

UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
Facultad Tecnológica
RECUPERACIÓN DE UN ENSAMBLE MECÁNICO POR
INGENIERÍA INVERSA MEDIANTE TÉCNICAS DE
DIGITALIZACIÓN.
Presentado por:
Camilo Andrés Barreto Amaya 20141374062
Cristian Camilo Rodríguez Castro 20142374046
Director: Ingeniero Víctor Ruiz Rosas
17 de septiembre de 2019

2
AGRADECIMIENTOS
Cristian Camilo Rodríguez Castro
Primero que todo agradezco a mis padres, por el apoyo, confianza y sacrificio al
momento de apoyarme en el transcurso de mi carrera y mi vida. También se le agradece al
docente Víctor Ruiz Rosas por el acompañamiento, paciencia y confianza a la hora de realizar
este proyecto. Por otra parte, gracias a ingeniero Leonardo Arbeláez de la empresa I3D que
fue quien realizo el primer escáner. También gracias al instructor Edgar Garzón quien nos
ayudó a contactar al ingeniero Danilo Sustachan de la empresa CIMEX S.A para obtención
del segundo escanear.
Camilo Andrés Barreto Amaya
Quiero agradecer a mi madre por el apoyo incondicional en esta etapa de mi vida, y
luego a mi compañera de vida, ya que ella ha sido parte importante en la realización de este
proyecto. Por último, al ingeniero Víctor Ruiz Rosas no solo por ser nuestro tutor en este
proyecto, sino que también por su gran labor como docente.

3
TABLA DE CONTENIDO
1. CAPITULO I
1.1. TABLAS Y FIGURAS……………………………………………….….5
1.2. INTRODUCCIÓN………………………………..……………………...7
1.3. JUSTIFICACIÓN………………………………………,………….........8
1.4. PLANTEAMIENTO DEL PROBLEMA……….…………..…….…......9
1.5. OBJETIVOS.….……………………………………………..…..............10
1.5.1. Objetivo general……..……………………………………….…....10
1.5.2. Objetivos específicos…………………………………….………..10
2. CAPITULO II
2.1. ESTADO DEL ARTE …………….…………………………...………..11
2.2. MARCO TEÓRICO…………….…………………………...……….….15
2.2.1. GPS como guía para la asignación de tolerancias…………….…...15
2.2.2. Tolerancias………………..………………………………….……24
2.2.3. Aplicación y uso de la Ingeniería Inversa……………...…..…..….25
2.2.4. Tipos de metrología Óptica.………………..…………………..….30
2.2.5. Procesos de Fabricación……………………..…………….……....32
3. CAPITULO III
3.1. DESARROLLO METODOLÓGICO……….………......……….…..........35
3.1.1. Fabricación de pieza base………………………………..……..…... 36
3.1.2. Recolección de información de pieza base………………...………...37
3.1.3. Asignación de tolerancias a partir del G.P.S………………...……….42
3.1.4. Fabricación del modelo con la información obtenida.…..…………...47
3.1.5. Obtención de la información de la segunda pieza …………………..50
3.1.6. Realización del comparativo de las mallas obtenidas……...…….......53

4
4. CAPÍTULO IV
4.1. RESULTADOS……………………………………………………..….…..56
4.2. ANÁLISIS DE RESULTADOS………….……………………...…...........59
4.3. CONCLUSIONES …………………………………………….……...........63
5. CAPÍTULO V
5.1. BIBLIOGRAFÍA………………………………………………........……...65
5.2. ANEXOS……………………………………………………..….……..…..67

5
CAPÍTULO I
1.1. TABLAS Y FIGURAS
Tabla 1. Esquema general norma ISO-GPS……………………………………………….18
Tabla 2. Estándares globales de norma ISO-GPS………………………………….………21
Tabla 3. Norma ISO 286-2………………………………………………………………….23
Diagrama 1.Diagrama de usos de la ingeniera inversa…………………………………….29
Diagrama 2. Esquema general del funcionamiento de un CNC……………………….……33
Figura 1. Ensamble base fabricado…………………………………………………….…...37
Figura 2. Nube de puntos mallada de pieza 1………………………………………….…...38
Figura 3. Nube de puntos mallada de pieza 2…………………………………………...….38
Figura 4. Nube de puntos ensamble mecánico. ……………………………………………..39
Figura 5. Pieza exportada al programa de diseño NX 12…………………………………..40
Figura 6. Zonas con disturbios encontrados en la pieza. …………………………………..40
Figura 7. Proceso de construccion de la malla para la generacion de archivo CAD………41
Figura 8. Malla cosida, resultado de proceso de digitalización……………………………42
Figura 9. Base inferior externa de la pieza…………………………………………………43
Figura 10. Base inferior externa de la pieza………………………………………………..44
Figura 11. Pieza restringiendo el ajuste del ensamble……………………………………..45
Figura 12. Pieza sin restricción total………………………………………………………45
Figura 13. Tolerancias restringiendo incertidumbre ………………………………………46
Figura 14. Tolerancias de forma complementarias………………………………………...47

6
Figura 15. Proceso de fabricación de pieza………………………………………………49
Figura 16. Proceso de fabricación…………………………………………………………49
Figura 17. Proceso de escaneado………………………………………………………….51
Figura 18. Base de mecanismo en el entorno de escaneo………………………………….52
Figura 19. Pre-alineación predeterminada por el software GOM Inspect………………….53
Figura 20. Inspección como base la malla…………………………………………………54
Figura 21. Diagrama cromático con etiquetas de los puntos de desviación……………….56
Figura 22. Diagrama cromático con etiquetas de la parte lateral derecha…………………57
Figura 23. Diagrama cromático con etiquetas de la parte lateral izquierda……………….57
Figura 24. Diagrama cromático con etiquetas de la parte frontal…………………………58
Figura 25. Diagrama cromático con etiquetas de la parte frontal…………………………58
Figura 26. Zona con alto nivel de desviación…………………………………………...…59
Figura 27. Posición de agujero de la pieza…………………………………………………61
Figura 28. Detalle de desviación de las piezas en su parte inferior………………………...62

7
1.2. INTRODUCCIÓN
Por medio de herramientas computacionales para la recuperación de información, se
busca analizar técnicas que permitan la reproducción de piezas y ensambles mecánicos con
el fin de que el mantenimiento de máquinas y mecanismos no se vea afectada por la
producción. En la actualidad, suelen ser cortos los ciclos de vida de muchas de las piezas,
mecanismos y ensambles, lo cual hace que el mantenimiento se realice con mayor frecuencia
y el tiempo de reparación se reduzca cada vez más, respondiendo a la necesidad de continuar
de manera incesante la producción. Además, muchas de las piezas no son normalizadas lo
que implica el desconocimiento de la información técnica de las mismas.
Mediante la técnica de escaneo, se pretende recoger la información necesaria para
obtener el archivo CAD del ensamble original que permita la creación de planos para la
fabricación de un segundo ensamble; con esto se espera obtener una pieza con características
geométricas y dimensionales similares a las de la pieza original que en caso tal de
intercambiar sus partes entre sí, no presente ningún tipo de conflicto.
Para la asignación de las diferentes tolerancias, se hará uso del sistema experto del
proyecto de investigación “Metodología para el despliegue a nivel táctico de las normas ISO
GPS en el proceso de diseño y desarrollo de productos de las empresas del sector
metalmecánico”, con el uso de este se pretende que funcione el mecanismo aún al
intercambiar sus elementos y no se vea afectada la funcionalidad del ensamble, donde lo
primordial es generar piezas versátiles que no tengan alta incertidumbre en sus tolerancias.

8
1.3. JUSTIFICACIÓN
La importancia de la recuperación de un ensamble mecánico por medio de la
ingeniería inversa, recae sobre la necesidad de rescatar una pieza de alguna máquina que
puede llegar a ser útil o necesaria, ya que los costos de compra de la totalidad del ensamble
terminan siendo tan altos que no satisfacen la necesidad de la producción.
En la actualidad, la recuperación de una pieza es realizada de manera artesanal, y no
se encuentra un proceso definido que permita controlar la desviación entre las piezas
generadas y la original. Aquí nace la necesidad de normas como la GPS que nos plantean
una serie de principios para regular y universalizar algunos parámetros. Con el avance
tecnológico surge una nueva oportunidad para dar un impulso a este tipo de ingeniería, esto
lo vemos reflejado en las nuevas tecnologías que se usan para la recuperación de información
mediante el escáner 3D.
En ese sentido se encamina la investigación en busca de hacer uso de estas normas y
tecnologías para tomar una alternativa adecuada a la hora de realizar la recuperación de una
pieza o ensamble mecánico.
9
1.4. PLANTEAMIENTO DEL PROBLEMA
En la actualidad, muchos de los diseños se desarrollan en diferentes programas, los
cuales posibilitan definir distintas y complejas geometrías, sin embargo, en la industria es
frecuente encontrar máquinas que contienen piezas no normalizadas, para las cuales se
dificulta su reparación o recambio, ya que los costos de recuperación y/o adquisición son
muy elevados con respecto al costo global de la máquina, lo que produce inhabilidad parcial
o total de los equipos, esto conlleva a trabajar en condiciones diferentes a las del diseño,
reduciendo significativamente su vida útil. Otra situación común suele presentarse cuando
para ciertas piezas críticas no se tiene una adecuada información técnica que incluya planos,
materiales, ajustes, acabados y procesos de manufactura, lo que dificulta su reparación y
reproducción.
Las técnicas basadas en la ingeniería inversa buscan definir la información de un
producto existente con el fin de reproducirlo o rediseñarlo. Así pues, las técnicas de
digitalización de partes reales mediante escaneo (scanner), abren una gran posibilidad de
realizar la recuperación o redefinición de información técnica de un producto mediante
software de diseño CAD y de análisis metrológico, sin embargo esto depende mucho de la
calidad de las máquinas con que se realice el escaneo. Esta estrategia basada en ingeniería
inversa, permite definir su geometría a partir de la digitalización de piezas o ensambles junto
con herramientas computacionales de diseño y análisis, que facilita la redefinición de la
información dimensional y de tolerancias para poder generar planos de fabricación, y
reproducir partes a costos razonables.
10
1.5. OBJETIVO GENERAL
Analizar mediante técnicas de verificación digital un ensamble mecánico construido a partir
de una estrategia de ingeniería inversa.
1.5.1. Objetivos Específicos:
1.5.1.1. Digitalizar un ensamble mecánico real del que no se conoce información técnica
del producto.
1.5.1.2. La asignación de dimensiones y tolerancias para el modelo digitalizado siguiendo
estrategias de asignación basadas en normas ISO-GPS.
1.5.1.3. Fabricar el modelo obtenido con la información generada.
1.5.1.4 . Analizar mediante técnicas de escaneo y software, el modelo obtenido y el
modelo original.
11
CAPÍTULO II
2.1. ESTADO DEL ARTE
El primer documento que se hace pertinente nombrar, se titula "desarrollo de una
metodología para la asignación de tolerancias en ensambles mecánicos para un proceso de
ingeniería inversa" De Fabián Niño y Lizeth Santander, el cual tiene gran importancia
debido a que profundiza en el análisis de tolerancias definiendo su utilidad de la siguiente
manera "tiene como función determinar la incidencia de las variaciones de cada una de las
asignaciones individuales sobre un conjunto mediante el uso de métodos que buscan
identificar las condiciones límites y optimizar los valores obtenidos para que el ensamble
cumpla con las condiciones de diseño" en este sentido, se debe procurar cumplir con las
condiciones establecidas en cada uno de los diseños y medidas para que no haya ningún
efecto indeseado en las tolerancias asignadas para cada una de las piezas, para ello son
utilizados distintos métodos, los cuales permiten solucionar distintos problemas que se
suelen presentar en la aplicación de procesos generales y específicos.
La ingeniería inversa es un proceso basado en el análisis y la recreación del diseño de
un producto, con el uso de piezas físicas como punto de partida. En el artículo de ingeniería
inversa por medio de escaneo láser; “Semi-Automactic Low cost 3D Laser scanning systems
for reverse enfineerring”1. Se muestra un análisis de los diversos procedimientos que se
1 L.M. Galantucci a, E. Piperi b, F. Lavecchiaa, A. Zhavo. (2015).Semi-automatic-Low-Cost-3D-Laser-Scanning-Systems-for-
Revers_2015_Procedia-C.en.es.

