Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018 1 Sistemas de Manufactura Integrada. Guía 5 Tema: Uso de la Célula de Manufactura Flexible. Tiempo de ejecución: 2 horas. Realizar planes de procesos en el software CIROS Production Supervision ProjectStudio para el control de la célula de manufactura flexible compuesta de un centro de maquinado, un robot industrial y almacenes pulmón (búferes). • Listar las tareas del robot RV-2AJ-S12 con eje lineal. • Realizar la comunicación entre CIROS Production Supervision y el controlador del robot CR1-571- S12. • Realizar planes de procesos en CIROS Production Supervision para el maquinado de una placa base utilizando macrotareas de proceso y la herramienta de tareas. Estación de la célula de manufactura flexible. La célula de manufactura flexible consiste de dos segmentos (estación de alimentación al CNC y el Concept mill 105). El primer segmento sirve para la alimentación de la máquina de procesamiento y el segundo es centro de maquinado CNC. La manipulación de la pieza de trabajo la realiza el robot Mitsubishi RV-2AJ. El robot está montado sobre un eje lineal (articulación prismática), que expande el rango de operación del robot. Todas las posiciones necesarias pueden alcanzarse sin ningún problema, por medio de este eje lineal. La materia prima está disponible en palés con 1 placa base o de compartimientos en la estación. Después del procesamiento las piezas se colocan en sus posiciones de origen. Tres recepciones para palés están montadas en la placa de operación para la recepción de los palés. El centro de maquinado procesa las placas base. El control lo realiza la unidad de accionamiento del robot. La comunicación entre la estación de alimentación al CNC y la unidad de accionamiento robotizada se da por medio de la caja Ria 1, donde los datos se colocan consecuentemente, antes de ser transferidos a la unidad de accionamiento, por medio de una interfaz especial. La comunicación entre el centro de maquinado CNC y la unidad de accionamiento robotizada se da por medio de la caja Ria 2, donde los datos se colocan consecuentemente, antes de ser transferidos a la unidad de accionamiento, por medio de una interfaz especial. Objetivo General Introducción Teórica Objetivos específicos Facultad: Ingeniería. Escuela: Electrónica Asignatura: Sistemas de Manufactura Integrada Lugar de ejecución: iCIM Lab. Edificio 3. Primera planta.
Transcript
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
1
Sistemas de Manufactura Integrada. Guía 5
Tema: Uso de la Célula de Manufactura Flexible. Tiempo de ejecución: 2 horas.
Realizar planes de procesos en el software CIROS Production Supervision ProjectStudio para el control
de la célula de manufactura flexible compuesta de un centro de maquinado, un robot industrial y
almacenes pulmón (búferes).
• Listar las tareas del robot RV-2AJ-S12 con eje lineal.
• Realizar la comunicación entre CIROS Production Supervision y el controlador del robot CR1-571-
S12.
• Realizar planes de procesos en CIROS Production Supervision para el maquinado de una placa base
utilizando macrotareas de proceso y la herramienta de tareas.
Estación de la célula de manufactura flexible. La célula de manufactura flexible consiste de dos segmentos (estación de alimentación al CNC y el
Concept mill 105). El primer segmento sirve para la alimentación de la máquina de procesamiento y el
segundo es centro de maquinado CNC. La manipulación de la pieza de trabajo la realiza el robot
Mitsubishi RV-2AJ. El robot está montado sobre un eje lineal (articulación prismática), que expande el
rango de operación del robot. Todas las posiciones necesarias pueden alcanzarse sin ningún problema,
por medio de este eje lineal.
La materia prima está disponible en palés con 1 placa base o de compartimientos en la estación.
Después del procesamiento las piezas se colocan en sus posiciones de origen. Tres recepciones para
palés están montadas en la placa de operación para la recepción de los palés.
El centro de maquinado procesa las placas base.
El control lo realiza la unidad de accionamiento del robot.
La comunicación entre la estación de alimentación al CNC y la unidad de accionamiento robotizada se
da por medio de la caja Ria 1, donde los datos se colocan consecuentemente, antes de ser transferidos a
la unidad de accionamiento, por medio de una interfaz especial.
