
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
REGISTROS DE PRODUCCION (PLT’s)
GENNY CAROLINA PINZON AGREDO
Código: 2073481
ASTRID XIOMARA RODRIGUEZ CASTELBLANCO
Código: 2073417
DIDIER ALBERTO MUÑOZ PINZON
Código: 2072313
PROFESOR
FERNANDO CALVETE
Ingeniero de Petróleos
UNIVERSIDAD INDUSTRIAL DE SANTANDER FALCULTAD DE INGENIERÍAS FISICO-QUÍMICAS
ESCUELA DE INGENIERÍA DE PETRÓLEOS BUCARAMANGA, 2011

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
AGENDA
INTRODUCCION
1. REGISTROS DE PRODUCCION (PLT’s) ................................................................... 5
1.1 Principios Físicos .................................................................................................. 5
1.2. Diferentes Usos De Los Registros De Producción ....................................... 7
1.3. Tipos De Registros De Producción ................................................................... 9
2. MEDIDORES DE TASA DE FLUJO (FLOWMETERS) ........................................... 13
2.1. Principios básicos ............................................................................................... 13
2.2. Principio y descripción de la herramienta .................................................... 16
2.3. Tipos de medidores de flujo .............................................................................. 18
2.3.1. Medidor De Flujo Continúo ........................................................................ 18
2.3.2. Medidor de flujo con empaque ................................................................. 20
2.3.3. Medidor de diámetro total (full-bore spinner) ....................................... 21
2.4. Aplicaciones .......................................................................................................... 23
2.5. Toma de datos ...................................................................................................... 23
2.6. Interpretación de los Registros de Producción ........................................... 24
2.6.1. Medidor de flujo. Cálculo de la tasa de flujo ....................................... 24
2.6.1.1. Calibración del Flowmeter ..................................................................... 24
2.6.1.2. Factor de corrección de las lecturas del flowmeter ....................... 27
3. EJEMPLO DE REFERENCIA ...................................................................................... 30
4. EJEMPLO 2: INTERPRETACION DE UN REGISTRO DE PRODUCCION EN EL
POZO HENAS 2 ..................................................................................................................... 36
4.1. Resultados ............................................................................................................. 40
4.1.1. Calibración “in situ” de la herramienta. Pozo cerrado ...................... 40
4.1.2. Determinación de las tasas de flujo de cada uno de los intervalos
perforados. ..................................................................................................................... 40
4.1.3. Determinación de los porcentajes de producción de cada intervalo.
43
5. CONTROL DE CALIDAD PARA MEDIDORES DE FLUJO ................................... 45

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
5.1. Control de calidad del medidor de flujo con empaque .............................. 45
5.2. Medidor de flujo continuo .................................................................................. 45
5.3. Medidor de diámetro total .................................................................................. 46
BIBLIOGRAFIA

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
INTRODUCCION
Los registros de pozos se corren para establecer la productividad de estos y
son importantes en la toma de decisiones técnicas y económicas para
trabajos futuros.
Inicialmente los registros de hueco abierto proporcionan los datos necesarios
para diseños de programas de completamiento de pozos, las características
de producción se basan en datos obtenidos en superficie, mediciones
efectuadas en tanque medidores, separadores, etc, pero estos no relacionan
directamente el volumen y la naturaleza de la producción de cada intervalo
perforado, por esto se realizan los registros de producción ya que sus
resultados son dados a condiciones de fondo, lo cual reduce los efectos de
almacenamiento en el pozo, hace más práctica la corrida de una prueba
transitoria sin tener que cerrar el pozo e interrumpir la producción, evalúan el
comportamiento de pozos y yacimientos produciendo bajo condiciones
estables y confirman la eficiencia del completamiento.
Con este trabajo se describirán las diferentes herramientas utilizadas en los
registros de producción, basándonos en los medidores de flujo y se dará una
guía para la interpretación de estos, además se hará una evaluación analítica
de un ejemplo dado, para estudiar la importancia los datos obtenidos de los
registros de producción.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
1. REGISTROS DE PRODUCCION (PLT’s)
1.1 Principios Físicos
Los registros de producción nos dan un conocimiento de la naturaleza y
comportamiento de los fluidos en el pozo durante periodos de producción o
inyección. Estos registros se pueden tomar después que se han cementado
las tuberías de revestimiento, permitiendo conocer con más detalle no solo el
comportamiento de los pozos, sino también de las formaciones.
Mediante los registros de producción se pueden determinar características
tales como:
Evaluación temprana para lograr un diseño de completamiento
eficiente.
Detección de cambios en el comportamiento de los fluidos.
Zonas que toman fluidos.
Canalización en el cemento.
Perforaciones taponadas.
Determinación de zonas productoras o receptoras de fluidos.
Evaluación de la eficiencia en el proceso de inyección.
Control sobre los procesos de producción.
Guía esencial para diseño de programas de reparación de pozos,
proyectos de recuperación secundaria y terciaria.
Su aplicación más común es la medida del perfil de flujo del pozo, es decir, la
distribución del fluido dentro y fuera del pozo, y con ello determinar el
potencial productor de las distintas zonas presentes en el/los yacimiento(s).
Dentro de la evaluación del rendimiento de un pozo se pueden hacer la
siguientes determinaciones:
Contribución de cada zona.
Tipos y porcentajes de fluidos por zonas.
Medidas de temperatura y presión.
Flujos cruzados o perdida de fluidos es zonas de bajas presiones.
Dentro de los análisis de problemas mecánicos se pueden detectar:
Fisuras en el revestimiento
Fisuras en tubería de producción.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
Escapes a través de empaquetaduras.
Comunicación entre zonas por el espacio anular debido a mala
cementación.
FIGURA 1. Problemas mecánicos que se pueden detectar
Los registros de producción más comúnmente usados son:
Medidores de flujo.
Medidores de densidad.
Medidores de cortes de agua.
Medidores de temperatura.
Los registros de producción convencionales se basan en mediciones hechas con sensores centrados en el pozo:
en los pozos verticales o casi verticales, el comportamiento de fluidos es relativamente simple y lo sensores convencionales de los registros

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
de producción son más precisos para medir los parámetros del flujo de fluido zona por zona.
En pozos horizontales, las mediciones basadas en registros de producción convencional no son los más adecuados para obtener perfiles de producción con flujo multifásico; experimentos en laboratorio en varios tamaños de tubería y desviaciones, revelan perfiles y regímenes de flujo complejos incluyendo estratificación de fases, flujo en bache, flujo tapón, flujo con burbujas y flujo
1.2. Diferentes Usos De Los Registros De Producción
Un registro de producción, no necesariamente se toma durante la vida
productiva de un pozo, sino, que se puede realizar durante la perforación,
terminación y/o reparación, todo esto dependiendo de las necesidades de
producción y/o objetivo del pozo, (Exploratorio o Desarrollo).
Perforación Cuando se realiza una prueba de producción durante la
etapa de perforación, es casi seguro que se trata de un pozo exploratorio, y
se lleva a cabo con la finalidad de conocer los fluidos que se encuentran en
las formaciones perforadas, cabe aclarar que este tipo de pruebas se realizan
en agujero descubierto y normalmente se les conoce con el nombre de
Pruebas de formación. Para poder realizar este tipo de pruebas se cuenta con
las siguientes técnicas y herramientas:
a) Tubería de perforación con empacador inflable. Para realizar este tipo de
prueba, es necesario inducir el pozo hasta la superficie, registrando valores
de presión y temperatura, tanto en el fondo como en la superficie, así como,
realizando en forma simultánea los aforos correspondientes.
b) PRUEBAS DE IMPULSO: Es una prueba rápida y simple en la que el pozo
no fluye a la superficie. Es una técnica nueva que proporciona valores
confiables de presión de formación para la definición de parámetros como la
permeabilidad y el factor de daño. Los productos de prueba de impulso,
también pueden ser utilizados para evaluar características de yacimientos en
las cercanías del pozo, tales como fracturas.
c) RFT (5, 6) Repeat Formation Tester. Es una herramienta que permite
realizar una prueba de formación, con la cual se determinan valores de
permeabilidad y fluidos contenidos en la formación. La herramienta esta
constituida por un registrador de presión y temperatura, así mismo, cuenta
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
con una celda que permite recuperar fluidos contenidos en el yacimiento de
prueba, filtrado de lodo de perforación.
Terminación: Si durante la perforación de un pozo, no se realizaron
pruebas de formación, o bien, para confirmar los resultados de las pruebas de
formación realizadas previamente. Durante la terminación de un pozo se
pueden realizar todas las pruebas de formación que se deseen, siempre y
cuando las condiciones mecánicas del pozo lo permitan. Los tipos de pruebas
de presión se pueden diseñar a un objetivo, como puede ser desde conocer el
tipo de fluido del yacimiento o bien determinar el o los límites del mismo.
Producción: Cuando un pozo se encuentra en la etapa de explotación
y se tienen problemas de producción en el mismo, se puede programar la
toma de registros de producción para determinar la (s) causa que motiva el
problema. Entre los principales problemas que se presentan en la variación de
la producción de pozo se tienen: Daño en las vecindades del pozo. Aumento
en la producción de gas y/o agua Canalización hacia otros estratos.
Inyección Al igual que en los pozos productores, en los pozos
inyectores se presentan problemas en la disminución de la capacidad de
admisión, esta baja o incremento en la admisión del pozo inyector se puede
deber principalmente a: Daño en las vecindades del pozo. Canalización hacia
otros estratos. Para determinar la causa del problema es necesario realizar la
toma de registros de producción y la prueba se diseñara para el problema que
se presente en el pozo.
Reparación Cuando se repara un pozo a un intervalo nuevo, se
recomienda la toma de información mediante un registro de producción, con la
finalidad de determinar si la formación no está dañada o bien si existe una
buena eficiencia en la zona disparada.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
1.3. Tipos De Registros De Producción
Podemos encontrar cuatro tipos de registros de producción, el determinar cual se va a usar depende de lo que se desea calcular: Es importante en la interpretación y aplicación de los registros de producción, el comprender correctamente el funcionamiento y principio de medición de las herramientas básicas como de las complementarias que se corren en un pozo productor o inyector, de donde se toman los datos necesarios para obtener resultados satisfactorios en la evaluación de un pozo. Un gran paquete de medidas de registros de producción está disponible con la tecnología actual. En fase de flujo sencilla:
Temperatura
Presión
Medidores Spinner de Flujo En la fase multifasica:
Densidad, gradiomanometria
Capacitancia
Herramientas de Imagén
Medida directa de la velocidad. Aparte de estos que constituyen el set principal de medidas existen unas auxiliares que son:
Caliper (Sección de flujo)
Gamma Ray (Control de Profundidad)
Localizador de collares de casing (Control de Profundidad)-
Pulsos de Neutron
Noise Log
Trazadores