12
pueden realizar a la hora de escanear una pieza y cuáles son los principales parámetros, ya
que en este escrito se puede ver reflejado la ejecución paso a paso de la unión de un programa
de láser denominando “David-Lasercan” y una CNC de 4 ejes, los cuales hacen un híbrido
para formar el sistema de montaje y conformar un escenario donde serán analizados los
elementos para la obtención de su estructura de forma digital. La toma de estos datos debe
ser muy exacta, por ende, la debida calibración y el posicionamiento de láser con respecto de
la pieza; la cual debe tener unas características ópticas para que no afecte el proceso, además
de observar que el posicionamiento sea favorable y que no sobrepase los límites de
desplazamiento de la máquina.
Observando el artículo sobre el procedimiento para la obtención de una pieza perdida
de un vehículo por medio de ingeniería inversa; “Reverse Engineering of Parts with Optical
Scanning and Additive Manufacturing”2. Se puede analizar la forma de mallar un objeto y la
utilización de programas CAD (en este artículo se maneja solidworks) para verificar y
corregir fallos de las tomas de puntos por el escáner o láser; estos fallos se pueden ver más
notorios según el material de la pieza que se trabaja y por ende la cantidad de tomas en
diversas posiciones para verificar la semejanza con el modelo original. Se puede analizar
también la importancia de los tiempos y costo de producción que esto conlleva del molde de
trabajó en dicho artículo, ya que la producción es más conveniente en masa para ahorrar
costos y tiempos.
2 Matej Paulic, Tomaz Irgolic, Joze Balic, Franc Cus, Andrej Cupar, Tomaz Brajlih, Igor Drstvensek. (2014).Reverse-Engineering-Based-
Methodology-for-Modelling-Cu_2015_Procedia-Enginee.en.es

13
El artículo de ingeniería inversa “Reverse Engineering for the Rotor Blades of a
Horizontal Axis Micro-hydrokinetic Turbine”3, en el qué se rediseñó una hélice rota por
medio de CAD, lo cual implicó realizar mejoras y una reconstrucción del modelo de la pieza
averiada; esto también afectó positivamente en el rendimiento de dicho elemento y demostró
así los beneficios de los programas de diseño, ya que al momento de rediseñar estas piezas
y simularlas en un programas de diseño antes de realizar su fabricación ayuda a prevenir una
mala inversión en el prototipo real, por ejemplo en el análisis de la hélice se usa CATIA; se
obtuvo un producto mejorado y sin tener diversos prototipos, solo con el análisis numérico y
el escaneo de la pieza obsoleta.
Los análisis arrojados por un láser en el artículo “Reverse analysis of scan strategies
for Controlled 3D Laser forning of sheet metal”4; de la facultad de ingeniería de Liverpool,
muestra dos características importantes; la primordial, la obtención del mallado o escaneado,
donde se hace la comparación de un escáner 3D y los rayos bidimensionales, los cuales
presentan errores a la hora de tener estructuras complejas como casquetes o curvaturas con
irregularidades. El segundo punto interesante en este artículo es el FEM (análisis por
elementos finitos), el cual se puede encontrar en programas CAD como por ejemplo NX y
en este se puede simular el comportamiento de un modelo expuesto a cargas, temperatura,
conductividad, etc. Por lo tanto, se puede analizar un prototipo antes de llevarlo a la zona de
3 Adrián Ciocănea, Sergiu Nicolaie, Corina Alice Băbuţanu (2017). Reverse Engineering for the Rotor Blades of a Horizontal Axis
Micro-hydrokinetic Turbine
4 H.Gao, G. Sheikholslani, G. Derarden, S. P. Edwardson. (2017). Reverse analysis of scan strategies for Controlled 3D Laser forning of
sheet metal

14
fabricación, o como en el caso de este artículo se buscan diversas maneras de diseño para
observar cual es la más factible y eficiente.

15
2.2. MARCO TEÓRICO
2.2.1. Normas ISO GPS
Las normas ISO-GPS fueron publicadas por la Organización Internacional de
Normalización con el fin de globalizar y comunicar los requisitos geométricos para ser
aplicados en todo tipo de dibujos técnicos.
Con ello, se busca detener la subjetividad que se puede llegar a presentar en las
interpretaciones de los mismos, puesto que es común encontrar errores en su lectura. Como
objetivo pretende conseguir que sus términos sean interpretados con un solo significado,
evitando la ambigüedad que se puede llegar a presentar en estos casos con los requisitos
funcionales de las piezas, para conseguir de este modo, el funcionamiento correcto del
producto. Las especificaciones geométricas definen sobre un plano de fabricación, la
geometría, características y dimensiones de la pieza, con el fin de asegurar su
funcionamiento, y así mismo, establecer la variación permitida.
El éxito que puede llegar a tener la correcta aplicación de estas normas, recae en el
progreso que obtienen las empresas en el campo del dibujo, obteniendo productos funcionales
y de mejor calidad que los que se encuentran en el mercado actualmente, así mismo, logra
reducir el costo al mejorar la aplicación de las tolerancias dimensionales.

16
La norma ISO GPS (Geometrical product specifications) tiene como fin reglamentar las
mediciones y las exigencias de tolerancia, donde éstas sean más precisas y manejables al
alcance de cualquier persona que haga parte del proceso de diseño de piezas, ya que los
planos de las diferentes partes dejan un amplio rango de incertidumbre en los cuales se
obtienen piezas funcionales pero no adecuadas para su futuro mecanismo, por lo cual, se
pueden llegar a presentar fallas a largo plazo que afecten la funcionalidad de la máquina. “Un
dibujo tolerado con GPS está bien preparado para la fabricación externa sin importar en
qué parte del mundo tenga lugar la fabricación y el idioma que hable el fabricante”5.
Una pieza se define a partir del material del cual está compuesto y sus características
geométricas como se expresa en las normas GPS, así pues, esta herramienta que no es menos
que un compendio de las normas ISO con unas principios y estándares para regular las
mismas, pretende dar una herramienta eficaz tanto al diseñador como al operario que la
fábrica y al inspector de calidad, para que no haya ambigüedades a la hora de la realización
de una pieza.
Las especificaciones geométricas definen sobre un plano de fabricación, la geometría,
características y dimensiones de la pieza, con el fin de asegurar su funcionamiento, así
mismo, establece la variación permitida.
5 Nielsen, H. S. (2012). The Iso Geometrical Product Specifications Handbook. Enero 2012. P. 15

17
“Las propiedades funcionales de un componente están controladas por las
características del material del componente y sus características geométricas”6. Las
especificaciones del producto geométrico, GPS, pueden controlar las características
geométricas del componente. El diseñador usa los requisitos de GPS para controlar la función
del mismo.
“Todas las especificaciones de la norma GPS se expresarán en el dibujo, y la
realización de las especificaciones GPS es independiente de las especificaciones. Los
componentes consisten en funciones GPS. La subdivisión del componente en
características tiene lugar a lo largo de los límites naturales entre las características.
Las especificaciones GPS expresan requisitos para características individuales,
grupos de características o para relaciones entre características”7.
A continuación, se proporciona la tabla general de normas GPS en Tabla 1, del año
2005, esto con el fin de evidenciar el avance y el cambio que se han venido presentando
desde su última actualización. Esta matriz GPS la establece la norma ISO / TR 14638, la cual
presenta la norma global que permite reglamentar cualquier procedimiento básico para el
establecimiento de tolerancias.
6 Nielsen, H. S. (2012). The Iso Geometrical Product Specifications Handbook. Enero 2012. P.25
7 Ibíd.,P. 28

18
Tabla 1. Esquema general norma ISO-GPS
Artículo ISO de tolerancias y ajuste de la Asociación Española de Normalización y Certificación.
Esta matriz recoge la normativa con su respectiva clasificación, permitiendo el acceso
a una información clara y concisa, sin embargo, ya se contaba con el organismo internacional
de normalización (ISO) el cual nació en el año 1947 con la finalidad de ofrecer unos criterios
de homogeneización útiles para empresas u organizaciones para que a través de estos
estándares lograran una elaboración a menor costo gracias a su mayor calidad y
productividad. Se cuentan con una serie de normas que fueron actualizadas, por ello, en el
19
año 2010, se publican las nuevas normas UNE EN ISO 286-1 y UNE EN ISO 286-2 que
“recogen toda la información necesaria para el buen uso y aplicación de las calidades e
intervalos de tolerancias dimensionales en las cotas de piezas” como se afirma el texto
“nueva normativa sobre tolerancias dimensionales, un diseño nuevo”8.
No obstante, se establecen los estándares más básicos y fundamentales a la hora de
ser aplicados. Uno de los estándares GPS principal es el ISO / TR 14638 con el nombre
Master plan, en su segunda edición se desarrolla otro estándar básico ISO 8015 que
corresponde al sucesor de la misma versión del año 1985, la cual no era considerada
fundamental.
Por ello, se encuentra que las normas ISO son actualizadas constantemente debido a
la necesidad de establecer parámetros globales, pero a la vez específicos que no siempre
funcionan debido a la existencia de la gran variedad de productos los cuales no siempre
cuentan con las mismas características, por lo tanto, los principios básicos de jerarquía en
estándares GPS se hacen pertinentes para algunos tipos de aplicación; allí encontramos que
se organizan de la siguiente manera:
1. Estándares fundamentales de GPS
2. Estándares globales de GPS
8 Martínez, Á. d. (2011). Nueva Normativa Sobre Tolerancias y Dimensiones. Anales de Mecánica y Electricidad, 41.
20
3. Normas generales de GPS
4. Estándares GPS complementarios
Posterior a los estándares fundamentales, se encuentran los estándares globales, en
los cuales, según el autor, “contienen reglas globales sobre cómo deben interpretarse las
tolerancias, así como sobre todo el universo conceptual que forma la base del sistema GPS
y la tolerancia del GPS”9. En la Tabla 2, se evidencian los estándares globales GPS.
9 Nielsen, H. S. (2012). The Iso Geometrical Product Specifications Handbook. Enero 2012. P.35

21
Tabla 2. Estándares globales de norma ISO-GPS
Guía ISO / IEC
98-3
Incertidumbre de medición – Guía para la expresión de incertidumbre de la
medición (GUM)
GUÍA ISO / IEC
99
Vocabulario internacional de metrología – conceptos básicos y generales y
términos asociados (VIM)
ISO 1 Temperatura de referencia estándar para la especificación y verificación del
producto geométrico.
ISO 10579 Acotación y tolerancia – Piezas no rígidas.
LA SERIE ISO
14253
Inspección por medición de piezas de trabajo y equipos de medición.
LA SERIE ISO
14660
Características geométricas
LA SERIE ISO
16610
Filtración.
ISO 17450-1 Modelo para la especificación y verificación geométrica.
ISO 17450-2 Principios básicos, especificaciones, operadores e incertidumbres.
Tabla elaborada con la información de Nielsen, The Iso Geometrical Product Specifications
Handbook, (ENE.2012); P. 30-31.

