la región y país donde se enfoque aspectos económicos,
sociales y culturales para ubicarnos deductivamente en la situación actual;
posteriormente se analiza el micro ambiente, enfocado a la particularidad
del negocio referente a la industria, la competencia y otros factores que
incurren en el estudio.
El tipo de metodología que se presenta tiene la característica fundamental
de estar enfocada exclusivamente para aplicarse en estudios de evaluación
de proyectos. La investigación que se realice debe proporcionar información
que sirva de apoyo para la toma de decisiones, y en este tipo de estudios,
la decisión final está encaminada a determinar si las condiciones del
mercado no son un obstáculo para llevar a cabo el proyecto.
1.2.1.- Descripción del negocio
Una planta de reencauche, es un proceso de transformación industrial;
donde interviene un proceso productivo de entrada de materia prima, en
este caso, la banda de reencauche que pasa por un procedimiento de
vulcanización o adherencia de la banda a la carcasa.

11
El reencauche es una fase importante para extender la vida de una llanta,
que permite ahorrar dinero al transportista, ya que representa
aproximadamente el 50% del precio de una llanta nueva.
La industria del caucho se compone de tres segmentos básicos: a) la
fabricación de productos de caucho natural y sintético, b) fabricación de
neumáticos para vehículos, y c) otros productos de caucho. La producción
de la materia prima, el caucho natural y sintético es el indicador
fundamental del estado actual y estado de salud de la industria a nivel
mundial. Como la fabricación de neumáticos consume entre 60% y 70% del
total del caucho que se produce, su comportamiento es otro indicador
importante para todo el sector
1.2.2.- Naturaleza y usos del producto
El caucho natural se utiliza en la producción de diversos artículos dentro de
los cuales sobresalen: llantas neumáticas, llantas sólidas, reencauche de
llantas, guantes, impermeables, autopartes, artículos deportivos, perfiles,
mangueras, borradores, tapetes, bandas transportadoras, suelas, pegantes
y cauchos especiales para la industria.
Dentro de la clasificación de las partidas Nandinas la principal actividad de
reencauche de neumáticos se ubica con el código 35595, que corresponde
a la fabricación de artículos de caucho para usos industriales y mecánicos.

12
1.2.3.- Análisis de la Demanda
El principal propósito que se persigue con el análisis de la demanda, es
determinar y medir cuáles son las fuerzas que afectan los requerimientos
del mercado con respecto a las necesidades de utilizar o adquirir
neumáticos reencauchados, así como determinar la posibilidad de
participación del producto de la planta de reencauche en la provincia de
Loja
Para efectos del análisis, existen varios tipos de demandas, que se pueden
clasificar como sigue:
En relación con su oportunidad existen dos tipos:
a) Demanda insatisfecha, en la que lo producido u ofrecido no
alcanza a cubrir los requerimientos del mercado.
b) Demanda insatisfecha, en lo que lo ofrecido al mercado es
exactamente lo que éste requiere. Se puede reconocer dos tipos
de demanda insatisfecha:
Satisfecha saturada, la que ya no puede soportar una
mayor cantidad del bien o servicio en el mercado, pues
se está usando plenamente. Es muy difícil encontrar esta
situación en el mercado real.

13
Satisfecha no saturada, que es la que se encuentra
aparentemente satisfecha, pero que se puede hacer
crecer mediante el uso adecuado de herramientas
mercadotécnicas, como ofertas, promociones y
publicidad.
En relación con su necesidad, se encuentran dos tipos:
a) Demanda de bienes social y nacionalmente necesarios, que son
lo que la sociedad requiere para su desarrollo y crecimiento, y
están relacionados con la alimentación, el vestido, la vivienda y
otros rubros.
b) Demanda de bienes no necesarios o de consumo suntuario,
como la adquisición de perfumes, ropa fina, autolujos para
vehículos y otros bienes de este tipo. En este caso la compra se
realiza para satisfacer un gusto y no una necesidad.
En relación con su temporalidad, se reconocen dos tipos:
a) Demanda continua es la que permanece durante largos
períodos, normalmente en crecimiento, como ocurre con los
alimentos, cuyo consumo irá en aumento mientras crezca la
población.

14
b) Demanda cíclica o estacional es la que en alguna forma se
relaciona con los períodos del año, por situaciones
climatológicas o comerciales, como regalos en la época
navideña, paraguas en la época de lluvia, entre otros.
En relación con su destino, se describen dos tipos:
a) Demanda de bienes finales, que son adquiridos directamente
por el consumidor para uso o aprovechamiento.
b) Demanda de bienes intermedios o industriales, que son los
que requieren algún procesamiento para ser bienes de
consumo final.
1.2.3.1.- Análisis del tipo de Demanda
Conocidos la descripción de los diferentes tipos de demandas; al ser
aplicados a nuestro caso de estudio se resume en lo siguiente:
En relación a la oportunidad se describe en nuestro caso como
demanda insatisfecha; por cuanto el índice de reencauchabilidad es
bajo, relacionado con otros países; es decir que las empresas
productoras de reencauche sólo cubren un bajo porcentaje.

15
1.2.4.- Identificación del área de mercado.
En la identificación de la población se tomó como base:
Características idénticas de operatividad y funcionamiento del
transporte
Segmentación de la población para establecer los diferentes niveles
de organización de transporte pesado.
Se identifica que a nivel nacional existe un total de 64.845 unidades
de transporte pesado, el 20% de los vehículos utilizan llantas rin 20”,
el 80% restante utiliza llantas de rin 16”, 22”,22.5” y 24” de diámetro.
Según el desarrollo del parque automotriz de las provincias ubicadas
en el Sur del país se puede observar que el crecimiento ha sido
notablemente alto, como lo confirman los datos de matriculación
vehicular en el período del año 2011.
1.2.5.-ANALISIS DEL MERCADO POTENCIAL DE LA ZONA DE LOJA
En función de estos datos se debe segmentar el mercado en una
micro zona para dar una mejor cobertura, cuya segmentación será
estratégica para la planta en ejecución en el sector de Loja, las
provincias que contempla son:

16
Cuadro No 1: Cobertura de la zona Sur
Ubicación Provincia
Costa El Oro
Sierra Azuay
Loja
Cañar
Chimborazo
Oriente Zamora Chinchipe
Morona Santiago
Pastaza
Cuadro No 2 : Oferta de Llantas Reencauchadas de la Zona Sur, producidas mensualmente.
Cuenca Andina Good Year Colombia
Brasil 200 600 Austro
Isollanta Indelband Perú 300 700 Austro
Durallanta Bandag Estados Unidos 500 Austro
Total Cuenca
3 1 Good Year 1 Indelband 1 Bandag
1 Colombia 1 Brasil 1 Perú 1 E.E.U.U.
500 1800 2300
Fuente: Reencauchadora Europea S.A.
Cuadro No 3: Identificación de la demanda de reencauche
Matriculados
Total llantas
de
matriculados
Llantas a
reencuachar
% de
Reencaucha
bilidad
Cambios
al año
Reencaucha
bles / año
Reencaucha
bles mes
Zamora Chinchipe 532 5.320 3.192 1.915 2 3.830 319
Canar 1.648 16.480 9.888 5.933 2 11.866 989
Azuay 2.406 24.060 14.436 8.662 2 17.323 1.444
El Oro 3.430 34.300 20.580 12.348 2 24.696 2.058
Morona Santiago 204 2.040 1.224 734 2 1.469 122
Pastaza 206 2.060 1.236 742 2 1.483 124
Chimborazo 1.858 18.580 11.148 6.689 2 13.378 1.115
Loja 1.044 10.440 6.264 3.758 2 7.517 626
Total Zona 3 11.328 113.280 67.968 40.781 81.562 6.797

17
Fuente: Reencauchadora Europea S.A.
Poniendo en conocimiento la necesidad del mercado según los datos
obtenidos, solo para la zona que se va a cubrir y atacar que en referencia al
cuadro No 3 , podemos indicar que el universo de llantas reencauchables
es de 6.797 por mes, de las cuales están explotadas 2.300 por las
diferentes empresas, por tanto sobran en el mercado 7.868 que no son
satisfechas.
En conclusión, podríamos mencionar que de la demanda insatisfecha, el
50% no se reencauchen por diferentes factores tales como que los dueños
de las unidades no deseen o no les guste el reencauche, nos quedarían
3.398 llantas que serían captadas por nuestra planta, de esta manera el
proyecto sería factible y justificado.

18
2.- PLANTEAMIENTO ESTRATÉGICO
2.1.- Visión
Alcanzar a nivel del país, el liderazgo en el servicio de reencauche de
neumáticos para vehículos semipesados y pesados, bajo una filosofía de
calidad, competitividad y excelencia.
2.2.- Misión
Ofrecer al Sur del país, una alternativa de servicio en reencauche de
neumáticos para vehículos semipesados con calidad a un precio asequible,
agregando valor al producto con una excelente atención al cliente.
2.3.- Objetivos Estratégicos
2.3.1.- General
Producción, distribución y comercialización de neumáticos reencauchados
para los vehículos semipesados y pesados de la zona Sur del país.
2.3.2.-Específicos
Enfocar la fuerza comercial a un determinado nicho de mercado, los
vehículos semipesados y pesados de las diferentes cooperativas de
transporte de la zona Sur.

19
Ofrecer a los dueños de dichos vehículos, un completo servicio de
mantenimiento y garantía de neumáticos.
Entregar un servicio de calidad.
2.4.- Situación F.O.D.A.
2.4.1.- Fortalezas
La ubicación geográfica donde se ubicará la planta de reencauche (Sector
de Loja) que es una zona industrial.
Se dispone de distribuidores en casi toda la zona para la venta y
recolección de neumáticos para el reencauche
Respaldo de una importante marca a nivel mundial como es
AUTOMUNDIAL.
Know how del levantamiento y diseño de plantas de reencauche.
2.4.2.- Oportunidades
En Loja no existe una empresa que ofrezca un servicio especializado en
Reencauche.
Existe un gran potencial de mercado, debido a que un promedio del 35% no
tiene “lealtad de marca” (entendiéndose por marca al establecimiento).
La insatisfacción de los consumidores en parámetros de calidad y precio.
Se cuenta con una gran oferta laboral profesional.