La comunicación entre el centro de maquinado CNC y la unidad de accionamiento robotizada se da por
medio de la caja Ria 2, donde los datos se colocan consecuentemente, antes de ser transferidos a la
unidad de accionamiento, por medio de una interfaz especial.
Objetivo General
Introducción Teórica
Objetivos específicos
Facultad: Ingeniería.
Escuela: Electrónica
Asignatura: Sistemas de Manufactura Integrada
Lugar de ejecución: iCIM Lab.
Edificio 3. Primera planta.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
2
Sistemas de Manufactura Integrada. Guía 5
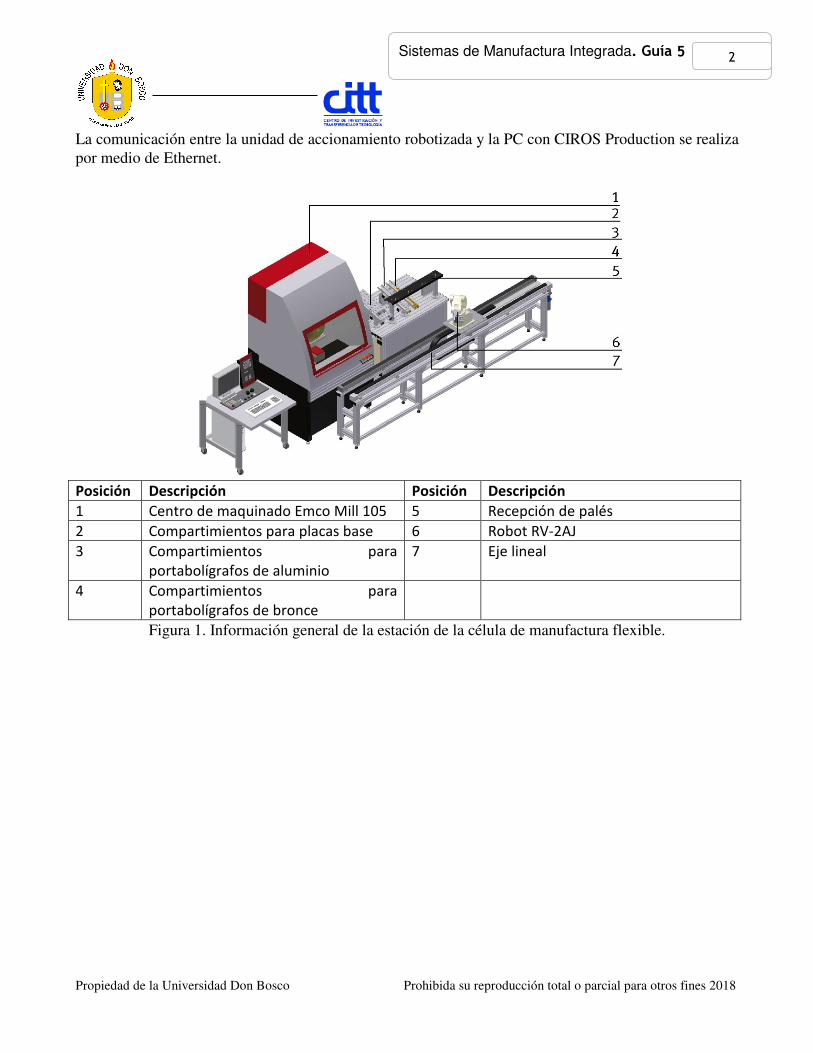
La comunicación entre la unidad de accionamiento robotizada y la PC con CIROS Production se realiza
por medio de Ethernet.