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
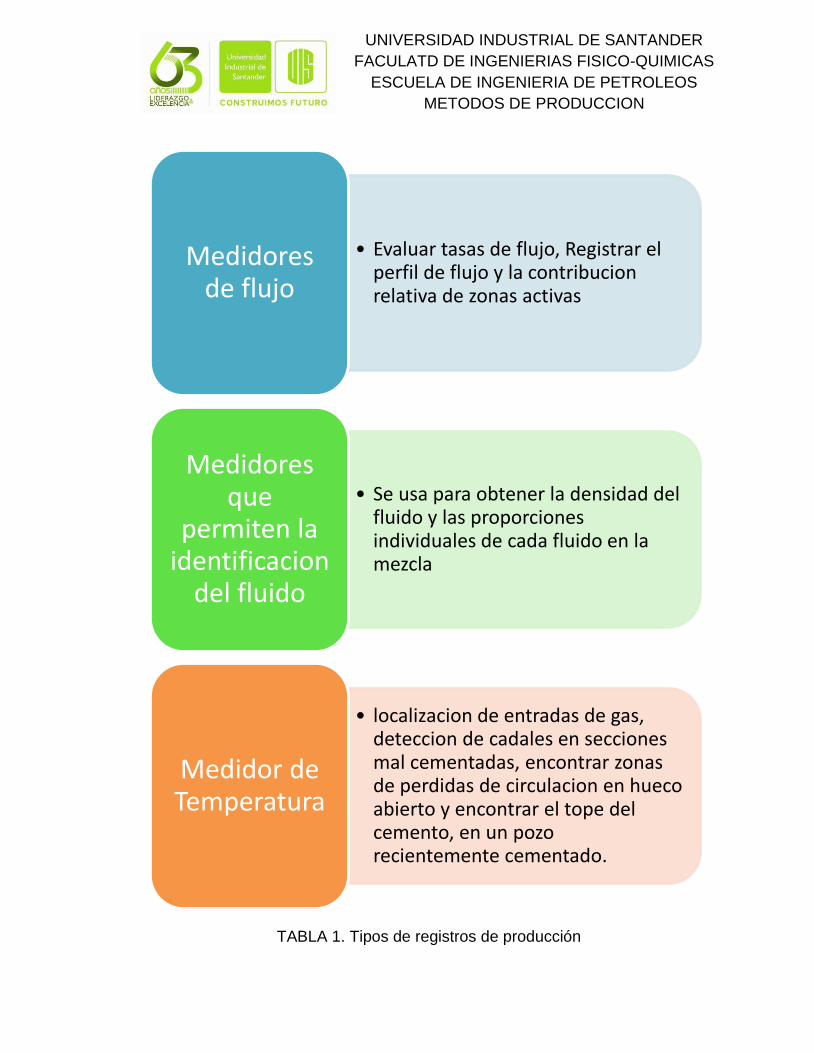
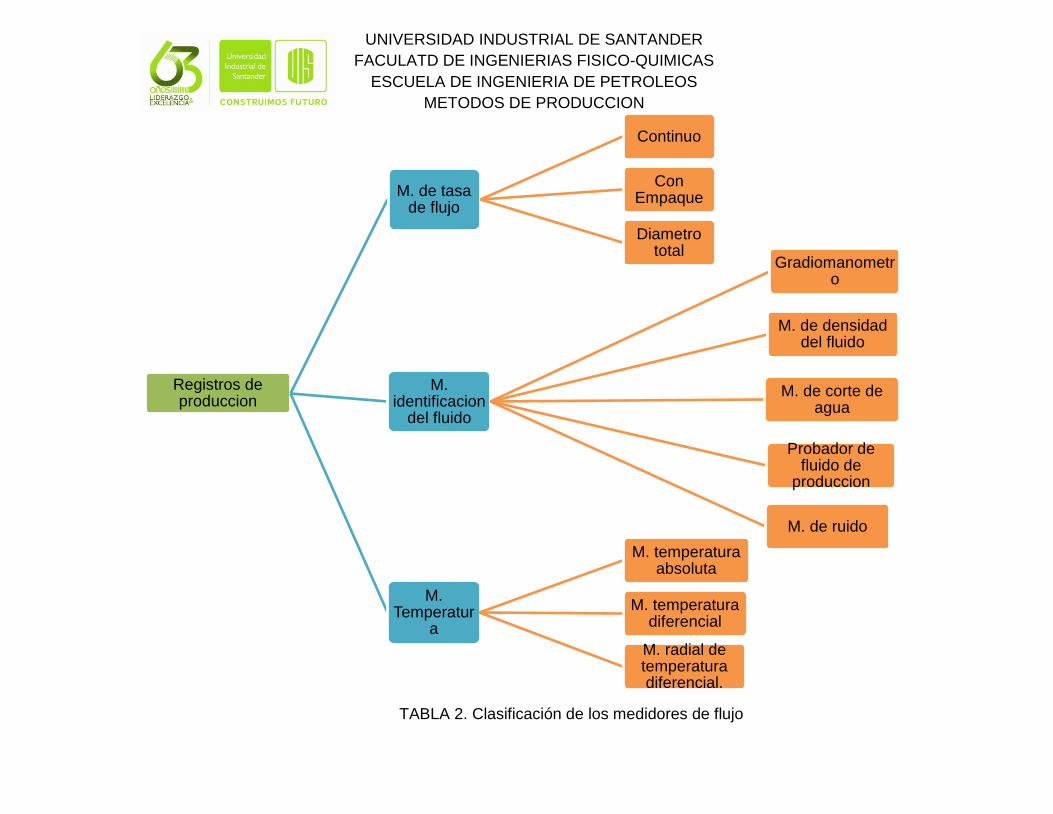
Cada herramienta medirá una propiedad o algo específico según se ilustra en la TABLA 1. Y ellas se subdividen dependiendo el flujo presente en el yacimiento y de lo que se desee medir.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
TABLA 1. Tipos de registros de producción
• Evaluar tasas de flujo, Registrar el perfil de flujo y la contribucion relativa de zonas activas
Medidores de flujo
• Se usa para obtener la densidad del fluido y las proporciones individuales de cada fluido en la mezcla
Medidores que
permiten la identificacion
del fluido
• localizacion de entradas de gas, deteccion de cadales en secciones mal cementadas, encontrar zonas de perdidas de circulacion en hueco abierto y encontrar el tope del cemento, en un pozo recientemente cementado.
Medidor de Temperatura
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
Registros de produccion
M. de tasa de flujo
Continuo
Con Empaque
Diametro total
M. identificacion
del fluido
Gradiomanometro
M. de densidad del fluido
M. de corte de agua
Probador de fluido de
produccion
M. de ruido
M. Temperatur
a
M. temperatura absoluta
M. temperatura diferencial
M. radial de temperatura diferencial.
TABLA 2. Clasificación de los medidores de flujo

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
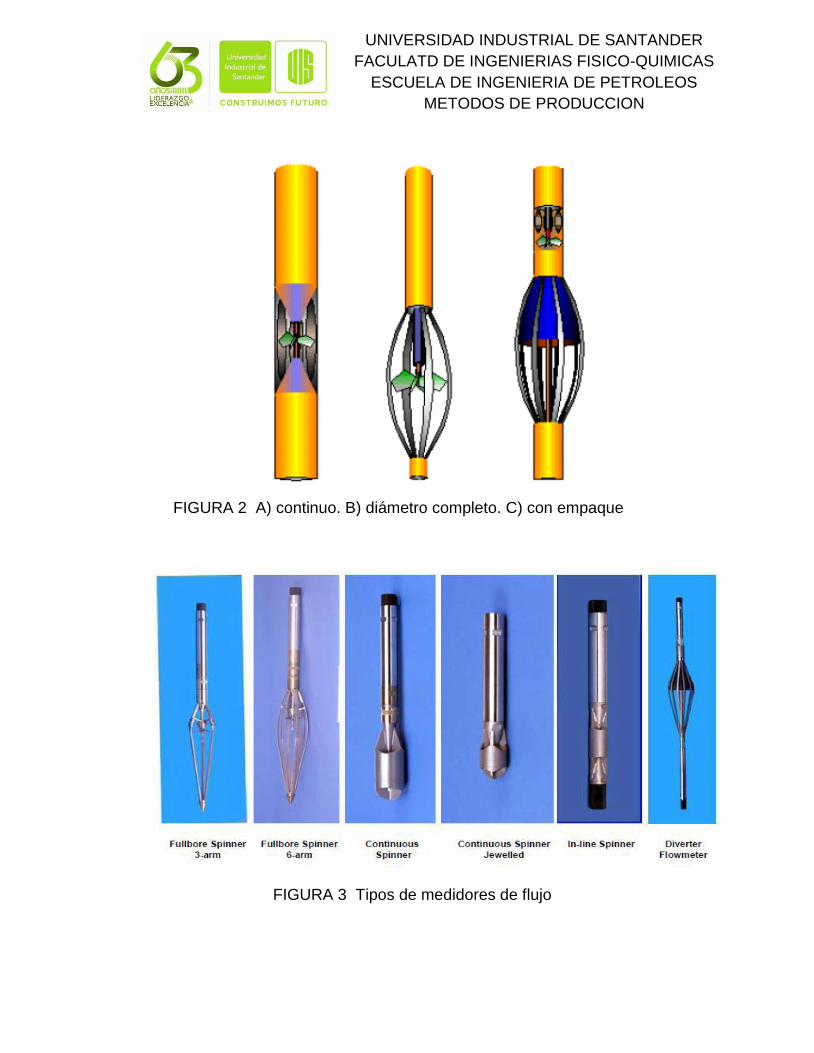
2. MEDIDORES DE TASA DE FLUJO (FLOWMETERS)
Se usan para evaluar tasas de flujo, registrar el perfil de flujo y la contribución
relativa de zonas activas. Hay tres tipos: continuo, de empaque o de diámetro
total. (FIGURA 2 y 3)
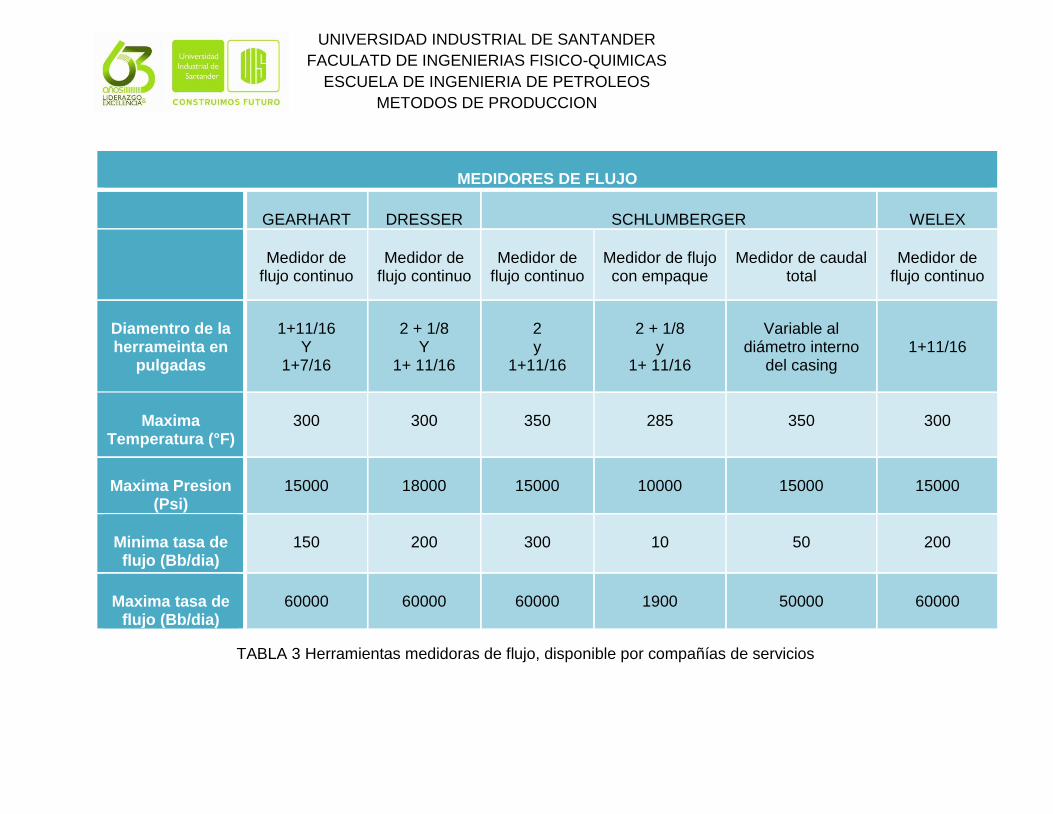
En la tabla se especifican las herramientas medidoras en flujo disponible por
compañías de servicios. (TABLA 3)
2.1. Principios básicos
Medición de la frecuencia de rotación (RPS) de una hélice que gira según la
velocidad del fluido en que se encuentra. El perfil puede ser hecho en forma
estacionaria con la herramienta a una profundidad fija o en forma continua.
Al hacer un perfil continuo, se mide simultáneamente la velocidad del cable
que arrastra la herramienta, obteniéndose así una referencia para convertir la
frecuencia de rotación en velocidad de fluido. Esta conversión se llama
calibración del flowmeter y permite eliminar los efectos de fricción mecánica
en el sensor, así como el efecto de cambios de viscosidades del fluido.
Conociendo las dimensiones de la tubería se obtiene tasa de flujo.
Al hacer mediciones estacionarias se hace la conversión de frecuencia de
rotación a tasa de flujo por tablas, fórmulas o calibraciones empíricas.
Una corrida apropiada de un registro de medición de flujo Spinner debe
producir un perfil confiable de flujo en una sola fase para un diámetro de
wellbore constante. Sin embargo, el medidor de flujo Spinner es susceptible a
problemas mecánicos y la calidad del registro depende, en gran parte, en el
procedimiento de la toma del registro y el cuidado en su respectiva corrida.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 2 A) continuo. B) diámetro completo. C) con empaque
FIGURA 3 Tipos de medidores de flujo
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
MEDIDORES DE FLUJO
GEARHART
DRESSER
SCHLUMBERGER
WELEX
Medidor de
flujo continuo
Medidor de
flujo continuo
Medidor de
flujo continuo
Medidor de flujo con empaque
Medidor de caudal
total
Medidor de
flujo continuo
Diamentro de la herrameinta en
pulgadas
1+11/16
Y 1+7/16
2 + 1/8
Y 1+ 11/16
2 y
1+11/16
2 + 1/8
y 1+ 11/16
Variable al
diámetro interno del casing
1+11/16
Maxima
Temperatura (°F)
300
300
350
285
350
300
Maxima Presion
(Psi)
15000
18000
15000
10000
15000
15000
Minima tasa de flujo (Bb/dia)
150
200
300
10
50
200
Maxima tasa de
flujo (Bb/dia)
60000
60000
60000
1900
50000
60000
TABLA 3 Herramientas medidoras de flujo, disponible por compañías de servicios