20
El crecimiento del parque automotor en el Ecuador.
2.4.3.- Debilidades
Demoras en proveedores locales y logística
Demoras en el proceso de autoclave promedio 3 horas por llanta)
2.4.4.- Amenazas
La limitada oferta de trabajo a hecho que la mayor parte de la fuerza laboral
busque oportunidades en otras ciudades y/o fuera del país.
El aparecimiento de nuevas empresas con los mismos lineamientos.
Las políticas del gobierno en materia fiscal, arancelaria, y laboral, que
pueden afectar los márgenes netos de la compañía.
La reacción de la competencia.
La carencia de carcasas o llantas disponibles para reencauche
La falta de concientización de los propietarios de vehículos y choferes en el
cuidado de la llanta.

21
3.- ESTUDIO TÉCNICO
3.1.- Procesos de Reencauche de Neumáticos.
Las áreas que conforman la planta de reencauche son las que a
continuación se detallan:
1. Estufa
2. Área de Polución
3. Área de compresores de aire
4. Área limpieza de neumáticos
5. Área de raspado
6. Área de escareado
7. Área de parchado
8. Área de cementado
9. Área de reparación de bandas
10. Embandadora
11. Área de colocación de aros
12. Monorriel autoclave
13. Autoclave
14. Área de Bodegaje
3.2.- Diagrama de flujo del proceso productivo
Las características de las materias primas, los controles estrictos sobre
éstas, los laboratorios y los procesos de producción son absolutamente

22
decisivos, lo cual, de manera esquemática, puede observarse a
continuación. A su vez, en la comercialización es donde se encuentra la
mayor restricción de la empresa, no obstante la estructura que ha diseñado
para el efecto, por cuanto en el mercado surgen constantemente problemas
que deben revisarse, como desabastecimiento de materias primas y
logística en recepción de llantas.
Diagrama de flujo del proceso productivo
Cuadro No 4:
Fuente: Reencauchadora Europea S.A.
BODEGA SECA
DE LONAS
ALMACÉN DE MATERIAS PRIMAS
PREPARACIÓN
DE DIPPING
FRICCIÓN DE LONAS
PREPARACIÓN DE
SOLUCIONES
DE MEZCLAS
CALANDRADO DE LONAS
ARMADO
DE BANDAS
VULCANIZADO
DE BANDAS
REVISIÓN
Y CORTE FINAL
ALMACEN DE PRODUCTOS
TERMINADOS
CORTE Y
PESAJE DE CAUCHOS
EMPALMADO Y
REPARACIÓN
BODEGA
DE
MEZCLAS
REVISIÓN Y CORTE DE LONAS
MEZCLADO DE CAUCHOS
PESAJE DE
COMPUESTOS
QUÍMICOS

23
3.3.- Proceso de reencauche
3.3.1.- Inspección inicial y limpieza
Revisión: Se inspecciona visualmente cualquier defecto y se señala todas
las posibles agresiones a corregir.
Material aplicado.
- Tiza para marcar neumáticos
-Herramientas utilizadas.- Punzón para sondeo, pendiente fluorescente,
perforadora neumática manual, alicate de acero para corte frontal y
cuchillo.
Equipo utilizado.- Revisadora de neumáticos con elevación, giro y
apertura.
Limpieza con cepillos
Material aplicado.- Cepillos rotativos de acero
Equipo utilizado.- Máquina automática para limpieza de neumáticos
3.3.2.- Raspaje
Material aplicado.- Tiza para marcar neumáticos
Herramientas utilizadas.- Alicates de acero para corte lateral, cinta métrica
con 5 m, conjunto de sierras para el raspaje
-Raspadora semi automática, tipo torno

24
3.3.3.- Escariación
Material aplicado.
-Tiza para marcar neumáticos
Herramientas utilizadas
- Alicates de acero para corte lateral, punzón para sondeo, alicate de acero
para corte frontal, alicates universal, cuchillo, escala inoxidable con 300mm,
escariador manual tipo espina de pez, turbina neumática manual, cepillo de
acero 90 mm de diámetro con hilo 0.35 de diámetro, puntas de fijación para
cepillo de acero, carburo de tungsteno, referencias RGC030, RGC0101,
RGC0202 granos 16 y 36 RGC0500 grano 16 puntas montadas, tipos A-2,
A-12, A-15, y A-17, cepillo de nylon para limpieza con cerdas duras.
Equipo utilizado
- Soporte de escariación con giro manual, esmeriladora con eje flexible de
1,5 HP con empuñadura y porta herramientas de acoplamiento rápido.
3.3.4.- Cementación
Material aplicado.
Cemento de contacto para pre moldeado, solvente hexano
Herramientas utilizadas
- Pincel 1” de diámetro, cepillos manuales de nylon con cerdas rígidas,
contenedor para solvente con 5 litros

25
Equipo utilizado
- Cabina para cementación, girador de neumáticos con motor eléctrico,
equipo para aplicación de cemento tipo “Sin Aire”
3.3.5.- Reparos
Material utilizado
- Goma de unión, solvente hexano, parches, tiza para marcar neumáticos
Herramientas utilizadas
- Punzón para sondeo, cuchillo, regla inoxidable con 300 mm, tijera 10 “ref.
834/10, pendiente fluorescente, rodillo presionador manual o 50 mm x 10
mm, perforadora neumática, cepillo de acero 90 de diámetro con hilo de
0,35 diámetro, carburo de tungsteno,RGC0202, grano 16 y 36, fijación para
cepillos de acero, contenedor para solvente de 5 litros
Equipo utilizado
- Abridor de neumáticos con elevación, giro y apertura
3.3.6.- Relleno
Material utilizado
- Cordón de caucho de relleno para mini extrusora
Equipo utilizado
- Soporte para neumáticos con giro, mini extrusora electro neumática,
abridor neumático móvil

26
3.3.7.- Reparación de bandas
Material utilizado
- Bandas de rodaje, goma de unión o cojín para vulcanización, cola
cemento, tiza para marcar neumáticos, grapas
Herramientas utilizadas
- Cuchillo, destornillador 5/16” x 10”, grapadora manual neumática,
contenedor para solvente de 5 litros, tijera 10”, pincel, rodillo presionador
manual 50 x 10 mm, perforadora manual neumática, carburo de tungsteno
Equipo utilizado.
- Mesa de preparación de bandas con cuchillo rotativo o guillotina
neumática, aplicador de cojín, carro transportador de bandas
3.3.8.- Aplicación de bandas
Material utilizado
- Tiza para marcar neumáticos, solvente hexano, envelopes de
vulcanización, polipropileno perforado ref. 45 cm y 30 cm
Herramientas utilizadas
- Cuchillo, destornillador 5/16” x 10”
Equipo utilizado
- Máquina aplicadora de bandas (embandadora) con moleteadora
incorporada

27
3.3.9.- Vulcanización
Material utilizado
- Bolsas de aire, envelopes, aros de vulcanización, anillos de vedación
Equipos utilizados
- Envelopadora, autoclave cilíndrico para vulcanización en frío de
neumáticos
3.3.10.- Inspección final y terminación
Herramientas utilizadas
- Punzón para sondeo, pendiente fluorescente, cuchillo, perforadora
neumática tipo recta, carburo de tungsteno
Equipo utilizado
- Revisadora de neumáticos con elevación, giro y apertura
3.4.- Recurso Humano
Se trata de establecer el número y la posición jerárquica del personal, su
experiencia laboral, nivel de escolaridad y la edad promedio de los
colaboradores vinculados a la empresa, por cada una de las áreas
funcionales y por el total de la organización, como quiera que en conjunto
todo ello constituye una externalidad, conocida dentro de la literatura del

28
crecimiento endógeno como capital humano, uno de cuyos teóricos
principales ha sido el Premio Nobel de Economía, Gary Becker. La
información recogida sobre el particular muestra que el nivel educativo
mínimo existente en la empresa es el de bachiller, nivel de escolaridad que,
en un momento dado, puede facilitar la existencia de una actitud abierta
hacia la innovación tecnológica.
Área de Administración
Cuadro No 5: Cuadro del Área Administrativa
CUALIFICACIÓN NÚMERO
DE PERSONAS
EXPERIENCIA
LABORAL AÑOS
NIVEL
DE ESTUDIOS
Gerente 1 8 Universitario
Jefe Financiero 1 8 Universitario
Contador de Costos 1 5 Universitario
Asesores técnicos y
de ventas
2 15 Universitario
Auxiliar Contable 1 3 Universitario
Total de personal 6
Fuente: Renovallanta Superior S.A.
29
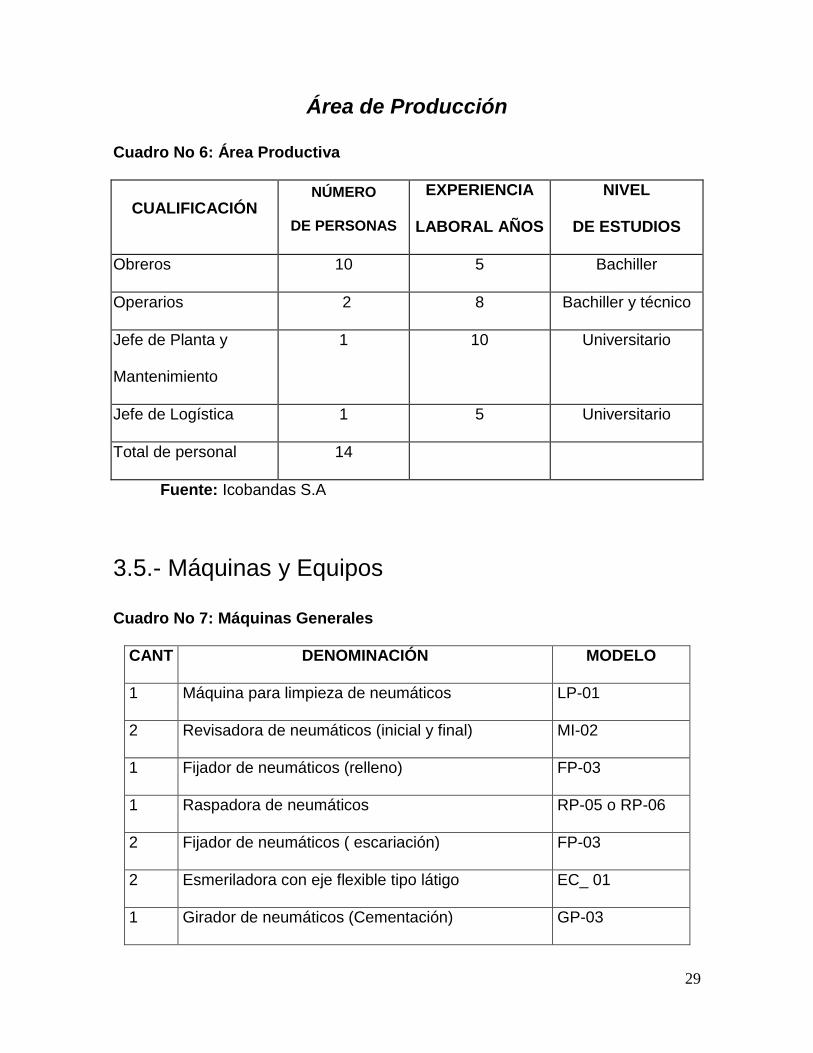
Área de Producción
Cuadro No 6: Área Productiva
CUALIFICACIÓN NÚMERO
DE PERSONAS
EXPERIENCIA
LABORAL AÑOS
NIVEL
DE ESTUDIOS
Obreros 10 5 Bachiller
Operarios 2 8 Bachiller y técnico
Jefe de Planta y
Mantenimiento
1 10 Universitario
Jefe de Logística 1 5 Universitario
Total de personal 14
Fuente: Icobandas S.A
3.5.- Máquinas y Equipos
Cuadro No 7: Máquinas Generales
CANT DENOMINACIÓN MODELO
1 Máquina para limpieza de neumáticos LP-01
2 Revisadora de neumáticos (inicial y final) MI-02
1 Fijador de neumáticos (relleno) FP-03
1 Raspadora de neumáticos RP-05 o RP-06
2 Fijador de neumáticos ( escariación) FP-03
2 Esmeriladora con eje flexible tipo látigo EC_ 01
1 Girador de neumáticos (Cementación) GP-03