Posición Descripción Posición Descripción
1 Centro de maquinado Emco Mill 105 5 Recepción de palés
2 Compartimientos para placas base 6 Robot RV-2AJ
3 Compartimientos para
portabolígrafos de aluminio
7 Eje lineal
4 Compartimientos para
portabolígrafos de bronce
Figura 1. Información general de la estación de la célula de manufactura flexible.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
3
Sistemas de Manufactura Integrada. Guía 5
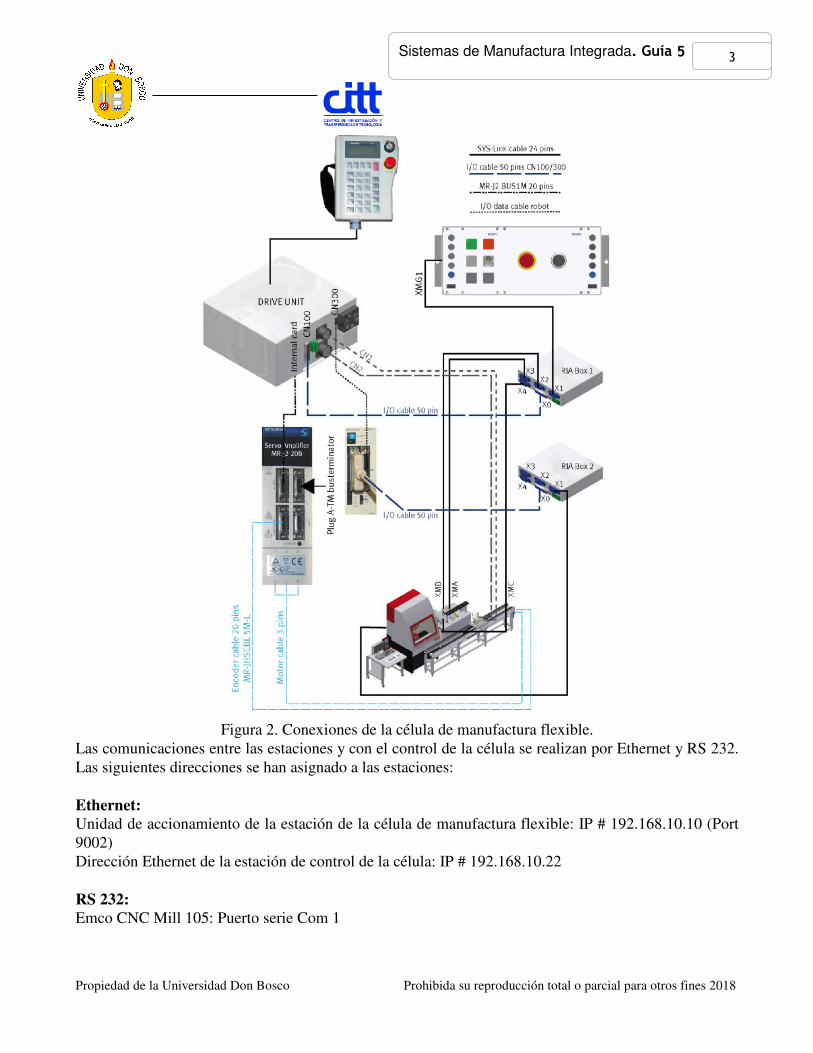
Figura 2. Conexiones de la célula de manufactura flexible.
Las comunicaciones entre las estaciones y con el control de la célula se realizan por Ethernet y RS 232.
Las siguientes direcciones se han asignado a las estaciones:
Ethernet: Unidad de accionamiento de la estación de la célula de manufactura flexible: IP # 192.168.10.10 (Port
9002)
Dirección Ethernet de la estación de control de la célula: IP # 192.168.10.22
RS 232: Emco CNC Mill 105: Puerto serie Com 1
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
4
Sistemas de Manufactura Integrada. Guía 5
Descripción del proceso:
La instalación se ha diseñado para producir un conjunto de escritorio. La placa base y el portabolígrafos
se dividen en los siguientes tipos.
Tipo 1: Placa base / 5 variantes
La estación de célula de manufactura tiene la tarea de suplir a la máquina CNC y de procesar los
componentes dentro de ella. Las piezas de materia prima llegan desde los compartimientos o los palés,
pedidos en una etapa anterior y se colocan en las posiciones respectivas por medio del robot.
Placa base de ejemplo
Una vez que un programa para la transformación de una placa de base ha sido seleccionado, la placa se
recupera de un compartimiento o un palé disponible y se sujeta en la prensa de la máquina fresadora
CNC.
En este punto, la placa es capaz de ser procesada.
Después de procesar la placa, ésta se libera de la mordaza, se coloca sobre el palé previamente
solicitado que está vacío o se devuelve a su posición de recuperación del palé.
Ahora, el palé se coloca en el sistema de transporte para ser almacenado en la estación AS/RS para su
posterior procesamiento.