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
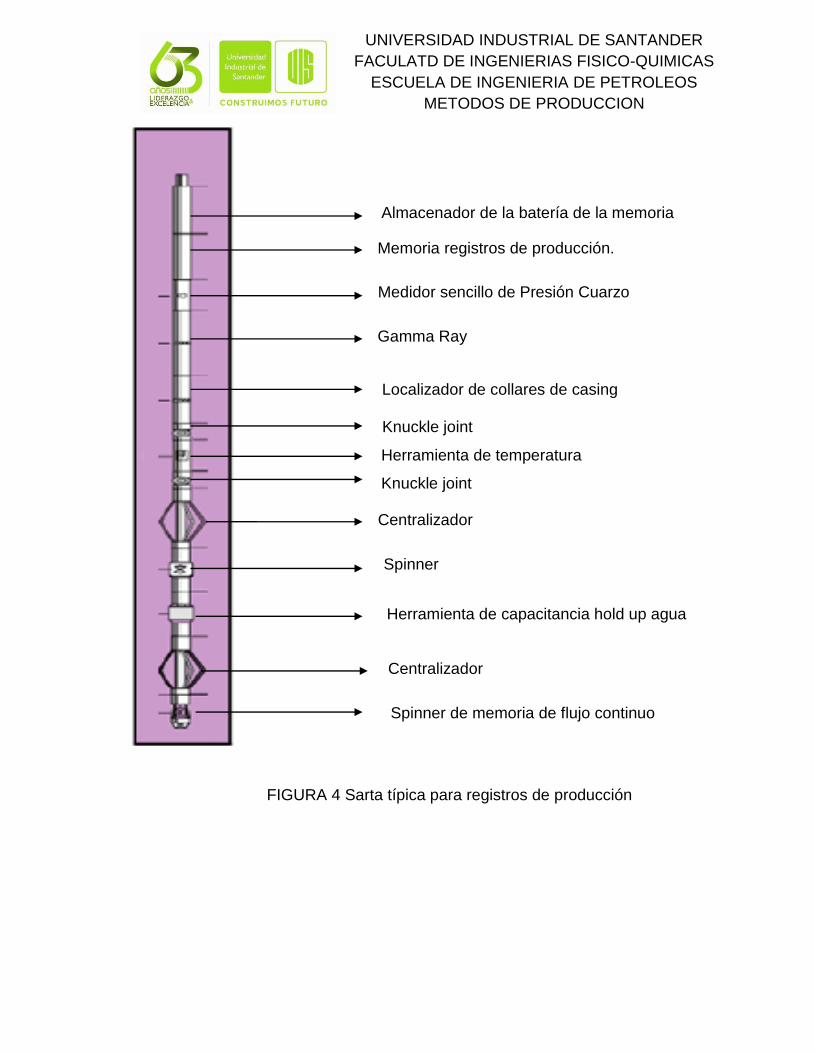
2.2. Principio y descripción de la herramienta
El principio básico consiste en la medición de la frecuencia de rotación de
una hélice que gira según la velocidad del fluido que se mueve en el pozo y
pasa a través y frente a ella. La herramienta se corre centralizada para
mantenerse en el centro de la columna del flujo y movida a velocidad
constante a lo largo de la tubería, usualmente en contra de la dirección de
flujo. (FIGURA 4).
La hélice es montada en una tubería sobre un mecanismo de baja fricción.
(FIGURA 5), con un pequeño magneto ubicado en dicha tubería, tal que
cuando gira genera una corriente cuya frecuencia de señal es proporcional a
la velocidad de giro, la cual es directamente proporcional a la velocidad del
fluido dentro de la tubería, relativa a la velocidad de la herramienta. La
herramienta registra las revoluciones por segundo de la hélice.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 4 Sarta típica para registros de producción
Almacenador de la batería de la memoria
Memoria registros de producción.
Medidor sencillo de Presión Cuarzo
Gamma Ray
Localizador de collares de casing
Knuckle joint
Herramienta de temperatura
Knuckle joint
Centralizador
Spinner
Herramienta de capacitancia hold up agua
Centralizador
Spinner de memoria de flujo continuo
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
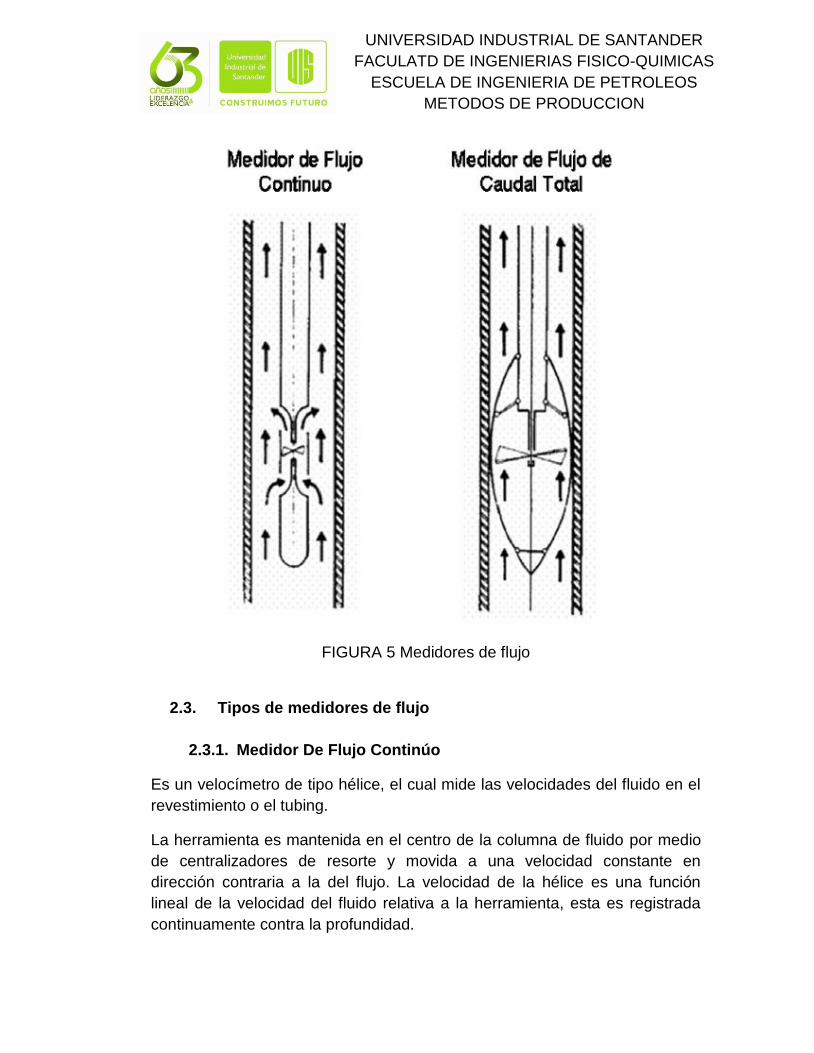
FIGURA 5 Medidores de flujo
2.3. Tipos de medidores de flujo
2.3.1. Medidor De Flujo Continúo
Es un velocímetro de tipo hélice, el cual mide las velocidades del fluido en el
revestimiento o el tubing.
La herramienta es mantenida en el centro de la columna de fluido por medio
de centralizadores de resorte y movida a una velocidad constante en
dirección contraria a la del flujo. La velocidad de la hélice es una función
lineal de la velocidad del fluido relativa a la herramienta, esta es registrada
continuamente contra la profundidad.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
El eje de la hélice esta soportado por pivotes de baja fricción lo cual implica
una perdida en la hélice de dos (2) RPS. Un pequeño magneto está montado
en el eje de la hélice de tal manera que la señal de corriente alterna se
genera en una bobina a medida que la hélice gira.
Es una herramienta de hélice, cuya función es evaluar las tasas relativas de flujo con las cuales contribuye una de las zonas abiertas a la producción que se encuentran en el pozo. Tiene un impulsor montado dentro de la herramienta, o en algunas versiones, al final de la misma. El medidor de flujo continuo se chocan con más frecuencia en los tubos donde la velocidad del fluido son altos y los líquidos tienden a ser una mezcla homogénea La frecuencia de esta señal es medida y registrada en el equipo de
superficie. Los diámetros de las herramientas de los medidores de flujo
continuo son pequeños hasta de 1-11/16 pulg, el cual pasa a través de 2-3/8
pulg. Las herramientas estándar están disponibles para temperaturas de
350º F y presión en el fondo del pozo de 15000 psi. Existen también equipos
especializados disponibles para temperaturas de 600ºF y presión en el fondo
del pozo de 3000 psi.
El medidor de flujo continuo se usa para la determinación de perfiles de
producción o inyección, localización de las fisuras en el tubing o en el
revestimiento, análisis de operaciones de fracturamiento o acidificación y
para determinar índice de profundidad.
Principalmente las herramientas pueden ser usadas en régimen de flujos
monofásicos: inundación de agua (waterflood), pozos de alta producción de
aceite (FIGURA 6).
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
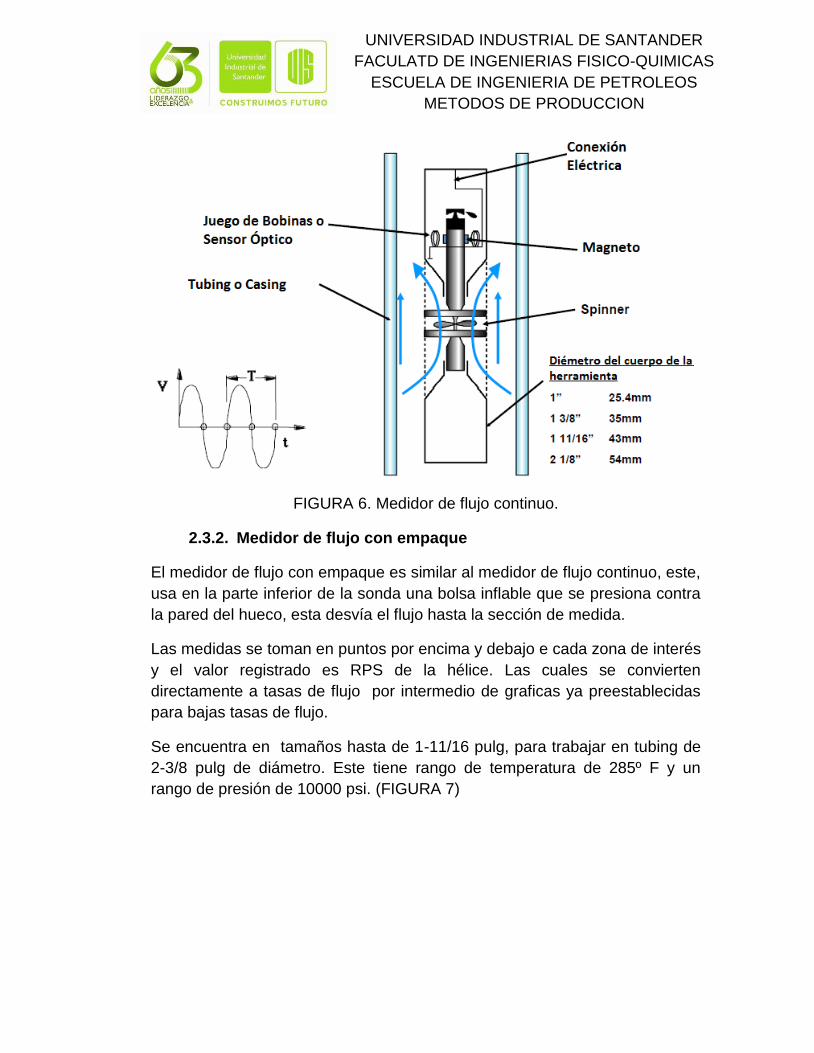
FIGURA 6. Medidor de flujo continuo.
2.3.2. Medidor de flujo con empaque
El medidor de flujo con empaque es similar al medidor de flujo continuo, este,
usa en la parte inferior de la sonda una bolsa inflable que se presiona contra
la pared del hueco, esta desvía el flujo hasta la sección de medida.
Las medidas se toman en puntos por encima y debajo e cada zona de interés
y el valor registrado es RPS de la hélice. Las cuales se convierten
directamente a tasas de flujo por intermedio de graficas ya preestablecidas
para bajas tasas de flujo.
Se encuentra en tamaños hasta de 1-11/16 pulg, para trabajar en tubing de
2-3/8 pulg de diámetro. Este tiene rango de temperatura de 285º F y un
rango de presión de 10000 psi. (FIGURA 7)