30
1 Cabina para cementación
1 Mesa para preparación de bandas MB-01
1 Embandadora y moleteadora de neumáticos RT-01/ RT-02
1 Envelopadora EV-01
1 Mesa doble para enrinado y sacado de rines MD-01
1 Aspirador y colector de polvo CP-02
1 Autoclave para 14 neumáticos
Fuente: Renovallanta Superior S.A.
Cuadro No 8: Equipos para inspección y limpieza
CANT DESCRIPCIÓN
1 Alicate de corte frontal
1 Cuchillo de 8"
2 Punzón de acero p/sondeo (AWL)
1 Taladro neumático manual (2900 rpm)
22 Tiza p/ marcar llantas
1 Pluma color plata
1 Piedra manual p/ afilar
1 Alicate de corte lateral
1 Gafas de seguridad
10
Cepillos rotativos 7" x ancho de 1 1/2" agujero de 1" , hilos de alambre
0.25 mm
Fuente: Renovallanta Superior S.A.

31
Cuadro No 9: Equipos para área de peladora
CANT DESCRIPCIÓN
1 Punzón de acero p/ sondeo (AWL)
1 Cinta métrica llana de acero o fibra de vidrio
12 Tiza p/marcar llantas
1 Pluma color plata
1 Martillo de goma
1 Tambor porta cuchillas completo, con 28 cuchillas
50 Juego de cuchillas tipo Apolo II B & J con 28 piezas
1 Llave tipo pipa estrella 46 mm
Fuente: Renovallanta Superior S.A.
Cuadro No10: Equipos para área escariación y preparación
CANT DESCRIPCIÓN
1 Alicate de corte frontal
1 Cuchillo rotativo tipo copa B&J 1 1/4" N° 11603
1 Cuchillo rotativo tipo copa B&J 2" N° 11610
1 Turbina neumática alta rotación 22000 RPM
12 Tiza p/marcar llantas
1 Pluma color plata para marcar llantas
1 Piedra manual p/afilar

32
1 Alicates de corte lateral
1 Afilador p/ cuchillo copa B&J N° 11625
2 Cepillos de nylon
20 Cepillos de acero tipo anillo 90 mm (A15)
20 Cepillos de acero tipo anillo 90 mm (A35)
1 Cuchillo de acero 8"
2 Bridas y adaptador p/ cepillos 30mm
2 Bridas y adaptador p/ cepillos 50mm
2 Bridas y adaptador p/ cepillos 70mm
1 Fresa rotativa 5/16
1 Fresa rotativa 7/16
1 Taladro neumático con reverso
6 Adaptador de acople rápido p/carburo
2 Adaptador de acople rápido p/ cepillo de acero
2 Adaptador de acople rápido p/ carburo tipo lápiz
2 Adaptador doble de acople rápido
2 Gafas de seguridad
20 Puntas de piedra de esmeril montadas en asta 6 x 27mm
40
Puntas de piedra de esmeril montadas en asta 30 x 6
mm
2 Punzón de acero p/ sondeo (AWL)
5 Raspador cónico de carburo de tungsteno 19 x 60 mm
2 Copa raspadora de carburo de tungsteno 50 x 25 mm

33
2 Copa raspadora de carburo de tungsteno 72 x 32 mm
5 Ruedas raspadora de carburo de tungsteno 50 x 5 mm
5 Ruedas raspadora de carburo de tungsteno 50 x 13 mm
5 Fresa tipo lápiz de carburo de tungsteno 6x65mm
5 Fresa tipo lápiz de carburo de tungsteno 6 x 102 mm
5 Raspador de bola de carburo de tungsteno 20 mm
Cuadro No 11: Equipos para área de aplicación de cemento
CANT DESCRIPCIÓN
1 Pistola para aplicación de cemento
1 Delantal de PVC
1 Contenedor para solventes
2 Pincel redondo de 11/2"
2 Pincel rectangular 4" x 1"
2 Cepillo de nylon ovalado
1 Gafas de seguridad
20 Paños de tela cruda sin dobladillo
1 Punzón de acero para sondeo (AWL)
1 Antifaz c/ filtro p/ volátiles
Fuente: Renovallanta Superior S.A.

34
Cuadro No 12: Equipos para área de relleno, aplicación de parches y
reparación
CANT DESCRIPCIÓN
1 Delantal de PVC
1 Contenedor para solventes
1 Aspirador de polvo
1 Cepillo de nylon ovalado
2 Estrusora neumática con calefacción eléctrica
1 Mini estrusora neumática con calefacción eléctrica
1 Cuchillo de 8"
12 Tiza p/ marcar llantas
1 Gafas de seguridad
1 Guantes de cuero vacuno
2 Pincel redondo 11/2"
20 Paños de tela sin dobladillo
1 Punzón de acero para sondeo (AWL)
1 Rodillo manual fresado
1 Rodillo manual liso
1 Tijera 10"
Fuente: Renovallanta Superior S.A.

35
Cuadro No 13: Equipos para área de preparación de bandas
CANT DESCRIPCIÓN
1 Delantal de PVC
1 Contenedor para solventes
1 Cuchillo de acero 8"
2 Pincel redondo de 1 1/2"
1 Tijera de 10"
20 Paños de tela cruda sin dobladillo
12 Tiza para marcar llantas
1 Piedra manual para afilar cuchillo
1 Grapadora neumática p/ grapas de 5/16" o 3/8"
1 Caja de grapas 5/16 o 3/8
1 Destornillador 5/16" x 10"
Fuente: Renovallanta Superior S.A.
44 Protectores aros 22,5"
10 Sacos de aire 750-16
10 Sacos de aire 900-20
10 Sacos de aire 1000-20
22 Sacos de aire 295-22,5
1 Aparato para calibrar llantas con manómetro
1 Atomizador de silicón
100 Adaptador para acople de inflado
40 Válvula para saco de aire
40 Válvula tipo codo para envelopes
1 Aparato para probar envelopes

36
Cuadro No 14: Equipos para inspección final y terminación
CANT DESCRIPCIÓN
1 Cuchillo tipo peine
12 Tiza para marcar llantas
1 Alicate de corte frontal
1 Alicate de corte lateral
5 Copa raspadora de carburo tungsteno 76 x 32 mm
5 Copa raspadora de carburo tungsteno 72 x 32 mm
2 Turbina neumática
3 Adaptador para acople rápido
1 Punzón de acero para sondeo (AWL)
1 Cuchillo de acero de 8"
Fuente: Renovallanta Superior S.A.

37
3.6.- Instalaciones industriales
3.6.1.- Electricidad
1 Compartimiento primario completo, patrón para 250 KVA, de acuerdo a
las normas locales
1 Red de distribución trifásica
1 Red de distribución monofásica
3.6.2.- Aire comprimido
2 Compresores de tornillo de 100 Cfm o 1 idem de 210 Cfm
2 Reservorios completos para aire de 1000 l y 2000 ll
1 Red de distribución conforme normas locales
3.6.3.- Vapor
1 Generador de vapor 216 Kgs/h
1 Red de distribución
1 Red de recuperación de condensado
3.6.4.- Agua
1 Caja reservorio 5000 l
1 Red de distribución

38
3.6.5.- Transporte interno para neumáticos
80 Mts de monorriel, incluyendo 80 ganchos con rodillos
3.6.6.- Succión de polvo
1 Colector de polvo de 15 cv
1 Red de succión para máquina de limpieza, raspadora y escariación
3.6.7.- Transporte interno para neumáticos
80 Mts de monorriel, incluyendo 80 ganchos con rodillos
3.6.8.- Succión de polvo
1 Colector de polvo de 15 cv
1 Red de succión para máquina de limpieza, raspadora y escariación
3.7.- Materia Prima
Cuadro No 15: Sugerencia de abastecimiento para 1000 llantas
Bandas de rodaje 14.000 Kgs
Cojín de unión 1.200 Kgs
Solvente 200 lts
Cola – cemento 800 lts
Parches diversos 1.500 piezas
Cordón para relleno 6 rollos
Fuente: Renovallanta Superior S.A.