El proceso para el porta bolígrafos es el mismo que el proceso de las placas, la selección del porta
bolígrafo de aluminio o de bronce se lleva a cabo en la CIROS production.
Tareas:
A continuación se muestra la descarga de una tarea iniciada en CIROS Production.
Figura 3. Descarga de una tarea desde CIROS Production hacia la célula flexible.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
5
Sistemas de Manufactura Integrada. Guía 5
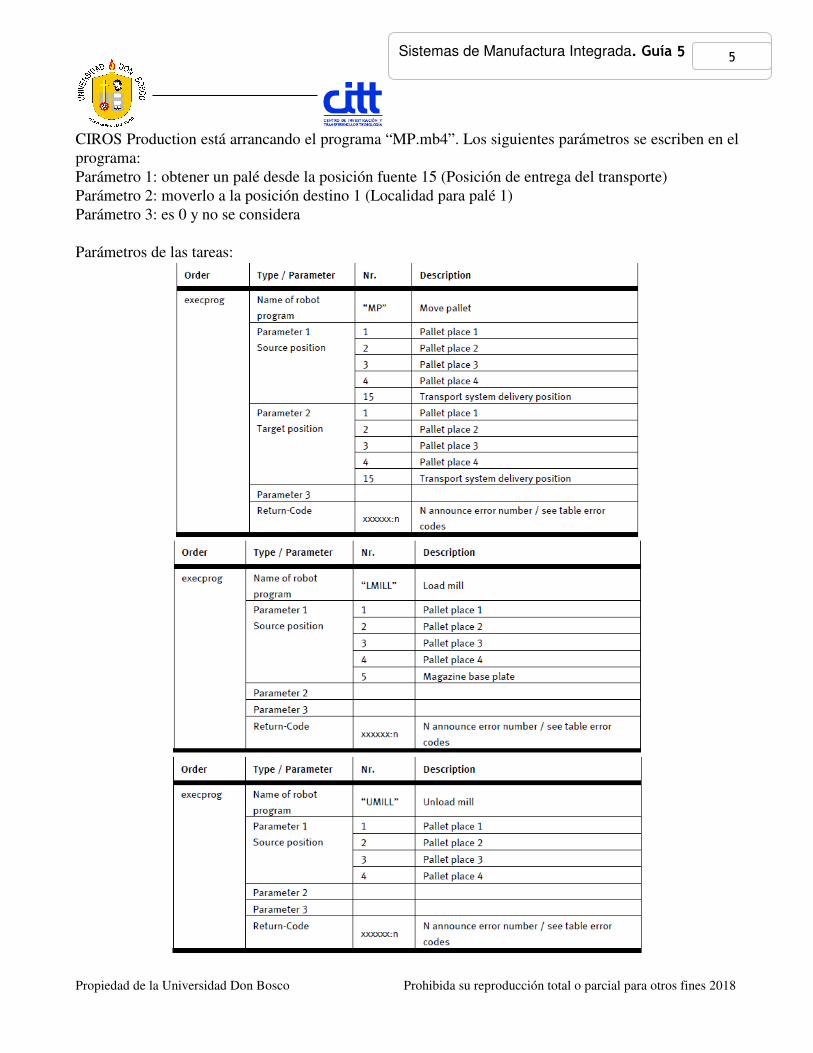
CIROS Production está arrancando el programa “MP.mb4”. Los siguientes parámetros se escriben en el
programa:
Parámetro 1: obtener un palé desde la posición fuente 15 (Posición de entrega del transporte)
Parámetro 2: moverlo a la posición destino 1 (Localidad para palé 1)
Parámetro 3: es 0 y no se considera
Parámetros de las tareas:
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
6
Sistemas de Manufactura Integrada. Guía 5
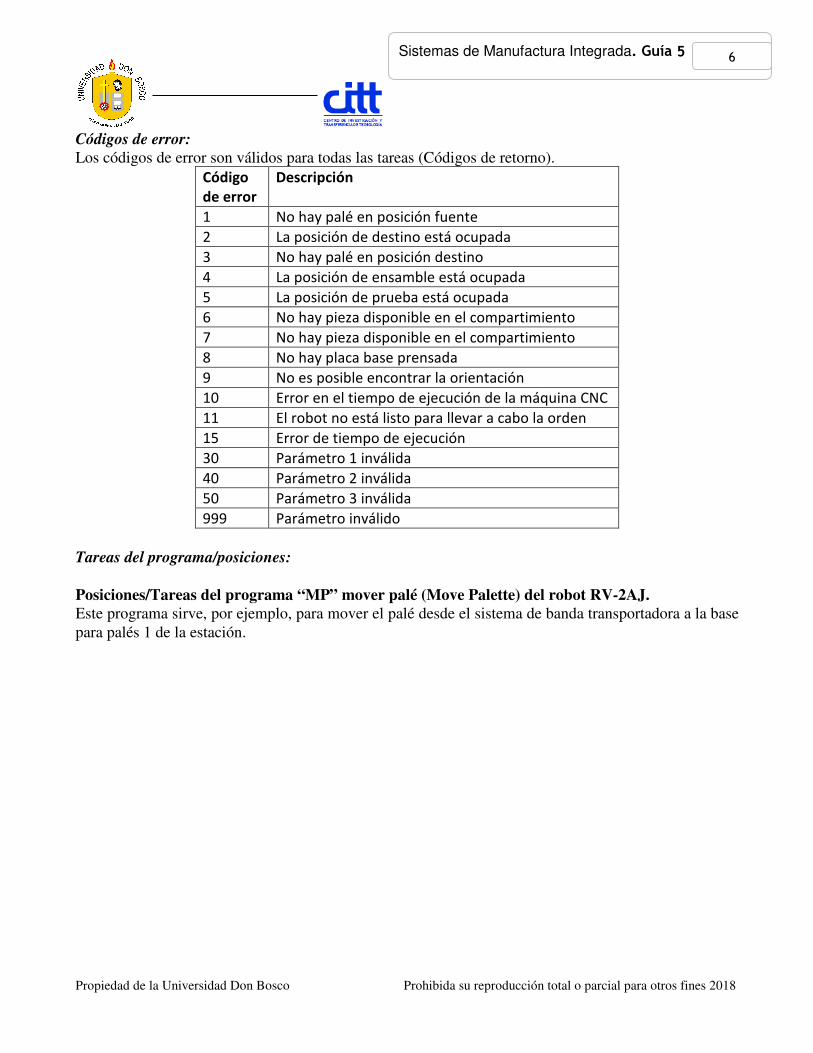
Códigos de error:
Los códigos de error son válidos para todas las tareas (Códigos de retorno).
Código
de error
Descripción
1 No hay palé en posición fuente
2 La posición de destino está ocupada
3 No hay palé en posición destino
4 La posición de ensamble está ocupada
5 La posición de prueba está ocupada