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 7. Medidor de Flujo con empaque
2.3.3. Medidor de diámetro total (full-bore spinner)
La herramienta consta de un velocímetro o hélice; se utiliza para registrar
perfiles de producción o inyección.
La determinación del verdadero valor del flujo es generalmente un problema,
cuando se utilizan los medidores de flujo continuo o con empaque. El
medidor de flujo continuo no es muy exacto en flujo de fases múltiples,
mientras que el medidor de flujo con empaque solo es útil para flujos muy
pequeños.
Estos inconvenientes se eliminan usando el medidor de diámetro total corrido
por la compañía schlumberger.
Acá el mecanismo permite expandir la hélice de forma tal que al salir de la
tubería cubra gran parte de la sección de revestimiento, midiendo así el
caudal total.
Localización de collares
Caja electronica
Seccion de la helice
Resorte del empaque
Bolsa inflable
Direccion del flujo
Bomba
Filtro
Filtro
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
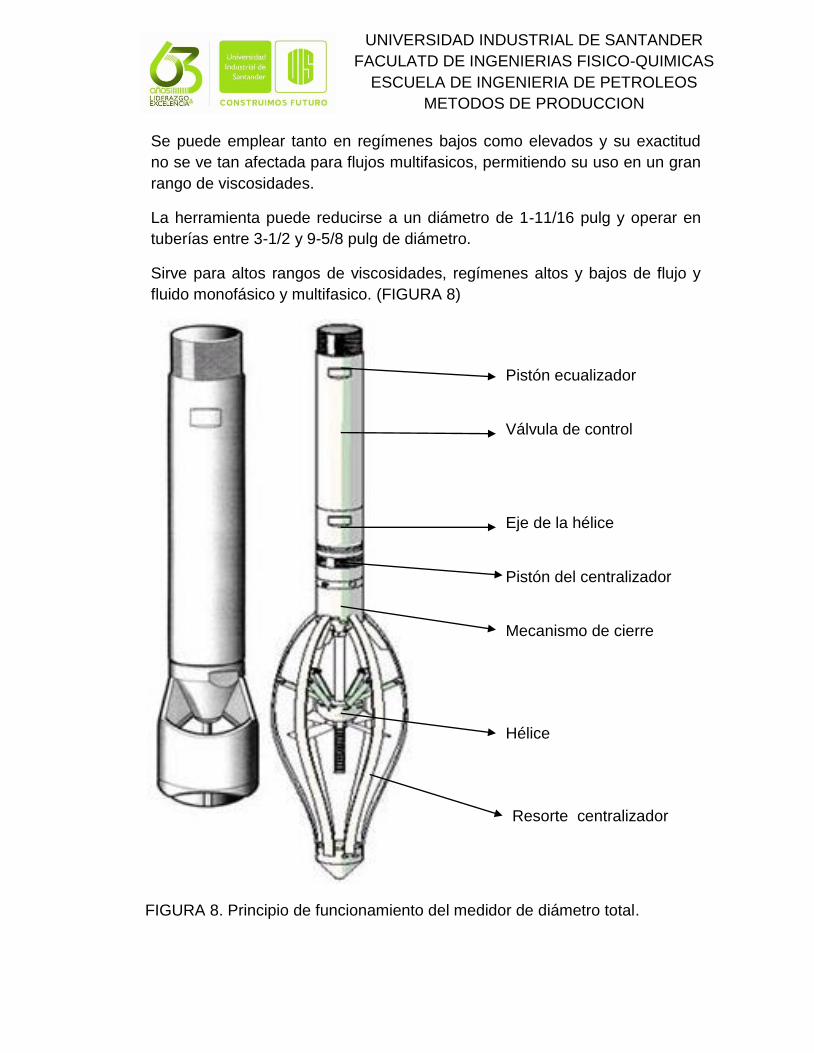
Se puede emplear tanto en regímenes bajos como elevados y su exactitud
no se ve tan afectada para flujos multifasicos, permitiendo su uso en un gran
rango de viscosidades.
La herramienta puede reducirse a un diámetro de 1-11/16 pulg y operar en
tuberías entre 3-1/2 y 9-5/8 pulg de diámetro.
Sirve para altos rangos de viscosidades, regímenes altos y bajos de flujo y
fluido monofásico y multifasico. (FIGURA 8)
FIGURA 8. Principio de funcionamiento del medidor de diámetro total.
Pistón ecualizador
Válvula de control
Eje de la hélice
Pistón del centralizador
Mecanismo de cierre
Hélice
Resorte centralizador
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
2.4. Aplicaciones
Las principales aplicaciones de los medidores de flujo son las siguientes:
Generación del perfil de flujo en zonas múltiples que producen en una
misma tubería. El perfil muestra cuales zonas fluyen y cuál es su
contribución relativa en función de la tasa volumétrica total.
Perfiles de flujo realizados antes y después de tratamientos de
estimulación (acidificación o fracturamiento) indican los cambios en el
perfil después del tratamiento, permitiendo evaluar su eficiencia.
Perfiles tomados en pozos de inyección permiten monitorear los
proyectos de recobro secundario, disposición de agua y
almacenamiento de gas.
Cuando se produce agua o gas no esperados con la producción de
petróleo, un medidor de flujo en conjunto con otras herramientas de
producción permiten ubicar las zonas ofensoras antes de iniciar los
trabajos de recuperación.
2.5. Toma de datos
En flujo monofásico, cuando el diámetro del pozo, la viscosidad del fluido y la
velocidad de perfilaje se mantienen constantes, la velocidad del giro de la
hélice es una función lineal de la velocidad del fluido relativa a la
herramienta.
Si se requiere determinar el diámetro del pozo en hueco abierto, se utiliza un
calibrador corrido a través de la tubería, el diámetro se toma de los valores
conocidos de la tubería, suponiendo que no se han formado depósitos.
La viscosidad de los fluidos tiene un marcado efecto sobre la velocidad de la
hélice y los resultados de la corrida deben ser cuestionados si no se
determina que la viscosidad permanece constante durante la corrida, por
cuanto la hélice podría estar respondiendo mas a los cambios de viscosidad
que a los cambios de velocidad de flujo.
A veces se presentan respuestas en formas de picos o lecturas erráticas a lo
largo de los intervalos perforados y por eso las lecturas deben establecerse
entre intervalos y no a lo largo de ellos.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
La velocidad del perfilaje debe ser constante. La herramienta debe ser
movida a contraflujo, de forma tal que la velocidad de la hélice nunca sea
menor de 2 RPS.
2.6. Interpretación de los Registros de Producción
2.6.1. Medidor de flujo. Cálculo de la tasa de flujo
2.6.1.1. Calibración del Flowmeter
Para obtener un valor exacto de la tasa de flujo se usa el siguiente método
de calibración:
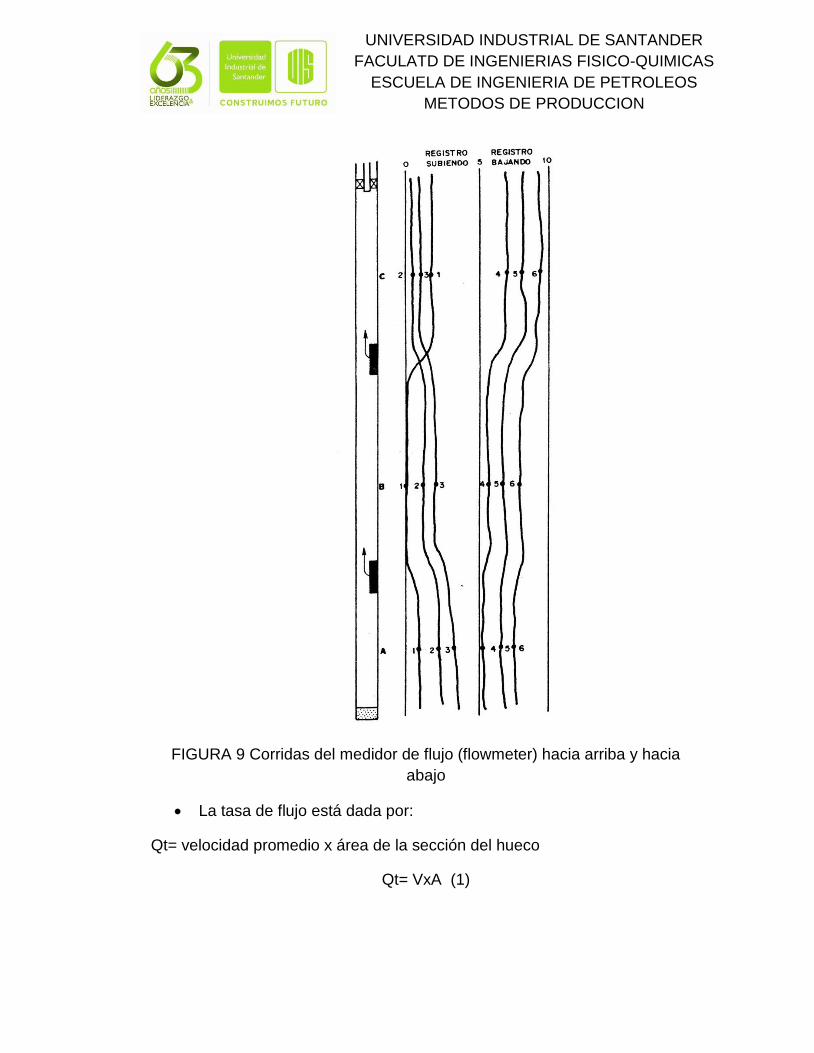
Se corre el medidor de flujo sobre el intervalo de interés a varias
velocidades de cable, (3 o 4) hacia arriba y abajo (FIGURA 9).
Para cada profundidad de interés se grafica la lectura del medidor de
flujo (RPS) contra la velocidad del cable (pies/min), usando la
siguiente convención para el signo de la velocidad del cable:
Pozo productor se considera positivo hacia abajo.
Pozo inyector se considera positivo hacia arriba.
Si se cambia el sentido de la hélice del medidor de flujo, se debe usar el
signo correcto para este al hacer la grafica.
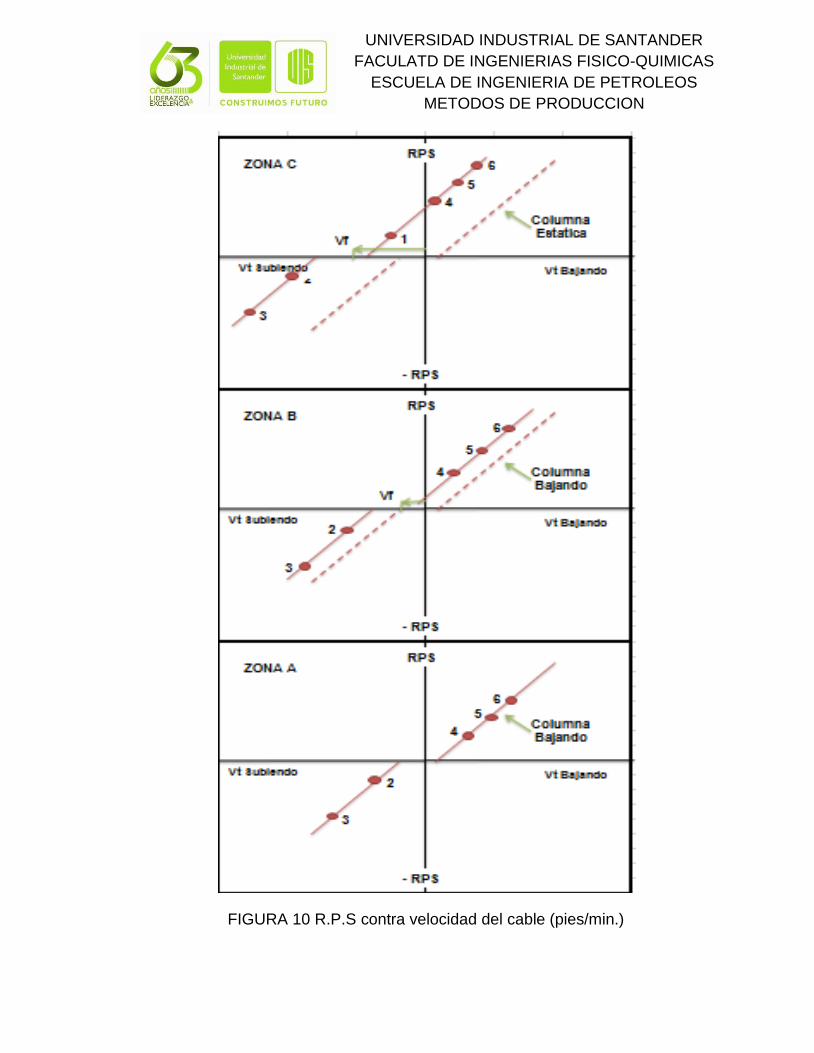
Se extrapola la recta que mejor ajuste a los puntos representados
hasta el eje de la velocidad en los dos sentidos. (FIGURA 10).
La velocidad del fluido (vf), medida por el medidor de flujo corresponde
al punto medio de la zona muerta.
Si no se obtienen puntos en la zona inferior del grafico (porque
algunas veces las velocidades altas del fluido impiden correr la
herramienta más rápida que el fluido), se extrapola solo la parte
superior y se agrega a esta velocidad la mitad del valor de la zona
muerta determinada en otra zona de velocidades más bajas o de una
calibración hecha bajo las perforaciones.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 9 Corridas del medidor de flujo (flowmeter) hacia arriba y hacia
abajo
La tasa de flujo está dada por:
Qt= velocidad promedio x área de la sección del hueco
Qt= VxA (1)
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 10 R.P.S contra velocidad del cable (pies/min.)