39
4.-ESTUDIO ECONÓMICO
Este capítulo analiza los factores económicos, entre los que mencionamos
básicamente:
1.- Las inversiones necesarias para la infraestructura, maquinaria y todos los
implementos que son necesarios para el funcionamiento adecuado de una planta
de reencauche.
2.- Los elementos del costo: Mano de obra directa, mano de obra indirecta y los
gastos de fabricación. En donde, en cada elemento estudiamos los factores que
repercuten en ellos.
3.- Luego de analizado el costo, se proporcionan los precios de venta y según
modelos simulados de producción, obtenemos tres modelos: Modelo Óptimista,
Modelo Medio y Modelo Pesimista, en donde en cada uno de ellos obtenemos una
Tasa Interna de Retorno de la Inversión.
Cuadro No 16
COSTO
DENOMINACIÓN ÁREAS P/M2 TOTAL
Costo del Terreno 2000 mts 70 140.000,00
Infraestructura e instalaciones 80000
220.000,00
Fuente: Himapel- Brasil
COSTOS DE CONSTRUCCIÓN
TOTAL

40
Cuadro No 17
DENOMINACIÓN CANTIDAD C.U. C.T.
MAQUINA DE LIMPIEZA mod MLP-02 1 10100 10.100,00
INSPECCIONADORA INICIAL mod INS-01 1 9320 9.320,00
RASPADORA mod RAA-20 1 26880 26.880,00
ADICIONALES RASPADORA mod RAA-20 1 13.690,00 13.690,00
CABINA DE CEMENTADO CON ASPIRACIÓN 1 10.990,00 10.990,00
EMBANDADORA 1 13.100,00 13.100,00
ADICIONALES EMBANDADORA mod RAA-20 1 3.105,00 3.105,00
ENVELOPADORA mod ENV-PV 1 4.700,00 4.700,00
AUTOCLAVE mod AUT-16 1 36.530,00 36.530,00
ADICIONALES AUTOCLAVE mod AUT-16 1 13.008,00 13.008,00
INSPECCIÓN FINAL 1 10.100,00 10.100,00
151.523,00
Fuente: Himapel- Brasil
Cuadro No 18
21.717,00
Monoriel(anexo 13) 1 15966,3 15966,3
37.683,30
Fuente: Himapel- Brasil
Cuadro No 19 Anexo CAP 3.6.2.-
INSPECCION INICIAL
RASPADO
ESCARIACIÓN
REPARACIÓN SECCIONAL
CEMENTACIÓN
RELLENO
EMBANDADO
ARMADO
INSPECCIÓN FINAL
TOTAL 12000
Fuente: Himapel- Brasil
ADICIONALES DE MAQUINARIA
COSTOS DE MAQUINARIA
TOTAL:
COSTOS DE ACCSESORIOS PLANTA

41
Cuadro No 20
COSTOS EQUIPOS DE OFICINA, MUEBLES Y ENSERES
DENOMINACIÓN CANTIDAD C.U. C.T.
Computadoras fijas 9 694,40 6.249,60
Computadoras portátiles 3 1.198,40 3.595,20
Escritorios 8 114,98 919,83
Escritorio de reuniones para 12 personas 1 146,72 146,72
Sillones 2 105,00 210,00
Sillas 14 37,00 518,07
Pizarrones 2 76,16 152,32
Infocus 1 -
Impresoras 5 179,20 896,00
Anaqueles 4 155,00 619,99
Anaqueles grandes 2 165,00 330,00
Copiadora 1 1.000,00 1.000,00
Servidor+licencia SQL server+paquete server windows 2003 con 5 cools+ accsesorios 1 3.796,80 3.796,80
Sistema Austrosft 1 6.720,00 6.720,00
Lectores 3 -
Emisor de tickets 1 -
Licencia Excel 1 -
Licencia Word 1 -
Centralilla+ instalación 1 654,00 654,00
Teléfonos 7 20 140,00
Líneas telefónicas 3 160 480,00
TOTAL 26.428,53
Fuente: Productos Continental
Cuadro No 21
COSTOS DE INSTALACIÓN Y MONTAJE
Costos de instalaciones eléctricas+ transformador 1 30.000,00 30.000,00
Costos de instalaciones neumáticas 1 15.000,00 15.000,00
Costos de instalaciones de Maquinaria y pruebas 1 8.000,00 8.000,00
Costos instalaciones de vapor 1 5.000,00 5.000,00
Costos de gruas y montacragas 1 1.500,00 1.500,00
Costos de transporte de máquinas a la empresa 1 1.500,00 1.500,00
TOTAL 61.000,00
Fuente: Air Quality
Cuadro No 22
COSTO ESTUDIOS, INVESTIGACIONES Y LOGISTICOS
DENOMINACION CANTIDAD C.U. C.T.
Recursos Humanos 2 1.500,00 3.000,00
Papelería 1 250,00 250,00
Transporte y Movilización 1 300,00 300,00
Viaje y viáticos Brasil 1 500,00 500,00
Hospedaje 1 200,00 200,00
Viáticos 1 400,00 400,00
TOTAL 4.650,00
Fuente: Renovallanta Superior S.A.

42
Cuadro No 23
DENOMINACIÓN CANTIDAD C.U. C.T.
Material publicitario 1 500,00 500,00
Medios de comunicación (radio, prensa) 1 1.000,00 1.000,00
Inauguración del local 1 3.000,00 3.000,00
TOTAL 4.500,00
Fuente: Renovallanta Superior S.A.
Cuadro No 24
DENOMINACION CANTIDAD C.U. C.T.
VehÍculos ventas 2 5.500,00 11.000,00
VehÍculo Gerencia 1 8.500,00 8.500,00
TOTAL 19.500,00
Fuente: Renovallanta Superior S.A.
Cuadro No 25
DENOMINACIÓN CANTIDAD C.U. C.T.
Costo terreno y construcción 1 220.000,00 220.000,00
Costo maquinaria, herramientas y equipos para el taller 1 151.523,00 151.523,00
Costo nacionalización maquinaria 1 18.182,76 18.182,76
Costo adicionales máquinas 1 37.683,30 37.683,30
Costo anacionalización de adicionales de máquinas 1 4.522,00 4.522,00
Costos accsesorios planta 1 12.000,00 12.000,00
Costo equipos de oficina, muebles y enseres para administ, ventas y servicios. 1 26.428,53 26.428,53
Costos de promoción 1 4.500,00 4.500,00
Costos de instalación y montaje 1 61.000,00 61.000,00
Costos de estudios, investigaciones y logísticos 1 4.650,00 4.650,00
Inversión materia prima GOODYEAR 2 71682,56 143.365,13
Seguros 1 520 3.120,00
Inversión materia prima VIPAL 2 67378,40 134.756,79
costos Logísticos 1 19.500,00 19.500,00
TOTAL INVERSIÓN INCLUIDA BANDA GOODYEAR 706.474,71
TOTAL INVERSIÓN INCLUIDA BANDA VIPAL 697.866,38
Fuente: Himapel, Goodyear y Vipal
COSTOS PROMOCIÓN
COSTOS LOGISTICOS
RESUMEN COSTOS INVERSIÓN
Cuadro No 26
DENOMINACIÓN CANTIDAD C.U. C.T.
ADMINISTRACIÓN
GERENTE GENERAL 1 3.000,00 3.000,00
JEFE FINANCIERO 1 800,00 800,00
CONTADOR DE COSTOS 1 500,00 500,00
AUXILIAR 2 1 300,00 300,00
JEFE DE PLANTA 1 900,00 900,00
OPERARIOS 10 292,60 2.926,00
JEFE DE LOGÍSTICA 1 450,00 450,00
OPERARIOS 2 220,00 440,00
ASESORES TÉCNICOS 2 700,00 1.400,00
TOTAL M.O.I. 10.475,50
TOTAL M.O.D. 3.366,00
TOTAL 20
GUARDIANÍA
- Vigilancia contratada 1 700,00 700,00
Fuente: Renovallanta Superior S.A.
COSTOS DE MANO DE OBRA

43
Cuadro No 27
RESUMEN ESTANDAR PERÍMETRO KG/METRO TOTAL KILOS
750-16 6,8 750X16 2,40 2,71 6,50
750-20 8,75 750X20 2,80 2,71 7,59
825-20 10,8 825X20 2,90 2,79 8,09
900-20 11,75 900X20 3,10 3,26 10,11
1000-20 11,75 1000X20 3,20 3,59 11,49
1100-20 13,5 1100X20 3,30 3,76 12,41
1200-20 16,47 1200X20 3,40 3,90 13,26
1100-22 13,5 1100X22 3,30 3,76 12,41
1200-24 16,47 1200X24 3,70 3,95 14,62
825RX20 10,8 825RX20 2,95 2,79 8,23
900RX20 11,75 900RX20 3,15 3,26 10,27
1000R20 11,75 1000R20 3,18 3,33 10,57
1100R20 13,5 1100R20 3,30 3,83 12,64
1200R20 16,47 1200R20 3,50 4,19 14,67
1100R22.5 13,5 1100R22.5 3,75 3,83 14,36
1100R24.5 13,5 1100R24.5 3,75 3,83 14,36
1200R22.5 16,47 1200R22.5 3,35 4,19 14,04
Fuente: Vipal
INVERSIÓN DE MATERIA PRIMA
BANDA PRECURADA VIPAL E INDELBANDPESOS ESTANDARES DE MATERIA PRIMA
Cuadro No 28
CANTIDAD CARGAS UND/DÍA UND/MES PESO/UND PROM KG/MES COSTO KG COSTO KG/MESRELL/UNID PROMRELL/UNID MESCushión/UNID PROMCUSHIÓN/UNID MES
MEDIDAS
RADIAL MILIMÉTRICA 22.5 10 3 30 660 14,99 9890,10 4,60 45494,46 1,19 783,20 2,40 1584,00
R20-20 2 3 6 132 12,87 1698,33 4,60 7812,33 0,97 127,56 1,80 237,46
R16 o < 4 3 12 264 6,80 1795,20 4,60 8257,92 0,40 105,60 0,78 205,92
TOTAL 1056 13383,63 61564,71 1016,36 2027,38
Cuadro No 29
CANTIDAD CARGAS UND/DÍA UND/MES PESO/UND PROM KG/MES COSTO KG COSTO KG/MESRELL/UNID PROMRELL/UNID MESCushión/UNID PROMCUSHIÓN/UNID MES
MEDIDAS
RADIAL MILIMÉTRICA 22.5 5 3 15 330 14,99 4945,05 4,60 22747,23 1,19 391,60 2,40 792,00
R20-20 8 3 24 528 12,87 6793,33 4,60 31249,31 0,97 510,24 1,80 949,82
R16 o < 3 3 9 198 6,80 1346,40 4,60 6193,44 0,40 79,20 0,78 154,44
TOTAL 1056 13084,78 60189,98 981,04 1896,26
Cuadro No 30
CANTIDAD CARGAS UND/DÍA UND/MES PESO/UND PROM KG/MES COSTO KG COSTO KG/MESRELL/UNID PROMRELL/UNID MESCushión/UNID PROMCUSHIÓN/UNID MES
MEDIDAS
RADIAL MILIMÉTRICA 22.5 0 3 0 0 14,99 0,00 4,60 0,00 1,19 0,00 2,40 0,00
R20-20 8 3 24 528 12,87 6793,33 4,60 31249,31 0,97 510,24 1,80 949,82
R16 o < 8 3 24 528 6,80 3590,40 4,60 16515,84 0,40 211,20 0,78 411,84
TOTAL 1056 10383,73 47765,15 721,44 1361,66
PROCEDIMIENTO DE CÁLCULO DEL ESCENARIO OPTIMISTA DE REQUERIMIENTO DE MATERIA PRIMA INDELBAND
PROCEDIMIENTO DE CÁLCULO DEL ESCENARIO MEDIO DE REQUERIMIENTO DE MATERIA PRIMA INDELBAND
PROCEDIMIENTO DE CÁLCULO DEL ESCENARIO PESIMISTA DE REQUERIMIENTO DE MATERIA PRIMA INDELBAND