22
Así mismo, encontramos otros principios que se acomodan a necesidades específicas.
Estos principios son: principio de dibujo definitivo, principio de característica, principio de
independencia, principio decimal, principio por defecto, principio de condición de referencia,
principio pieza de trabajo rígida, principio de control funcional, principio de especificación
general y principio de responsabilidad.
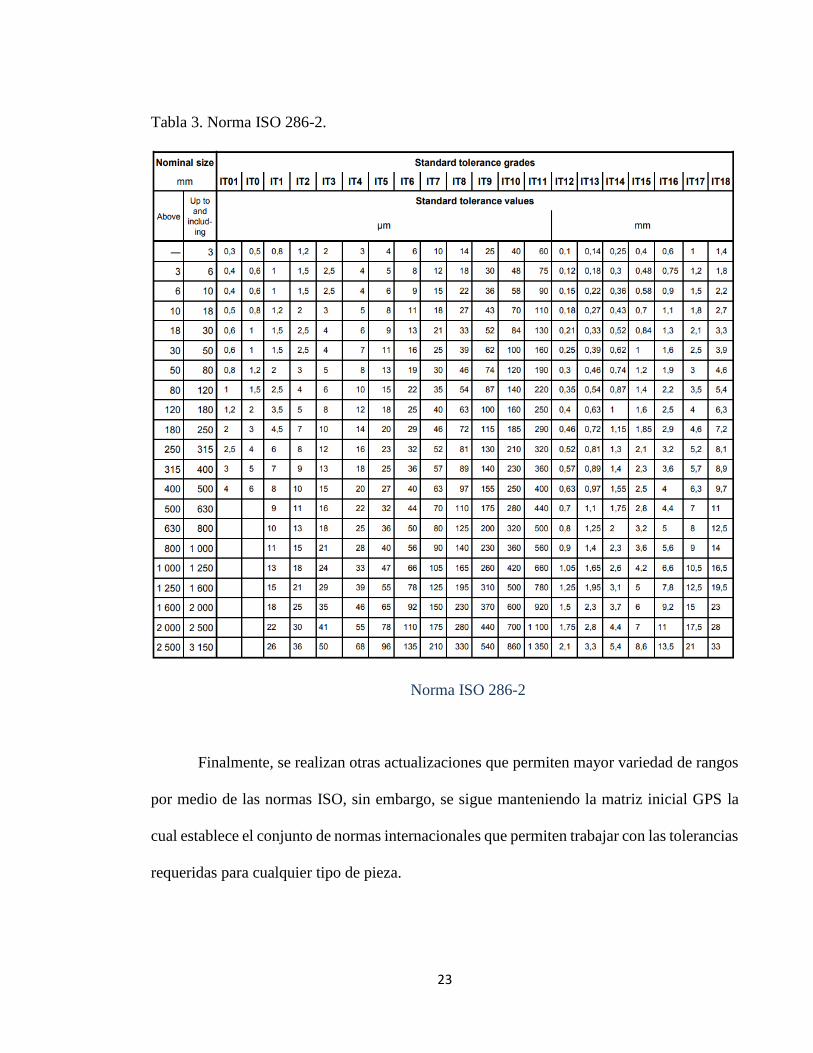
Por último, se realizan otras actualizaciones que permiten mayor variedad de rangos
por medio de las matriz GPS la cual establece la norma ISO / TR 14638, que establece el
conjunto de normas internacionales que permiten trabajar con las tolerancias requeridas para
cualquier tipo de pieza., sin embargo, esta norma se queda corta a la hora de describir la
calidad de la pieza como lo menciona Nielsen “Las tolerancias dimensionales tienen en
cuenta la calidad de la pieza. La calidad o índice de calidad es un conjunto de tolerancias
que se corresponde con un mismo grado de precisión para cualquier grupo de diámetros.
Cuanto mayor sea la calidad de la pieza, menor será la tolerancia.”10. Así pues, la
importancia de la norma ISO 286-2 del 2010 en la cual recaen las especificaciones generales
y la definición de las calidades según sea deseado, dejando de lado normas específicas como
la ISO 14253-1; Esta segunda norma igualmente se podrá usar cuando se desee ser más
detallado a la hora describir el producto. La Tabla 3 muestra en resumen la norma ISO 286-
2.
10 Nielsen, H. S. (2012). The Iso Geometrical Product Specifications Handbook. Enero 2012. P.37
23
Tabla 3. Norma ISO 286-2.
Norma ISO 286-2
Finalmente, se realizan otras actualizaciones que permiten mayor variedad de rangos
por medio de las normas ISO, sin embargo, se sigue manteniendo la matriz inicial GPS la
cual establece el conjunto de normas internacionales que permiten trabajar con las tolerancias
requeridas para cualquier tipo de pieza.
24
2.2.2. Tolerancias
Una tolerancia o ajuste se define como el margen de medida que una pieza tiene para
que sea fiel al diseño, así pues, podemos definir diferentes tipos de tolerancias y diferentes
maneras de asignarlas.
Las tolerancias pues, juegan un papel importante por no decir crucial a la hora de
realizar ensambles mecánicos, sin embargo, es importante definir tres tipos de tamaños para
así poder realizar correctamente la asignación de las tolerancias. Primero tenemos el tamaño
máximo inscrito que nos define en el caso de un eje el diámetro máximo para que pueda
caber en un agujero. Tamaño de mínimo circunscrito en este punto se define al agujero y su
mínimo sería el diámetro más pequeño que este tenga para que queda el eje. Por último,
tenemos el tamaño de mínimos cuadrados que no es más que la media de tamaño máximo y
tamaño mínimo.
En los procedimientos de elaboración de piezas, la imprecisión es ineludible, por ello,
surge la necesidad de crear un sistema de ajustes y tolerancias. “Se ha observado en efecto,
que para asegurar correctamente una función es suficiente con que las medidas de una pieza
dada se sitúen en el interior de dos límites que definan la variación dimensional admisible
en fabricación, lo que se denomina ‘tolerancia’”11.
11 Asociación Española de Normalización y Certificación. (1996). Norma Española ISO 286-2. España: AENOR.

25
“De la misma manera para obtener un ajuste dado entre dos piezas, es necesario un
cierto margen, bien sea en más o bien sea en menos, con respecto a las medidas
nominales de las piezas a ensamblar, para obtener el juego o el aprieto requerido, lo
que se denomina ‘desviación’. Con la evolución de la industria y los intercambios
internacionales, es necesario poner a punto un sistema formalizado de tolerancias y
ajustes, primero a nivel industrial, después a nivel nacional y posteriormente a nivel
internacional”12.
Principalmente, se quiere implementar un lenguaje moderno y práctico a la hora de
leer planos, esto con el fin de obtener una mayor estandarización del producto donde no se
presenten inconvenientes a la hora de acoplar piezas que provengan de diversos proveedores.
También, se busca disminuir costos en mediciones y procesos por medio de la identificación
y análisis del plano diligenciado con esta norma, así pues, planos complejos con esta guía se
volverán más entendibles y manejables.
2.2.3. Ingeniería inversa
La ingeniería inversa ha sido ejercida por el hombre a lo largo de la historia, sin
embargo, el término fue implantado en la segunda guerra mundial al ser incautados artefactos
que eran encontrados en los conflictos bélicos, por lo que nacía la necesidad de estudiarlos
12 Asociación Española de Normalización y Certificación. (1996). Norma Española ISO 286-2. España: AENOR./ Asocioación Española
de Normalización y Certificación. (1996). Sistema ISO de tolerancias y ajustes. Parte 2: Tablas de los grados de tolerancia normalizados y
de las desviaciones límite de los agujeros y de los ejes. Madrid, España: Aenor.

26
para analizar su función y su estructura. Con base en el resultado, procedían a mejorar sus
propios artefactos. Por ello, se debían seguir algunos pasos para poder desarrollar la
ingeniería inversa, uno de ellos, consistía en la observación del producto para captar detalles
importantes que se podían asimilar a simple vista, posterior a ello procedían a elaborar una
hipótesis que pudiesen desarrollar y así mismo realizar su respectiva verificación. Con el
paso del tiempo, se han venido implementando nuevas herramientas tecnológicas que
permiten avanzar en el estudio de este tipo de ingeniería para ser aplicado a cualquier objeto.
Como se menciona en el trabajo de investigación de la Universidad de Piura, la
ingeniería inversa nace “como una tecnología basada en la búsqueda de las características
detalladas de un elemento o producto terminado utilizando un método de análisis
regresivo”13. Esto, en síntesis, nos muestra la teoría básica de la que parte la ingeniería
inversa la cual hace referencia al inicio de ese mismo texto “búsqueda-adaptación-
aplicación”. Así pues, podemos definir que la ingeniería inversa nace como una necesidad de
búsqueda y adaptación para ser aplicado a algo totalmente distinto. El principal problema de
este principio nace de su misma necesidad, ya que, aunque se usa para avanzar
tecnológicamente mediante el análisis y reproducción de mecanismos, se necesita tecnología
avanzada para poder obtener los resultados esperados.
13 Universidad de Piura. (s.f.). Obtenido de http://www.biblioteca.udep.edu.pe/BibVirUDEP/tesis/pdf/1_376_251_526_5157.pdf
27
En muchos casos, la ingeniería inversa busca la innovación de productos por medio
de la reelaboración de sus piezas, que, si bien son funcionales, carecen de vigencia debido al
gran avance tecnológico que existe en la actualidad, por ello se presenta la necesidad de
recuperar una parte del producto y recrear el restante con el fin de producir nuevas unidades.
Esto, teniendo en cuenta que la mayoría de producción no nace propiamente, sino que se
encuentra basada en algún objeto ya existente, por lo cual se hace necesario encontrar nuevas
formas de uso de un mismo producto. En otros casos la industria también usa la ingeniería
inversa para la recuperación de partes que se han dañado, y que gracias a sus características
geométricas no es posible reconstruirlas sin hacer uso de esta técnica.
En la incesante búsqueda de la mejora de procesos y análisis de mecanismos la
ingeniería ha encontrado en la Ingeniería inversa una ayuda vital para la realización de los
mismos. Como lo menciona Daniel Andrés Arboleda Acosta y Juan Esteban Soto Oviedo en
su trabajo “ingeniería inversa, desarrollo tecnológico y construcción del conjunto corona-eje
para un reductor de tornillo sin fin”, “El estudio de la ingeniería inversa como un método de
investigación se realiza con más frecuencia que la investigación propia, convirtiéndose en
una tarea cotidiana para muchas industrias”14. Esto ha llevado a que se busquen nuevas y
mejores maneras para llevar a cabo el proceso, y gracias al avance tecnológico del último
siglo este ha tomado un gran impulso.
14 Acosta, D. A. (2016). INGENIERÍA INVERSA, DESARROLLO TECNOLÓGICO Y CONSTRUCCIÓN DEL CONJUNTO
CORONA-EJE PARA UN REDUCTOR DE TORNILLO SIN FIN. Pereira, Colombia.