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
2.6.1.2. Factor de corrección de las lecturas del flowmeter
La herramienta es mantenida en el centro de la columna de fluido por medio
de centralizadores, lo cual hace que responda a la velocidad del fluido en el
centro del wellbore (velocidad central).
La forma del perfil de velocidades nos dará la relación entre la velocidad en
el centro del hueco y la velocidad promedio del fluido, con la cual se calculara
la tasa de flujo.
La velocidad medida por el medidor de flujo se corrige multiplicando por un
factor C para efectos del cálculo de tasa de flujo de manera que:
Qt = C x velocidad medida x Área (2)
Igualando las ecuaciones 1 y 2 se puede hallar el factor de corrección C
como:
C= velocidad promedio / velocidad medida
La FIGURA 11 se utiliza para determinar el valor de corrección C en los
diferentes tipos de flujo.
En la práctica para el flujo turbulento se usa un valor C de 0,83
En forma general para calcular la tasa de flujo se usa:
𝑄𝑡 = (𝐶 ∗ 𝑉𝑓
𝑘) ∗ 1000 (𝐵𝑙/𝐷)
Donde:
Qt= tasa de flujo
Vf= velocidad del fluido medida por la herramienta
C= factor de corrección del medidor de flujo
K= constante para considerar el área del revestimiento
El valor de K depende del diámetro y peso de la tubería.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 11 Factor de corrección C para la velocidad promedio de flujo
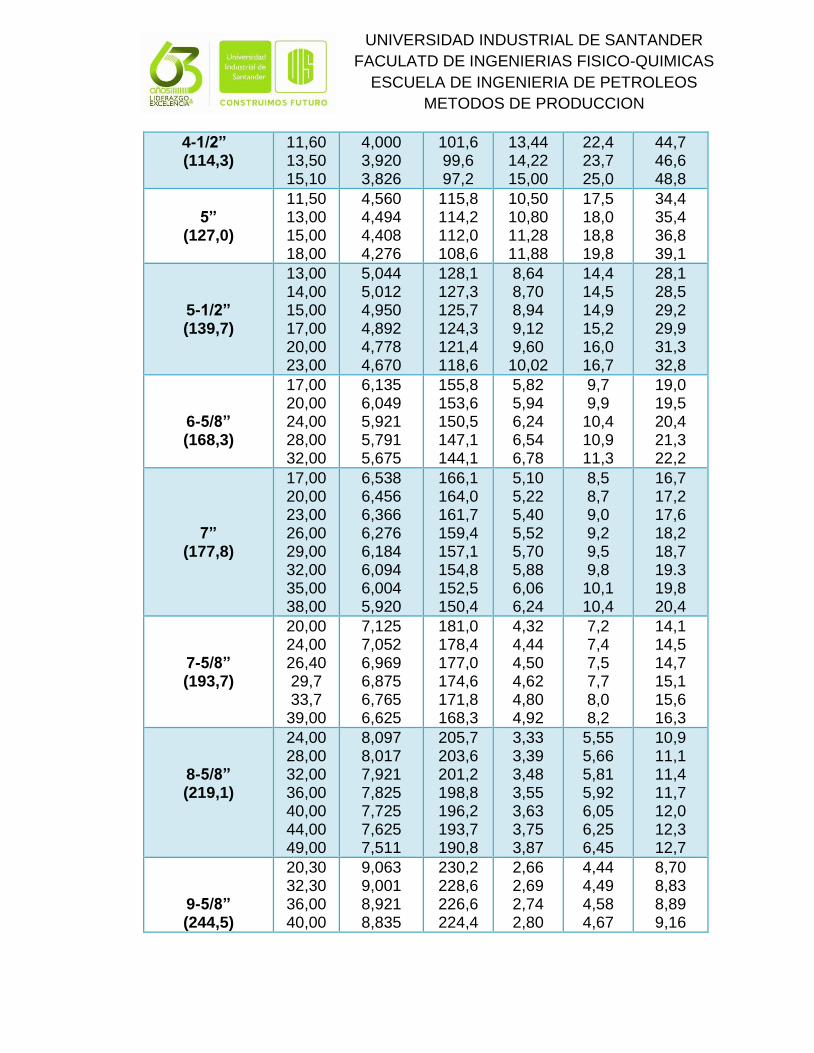
El valor de K se lee de la TABLA 4
TUBERIA VELOCIDAD MEDIA (K)
Nom OD Peso Diámetro interno 1000 B/D
Pulg. (mm)
Lb/pie Pulg. mm. m/min. cm/seg pie/min.
1,9” (48,3)
2,75 1,610 40,89 84,54 140,9 10,276
2-3/8” (60,3)
4,00 4,60 5,80
2,041 1,995 1,867
51,84 50,67 47,42
52,56 55,02 62,82
87,7 91,7 104,7
172 180 205
2-7/8” (73,0)
6,40 8,60
2,441 2,259
62,00 57,38
36,78 42,90
61,3 71,5
120 140
3-1/2” (88,9)
7,70 9,20
10,20 12,70
3,068 2,992 2,922 2,750
77,93 76,00 74,22 69,85
23,28 24,48 25,68 28,98
38,8 40,8 42,8 48,3
76,0 79,8 83,7 94,5
4” (101,6)
9,50 3,548 90,12 17,40 29,0 56,7
4-1/2” (114,3)
12,60 3,958 100,53 13,98 23,3 45,6
9,50 4,090 103,9 13,08 21,8 42,7
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
4-1/2”
(114,3) 11,60 13,50 15,10
4,000 3,920 3,826
101,6 99,6 97,2
13,44 14,22 15,00
22,4 23,7 25,0
44,7 46,6 48,8
5”
(127,0)
11,50 13,00 15,00 18,00
4,560 4,494 4,408 4,276
115,8 114,2 112,0 108,6
10,50 10,80 11,28 11,88
17,5 18,0 18,8 19,8
34,4 35,4 36,8 39,1
5-1/2” (139,7)
13,00 14,00 15,00 17,00 20,00 23,00
5,044 5,012 4,950 4,892 4,778 4,670
128,1 127,3 125,7 124,3 121,4 118,6
8,64 8,70 8,94 9,12 9,60 10,02
14,4 14,5 14,9 15,2 16,0 16,7