44
Cuadro No 31
DESCRIPCIÓN CANTIDAD COSTO TOTAL
BANDA PRECURADA 13383,63 4,60 61564,71
RELLENO 1016,36 4,90 4980,16
CUSHIÓN GUM 2027,38 4,90 9934,14
TOTAL INVERSIÓN DE MATERIA PRIMA 76479,02
Cuadro No 32
DESCRIPCIÓN CANTIDAD COSTO TOTAL
BANDA PRECURADA 13084,78 4,60 60189,98
RELLENO 981,04 4,90 4807,10
CUSHIÓN GUM 1896,26 4,90 9291,69
TOTAL INVERSIÓN DE MATERIA PRIMA 74288,77
Cuadro No 33
DESCRIPCIÓN CANTIDAD COSTO TOTAL
BANDA PRECURADA 10383,73 4,60 47765,15
RELLENO 721,44 4,90 3535,06
CUSHIÓN GUM 1361,66 4,90 6672,15
TOTAL INVERSIÓN DE MATERIA PRIMA 57972,36
CUADRO DE COSTO DEL MODELO PESIMISTA DE MATERIA PRIMA INDELBAND
CUADRO DE COSTOS DEL MODELO OPTIMISTA DE MATERIA PRIMA INDELBAND
CUADRO DE COSTO DEL MODELO MEDIO DE MATERIA PRIMA INDELBAND
Cuadro No 34
CANTIDAD CARGAS UND/DÍA UND/MES PESO/UND PROMKG/MES COSTO KGCOSTO KG/MESRELL/UNID PROMRELL/UNID MESCushión/UNID PROMCUSHIÓN/UNID MES
MEDIDAS
RADIAL MILIMÉTRICA 22.5 10 3 30 660 14,25 9407,53 4,60 43274,64 1,19 783,20 2,40 1584,00
R20-20 2 3 6 132 11,26 1485,92 4,60 6835,22 0,97 127,56 1,80 237,46
R16 o < 4 3 12 264 6,50 1717,06 4,60 7898,46 0,40 105,60 0,78 205,92
TOTAL 1056 12610,50 58008,31 1016,36 2027,38
Cuadro No 35
CANTIDAD CARGAS UND/DÍA UND/MES PESO/UND PROMKG/MES COSTO KGCOSTO KG/MESRELL/UNID PROMRELL/UNID MESCushion/UNID PROMCUSHION/UNID MES
MEDIDAS
RADIAL MILIMÉTRICA 22.5 5 3 15 330 14,25 4703,77 4,60 21637,32 1,19 391,6 2,40 792,00
R20-20 8 3 24 528 11,26 5943,67 4,60 27340,86 0,97 510,24 1,80 949,82
R16 o < 3 3 9 198 6,50 1287,79 4,60 5923,84 0,40 79,2 0,78 154,44
TOTAL 1056 11935,22 54902,02 981,04 1896,26
Cuadro No 36
CANTIDAD CARGAS UND/DÍA UND/MES PESO/UND PROMKG/MES COSTO KGCOSTO KG/MESRELL/UNID PROMRELL/UNID MESCushión/UNID PROMCUSHIÓN/UNID MES
MEDIDAS
RADIAL MILIMETRICA 22.5 0 3 0 0 14,25 0,00 4,60 0,00 1,19 0 2,40 0,00
R20-20 8 3 24 528 11,26 5943,67 4,60 27340,86 0,97 510,24 1,80 949,82
R16 o < 8 3 24 528 6,50 3434,11 4,60 15796,92 0,40 211,2 0,78 411,84
TOTAL 1056 9377,78 43137,78 721,44 1361,66
PROCEDIMIENTO DE CÁLCULO DEL ESCENARIO OPTIMISTA DE REQUERIMIENTO DE MATERIA PRIMA VIPAL
PROCEDIMIENTO DE CÁLCULO DEL ESCENARIO MEDIO DE REQUERIMIENTO DE MATERIA PRIMA VIPAL
PROCEDIMIENTO DE CALCULO DEL ESCENARIO PESIMISTA DE REQUERIMIENTO DE MATERIA PRIMA VIPAL

45
Cuadro No 37
DESCRIPCIÓN CANTIDAD COSTO TOTAL
BANDA PRECURADA 12610,50 4,60 58008,31
RELLENO 1016,36 5,02 5102,13
CUSHIÓN GUM 2027,38 5,02 10177,43
TOTAL INVERSIÓN DE MATERIA PRIMA 73287,87
Cuadro No 38
DESCRIPCIÓN CANTIDAD COSTO TOTAL
BANDA PRECURADA 11935,22 4,60 54902,02
RELLENO 981,04 5,02 4924,82
CUSHIÓN GUM 1896,26 5,02 9519,25
TOTAL INVERSIÓN DE MATERIA PRIMA 69346,09
Cuadro No 39
DESCRIPCION CANTIDAD COSTO TOTAL
BANDA PRECURADA 9377,78 4,60 43137,78
RELLENO 721,44 5,02 3621,63
CUSHION GUM 1361,66 5,02 6835,55
TOTAL INVERSION DE MATERIA PRIMA 53594,96
CUADRO DE COSTO DELMODELO OPTIMISTA DE MATERIA PRIMA VIPAL
CUADRO DE COSTO DEL MODELO MEDIO DE MATERIA PRIMA VIPAL
CUADRO DE COSTO DEL MODELO PESIMISTA DE MATERIA PRIMA VIPAL
Cuadro No 40
Código Descripción Carcasa Relleno Cushión GumRodamiento Peso Relleno Cushión GumRodamiento TOTAL SERVICIOCARCASA TOTAL SERVICIO
$ 4,90 $ 4,90 $ 4,60 MÁS CARCASA
PROD01 750X16 1 0,40 0,78 6,80 7,98 1,96 3,82 31,28 37,06 13 50,06
PROD02 750X20 1 0,40 0,84 8,75 9,99 1,96 4,12 40,25 46,33 20 66,33
PROD03 825X20 1 0,41 1,32 10,80 12,53 2,01 6,47 49,68 58,16 25 83,16
PROD04 900X20 1 0,61 1,50 11,75 13,86 2,99 7,35 54,05 64,39 35 99,39
PROD05 1000X20 1 0,81 1,68 11,75 14,24 3,97 8,23 54,05 66,25 45 111,25
PROD06 1100X20 1 1,03 1,79 13,50 16,32 5,05 8,76 62,10 75,91 40 115,91
PROD07 1200X20 1 1,50 2,40 16,47 20,37 7,35 11,76 75,76 94,87 60 154,87
PROD11 1100X22 1 1,03 1,99 13,50 16,52 5,05 9,76 62,10 76,91 30 106,91
PROD15 1200X24 1 1,50 2,40 16,47 20,37 7,35 11,76 75,76 94,87 30 124,87
PROD17 825RX20 1 0,41 1,32 10,80 12,53 2,01 6,47 49,68 58,16 16 74,16
PROD16 900RX20 1 0,61 1,50 11,75 13,86 2,99 7,35 54,05 64,39 18 82,39
PROD10 1000R20 1 0,81 1,68 11,75 14,24 3,97 8,23 54,05 66,25 50 116,25
PROD08 1100R20 1 1,03 1,79 13,50 16,32 5,05 8,76 62,10 75,91 60 135,91
PROD09 1200R20 1 1,50 2,40 16,47 20,37 7,35 11,76 75,76 94,87 90 184,87
PROD12 1100R22.5 1 1,03 2,40 13,50 16,93 5,05 11,76 62,10 78,91 80 158,91
PROD13 1100R24.5 1 1,03 2,40 13,50 16,93 5,05 11,76 62,10 78,91 80 158,91
PROD14 1200R22.5 1 1,50 2,40 16,47 20,37 7,35 11,76 75,76 94,87 100 194,87
Fuente: Indelband
COSTO DE MATERIALES POR UNIDAD Y MEDIDA INDELBAND
Kilogramos