28
“La ingeniería inversa es un proceso basado en el análisis y la recreación del diseño
de un producto, con el uso de piezas físicas como punto de partida. Durante el
proceso de diseño de nuevos productos, se crean modelos en arcilla y diferentes tipos
de prototipos, a efectos de probar, evaluar y validar el diseño conceptual. Dicho
proceso con frecuencia es iterativo e involucra varias modificaciones del diseño
original. Por esta razón, la ingeniería inversa puede ser una valiosa solución para
extraer las dimensiones de modelos hechos a mano, modelos de arcilla y prototipos,
en particular los de formas libres. También se puede capturar la geometría 3D de
objetos existentes para incorporar algunas de sus características en el diseño del
nuevo producto. Además, una solución basada en barridos 3D también puede
convertirse en una poderosa herramienta para conservar el registro y archivar las
distintas iteraciones del diseño”15.
La ingeniería inversa tiene un gran campo de aplicación en el que se encuentran
industrias automotrices, de manufactura, aéreas entre otras, así como lo evidencia su autor al
afirmar que “Tiene una amplia gama de aplicaciones, incluyendo la mejora del producto y
la reconstrucción, el aumento de diseño y muchos otros”16. Así mismo, en el mercado se
encuentra gran variabilidad de software 3D que permiten generar un archivo CAD el cual
arroja una serie de datos que pueden ser modificados para realizar operaciones adicionales.
15 METEK. (s.f.). CREAFORM. Obtenido de https://www.creaform3d.com/es/aplicaciones/productos-para-el-consumidor/ingenieria-
inversa-y-diseno-de-nuevos-productos 16 Artec3D. (s.f.). Aplicaciones de escaneo 3D de Artec en ingeniería inversa. Obtenido de https://www.artec3d.com/es/cases/reverse-
engineering
29
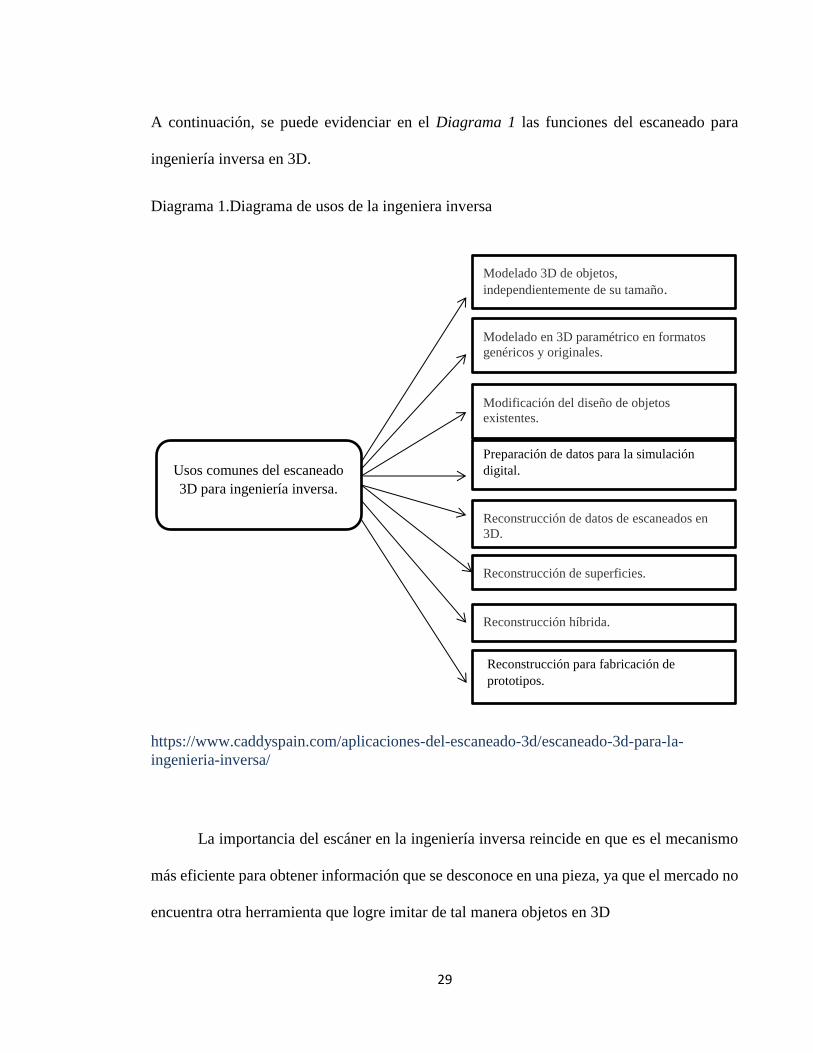
A continuación, se puede evidenciar en el Diagrama 1 las funciones del escaneado para
ingeniería inversa en 3D.
Diagrama 1.Diagrama de usos de la ingeniera inversa
https://www.caddyspain.com/aplicaciones-del-escaneado-3d/escaneado-3d-para-la-
ingenieria-inversa/
La importancia del escáner en la ingeniería inversa reincide en que es el mecanismo
más eficiente para obtener información que se desconoce en una pieza, ya que el mercado no
encuentra otra herramienta que logre imitar de tal manera objetos en 3D
Usos comunes del escaneado
3D para ingeniería inversa.
Modelado 3D de objetos,
independientemente de su tamaño.
Modelado en 3D paramétrico en formatos
genéricos y originales.
Modificación del diseño de objetos
existentes.
Preparación de datos para la simulación
digital.
Reconstrucción de datos de escaneados en
3D.
Reconstrucción de superficies.
Reconstrucción híbrida.
Reconstrucción para fabricación de
prototipos.
30
En el proyecto “desarrollo de una metodología para la asignación de tolerancias en
ensambles mecánicos para un proceso de ingeniería inversa” de Fabián Niño y Lizeth
Santander, no se trabajó para la recuperación de una pieza, sino que se enfocó en trazar una
metodología para la asignación de tolerancias de un proceso de ingeniería inversa. En ello,
se hace importante rescatar el proceso de fabricación de las piezas y el uso de los escáneres
3D, ya que, como los mencionábamos anteriormente, gracias al avance tecnológico nos
permite digitalizar sólidos para poder trabajar con ellos, así mismo permite cambiar su
geometría, cambiar su diseño y mejorarlo. En el proyecto tiene como finalidad la asignación
de tolerancia, parte vital al momento de llevar a cabo la recuperación de una pieza ya que sin
ellas el proceso de fabricación podría llegar a ambigüedades que permitan, faciliten la perdida
de ajustes entre piezas de un ensamble mecánico.
2.2.4. Técnicas de metrología óptica
Un escáner 3D es un dispositivo que sirve para la conversión de un objeto real en
forma digital, el trabajo del escáner consiste en detectar la pieza y recopilar información
sobre su forma y dimensión. En algunos casos la tecnología llega a ser más avanzada, lo cual
permite registrar datos más específicos, como lo es color del objeto y características de
textura del mismo. Estos datos están compuestos por una nube de puntos la cual es el reflejo
de un conjunto de rayos luminosos, en el caso de los escáneres basados en técnicas sin
contacto, provenientes del escáner. Estos puntos definen la geometría de la pieza, y en
31
ocasiones según la calidad del escáner y la cercanía entre los puntos llega incluso a definir
su color.
Actualmente existen dos técnicas principales para la recopilación de información, la
primera es la técnica de contacto y la segunda es la técnica sin contacto. En esta primera se
pueden encontrar los brazos robóticos y las máquinas de medición por coordenadas CMM.
Los brazos robóticos logran a partir del tacto reproducir una pieza basándose en el mismo
concepto que aplica un pantógrafo, el cual era usado en la antigüedad para reproducir una
forma mediante un mecanismo pivote, así mismo la máquina de medición CMM logra
mediante un equipo electrónico recorrer el objeto para adquirir sus respectivos datos que
mediante un software especializado logra obtener las dimensiones del mismo.
En la técnica sin contacto, se encuentran tres maneras diferentes, las cuales se
diferencian según sus usos, la acústica es usada para buscar daños en grandes estructuras por
medio de señales sonoras; los escáneres magnéticos son usados especialmente en el campo
de la medicina, como lo son los equipos con los que se realizan las resonancias magnéticas y
los rayos x, los cuales tienen como finalidad detectar las condiciones de tejidos, huesos y
músculos al interior de un ser humano; los métodos ópticos se dividen en ocho categorías
generales, las cuales son: triangulación, oscilación de puntos, rango de textura, estéreo
escaneo, interferómetro, iluminación estructurada, análisis de imagen y rango de foco.
Una de las técnicas más usada para recopilar información mediante un escáner que
no tiene contacto con su remitente es el escáner de luz estructurada, se basa en la proyección
32
sobre un objeto de franjas blancas y negras secuenciadas mediante un emisor de luz, luego
procede a la obtención de las imágenes sobre la superficie del objeto mediante una cámara ,
más adelante se inicia el análisis de la deformación sufrida por las franjas de luz al ser
proyectadas sobre el objeto, así pues se obtiene la posición de los puntos.
En herramientas tecnológicas, uno de los mayores aliados para obtener una fiel
representación de una pieza suele ser el escáner 3D, esto debido a que ayuda a obtener
información de cualquier tipo de ensamble, mecanismo o partes de ellos. No obstante, se
debe contar con un software de alta tecnología, de lo contrario puede verse afectada la
precisión del objeto al no poderlo reproducir de manera correcta.
2.2.5. Procesos de fabricación
Para el análisis de las nubes de puntos y las reconstrucciones de las mismas se usan
programas que mediante el mallado, que no es más que la unión de los puntos obtenidos,
razón por la cual es importante la cantidad de puntos; pues entre más puntos sean obtenidos
y las distancia entre ellos sea menor mucho mejor será la calidad de la malla, obtienen un
modelo 3D mayormente conocido como archivo CAD
La calidad de la pieza entonces no dependerá solo del escáner, sino que también del
proceso de mallado, ya que la experticia de la persona y la calidad del programa para la
realización del cosido (herramienta en el programa CAD que une las superficies hechas sobre
la malla de puntos) juegan en un papel importante en la digitalización de la información de
la pieza en mención. Entonces en su tercer paso para la realización de la ingeniería inversa,

33
teniendo que buscar la mejor manera para la fabricación; las impresoras 3D ofrecen una
herramienta fácil y rápida que mediante las tecnologías aditivas comprenden una manera
distinta a la hora de realizar mecanizados difíciles; por otro tenemos la fabricación mediante
un CNC mayormente conocido como máquina de “control numérico computarizado” en el
cual incertidumbre de fabricación se reduce considerablemente. En el Diagrama 2 se puede
evidenciar el funcionamiento de un CNC.
Diagrama 2. Esquema general del funcionamiento de un CNC
https://www.demaquinasyherramientas.com/mecanizado/introduccion-a-la-tecnologia-cnc.
Esta máquina es utilizada por medio de un computador que recibe todas las órdenes
que se le proporcionan para que realice. Un CNC funciona mediante un código G y existen
muchos tipos de CNC, como lo son tornos CNC, fresadoras CNC Y centros de mecanizados
34
CNC. La diferencia radica en la cantidad de ejes que se manejan. Estos equipos cuentan con
alta tecnología, por lo que se procede a trabajar con un CNC de cuatro ejes, teniendo en
cuenta el presupuesto disponible y la calidad de la máquina, ya que estos funcionan mediante
un software que se programa y permite llevar a cabo mecanizados utilizando de manera
simultánea sus cuatro ejes. Esto es monitoreado por medio del computador para que se
posibilite el control de sus movimientos y se logre una pieza que cuente con la exactitud
necesaria.
Las tecnologías aditivas también resultan importantes, ya que ha aumentado la
frecuencia de su uso gracias a que funciona en el proceso de recuperación de una pieza.
Cuentan con grandes ventajas, como indica la empresa Grumeber en su explicación sobre la
fabricación aditiva “reduce los procesos de producción de piezas llegando hasta un 90%
más rápido. Otro punto a favor es que solo se utiliza el material necesario para la pieza, no
generando desechos como en tornería o descole-taje de piezas industriales. Gracias a esto,
las piezas tienen un coste menor y se es más sostenible con el medio ambiente” 17
17 Grumeber, Obtenido de grumeber.com.co

35
CAPÍTULO III
3.1 . DESARROLLO METODOLÓGIO
En un primer momento se inicia desarrollando el tema a trabajar para poder realizar una
inmersión de la temática, pretendiendo así lograr el mayor acceso a información necesaria
que permita una inmersión en los conceptos necesarios con el fin de establecer los
antecedentes, logrando de esta manera completar la fase documental.
En un segundo momento se plantea la fase metodológica la cual contempla los pasos a
seguir para realizar el estudio de la pieza. Los pasos son los siguientes:
a) Recopilar información del primer ensamble para lograr la realización del segundo
ensamble.
b) Elegir un ensamble mecánico para el desarrollo del proyecto que contara con
geometrías sencillas para que las desviaciones fueran mínimas.
c) Diseñar planos de fabricación de un segundo ensamble mediante la asignación de
tolerancias por medio de normas GPS.
d) Elegir proceso de fabricación.
e) Digitalizar la información del segundo ensamble
f) Por medio de un programa de inspección realizar la verificación de la información
obtenida en el primer y segundo ensamble.
g) Analizar los resultados.