28,1 28,5 29,2 29,9 31,3 32,8
6-5/8” (168,3)
17,00 20,00 24,00 28,00 32,00
6,135 6,049 5,921 5,791 5,675
155,8 153,6 150,5 147,1 144,1
5,82 5,94 6,24 6,54 6,78
9,7 9,9
10,4 10,9 11,3
19,0 19,5 20,4 21,3 22,2
7” (177,8)
17,00 20,00 23,00 26,00 29,00 32,00 35,00 38,00
6,538 6,456 6,366 6,276 6,184 6,094 6,004 5,920
166,1 164,0 161,7 159,4 157,1 154,8 152,5 150,4
5,10 5,22 5,40 5,52 5,70 5,88 6,06 6,24
8,5 8,7 9,0 9,2 9,5 9,8
10,1 10,4
16,7 17,2 17,6 18,2 18,7 19.3 19,8 20,4
7-5/8” (193,7)
20,00 24,00 26,40 29,7 33,7
39,00
7,125 7,052 6,969 6,875 6,765 6,625
181,0 178,4 177,0 174,6 171,8 168,3
4,32 4,44 4,50 4,62 4,80 4,92
7,2 7,4 7,5 7,7 8,0 8,2
14,1 14,5 14,7 15,1 15,6 16,3
8-5/8” (219,1)
24,00 28,00 32,00 36,00 40,00 44,00 49,00
8,097 8,017 7,921 7,825 7,725 7,625 7,511
205,7 203,6 201,2 198,8 196,2 193,7 190,8
3,33 3,39 3,48 3,55 3,63 3,75 3,87
5,55 5,66 5,81 5,92 6,05 6,25 6,45
10,9 11,1 11,4 11,7 12,0 12,3 12,7
9-5/8” (244,5)
20,30 32,30 36,00 40,00
9,063 9,001 8,921 8,835
230,2 228,6 226,6 224,4
2,66 2,69 2,74 2,80
4,44 4,49 4,58 4,67
8,70 8,83 8,89 9,16
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
43,50 47,00 53,50
8,775 8,681 8,535
222,4 220,5 216,8
2,85 2,88 3,00
4,75 4,81 5,00
9,33 9,49 9,81
10-3/4” (273,0)
32,75 40,50 45,50 51,00 55,50 60,70 65,70
10,192 10,050 9,950 9,850 9,760 9,660 9,560
258,9 255,3 252,7 250,2 247,9 245,4 242,8
2,10 2,16 2,20 2,25 2,29 2,34 2,40
3,50 3,60 3,68 3,75 3,82 3,91 4,00
6,88 7,08 7,22 7,37 7,51 7.66 7,82
11-3/4” (298,5)
38,00 42,00 47,00 54,00 60,00
11,150 11,084 11,000 10,800 10,772
283,2 281,5 279,4 276,4 273,6
1,76 1,77 1,81 1,84 1,88
2,94 2,96 3,02 3,08 3,14
5,75 5,82 5,91 6,04 6,16
13- 3/8” (339,7)
48,00 54,50 61,00 68,00 72,00
12,715 12,615 12,515 12,415 12,347
323,0 320,4 317,9 315,3 313,6
1,35 1,37 1,39 1,41 1,43
2,25 2,29 2,33 2,36 2,39
4,42 4,49 4,56 4,64 4,69
16”
(406,4)
55,00 65,00 75,00 84,00
15,376 15,250 15,124 15,010
390,6 387,4 284,2 381,3
0,92 0,93 0,95 0,97
1,54 1,56 1,59 1,62
3,02 3,07 3,13 3,17
20” (508,0)
94,00 19,124 485,8 0,60 1,00 1,95
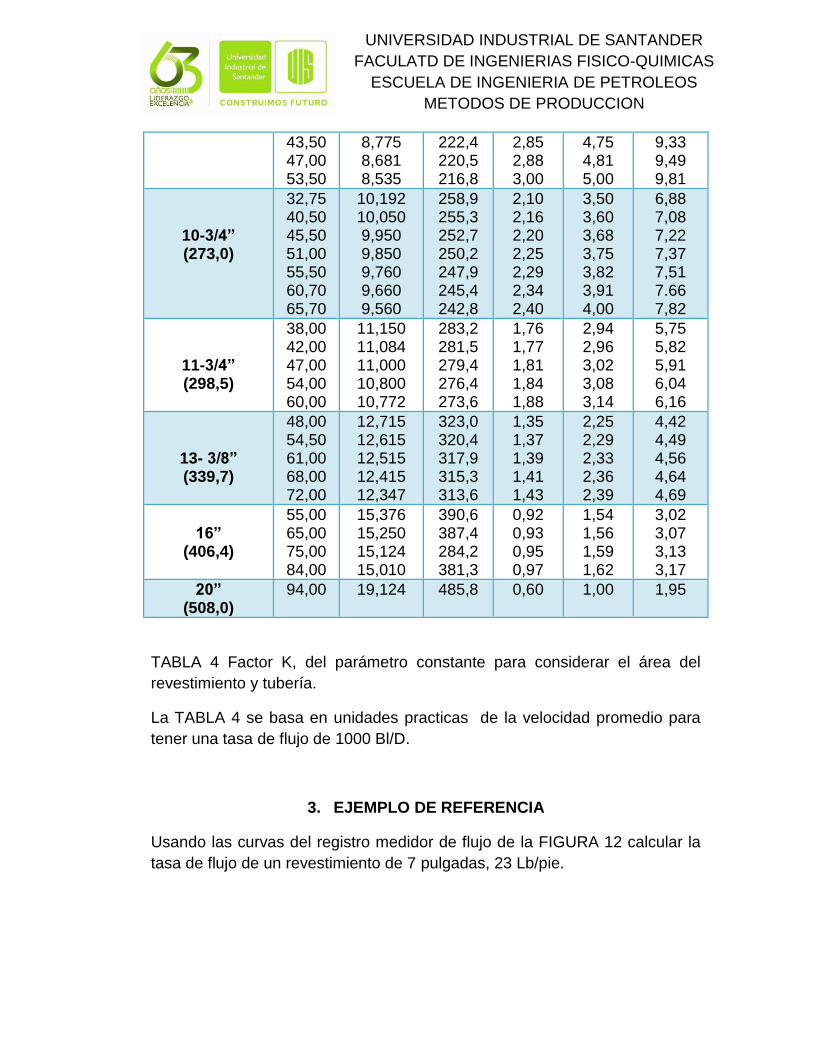
TABLA 4 Factor K, del parámetro constante para considerar el área del
revestimiento y tubería.
La TABLA 4 se basa en unidades practicas de la velocidad promedio para
tener una tasa de flujo de 1000 Bl/D.
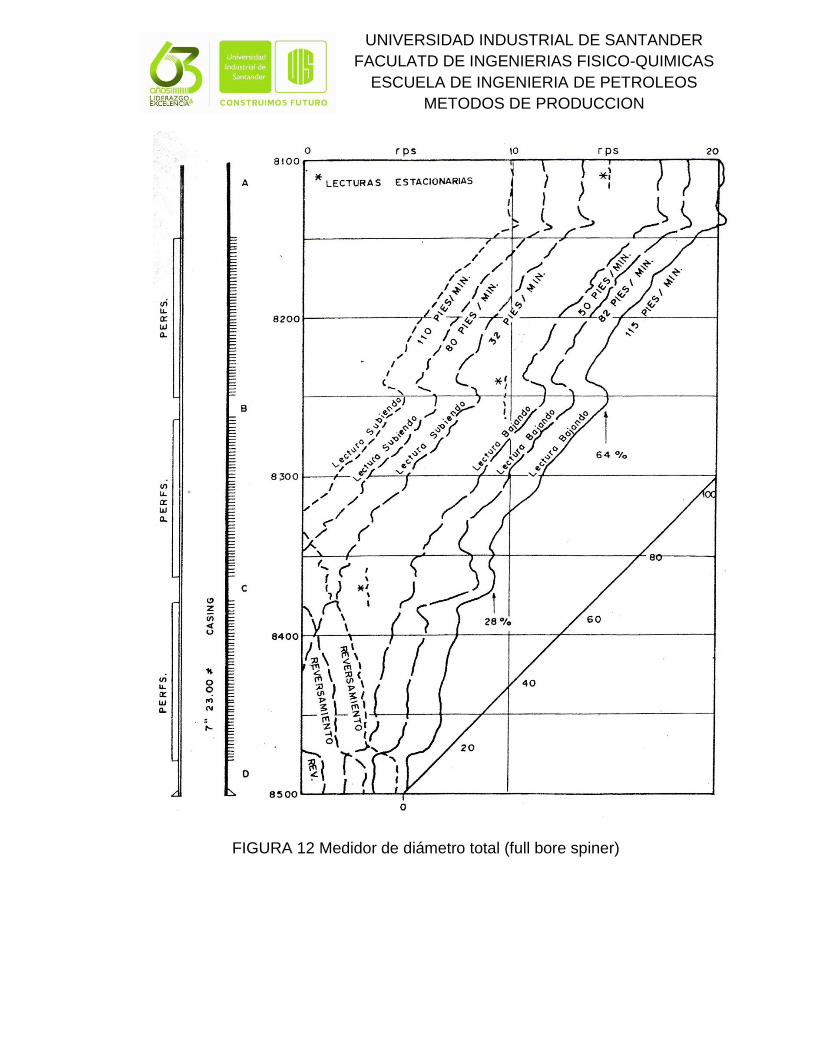
3. EJEMPLO DE REFERENCIA
Usando las curvas del registro medidor de flujo de la FIGURA 12 calcular la
tasa de flujo de un revestimiento de 7 pulgadas, 23 Lb/pie.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 12 Medidor de diámetro total (full bore spiner)