46
Cuadro No 41
Código Descripción Carcasa Relleno Cushión GumRodamiento Peso Relleno Cushión GumRodamiento TOTAL SERVICIOCARCASA TOTAL SERVICIO
5,02 5,02 4,75 MÁS CARCASA
PROD01 750X16 1 0,40 0,78 6,80 7,98 2,01 3,92 32,30 38,22 13 51,22
PROD02 750X20 1 0,40 0,84 8,75 9,99 2,01 4,22 41,56 47,79 20 67,79
PROD03 825X20 1 0,41 1,32 10,80 12,53 2,06 6,63 51,30 59,98 25 84,98
PROD04 900X20 1 0,61 1,50 11,75 13,86 3,06 7,53 55,81 66,40 35 101,40
PROD05 1000X20 1 0,81 1,68 11,75 14,24 4,07 8,43 55,81 68,31 45 113,31
PROD06 1100X20 1 1,03 1,79 13,50 16,32 5,17 8,98 64,13 78,27 40 118,27
PROD07 1200X20 1 1,50 2,40 16,47 20,37 7,53 12,05 78,23 97,81 60 157,81
PROD11 1100X22 1 1,03 1,99 13,50 16,52 5,17 10,00 64,13 79,30 30 109,30
PROD15 1200X24 1 1,50 2,40 16,47 20,37 7,53 12,05 78,23 97,81 30 127,81
PROD17 825RX20 1 0,41 1,32 10,80 12,53 2,06 6,63 51,30 59,98 16 75,98
PROD16 900RX20 1 0,61 1,50 11,75 13,86 3,06 7,53 55,81 66,40 18 84,40
PROD10 1000R20 1 0,81 1,68 11,75 14,24 4,07 8,43 55,81 68,31 50 118,31
PROD08 1100R20 1 1,03 1,79 13,50 16,32 5,17 8,98 64,13 78,27 60 138,27
PROD09 1200R20 1 1,50 2,40 16,47 20,37 7,53 12,05 78,23 97,81 90 187,81
PROD12 1100R22.5 1 1,03 2,40 13,50 16,93 5,17 12,05 64,13 81,34 80 161,34
PROD13 1100R24.5 1 1,03 2,40 13,50 16,93 5,17 12,05 64,13 81,34 80 161,34
PROD14 1200R22.5 1 1,50 2,40 16,47 20,37 7,53 12,05 78,23 97,81 100 197,81
Fuente: Vipal
COSTO DE MATERIALES POR UNIDAD Y MEDIDA VIPAL
Kilogramos
Cuadro No 42
Costo/hora 1,8288
Código Descripción Paso 1 Paso 2 Paso 3 Paso 4 Paso 5 Paso 6 Paso 7 Paso 8 Paso 9 Paso 10 Total Paso 1 Paso 2 Paso 3 Paso 4 Paso 5 Paso 6 Paso 7 Paso 8 Paso 9 Paso 10 Total
PROD01 750X16 0,04 0,04 0,11 0,17 - 0,08 0,09 0,15 0,06 0,06 0,79 0,08 0,07 0,20 0,31 - 0,15 0,17 0,27 0,10 0,10 1,25
PROD02 750X20 0,05 0,04 0,13 0,17 - 0,11 0,11 0,15 0,06 0,06 0,88 0,09 0,08 0,24 0,31 - 0,20 0,20 0,27 0,11 0,10 1,39
PROD03 825X20 0,05 0,04 0,15 0,17 - 0,12 0,11 0,15 0,06 0,06 0,90 0,09 0,08 0,27 0,31 - 0,21 0,20 0,27 0,11 0,10 1,44
PROD04 900X20 0,06 0,05 0,17 0,17 - 0,14 0,13 0,15 0,07 0,06 0,99 0,10 0,09 0,31 0,31 - 0,26 0,24 0,27 0,14 0,10 1,57
PROD05 1000X20 0,06 0,07 0,19 0,17 - 0,18 0,15 0,15 0,07 0,06 1,08 0,10 0,12 0,34 0,31 - 0,32 0,27 0,27 0,14 0,10 1,74
PROD06 1100X20 0,06 0,07 0,22 0,17 - 0,22 0,17 0,15 0,07 0,06 1,19 0,10 0,14 0,41 0,31 - 0,41 0,31 0,27 0,14 0,10 1,94
PROD07 1200X20 0,06 0,08 0,26 0,17 - 0,28 0,19 0,15 0,08 0,06 1,33 0,11 0,15 0,48 0,31 - 0,51 0,34 0,27 0,15 0,10 2,17
PROD11 1100X22 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
PROD15 1200X24 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
PROD16 825RX20 0,05 0,04 0,15 0,17 - 0,12 0,11 0,15 0,06 0,06 0,90 0,09 0,08 0,27 0,31 - 0,21 0,20 0,27 0,11 0,10 1,44
PROD17 900RX20 0,06 0,05 0,17 0,17 - 0,14 0,13 0,15 0,07 0,06 0,99 0,10 0,09 0,31 0,31 - 0,26 0,24 0,27 0,14 0,10 1,57
PROD10 1000R20 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
PROD08 1100R20 0,07 0,07 0,25 0,17 - 0,28 0,17 0,15 0,08 0,06 1,30 0,12 0,14 0,46 0,31 - 0,52 0,31 0,27 0,15 0,10 2,12
PROD09 1200R20 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
PROD12 1100R22.5 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
PROD13 1100R24.5 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
PROD14 1200R22.5 0,07 0,08 0,28 0,17 - 0,30 0,19 0,15 0,08 0,06 1,38 0,12 0,15 0,52 0,31 - 0,55 0,34 0,27 0,15 0,10 2,26
Total 1,01 1,16 3,78 2,86 - 3,77 2,67 2,50 1,29 0,95 19,98 1,84 2,11 6,92 5,22 - 6,89 4,88 4,58 2,36 1,74 32,44
INSP. RASPADO PREPAR. REPARAC.CEMEN RELLENOEMBANDADOVULCANZ. INSP. BODEGA INSP. RASPADO PREPAR. REPARAC. CEMEN RELLENO EMBANDADOVULCANZ. INSP. BODEGA
INICIAL SECCIONALTADO FINAL INICIAL SECCIONAL TADO FINAL
Fuente: Renovallanta Superior S.A.
Tiempo de mano de obra por proceso (Horas)
COSTO DE MANO DE OBRA POR UNIDAD Y MEDIDA

47
Cuadro No 43
DESCRIPCIÓN APROX.
Energía eléctrica 1.147,50
M.O.I. 10.475,50
Agua 150,00
Teléfono 300,00
Envelopes 1.665,76
Tubos 2.860,80
Piedras 500,00
Cuchillas 300,00
Diesel 1.224,00
Insumos oficina 150,00
Viáticos 1.000,00
Gasolina 400,00
Publicidad 600,00
Internet 60,00
Celulares 220,00
Depreciación Maquinaria 1.765,93
Depreciación Eq. Ofic. 440,48
Costo logístico carcasa 0,00
Otros 300,00
Parches 2.000,00
Protectores 600,00
Ruber solver 1.281,33
TOTAL 27.441,29
GASTOS GENERALES
Cuadro No 44 Cuadro No 45
CÓDIGO DESCRIPCIÓN MAT. PRIMA MANO OBRA GASTOS GEN. TOTAL CÓDIGO DESCRIPCIÓN MAT. PRIMA MANO OBRA GASTOS GEN. TOTAL
PROD01 750X16 37,06 1,25 9,86 48,17 PROD01 750X16 50,06 1,25 9,86 61,17
PROD02 750X20 46,33 1,39 14,78 62,50 PROD02 750X20 66,33 1,39 14,78 82,50
PROD03 825X20 58,16 1,44 19,71 79,31 PROD03 825X20 83,16 1,44 19,71 104,31
PROD04 900X20 64,39 1,57 24,64 90,60 PROD04 900X20 99,39 1,57 24,64 125,60
PROD05 1000X20 66,25 1,74 29,57 97,56 PROD05 1000X20 111,25 1,74 29,57 142,56
PROD06 1100X20 75,91 1,94 34,50 112,35 PROD06 1100X20 115,91 1,94 34,50 152,35
PROD07 1200X20 94,87 2,17 39,43 136,47 PROD07 1200X20 154,87 2,17 39,43 196,47
PROD11 1100X22 76,91 2,26 34,50 113,67 PROD11 1100X22 106,91 2,26 34,50 143,67
PROD15 1200X24 94,87 2,26 39,43 136,56 PROD15 1200X24 124,87 2,26 39,43 166,56
PROD16 825R-20 58,16 1,44 19,71 79,31 PROD16 825R-20 74,16 1,44 19,71 95,31
PROD17 900R-20 64,39 1,57 24,64 90,60 PROD17 900R-20 82,39 1,57 24,64 108,60
PROD10 1000R20 66,25 2,26 29,57 98,08 PROD10 1000R20 116,25 2,26 29,57 148,08
PROD08 1100R20 75,91 2,12 34,50 112,52 PROD08 1100R20 135,91 2,12 34,50 172,52
PROD09 1200R20 94,87 2,26 39,43 136,56 PROD09 1200R20 184,87 2,26 39,43 226,56
PROD12 1100R22.5 78,91 2,26 34,50 115,67 PROD12 1100R22.5 158,91 2,26 34,50 195,67
PROD13 1100R24.5 78,91 2,26 34,50 115,67 PROD13 1100R24.5 158,91 2,26 34,50 195,67
PROD14 1200R22.5 94,87 2,26 29,57 126,70 PROD14 1200R22.5 194,87 2,26 29,57 226,70
Total Total
Cuadro No 46 Cuadro No 47
CÓDIGO DESCRIPCIÓN MAT. PRIMA MANO OBRA GASTOS GEN. TOTAL CÓDIGO DESCRIPCIÓN MAT. PRIMA MANO OBRA GASTOS GEN. TOTAL
PROD01 750X16 38,22 1,25 9,86 49,33 4,93 PROD01 750X16 51,22 1,25 9,86 62,33
PROD02 750X20 47,79 1,39 14,78 63,96 PROD02 750X20 67,79 1,39 14,78 83,96
PROD03 825X20 59,98 1,44 19,71 81,14 PROD03 825X20 84,98 1,44 19,71 106,14
PROD04 900X20 66,40 1,57 24,64 92,62 PROD04 900X20 101,40 1,57 24,64 127,62
PROD05 1000X20 68,31 1,74 29,57 99,62 PROD05 1000X20 113,31 1,74 29,57 144,62
PROD06 1100X20 78,27 1,94 34,50 114,71 PROD06 1100X20 118,27 1,94 34,50 154,71
PROD07 1200X20 97,81 2,17 39,43 139,41 PROD07 1200X20 157,81 2,17 39,43 199,41
PROD11 1100X22 79,30 2,26 34,50 116,05 PROD11 1100X22 109,30 2,26 34,50 146,05
PROD15 1200X24 97,81 2,26 39,43 139,50 PROD15 1200X24 127,81 2,26 39,43 169,50
PROD16 825R-20 59,98 1,44 19,71 81,14 PROD16 825R-20 75,98 1,44 19,71 97,14
PROD17 900R-20 66,40 1,57 24,64 92,62 PROD17 900R-20 84,40 1,57 24,64 110,62
PROD10 1000R20 68,31 2,26 29,57 100,14 PROD10 1000R20 118,31 2,26 29,57 150,14
PROD08 1100R20 78,27 2,12 34,50 114,89 PROD08 1100R20 138,27 2,12 34,50 174,89
PROD09 1200R20 97,81 2,26 39,43 139,50 PROD09 1200R20 187,81 2,26 39,43 229,50
PROD12 1100R22.5 81,34 2,26 34,50 118,10 PROD12 1100R22.5 161,34 2,26 34,50 198,10
PROD13 1100R24.5 81,34 2,26 34,50 118,10 PROD13 1100R24.5 161,34 2,26 34,50 198,10
PROD14 1200R22.5 97,81 2,26 29,57 129,64 PROD14 1200R22.5 197,81 2,26 29,57 229,64
Total Total
DETERMINACIÓN DE LOS ELEMENTOS DEL COSTO SERVICIO INDELBAND
DETERMINACIÓN DE LOS ELEMENTOS DEL COSTO SERVICIO VIPAL DETERMINACIÓN DE LOS ELEMENTOS DEL COSTO BLANCAS VIPAL
DETERMINACION DE LOS ELEMENTOS DEL COSTO BLANCAS INDELBAND