36
3.1.1. Fabricación de pieza base
Se elige un ejemplo contemplado en libro “The ISO Geometrical Product
Specifications Handbook”, este ensamble es simplificado para que al momento de realizar el
proceso de ingeniería inversa las tolerancias de las piezas se puedan manejar y lectura del
plano sea más claro.
Para el eje se eliminaron los agujeros y se simplificaron las geometrías, por otro lado,
para la base de este ensamble fue fabricada mediante la unión de tres piezas, ya que no se
contó con el centro de mecanizado en la Facultad Tecnológica de la Universidad Distrital,
debido a que no cuenta con las herramientas necesarias para la fabricación de la propuesta,
por otro lado al momento de la realización de esta primera parte del proyecto el presupuesto
limitado nos limitó las posibilidades de elegir el método de fabricación. Así pues, con las
condiciones dadas se definió un proceso de fabricación mediante el uso de un torno y una
fresa. En la Figura 1 se puede observar la pieza obtenida.
37
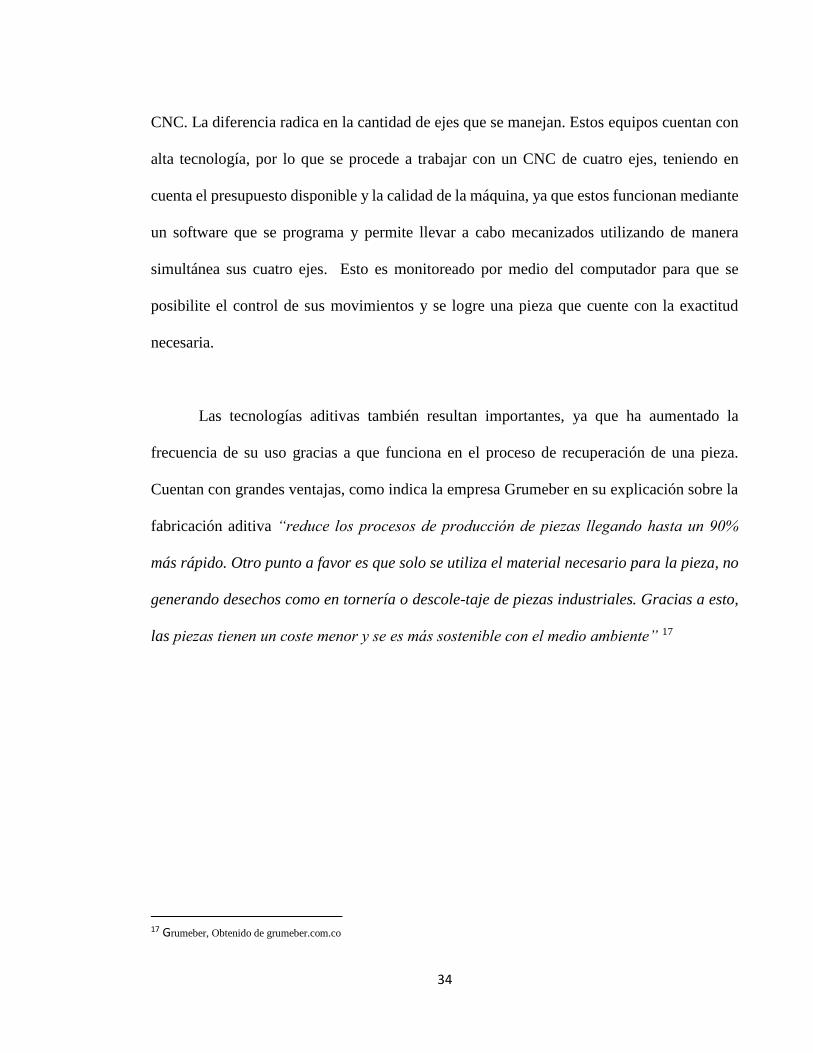
Figura 1. Ensamble base fabricado
Fuente, el autor.
3.1.2. Recolección de información
Gracias a un convenio con la empresa I3D en Medellín, Colombia; se procede a la
realización del escaneo de las primeras piezas con el equipo ATOS CORE con el cual, el
Ingeniero Leonardo Arbeláez procede hacer el levantamiento de la información, obteniendo
un archivo STL (standard triangule lenguaje) de las dos piezas, en la Figura 2 se observa el
eje, en la Figura 3 la base y en la Figura 4 el ensamble de las anteriores piezas
mencionadas.

38
Figura 2. Nube de puntos mallada de pieza 1
Fuente, el autor.
Figura 3. Nube de puntos mallada de pieza 2
Fuente, el autor.
39
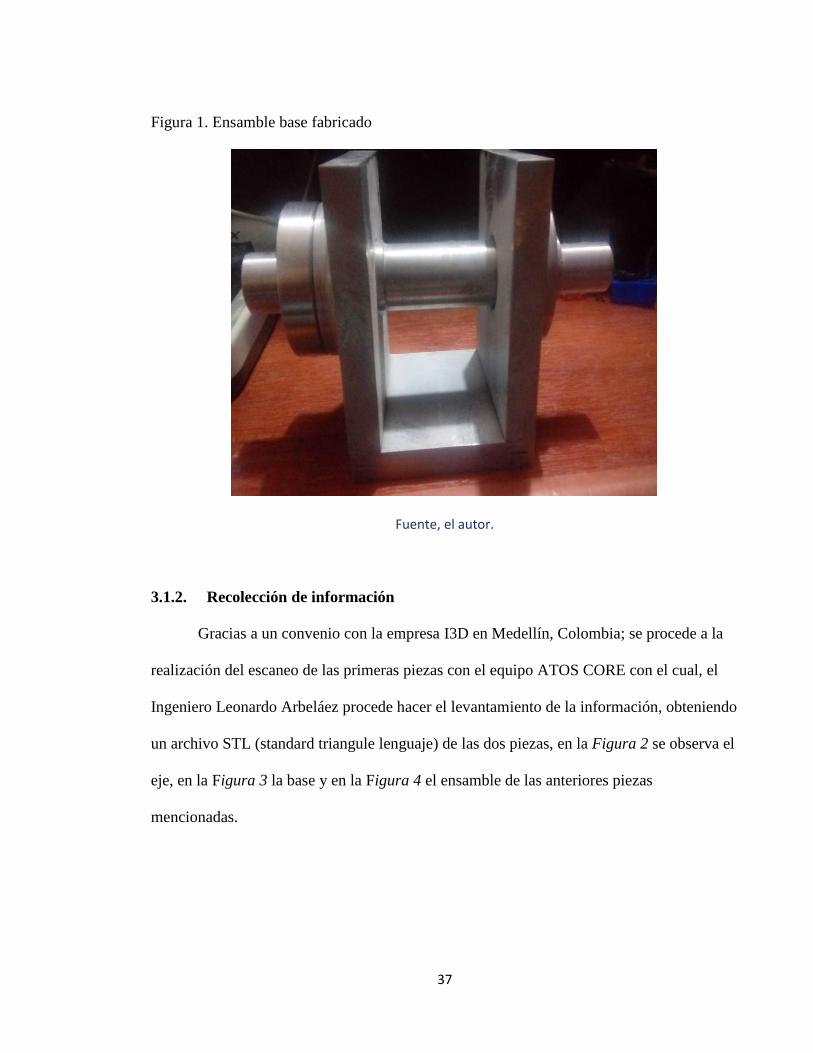
Figura 4. Nube de puntos ensamble mecánico
Fuente, el autor.
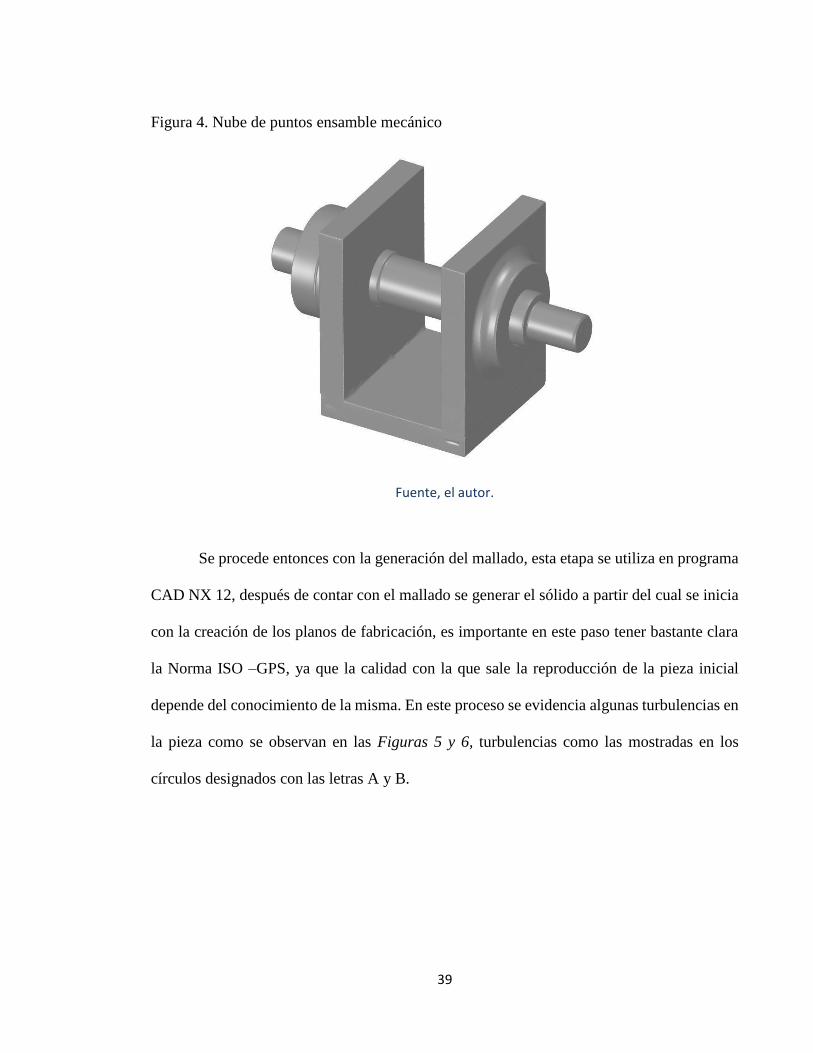
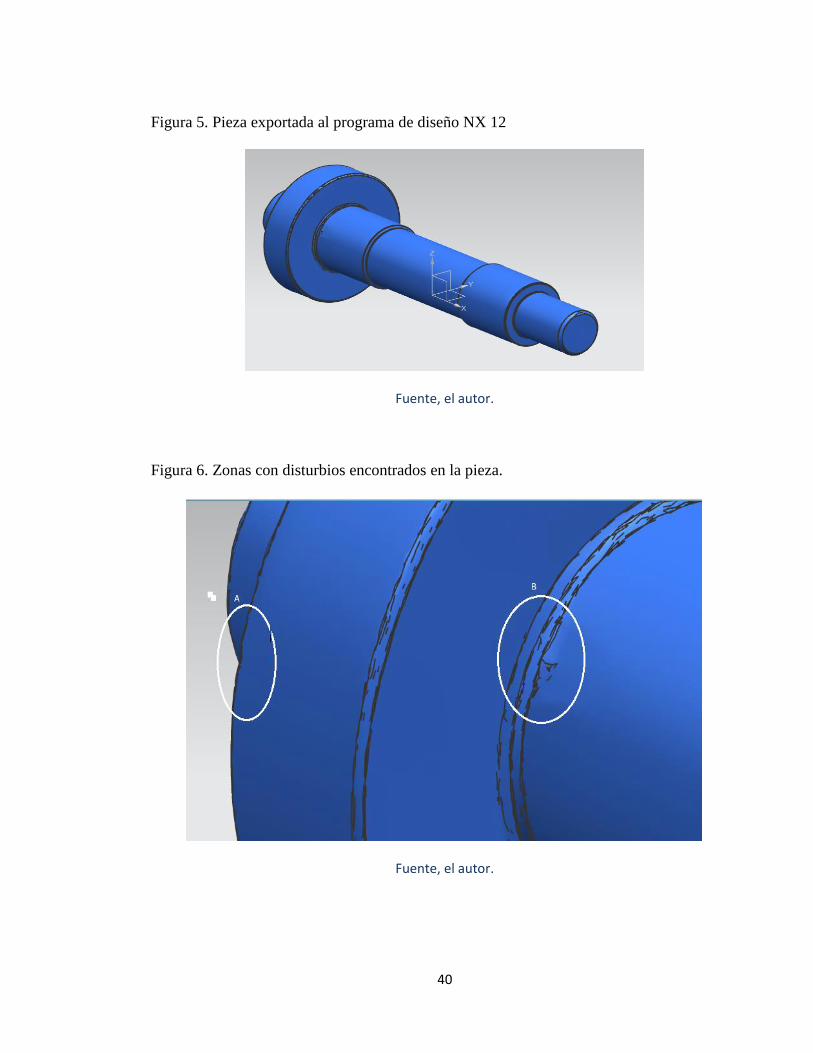
Se procede entonces con la generación del mallado, esta etapa se utiliza en programa
CAD NX 12, después de contar con el mallado se generar el sólido a partir del cual se inicia
con la creación de los planos de fabricación, es importante en este paso tener bastante clara
la Norma ISO –GPS, ya que la calidad con la que sale la reproducción de la pieza inicial
depende del conocimiento de la misma. En este proceso se evidencia algunas turbulencias en
la pieza como se observan en las Figuras 5 y 6, turbulencias como las mostradas en los
círculos designados con las letras A y B.
40
Figura 5. Pieza exportada al programa de diseño NX 12
Fuente, el autor.
Figura 6. Zonas con disturbios encontrados en la pieza.
Fuente, el autor.