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
De la FIGURA 12 se obtiene los siguientes datos
Velocidad del cable MEDIDOR DE FLUJO (RPS)
Pie / minuto Estación A Estación B Estación C Estación D
Bajando 115 20,1 14,6 9,2 5,1
82 18,5 13,0 8,4 3,5
50 17,2 11,6 5,4 2,1
Lectura Estacionaria 14,7 9,7 3,2 -
Subiendo 32 13,3 8,3 1,9 -1,1
80 11,5 6,3 - -3,1
110 9,9 4,6 - -4,6
Calibración de la herramienta:
Se representa en papel normal la velocidad del cable (pies/minuto) contra
las lecturas del medidor de flujo (RPS) tla como se muestra en la FIGURA
13.
FIGURA 13 Grafico de calibración in situ
-10
-5
0
5
10
15
20
25
-150 -100 -50 0 50 100 150
VEL
OC
IDA
D D
E LA
HEL
ICE
(R
PS)
VELOCIDAD DEL CABLE (Pie/min)
ESTACION A
ESTACION B
ESTACION C
ESTACION D

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
Se debe tener en cuenta que las lecturas de la velocidad del cable con la
herramienta bajando se toman positivas y subiendo se asumen negativas
Todas las líneas de calibración in-situ tienen una pendiente de 4,6 RPS por
100pies/minuto lo cual indica que está bien calibrada la herramienta de
acuerdo a los valores de laboratorio: 4,7 RPS por 100pie/1000 para agua, ya
que la calibración se hace en esta.
La diferencia entre las intersecciones con el eje X (velocidad del cable) de
las dos líneas de la estación D es 12 pies/min, donde la mitad de esta
diferencia es la velocidad de fluido necesaria para iniciar el movimiento de la
hélice (Vx).
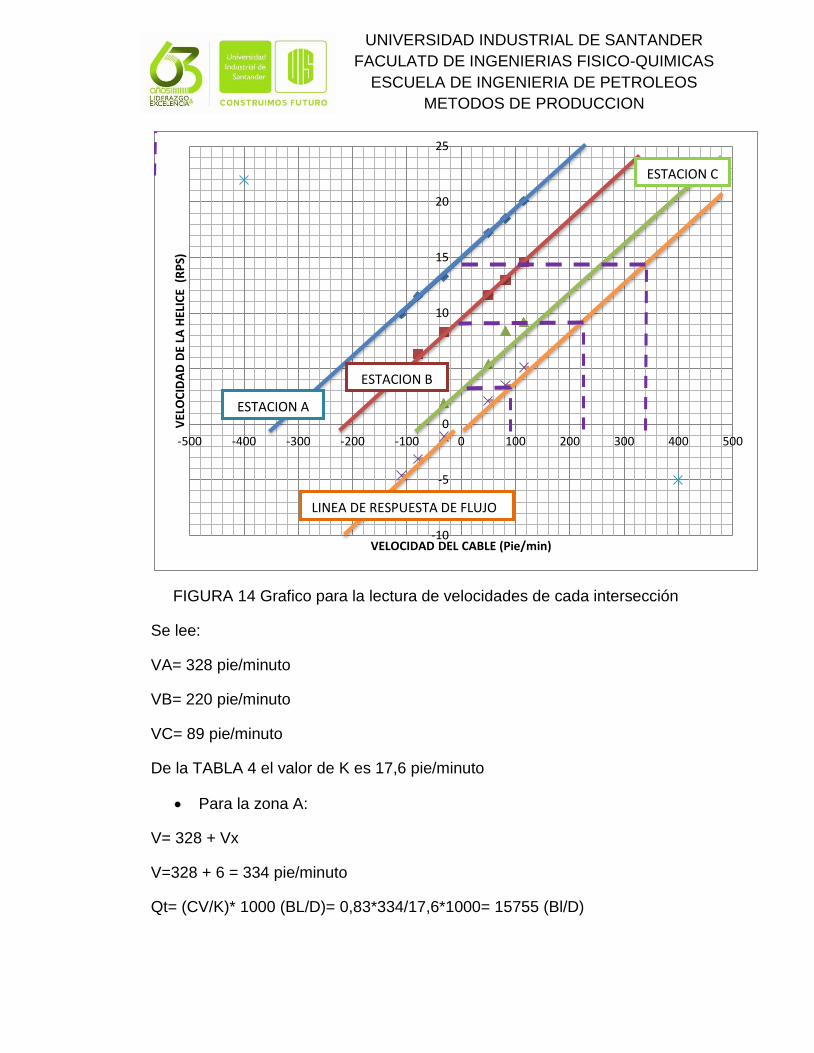
Cálculo de la tasa de flujo:
Se realiza una grafica de velocidad de la hélice versus velocidad del cable y
se construye una línea de respuesta del flujo paralela a la línea estabilizada
de la estación A e intersectando el eje de velocidad en Vx. FIGURA 14
En este caso particular, las lecturas de la estación D están sobreimpuestas
en la línea de respuesta de flujo; esto es válido debido a que la tasa de flujo
en la estación D es cero y la viscosidad es constante.
En la FIGURA 14, la línea de respuesta de flujo tiene una intersección con el
eje X en Vx = 6 pie/minuto y una pendiente de 4,6 RPS por 100pie/minuto.
Las velocidades del fluido para las estaciones A B y C son determinadas a
partir de la FIGURA 14 comenzando desde la intersección de la línea de
calibración in situ para la estación y el eje Y (donde la velocidad del cable es
cero), pasando horizontalmente hasta la línea de respuesta de flujo y luego
se va verticalmente bajando hasta la velocidad del fluido y leemos las
velocidades para A B y C.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 14 Grafico para la lectura de velocidades de cada intersección
Se lee:
VA= 328 pie/minuto
VB= 220 pie/minuto
VC= 89 pie/minuto
De la TABLA 4 el valor de K es 17,6 pie/minuto
Para la zona A:
V= 328 + Vx
V=328 + 6 = 334 pie/minuto
Qt= (CV/K)* 1000 (BL/D)= 0,83*334/17,6*1000= 15755 (Bl/D)
-10
-5
0
5
10
15
20
25
-500 -400 -300 -200 -100 0 100 200 300 400 500
VEL
OC
IDA
D D
E LA
HEL
ICE
(R
PS)
VELOCIDAD DEL CABLE (Pie/min)
LINEA DE RESPUESTA DE FLUJO
ESTACION A
ESTACION B
ESTACION C

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
Para la zona B:
V= 220 + Vx
V=220 + 6 = 226 pie/minuto
Qt= (CV/K)* 1000 (BL/D)= 0,83*226/17,6*1000= 10658 (Bl/D)
Para la zona C:
V= 89 + Vx
V=89+ 6 = 95 pie/minuto
Qt= (CV/K)* 1000 (BL/D)= 0,83*95/17,6*1000= 4480 (Bl/D)
Para la estación D el caudal es cero
Determinación de los porcentajes
Para la estación A será el 100% ya que en este caudal está incluido el caudal
de las estaciones B y C.
Para la estación B % =100∗10658
15751= 67
Para la estación C % =100∗4480
15751= 28
La calibración anterior se aplica a pozos con tasas de flujo altas, donde se
utiliza el medidor de flujo total y el medidor de flujo continuo.
Cuando el diámetro del revestimiento o del hueco es variable, el cálculo de la
tasa de flujo no puede hacerse con la fórmula utilizada en el ejemplo. En
estaos casos, el diámetro debe ser medido a partir de un registro caliper para
cada zona y la tasa de flujo se calcula con la siguiente ecuación:
𝑄 = 𝑉 ∗ (𝜋 ∗ 𝑑2
4 ∗ 144) ∗ 256,6 ∗ 𝐶
Es decir
𝑄 = 1,4 ∗ 𝑉 ∗ 𝑑2 ∗ 𝐶,𝐵𝑙
𝐷

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
4. EJEMPLO 2: INTERPRETACION DE UN REGISTRO DE PRODUCCION
EN EL POZO HENAS 2
En el pozo Henas 2 se tomo un registro combinado de producción con un
revestimiento de 9 – 5/8 pulg., 47 Lb/pie, siguiendo el procedimiento que a
continuación se describe:
Se armo el equipo en superficie, se reviso el diámetro de las
herramientas a utilizar de acuerdo con la tubería que se encuentra
en el pozo.
Se cerró el pozo.
Se bajo la herramienta con medidor de flujo, temperatura,
gradiomanómetro, presión, Gamma Ray y CCl para correlacionar
en profundidad.
Alcanzando el periodo de estabilización se inicia la calibración “in
situ”, como se muestra en la FIGURA 16, basados en los datos
tomados en el registro que se muestra en la FIGURA 15.
Finalizada la calibración in situ, se sienta la herramienta 100 pies
por encima del tope de las perforaciones, (7500 ft) y el pozo es
nuevamente abierto a producción, hasta alcanzar un flujo de
estabilización.
Obtenido el periodo de flujo estable, se hace corridas subiendo y
bajando a diferentes velocidades del cable, como se muestra en el
registro de la FIGURA 17.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 15. Resumen del registro de producción. Pozo cerrado.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
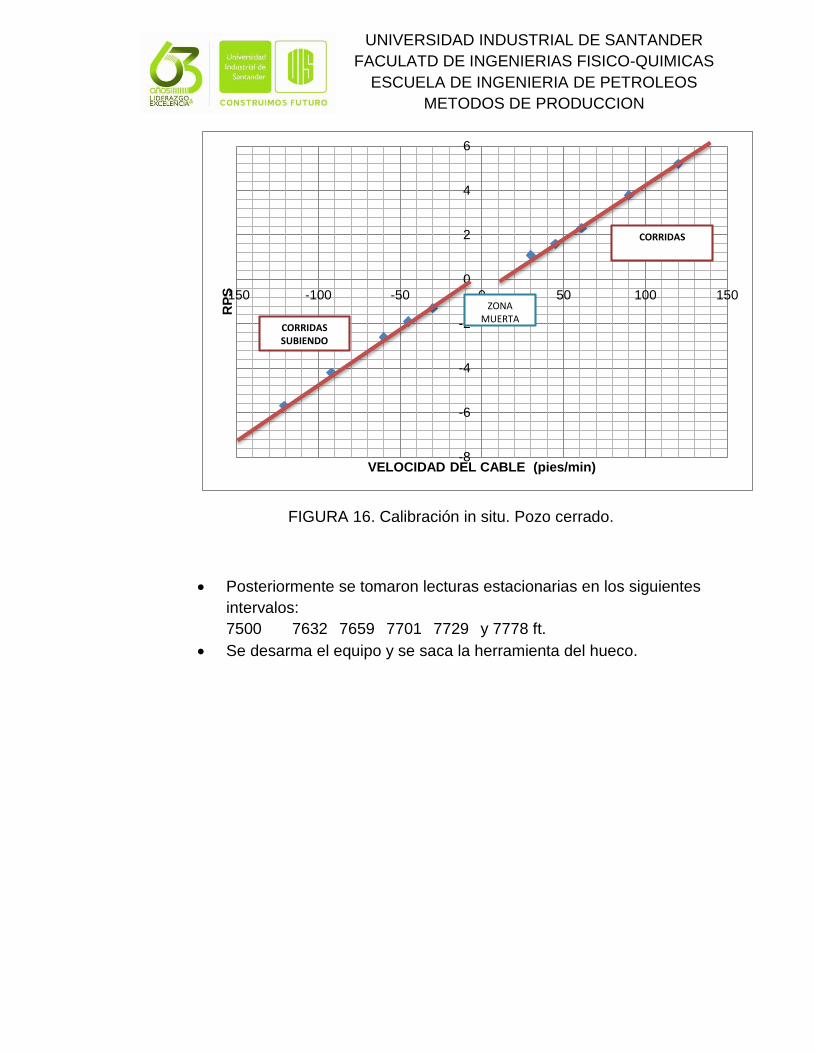
FIGURA 16. Calibración in situ. Pozo cerrado.
Posteriormente se tomaron lecturas estacionarias en los siguientes
intervalos:
7500 7632 7659 7701 7729 y 7778 ft.
Se desarma el equipo y se saca la herramienta del hueco.
-8
-6
-4
-2
0
2
4
6
-150 -100 -50 0 50 100 150
RP
S
VELOCIDAD DEL CABLE (pies/min)
CORRIDAS
CORRIDAS SUBIENDO
ZONA MUERTA