48
Cuadro No 48
Cuadro No 49
CÓDIGO DESCRIPCIÓN DIRECCIONAL MIXTA TRACCIÓN
PROD01 750X16 50,09 55,39 55,87
PROD02 750X20 65,00 71,88 73,75 DESCRIPCIÓN DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADA
PROD03 825X20 82,48 91,21 92,79 750X16 0,04 0,15 0,16 0,15
PROD04 900X20 96,94 98,75 103,28 750/12-20YRAD 0,17 0,20 0,22 0,20
PROD05 1000X20 106,34 114,14 115,12 RADIAL MM 0,28 0,29 0,35 0,32
PROD06 1100X20 126,95 126,95 130,32 Cuadro No 50
PROD07 1200X20 148,75 151,48 155,57
PROD11 1100X22 132,99 136,40 138,67 MEDIDAS MEDIA DIRECCIONALMEDIA MIXTA MEDIA TRACCIÓNMEDIA PONDERADA
PROD15 1200X24 155,68 157,04 162,50 RADIAL MM 151,28 152,92 162,04 157,31
PROD16 825R-20 97,55 98,34 99,14 R20-20 130,43 132,71 136,00 133,64
PROD17 900R-20 118,69 118,69 115,97 R16 o < 50,09 55,39 55,87 55,34
PROD10 1000R20 135,35 135,35 139,28
PROD08 1100R20 139,53 140,65 150,78 Cuadro No 51
PROD09 1200R20 167,97 167,97 170,70
PROD12 1100R22.5 145,74 146,90 154,99
PROD13 1100R24.5 150,37 151,52 157,30 DESCRIPCIÓN DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADA
PROD14 1200R22.5 160,91 163,45 172,31 750X16 0,02 0,12 0,13 0,12
750/12-20YRAD 0,14 0,17 0,20 0,18
RADIAL MM 0,25 0,26 0,32 0,29
Cuadro No 52
comparativo con APY, Isollanta, Durallanta.
CÓDIGO DESCRIPCIÓN DIRECCIONAL MIXTA TRACCIÓN
PROD01 750X16 60,61 67,02 67,61
PROD02 750X20 78,65 86,97 89,24
PROD03 825X20 99,80 110,36 112,28
PROD04 900X20 117,30 119,49 124,97
PROD05 1000X20 128,67 138,11 139,29
PROD06 1100X20 153,61 153,61 157,69
PROD07 1200X20 179,99 183,29 188,24
PROD11 1100X22 160,92 165,04 167,79
PROD15 1200X24 188,37 190,02 196,63
PROD16 825R-20 118,04 119,00 119,96
PROD17 900R-20 143,61 143,61 140,32
PROD10 1000R20 163,78 163,78 168,52
PROD08 1100R20 168,83 170,19 182,45
PROD09 1200R20 203,24 203,24 206,55
PROD12 1100R22.5 176,34 177,74 187,54
PROD13 1100R24.5 181,94 183,34 190,34
PROD14 1200R22.5 194,70 197,77 208,50
precios no incluyen iva
Cuenca 01 de Mayo de 2012
Fuente: Reencauchadora Europea S.A.
PROMEDIO DE RENTABILIDAD POR DIMENSIONES VIPAL
LISTA DE PRECIOS REENCAUCHE A LA RED
LISTA DE PRECIOS SUGERIDA AL PUBLICO
PROMEDIO DE RENTABILIDAD POR DIMENSIONES INDELBAND
LISTAS DE PRECIOS
PONDERACIÓN PRECIOS DE LA RED
MODELO OPTIMISTA
Cuadro No 53 CARGAS UND/DIA UND/MES MEDIA PONDERADAFACT. MES DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADAUTILIDAD BRUTA MESUTILIDAD ANUAL
MEDIDAS LISTA DE RED
RADIAL MM 10 3 30 660 157,31 103827,26 0,28 0,29 0,35 0,32 33259,33
R20-20 2 3 6 132 133,64 17640,81 0,17 0,20 0,22 0,20 3610,12
R16 o < 4 3 12 264 55,34 14610,79 0,04 0,15 0,16 0,15 2177,01
TOTAL 1056 136078,86 39046,46 468557,56
Loja
INVERSIÓN 706.475
UTILIDAD B. 468.558
T.I.R. 15,00%
MODELO MEDIO
Cuadro No 54 CARGAS UND/DIA UND/MES MEDIA PONDERADAFACT. MES DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADAUTILIDAD BRUTA MESUTILIDAD ANUAL
MEDIDAS LISTA DE RED
RADIAL MM 5 3 15 330 157,31 51913,63 0,28 0,29 0,35 0,32 16629,67
R20-20 8 3 24 528 133,64 70563,25 0,17 0,20 0,22 0,20 14440,50
R16 o < 3 3 9 198 55,34 10958,09 0,04 0,15 0,16 0,15 1632,76
TOTAL 1056 133434,97 32702,92 392435,03
Loja
INVERSIÓN 706.475
UTILIDAD B. 392.435
T.I.R. 18,00%
CUADRO ESTIMADO DE RETORNO DE LA INVERSIÓN INDELBAND
RENTABILIDAD

49
MODELO PESIMISTA
Cuadro No 55 CARGAS UND/DIA UND/MES MEDIA PONDERADAFACT. MES DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADAUTILIDAD BRUTA MESUTILIDAD ANUAL
MEDIDAS LISTA DE RED
11R/22.5 0 3 0 0 157,31 0 0,28 0,29 0,35 0,32 0,00
R20-20 8 3 24 528 133,64 70563,25 0,17 0,20 0,22 0,20 14440,50
R16 o < 8 3 24 528 55,34 29221,59 0,04 0,15 0,16 0,15 4354,02
TOTAL 1056 99784,83 18794,51 225534,17
Loja
INVERSIÓN 706.475
UTILIDAD B. 225.534
T.I.R. 31,00%
MODELO OPTIMISTA
Cuadro No 56 CARGAS UND/DIA UND/MES MEDIA PONDERADAFACT. MES DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADAUTILIDAD BRUTA MESUTILIDAD ANUAL
MEDIDAS LISTA DE RED
RADIAL MM 10 3 30 660 157,31 103827,26 0,25 0,26 0,32 0,29 30337,87
R20-20 2 3 6 132 133,64 17640,81 0,14 0,17 0,20 0,18 3156,50
R16 o < 4 3 12 264 55,34 14610,79 0,02 0,12 0,13 0,12 1781,69
TOTAL 1056 136078,86 35276,06 423312,70
Loja
INVERSIÓN 697.866
UTILIDAD B. 423.313
T.I.R. 16,50%
MODELO MEDIO
Cuadro No 57 CARGAS UND/DIA UND/MES MEDIA PONDERADAFACT. MES DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADAUTILIDAD BRUTA MESUTILIDAD ANUAL
MEDIDAS LISTA DE RED
RADIAL MM 5 3 15 330 157,31 51913,63 0,25 0,26 0,32 0,29 15168,93
R20-20 8 3 24 528 133,64 70563,25 0,14 0,17 0,20 0,18 12626,02
R16 o < 3 3 9 198 55,34 10958,09 0,02 0,12 0,13 0,12 1336,26
TOTAL 1056 133434,97 29131,22 349574,61
Loja
INVERSIÓN 697.866
UTILIDAD B. 349.575
T.I.R. 20,00%
MODELO PESIMISTA
Cuadro No 58 CARGAS UND/DIA UND/MES MEDIA PONDERADAFACT. MES DIRECCIONAL MIXTA TRACCIÓN MEDIA PONDERADAUTILIDAD BRUTA MESUTILIDAD ANUAL
MEDIDAS LISTA DE RED
RADIAL MM 0 3 0 0 157,31 0,00 0,25 0,26 0,32 0,29 0,00
R20-20 8 3 24 528 133,64 70563,25 0,14 0,17 0,20 0,18 12626,02
R16 o < 8 3 24 528 55,34 29221,59 0,02 0,12 0,13 0,12 3563,37
TOTAL 1056 99784,83 16189,39 194272,69
Loja
INVERSIÓN 697.866
UTILIDAD B. 194.273
T.I.R. 35,90%
CUADRO ESTIMADO DE RETORNO DE LA INVERSION VIPAL