41
Se procede a desarrollar el mallado de los archivos obtenidos por el Scanner en un
programa CAD (Dibujo Asistido por Computadora), se utilizará el NX12. Ya que el
programa cuenta con la versatilidad para trabajar con archivos en formato STL. Entonces se
realiza el siguiente paso a paso; en la Figura 7 se observa el proceso de coser la malla.
Figura 7. Proceso de construccion de la malla para la generacion de archivo CAD
Fuente, el autor.
Por último, se puede observar en la Figura 8 el resultado del proceso de mallado y
allí se evidencia una pieza cosida en su totalidad con la cual se procede a la realización de
los planos de fabricación para ejecutar la manufactura de la segunda pieza.

42
Figura 8. Malla cosida, resultado de proceso de digitalización.
Fuente, el autor.
3.1.3. Asignación de tolerancias a partir del G.P.S
Para realizar la asignación de tolerancias se toma como guía el apéndice A del libro G.P.S.
en el cual expone una serie de 8 pasos con los cuales se pretende realizar una correcta
asignación de las tolerancias:

43
3.1.3.1. Establecimiento de sistemas de referencia :
Esto se puede realizar de muchas maneras y dependerá tanto del diseño como del
diseñador, ya que según la geometría que desea obtener se escogerá uno u otro punto de
partida. Para este caso se elige la base inferior externa de la pieza, la cual se observa en
la Figura 9, (cara AA) señalada con rojo.
Figura 9. Base inferior externa de la pieza
Fuente, el autor.
Así mismo se escoge los sistemas de referencias secundarios que ayudaran a restringir
la geometría de nuestra pieza como se ve en la Figura 10.

44
Figura 10. Base inferior externa de la pieza
Fuente, el autor.
Se deben establecer tolerancias que restrinjan el movimiento y en ese sentido una
tolerancia de planicidad y paralelismo dan como resultado un bloqueo define su
geometría básica.
3.1.3.2.Tolerancia de características de tamaño:
En este paso se realiza la asignación de tolerancias y ajustes dimensionales de las
partes de la pieza restringiendo el ajuste del ensamble como se muestra en la Figura 11,
podemos evidenciar la tolerancia que se le dan al agujero que será el apoyo del eje y que
su tolerancia determina el ajuste que tendrá con el mismo. Estas son claramente solo
unas de las medidas que participan en los ajustes de nuestra pieza.

45
Figura 11. Pieza restringiendo el ajuste del ensamble
Fuente, el autor.
3.1.3.2.Posicionamiento de características con tolerancias fijas:
Estas son aquellas que aunque a partir de las tolerancias anteriormente mencionas ya
se encuentran sin posibilidad de movimiento, no se encuentran totalmente restringidas
como se visualiza en la Figura 12.
Figura 12. Pieza sin restricción total
Fuente, el autor.

46
3.1.3.2. Posicionamiento de características con tolerancias móviles:
Por otro lado y a diferencia del punto anterior este paso busca definir las restricciones
para los putos, caras o ejes dentro de la pieza que aún tengan algún tipo de movimiento,
esto con el fin de definir completamente el ensamble. En este caso el movimiento que se
genera con el eje, genera una incertidumbre que será resuelta con la tolerancia asignada
en la Figura 13.
Figura 13. Tolerancias restringiendo incertidumbre
Fuente, el autor.
3.1.3.2. Tolerancias de forma no relacionadas:
En este punto se incluyen aquellas tolerancias de las formas que no se contemplan
bajo ninguno de los criterios anteriormente con lo muestra la Figura 14.

47
Figura 14. Tolerancias de forma complementarias
Fuente, el autor.
A partir de este punto los siguientes pasos buscan definir al detalle una pieza que se
pondrá en funcionamiento. Así pues y teniendo en cuenta que el proyecto no contempla la
puesta en marcha del ensamble mecánico sino analizar las diferentes desviaciones que puede
llegar a tener en cuenta una pieza no se acota en el plano. Cabe recordar que los acabados
superficiales, así como como el de sus bordes, determina también el costo de su fabricación.
3.1.4. Fabricación del modelo obtenido con la información generada
En esta tercera fase es crucial tener en cuenta los siguientes ítems:
Primero: El material en que se va a fabricar.
Segundo: La tolerancia superficial que se necesita.
Tercero: El papel que juega la pieza en el ensamble o máquina.

48
Estos tres ítems componen la base para seleccionar el método por el cual se debe
fabricar, ya sea por desbaste de material o por adición (en un CNC o en una impresora 3D).
Para la fabricación se eligió como material base un acero 1045, ya que fue el acero ofrecido
por la empresa debido a que sus propiedades de dureza permite dar las tolerancias sin tener
que esforzar la máquina, la tolerancia superficial se garantizó mediante el uso de las normas
GPS herramienta crucial en este tipo de procesos y finalmente, para la realización de este
proyecto se optó por la fabricación mediante el desbaste de material.
Para generar un mejor análisis se decidió fabricar solo la base del ensamble para que
fuera posible comprobar que la reconstrucción de la pieza fuese eficiente y cumpliera con las
necesidades de ajuste en el ensamble, este mecanizado fue cotizado en múltiples empresas,
en las cuales se encontró que el costo era excesivamente elevado o en otras la maquinaria
con la que contaban no cumplía los parámetros para llevar a cabo la realización de la pieza
con las tolerancias requeridas, por lo tanto se optó por conseguir una empresa privada y
especializada en este tipo de piezas, la cual accedió a realizar la fabricación por un costo
elevado; en la Figura 15 se muestra un refrentado de una cara de la pieza y en la Figura 16
un proceso de taladrado.