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
FIGURA 17. Resumen del registro de producción. Pozo abierto
totalmente al flujo.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
4.1. Resultados
4.1.1. Calibración “in situ” de la herramienta. Pozo cerrado
Datos tomados de la FIGURA 15 a una profundidad de: 7580 pies
CORRIDAS VELOCIDAD DEL CABLE (Pies/ min.)
HELICE (RPS)
Bajando 30 1,10
Bajando 45 1,60
Bajando 61 2,30
Bajando 90 3,80
Bajando 120 5,20
Subiendo 30 -1,30
Subiendo 45 -1,90
Subiendo 60 -2,60
Subiendo 92 -4,20
Subiendo 121 5,70
De la FIGURA 16 la zona muerta es de 20 pies/min, de donde la velocidad
“threshold” (velocidad mínima para empezar a mover la hélice) es la mitad de
la zona muerta, 10 pies/ minuto.
NOTA: la calibración con el pozo cerrado se puede hacer a lo largo de toda la
zona de interés, ya que con el pozo cerrado no existe velocidad del fluido
(zona muerta). En este caso se hizo a 7850 pies.
4.1.2. Determinación de las tasas de flujo de cada uno de los
intervalos perforados.
A partir del resumen del registro combinado de producción corrido con el
pozo fluyendo (FIGURA 17), se leen los valores de velocidad del cable en
pies/minuto y los RPS de la hélice, basándose en las lecturas de las corridas
bajando, ya que las corridas subiendo no son muy confiables debido a que
allí se presentan velocidades relativas entre la velocidad del fluido y la
velocidad del cable.
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
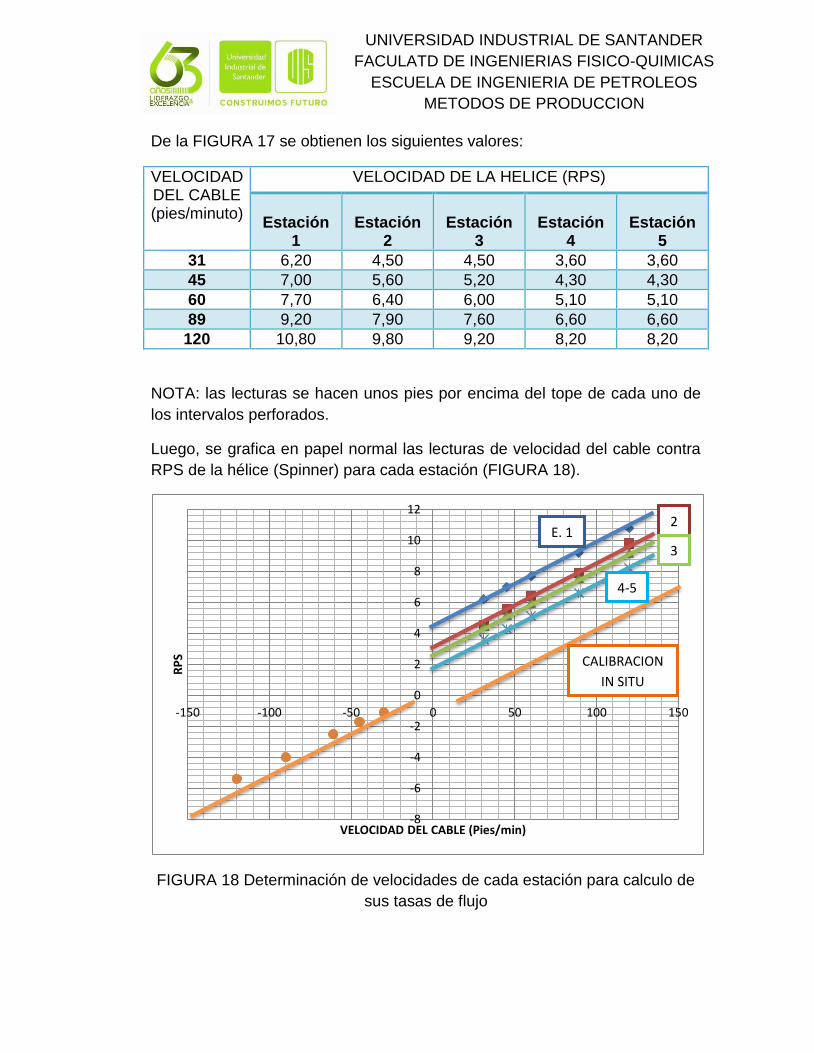
De la FIGURA 17 se obtienen los siguientes valores:
VELOCIDAD DEL CABLE (pies/minuto)
VELOCIDAD DE LA HELICE (RPS)
Estación
1
Estación
2
Estación
3
Estación
4
Estación
5
31 6,20 4,50 4,50 3,60 3,60
45 7,00 5,60 5,20 4,30 4,30
60 7,70 6,40 6,00 5,10 5,10
89 9,20 7,90 7,60 6,60 6,60
120 10,80 9,80 9,20 8,20 8,20
NOTA: las lecturas se hacen unos pies por encima del tope de cada uno de
los intervalos perforados.
Luego, se grafica en papel normal las lecturas de velocidad del cable contra
RPS de la hélice (Spinner) para cada estación (FIGURA 18).
FIGURA 18 Determinación de velocidades de cada estación para calculo de
sus tasas de flujo
-8
-6
-4
-2
0
2
4
6
8
10
12
-150 -100 -50 0 50 100 150
RP
S
VELOCIDAD DEL CABLE (Pies/min)
E. 1 2
3
4-5
CALIBRACION
IN SITU

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
De las líneas obtenidas, se leen los valores de la velocidad del fluido
(pies/minuto), y se calculan las tasas de flujo para cada estación como se
muestra a continuación:
ESTACIÓN 1
Vf leída =107 pies/minutos
La tasa de flujo es:
𝑸𝒕 =𝑪𝑽𝒇
𝒌𝐱 𝟏𝟎𝟎𝟎 (𝑩𝑳
𝑫⁄ )
𝑸𝒕 =𝟎, 𝟖𝟑 ∗ 𝟏𝟎𝟕𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐
𝟗, 𝟒𝟗 𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐𝐱 𝟏𝟎𝟎𝟎
𝑸𝒕 = 𝟗𝟑𝟓𝟖 (𝑩𝑳𝑫⁄ )
ESTACIÓN 2
Vf leída =79 pies/minutos
𝑸𝒕 =𝟎, 𝟖𝟑 ∗ 𝟕𝟗𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐
𝟗, 𝟒𝟗 𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐𝐱 𝟏𝟎𝟎𝟎
𝑸𝒕 = 𝟔𝟗𝟎𝟗 (𝑩𝑳𝑫⁄ )
ESTACIÓN 3
Vf leída =70 pies/minutos
𝑸𝒕 =𝟎, 𝟖𝟑 ∗ 𝟕𝟎𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐
𝟗, 𝟒𝟗 𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐𝐱 𝟏𝟎𝟎𝟎
𝑸𝒕 = 𝟔𝟏𝟐𝟐 (𝑩𝑳𝑫⁄ )
ESTACIÓN 4
En este intervalo no hay flujo debido a que las lecturas del perfil del medidor
de flujo no cambian con respecto a las estación 5.
ESTACIÓN 5
Vf leída =54 pies/minutos
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
𝑸𝒕 =𝟎, 𝟖𝟑 ∗ 𝟓𝟒𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐
𝟗, 𝟒𝟗 𝒑𝒊𝒆𝒔/𝒎𝒊𝒏𝒖𝒕𝒐𝐱 𝟏𝟎𝟎𝟎
𝑸𝒕 = 𝟒𝟕𝟐𝟑 (𝑩𝑳𝑫⁄ )
4.1.3. Determinación de los porcentajes de producción de cada
intervalo.
El porcentaje de producción se calcula así:
Intervalo ( 7600-7618) pies
% =9358 − 6909
9358= 26
Intervalo ( 7639-7654) pies
% =6909 − 6122
9358= 8
Intervalo ( 7664-7684) pies
% =6122 − 44723
9358= 15
Intervalo ( 7735-7746) pies
% =4723
9358= 51

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
A continuación se resume lo calculado anteriormente:
ESTACIÓN
INTERVALO
(Pies)
CONTRIBUCION DE PRODUCCION A TRAVES DE LA
ESTACIÓN (BPD)
CONTRIBUCION POR INTERVALO
(BPD)
CONTRIBUCION DE PRODUCCION POR
INTERVALO (%)
1 7600 – 7618 9358 2449 26
2 7639 – 7654 6909 787 8
3 7664 – 7684 6122 1399 15
4 7718 – 7722 0 0 0
5 7735 – 7746 4723 4723 51
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
5. CONTROL DE CALIDAD PARA MEDIDORES DE FLUJO
La exactitud de las mediciones dependen de:
El número de fases presentes
La desviación del pozo
El tipo de herramienta y la vía por la cual es corrida
Las variaciones del diámetro del hueco
Cambios en la tasa de producción o inyección
Control de presión de cabeza la cual debe mantenerse estable
5.1. Control de calidad del medidor de flujo con empaque
En cada estación chequear el sello del empaque, aflojando unos
pocos pies de cale y observando la caída de tensión en el cable.
Repetir la medición en cada estación (parada).
Estar seguro que el diámetro externo de la hélice y el grado de
inclinación sean conocidos, de modo que la interpretación de la carta
pueda ser usada correctamente.
Hacer por lo menos una parada por encima de las perforaciones
donde la tasa de flujo es conocida o puede ser calculada a partir de la
tasa de flujo en superficie y datos PVT.
5.2. Medidor de flujo continuo
Se corre la herramienta sobre el intervalo de interés a varias
velocidades de cable (3 o 4) hacia arriba y abajo.
Mantener la velocidad del cable constante en cada corrida.
Si se registra en un completamiento hueco abierto, una medida del
caliper puede ser necesario para la interpretación.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
5.3. Medidor de diámetro total
Se corre para minimizar loe errores en las mediciones del medidor de
flujo continuo causados por los cambios de viscosidad.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION
BIBLIOGRAFÍA
Arias Pedraza Hector Raul, Chaparro Laiton Nestor. Interpretación y
control de los registros de producción. UIS 1987.
Henry L. Doherty Series, Production Logging – Theoretical and
Interpretative Elements- Monograph Volume 14 SPE..
Wilmar Pastrana (1), Miguel Zárate (1), Leticia Muñoz (1), Esteban
Padilla (1) Schlumberger (1) ,Reto Superado: Registros de producción
en pozos horizontales con flujo multifásico
HEGEMAN, Pete. Production Logging for reservoir testing. Sugar
Land, Texas.
Production Tools. Disponible en:
http://www.titanspecialties.com/upload/pl_tools.pdf
Production Tools. Disponible en:
http://www.cbgcorp.com/media/cbg_pl_tool_broch_web.pdf
Production Tools. Disponible en:
http://www.leespecialties.com/pdf/webCatalog.pdf
HILL, A.D. Production logging – Theoretical and Interpretive Elements.
University of Texas. Austin: Texas. Mayo 1990.
SCHLUMBERGER. Production Log Interpretation. Schlumberger
Limited. USA. 1970
SCHLUMBERGER. Production Log Interpretation. Schlumberger
Limited. USA. 1973
PRODUCTION LOGS COURSE. KAPPA. Material electrónico.
www.pretolog.net/logging_tools
www.scribd.com/interpretacion-de-perfiles-de-produccion.

UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULATD DE INGENIERIAS FISICO-QUIMICAS
ESCUELA DE INGENIERIA DE PETROLEOS
METODOS DE PRODUCCION