50
5.- EL REENCAUCHE Y LA ECOLOGÍA
EL RENOVADO DE LLANTAS Y SU CARÁCTER ECOLÓGICO
- De 33.8 millones de llantas reemplazadas por las flotas de vehículos
en el año 2000 en todo el mundo, 18.2 millones fueron
reencauchadas, y solamente 15.6 millones fueron nuevas. Eso
representa el ahorro de más de dos billones de dólares.
En los últimos años, las preocupaciones ambientales que se han
generado por la quema de llantas a nivel mundial han sido muchas,
pues investigaciones demuestran que los hornos de cemento que las
queman son fuente importante de generación de dioxinas, mercurio,
hidrocarburos poliaromáticos (HPA) y metales pesados como plomo,
zinc, níquel y vanadio.
Así mismo, se ha encontrado que estos contaminantes afectan al ser
humano causando cáncer, malformaciones congénitas, diabetes,
producen efectos adversos en los sistemas hormonales,
inmunológicos y nervioso central, generan problemas en los pulmones,
entre otros desórdenes en la salud.
Cabe destacar que estos contaminantes no solo son liberados a través
de las emisiones al aire, sino que están presentes en el polvo de los

51
hornos e incluso en el cemento que se produzca en esas plantas.
Por esto, la empresa Automundial, dedicada al comercio de llantas en
Colombia, decidió hacer un proyecto ambiental que beneficiara tanto a
los transportadores como al medio ambiente. Está basado
específicamente en el reencauche de las llantas y para esto realizó
varias investigaciones con las que demostró que las llantas
reencauchadas son las elegidas por la mayoría.
En Norteamérica para la mayoría de flotas, las llantas representan el
tercer ítem más grande en su presupuesto de operaciones, después
de los costos de combustible y mano de obra. Un bajo costo por
kilómetro es alcanzado con un buen programa de administración de
llantas que incluye el uso de reencauches de calidad.
El ingeniero Nicolás Moore, director nacional de producción de la
empresa Automundial, afirma que “el reencauche es utilizado en el
80% de aerolíneas en el mundo, el 90% de los vehículos de servicio
pesado y fuera de carretera, buses escolares y vehículos municipales,
vehículos militares y federales, incluyendo aquellos operados por el
servicio postal, flotas de camiones y vehículos de reparto de paquetes
nocturnos, carros de bomberos, y vehículos de emergencia, tractores
de granjas y otros equipos de agricultura”.
52
Moore cuenta que las llantas son básicamente productos petro-
químicos. Se consumen 22 galones de petróleo para fabricar una
llanta nueva de camión. La mayoría de ese petróleo se encuentra en la
carcasa, la cual es reutilizada durante el proceso de reencauche.
Como resultado, se consumen solamente 7 galones de petróleo para
reencauchar la misma llanta con igual duración.
RECUPERACION DE LLANTAS
Las llantas usadas se recuperan en los sitios de cambio de las llantas:
servitecas, talleres y estaciones de servicio, entre otros, desde donde
se comienza a comercializar el residuo a través de los diferentes
actores involucrados en la cadena de manejo.
Pero la recuperación de llantas trae también implicaciones en el medio
ambiente, las cuales están asociadas con la estética o impacto visual y
la salud ocupacional (deterioro del entorno, cenizas y escoria en las
aguas y en lugares no autorizados, plantas y animales en las zonas de
influencia). “El reencauche, por el contario, no trae implicaciones
ambientales representativas”, indica el ingeniero Moore.
El almacenamiento de llantas provoca también incendios y estas
partículas de humo, alteran el sistema respiratorio, producen

53
irritaciones y enfermedades en el sistema nervioso, y también causan
enfermedades cancerígenas.
Otra manera de reciclar el caucho de las llantas, es pulverizándolo, ya
que éste al ser pulverizado le proporciona al pavimento características
de flexibilidad y elasticidad que aumentan su vida útil por lo menos en
un 50% a un costo efectivo menor que el pavimento convencional. Por
esto se considera que es importante la utilización de la llanta usada
como materia prima para producción de pavimento asfáltico.
Los beneficios que trae el reencauche son muchos, sin embargo en
algunas regiones de Colombia, el mercado del reencauche es poco
comparado con otros países; en regiones como la Costa Norte y
Santander su utilización está entre un 4 y 5 %, en el occidente se
utiliza un 16% y ciudades como Medellín con un 25% y Bogotá con el
51% son las que registran mayor consumo en el mercado del
reencauche en Colombia.
BENEFICIOS DEL REENCAUCHE
Los beneficios del reencauche de llantas son diversos, entre ellos
podemos encontrar que el rendimiento kilométrico es similar a la llanta
nueva, menor costo por kilómetro, el costo de la llanta reencauchada
es entre el 30 y el 50% menos que la nueva, el reencauche se puede

54
hacer en diferentes diseños, sin tener en cuenta el diseño de la llanta
original; disminuye los desechos sólidos (impacto ambiental), y
contribuye al ahorro de energía, pues reencauchar conserva cientos
de millones de galones de petróleo cada año.
De acuerdo con la investigación realizada por la empresa Automundial
en Colombia, no se reencauchan llantas en un mayor número por los
siguientes factores:
Por desconocimiento del producto.
Por mal uso de la carcasa.
Por calidad de algunas carcasas que no dan reencauche, por su bajo
costo en una llanta nueva.
Por falta de un programa estructurado de cuidado de llantas.
Por no desmontar a tiempo las llantas para reencauche (no hay
normas que exijan el desmontar las llantas con un remanente de
caucho para no dañar la carcasa).
Por problemas mecánicos de los vehículos.
El mercado del reencauche en Colombia tiene un índice muy bajo
comparado con países de economías similares a la nuestra, y a pesar
de que cuenta con alrededor de 56 empresas que trabajan en la
industria del reencauche en todo el país, ésta operando su capacidad
instalada en sólo el 47.9%. “No obstante, las reencauchadoras en

55
nuestro país cuentan con la tecnología necesaria para hacer de éste
su mejor elección”, asegura Moore.
Hay una amplia variedad de usos y experiencias de éxito en el
reciclaje de llantas desechadas aparte del reencauche de éstas. Entre
ellas las más importantes son: uso para pisos y alfombras de
gimnasio, asfalto, durmientes de tren, auto partes, ordenadores de
transito, sub drenajes de autopistas, defensas para aplicaciones
marítimas y pistas de atletismo.
Estas opciones están siendo implementadas en muchos partes, con
excelentes resultados.
En este sentido, una experiencia exitosa es el programa de reciclado
de llantas en la provincia canadiense de Nueva Escocia, el cual trabaja
con todas las llantas que se desechan anualmente con un sistema
criogénico. “Ellos no envían ninguna llanta ni a rellenos sanitarios ni a
incineradores u hornos de cemento”, concluye Nicolás Moore.

56
RECOMENDACIONES
Conclusiones
- El índice de reencauchabilidad en el Ecuador en el año del 2011 es del
38% las estimaciones al 2015 es del 50%, lo que representa la
necesidad del usuario final en la opción del reencauche.
- El inconveniente principal del reencauche es la falta de neumáticos
aptos para el reencauche, sumado también la falta de cultura de
mantenimiento de los propietarios de vehículos para con sus
neumáticos.
- La importación de neumáticos en el año 2011 fue de 1774.255
unidades lo que representa un atractivo mercado para el proyecto.
- Podemos indicar que el universo de llantas reencauchables es de
6.797 por mes, de las cuales están explotadas 2.300 por las
diferentes empresas, por tanto sobran en el mercado 7.868 que no
son satisfechas.
- En conclusión podríamos mencionar que de las llantas insatisfechas
el 50% no se reencauchen por diferentes factores tales como que los
dueños de las unidades no deseen o no les guste el reencauche, nos
quedarían 3.398 llantas que serían captadas por nuestra planta, de

57
esta manera el proyecto sería factible y justificado en un período de
tiempo menor.
- La planta estará ubicada en el sector industrial.
- La planta ocupara una extensión de 2000 mts. de terreno con un área
de planta de 1300 mts.
- La capacidad instalada de la planta es 2.400 llantas reencauchadas,
pero la capacidad de producción inicial es 1.440 llantas
reencauchadas.
- El TIR según la marca de banda y según los escenarios es:
INDELBAN
Modelo Optimista: 15%
Modelo Medio: 18%
Modelo Pesimista: 31%
VIPAL
Modelo Optimista: 16.5%
Modelo Medio: 20%
Modelo Pesimista: 35.9%

58
Recomendaciones del Proyecto
- Tomando en consideración el incremento progresivo del parque
automotor es importante seguir evaluando el mercado y realizando
nuevos estudios e investigaciones de mercado; ya que nos permitirá
conocer cuáles son los hábitos de compra y consumo en especial con
los neumáticos que nos interesa en el estudio.
- Realizar un seguimiento constante a la competencia y sobre todo al
cambio de tecnología mundial, lo que permitirá estimar nuevas
inversiones para la innovación de equipos y procesos.
- Es necesario tomar en cuenta las normas de calidad y sobre todo las
normas de impacto ambiental, por cuanto son causales de eficiencia y
de cuidado al entorno ambiental.
- Establecer capacitación y culturización del cuidado de los neumáticos,
ya que el problema principal o cuello de botella en el proceso de
reencauche es la carencia de carcasas óptimas.
- Buscar nuevas alternativas de reutilización del caucho y así evitar la
contaminación ambiental; existen proyectos interesantes para la
reutilización del caucho como por ejemplo: en la industria de la
construcción para el aislamiento acústico, anti vibratorio y antisísmico;
59
para la fabricación de suelas y tapas de zapatos, como combustible
alterno, entre otros variados usos.
BIBLIOGRAFÍA
- Benítez Lizardo, (2003). Procesos de Reencauche, Lima (Perú)
- Europea Reencauchadora, (2007) Control de Procesos del
Reencauche de Llantas. Quito
- Renovallanta Superior, (2004). Manual del Proceso de Reencauche.
Quito.
- Icollantas, (2003). Proceso Productivo del Renovado de Llantas.
Bogotá.
- National Safety Council, Manual de Prevención de Accidentes para
Operaciones Industriales. Traducido del inglés por Diorki. 7ma ed.
España, Mapfre 1997, pp 1110 – 1349
- American Society of Heating Refrigeration and Air Conditioning
Engineers ASHRAE, Handbook of fundamentals, 1989. Estados
Unidos de América.
- Henry J. McDermontt. Handbook of Ventilation for Contaminant
Control. (2001). Estados Unidos de América. pp 2001. 209
- Aduana del ecuador. www.aduana.gov.ec