49
Figura 15. Proceso de fabricación de pieza.
Fuente, el autor.
Figura 16. Proceso de fabricación.
Fuente, el autor.

50
En las dos figuras anteriores se muestra cómo fueron realizadas las piezas y a
continuación se da a conocer algunas de las condiciones en las que estas fueron fabricadas.
La máquina con la que se realizó el mecanizado cuenta con las siguientes
especificaciones:
● Frente (mm): 1745
● Profundidad (mm): 2983
● Altura(mm): 2504
● Peso (Kg): 3000.
● La máquina trabajó dentro de una temperatura de 18° con una humedad media del
70%.
La herramienta se fijó con una velocidad de 1000 R.P.M., para no deteriorar el
material de la pieza se usa un refrigerante el cual; permite un mejor trabajo sobre la pieza sin
que ésta sufra cambios en su estructura.
3.1.5. Obtención de la información de la segunda pieza
Por último, se debe realizar de nuevo un escaneo, pero esta vez a la pieza obtenida,
es conveniente usar el mismo método de escaneo que se realizó en los primeros pasos,
después se procede a obtener el mallado y el sólido. Teniendo los archivos CAD de la pieza
original y de la pieza obtenida se inspeccionan y se determina qué tan semejantes son: la
pieza obtenida en comparación a la original en función de sus tolerancias geométricas y
dimensionales.
51
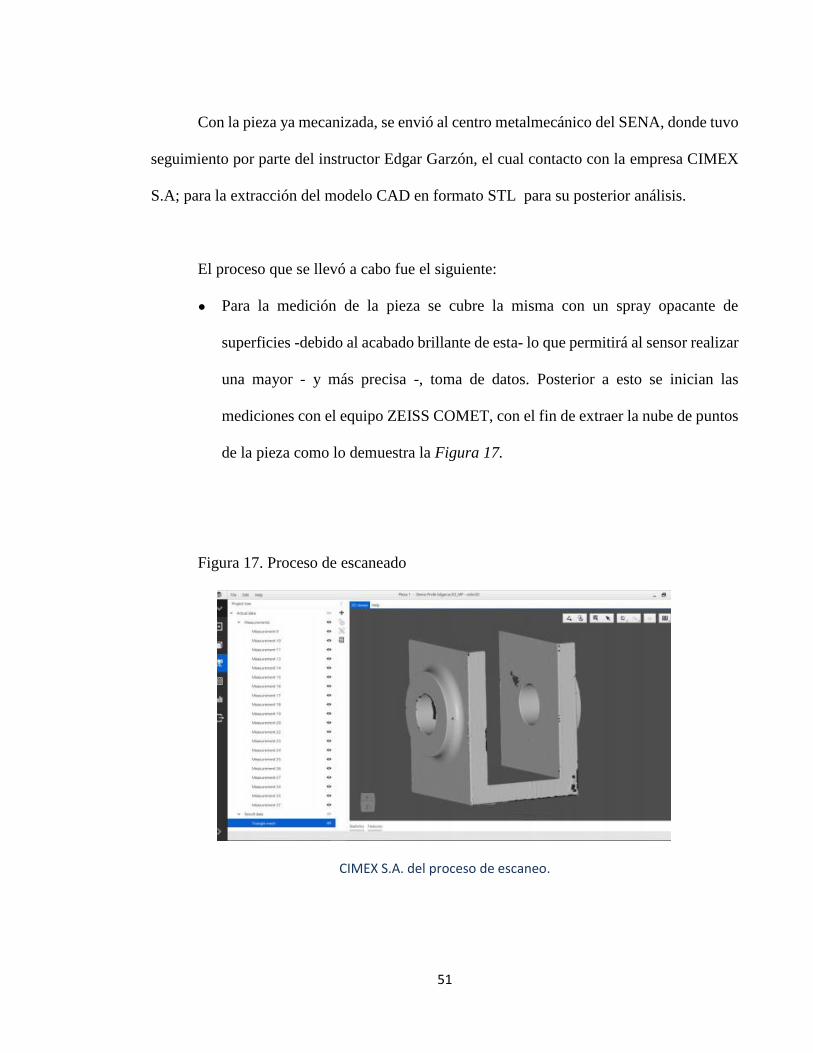
Con la pieza ya mecanizada, se envió al centro metalmecánico del SENA, donde tuvo
seguimiento por parte del instructor Edgar Garzón, el cual contacto con la empresa CIMEX
S.A; para la extracción del modelo CAD en formato STL para su posterior análisis.
El proceso que se llevó a cabo fue el siguiente:
● Para la medición de la pieza se cubre la misma con un spray opacante de
superficies -debido al acabado brillante de esta- lo que permitirá al sensor realizar
una mayor - y más precisa -, toma de datos. Posterior a esto se inician las
mediciones con el equipo ZEISS COMET, con el fin de extraer la nube de puntos
de la pieza como lo demuestra la Figura 17.
Figura 17. Proceso de escaneado
CIMEX S.A. del proceso de escaneo.
52
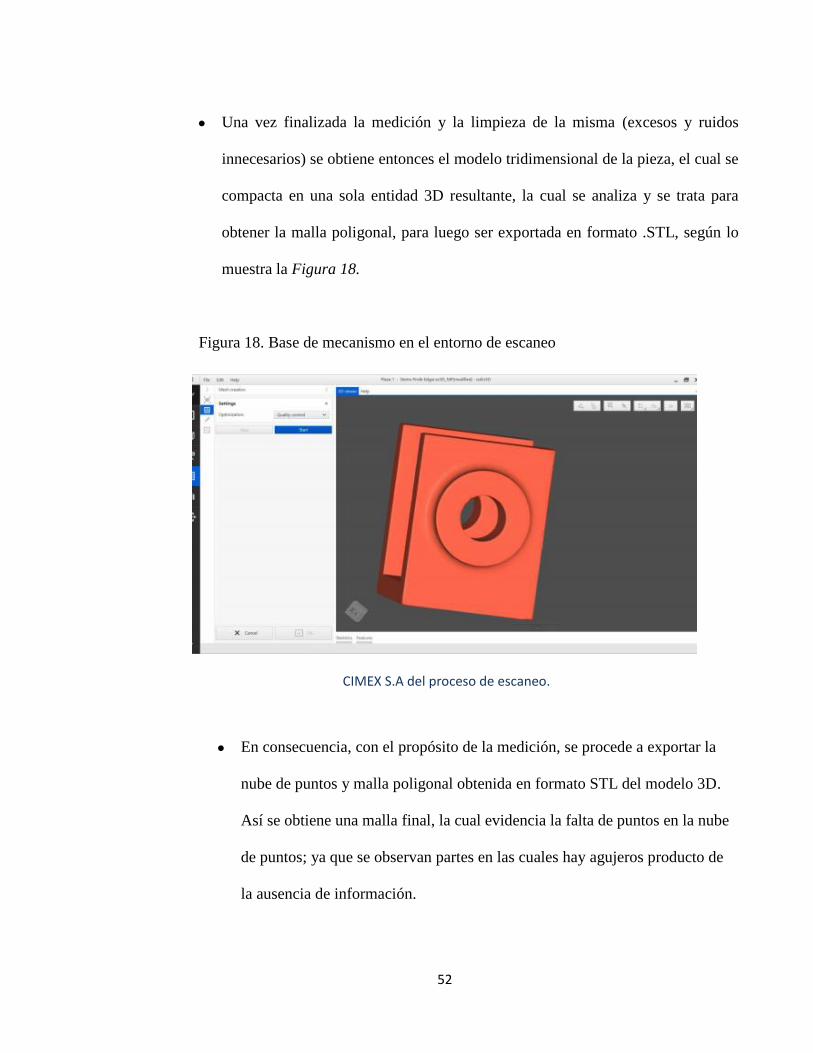
● Una vez finalizada la medición y la limpieza de la misma (excesos y ruidos
innecesarios) se obtiene entonces el modelo tridimensional de la pieza, el cual se
compacta en una sola entidad 3D resultante, la cual se analiza y se trata para
obtener la malla poligonal, para luego ser exportada en formato .STL, según lo
muestra la Figura 18.
Figura 18. Base de mecanismo en el entorno de escaneo
CIMEX S.A del proceso de escaneo.
● En consecuencia, con el propósito de la medición, se procede a exportar la
nube de puntos y malla poligonal obtenida en formato STL del modelo 3D.
Así se obtiene una malla final, la cual evidencia la falta de puntos en la nube
de puntos; ya que se observan partes en las cuales hay agujeros producto de
la ausencia de información.

53
3.1.6. Realización del comparativo de las mallas obtenidas
En este punto se realiza el análisis mediante el programa GOM INSPECT una
herramienta especializada para realizar este tipo de análisis y estudios, donde se comparan
las dos piezas. Primero se debe definir el modelo “nominal” y “real”, por lo cual, la pieza
número 1 (la base escaneada por I3D) se define como la pieza “real” y por lo tanto la pieza
número 2 (la base escaneada por CIMEX S.A) se configuró como la pieza “nominal”. Una
vez definidas las dos piezas a comparar, se prosigue con la herramienta “pre-alineación”,
donde el programa automáticamente transpone las dos piezas con características similares
(Cuando las piezas no cumplen con un alto nivel de similitud esta herramienta no funciona).
Como se ve en la Figura 19 las piezas no quedan muy bien alineadas, esto se debe a que, si
se desea hacer una revisión más exhaustiva, la alineación se debe hacer manual como se
mostrará más adelante.
Figura 19. Pre-alineación predeterminada por el software GOM Inspect.
El autor, entorno GOM Inspect.
54
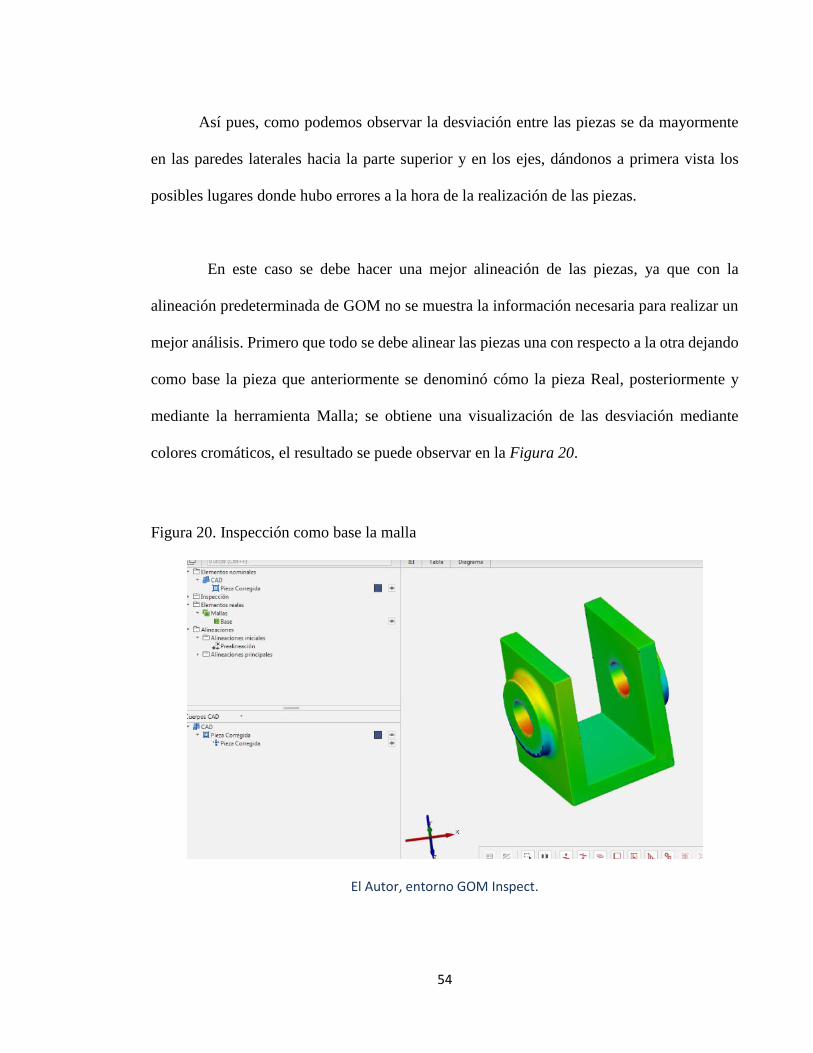
Así pues, como podemos observar la desviación entre las piezas se da mayormente
en las paredes laterales hacia la parte superior y en los ejes, dándonos a primera vista los
posibles lugares donde hubo errores a la hora de la realización de las piezas.
En este caso se debe hacer una mejor alineación de las piezas, ya que con la
alineación predeterminada de GOM no se muestra la información necesaria para realizar un
mejor análisis. Primero que todo se debe alinear las piezas una con respecto a la otra dejando
como base la pieza que anteriormente se denominó cómo la pieza Real, posteriormente y
mediante la herramienta Malla; se obtiene una visualización de las desviación mediante
colores cromáticos, el resultado se puede observar en la Figura 20.
Figura 20. Inspección como base la malla
El Autor, entorno GOM Inspect.

55
Ya obtenido el diagrama cromático, donde se puede observar en su escala de colores
las desviaciones de la pieza Real con respecto a la Nominal y se puede hacer una recolección
de datos usando etiquetas para obtener los valores de la diferencia entre las piezas, entre más
rojo la desviación será positiva, y entre más azul la desviación será negativa, por otro lado,
los puntos grises son zonas que no tienen una superficie de comparación. También se usó la
herramienta activar los valores o etiquetas las cuales muestran el valor de desviación
cuantitativamente.

56
CAPITULO IV
4.1. RESULTADOS
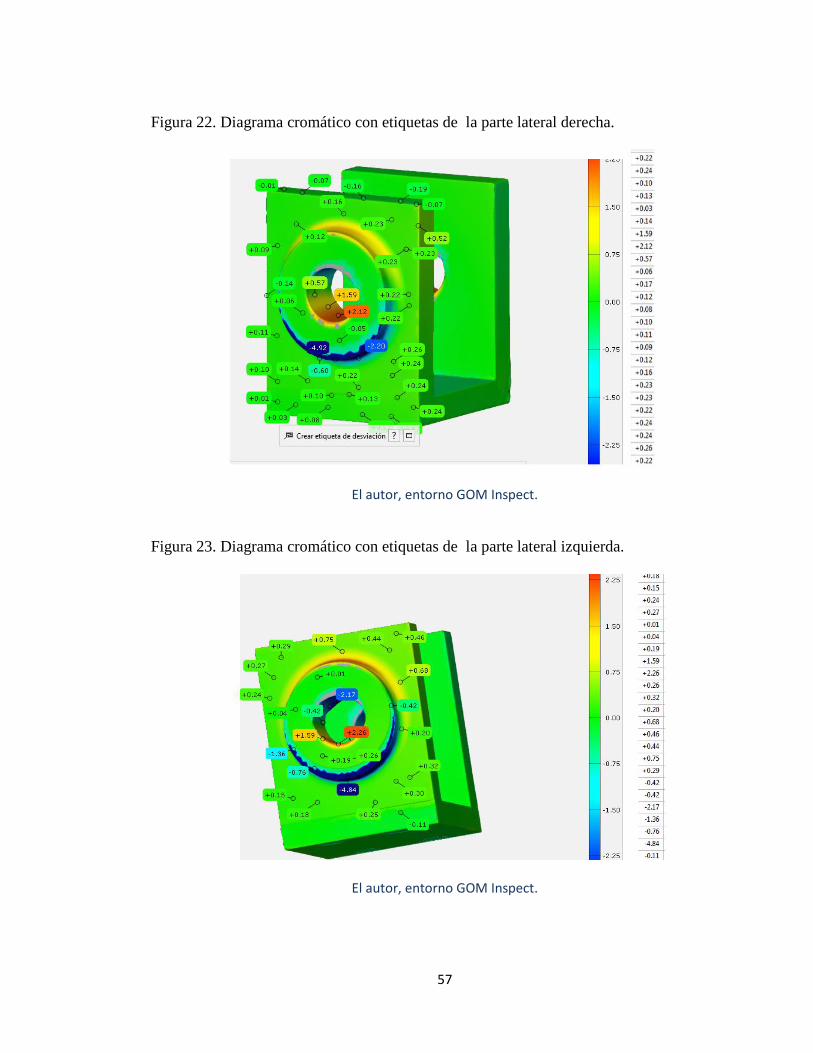
Las desviaciones se ven condensadas en las Figuras 21,22,23,24 Y 25 siguientes, en
las cuales se observa los máximos y mínimos de algunas zonas importantes a la hora de hacer
una comparación minuciosa de estas piezas para la recuperación del ensamble.
Figura 21. Diagrama cromático con etiquetas de los puntos de desviación.
El autor, entorno GOM Inspect.
57
Figura 22. Diagrama cromático con etiquetas de la parte lateral derecha.
El autor, entorno GOM Inspect.
Figura 23. Diagrama cromático con etiquetas de la parte lateral izquierda.
El autor, entorno GOM Inspect.

58
Figura 24. Diagrama cromático con etiquetas de la parte frontal.
El autor, entorno GOM Inspect.
Figura 25. Diagrama cromático con etiquetas de la parte frontal.
El autor, entorno GOM Inspect.
59
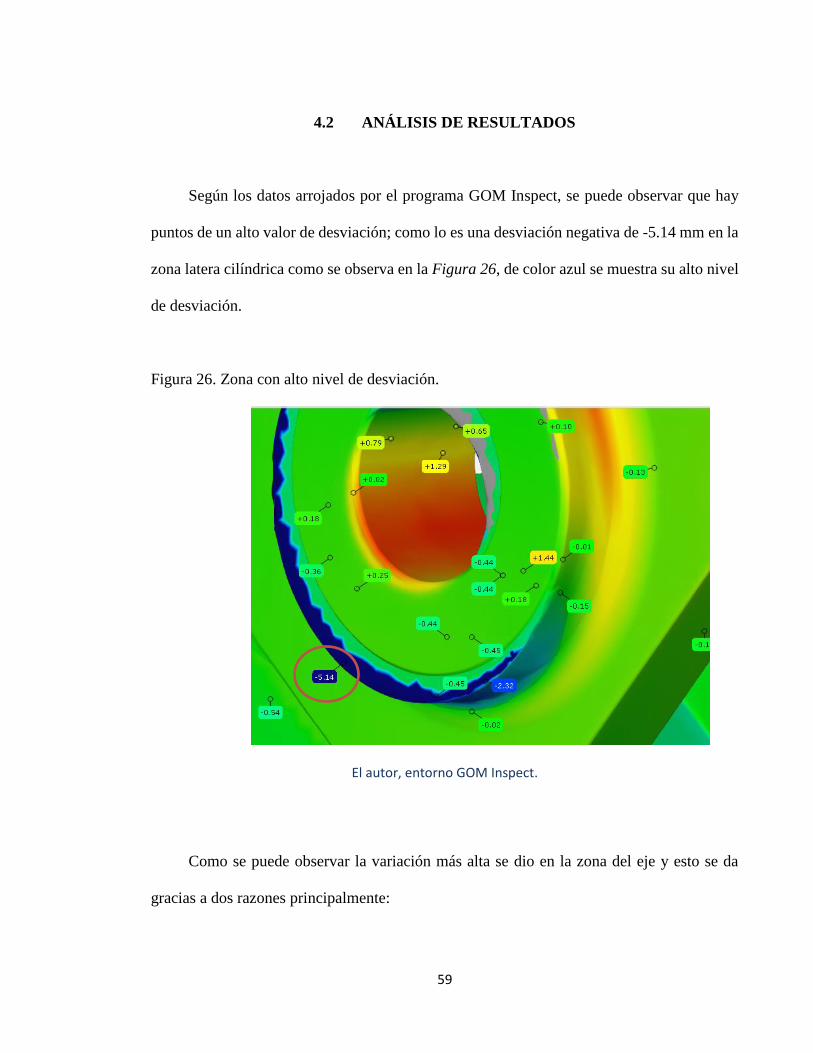
4.2 ANÁLISIS DE RESULTADOS
Según los datos arrojados por el programa GOM Inspect, se puede observar que hay
puntos de un alto valor de desviación; como lo es una desviación negativa de -5.14 mm en la
zona latera cilíndrica como se observa en la Figura 26, de color azul se muestra su alto nivel
de desviación.
Figura 26. Zona con alto nivel de desviación.
El autor, entorno GOM Inspect.
Como se puede observar la variación más alta se dio en la zona del eje y esto se da
gracias a dos razones principalmente:
60
La segunda pieza o cómo se mencionó anteriormente, pieza nominal, tiene una
desviación de 1 mm en el diámetro exterior respecto a la pieza real físicamente.
Se analiza minuciosamente esta parte, ya que un error a la hora de realizar los
cálculos podrá resultar en lo que se observa anteriormente, desviaciones
bastante altas.
Ahora se va a retomar los pasos que seguimos para la recuperación del ensamble,
primero se escanea la pieza, luego se hace la recuperación de la información a partir de
programas de diseño CAD, en este caso NX, y ente punto se detectan algunas complicaciones
a la hora de realizar los planos de trabajo para mecanizar la siguiente pieza como se puede
observar en la Figura 27 (detalle sacado del ANEXO 1, acotado del centro del eje) esta cota,
que es bastante importante a la hora de realizar el mecanizado, realmente no hay manera
,claro está a partir del archivo CAD resultado del mallado, de determinar su punto exacto. Lo
mencionado anteriormente sumado con la diferencia física que se encontró entre los
diámetros externos de ambas piezas nos determinan la gran desviación de obtenida.

61
Figura 27. Posición de agujero de la pieza.
Fuente, el autor.
Por otro lado, las desviaciones del resto de la pieza y aunque se sale de las tolerancias
obtenidas son relativamente manejables, ya que conociendo y estandarizando la desviación
obtenida a partir del programa GOM se puede realizar una tercera pieza que si cumpla con
las tolerancias. Pues como podemos observar las variaciones van desde +0,54 hasta -0,44 en
las paredes laterales y la base, sin tener en cuenta el eje ya que cómo se menciona
anteriormente tiene un análisis diferente por la complejidad de sus medidas. Como por
ejemplo en la Figura 28 en las cual la diferencia entre las piezas va desde 0,01 hasta 0,73
hasta 0,08 y si se observa con detalle las grandes diferencias son cerca de 4 puntos en
específico esto se da por causa, a que fue construida a partir de 3 piezas sub-ensambladas y

62
sujetadas mediante 4 tornillos en la parte inferior es por eso que esta desviación no se debe
tener en cuenta.
Figura 28. Detalle de desviación de las piezas en su parte inferior.
Fuente, el autor.
Por último, se analizó la disparidad de las zonas laterales de las piezas, en donde se
puede observar desviaciones más altas hacia las zonas superiores y desviaciones más bajas
hacia la parte inferior de las piezas. Esto se debe a que la pieza real por la forma en que se
fabricó, no cumplía con la tolerancia geométrica requerida de perpendicularidad, en la pieza
nominal entonces se requería reparar este error, por tal razón se ve que los valores
hacienden al acercarse al borde superior.

63
4.3. CONCLUSIONES
Al momento de tomar la información del escáner de la pieza a recuperar se debe evitar
las modificaciones predeterminas por el programa para corregir las imperfecciones del
archivo STL, este proceso afecta el volumen de diferentes zonas alterando directamente el
mallado de la pieza.
Se debe contar con unos conocimientos previos de los procedimientos a llevar a cabo
a la hora de hacer la recuperación de un ensamble mecánico, esto debido a que se deben
manejar softwares especializados para el manejo de la información, ya sea para búsqueda de
los datos de la pieza base o para la reproducción de la misma.
Por otro lado, se observa la necesidad de un proceso estandarizado para la
recuperación de piezas y ensambles mecánicos, ya que la incertidumbre que genera cada uno
de sus pasos genera grandes errores en las piezas finales.
Al momento de recuperar una pieza que cuente con un desgaste mecánico se puede
ajustar su geometría mediante tolerancias, las cuales nos permiten replantear sus
dimensiones; esto con el fin de no afectar el correcto funcionamiento del ensamble o corregir
un proceso ya desviado.
64
Al momento de la fabricación de la pieza se evidencia el desconocimiento de la norma
ISO-GPS y la dificultad de su comprensión, ya aunque esta es no es compleja y busca por el
contrario sentar las bases de la producción mediante un mismo lenguaje, muchas empresas
de manufactura no las aplican.

65
CAPÍTULO V
5.1. BIBLIOGRAFÍA
1. L.M. Galantucci a, E. Piperi b, F. Lavecchiaa, A. Zhavo. (2015).Semi-automatic-
Low-Cost-3D-Laser-Scanning-Systems-for-Revers_2015_Procedia-C.en.es.
2. Matej Paulic, Tomaz Irgolic, Joze Balic, Franc Cus, Andrej Cupar, Tomaz Brajlih,
Igor Drstvensek. (2014).Reverse-Engineering-Based-Methodology-for-Modelling-
Cu_2015_Procedia-Enginee.en.es
3. Adrián Ciocănea, Sergiu Nicolaie, Corina Alice Băbuţanu (2017). Reverse
Engineering for the Rotor Blades of a Horizontal Axis Micro-hydrokinetic Turbine
4. H.Gao, G. Sheikholslani, G. Derarden, S. P. Edwardson. (2017). Reverse analysis of
scan strategies for Controlled 3D Laser forning of sheet metal.
5. Nielsen, H. S. (2012). The Iso Geometrical Product Specifications Handbook. Enero
2012. P. 15
6. Ibíd.,P. 25
7. Ibíd.,P. 28
8. Martínez, Á. d. (2011). Nueva Normativa Sobre Tolerancias y Dimensiones. Anales
de Mecánica y Electricidad, 41.
9. Nielsen, H. S. (2012). The Iso Geometrical Product Specifications Handbook. Enero
2012. P. 35
10. Ibíd., P. 37
11. Asociación Española de Normalización y Certificación. (1996). Norma Española
ISO 286-2. España: AENOR.
12. Asociación Española de Normalización y Certificación. (1996). Norma Española
ISO 286-2. España: AENOR./ Asocioación Española de Normalización y
Certificación. (1996). Sistema ISO de tolerancias y ajustes. Parte 2: Tablas de los
grados de tolerancia normalizados y de las desviaciones límite de los agujeros y de
los ejes. Madrid, España: Aenor.
13. Universidad de Piura. (s.f.). Obtenido de
http://www.biblioteca.udep.edu.pe/BibVirUDEP/tesis/pdf/1_376_251_526_5157.pd
f
66
14. Acosta, D. A. (2016). INGENIERÍA INVERSA, DESARROLLO TECNOLÓGICO
Y CONSTRUCCIÓN DEL CONJUNTO CORONA-EJE PARA UN REDUCTOR
DE TORNILLO SIN FIN. Pereira, Colombia.
15. METEK. (s.f.). CREAFORM. Obtenido de
https://www.creaform3d.com/es/aplicaciones/productos-para-el-
consumidor/ingenieria-inversa-y-diseno-de-nuevos-productos
16. Artec3D. (s.f.). Aplicaciones de escaneo 3D de Artec en ingeniería inversa.
Obtenido de https://www.artec3d.com/es/cases/reverse-engineering
17. Grumeber,https://www.grumeber.com/

67
5.2 ANEXOS