6 No hay pieza disponible en el compartimiento
7 No hay pieza disponible en el compartimiento
8 No hay placa base prensada
9 No es posible encontrar la orientación
10 Error en el tiempo de ejecución de la máquina CNC
11 El robot no está listo para llevar a cabo la orden
15 Error de tiempo de ejecución
30 Parámetro 1 inválida
40 Parámetro 2 inválida
50 Parámetro 3 inválida
999 Parámetro inválido
Tareas del programa/posiciones:
Posiciones/Tareas del programa “MP” mover palé (Move Palette) del robot RV-2AJ. Este programa sirve, por ejemplo, para mover el palé desde el sistema de banda transportadora a la base
para palés 1 de la estación.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
7
Sistemas de Manufactura Integrada. Guía 5
Posiciones del robot para el programa “MP”
1 PPAL(4)
2 PPAL(3)
3 PPAL(2)
4 PPAL(1)
5 PPAL(15)
6 PINIT
Figura 4. Posiciones del programa “MP” del robot RV-2AJ.
Posiciones/Tareas del programa “LMILL” cargar fresadora (Load mill) del robot RV-2AJ. Este programa sirve para alimentar la fresadora con una placa base.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
8
Sistemas de Manufactura Integrada. Guía 5
Posiciones del robot para el programa “LMILL”
1 PBP(4)
2 PBP(3)
3 PBP(2)
4 PBP(1)
5 PBP(5)
6 PWAIT 1
7 PWAIT 2
8 PCNC
Figura 5. Posiciones del programa “LMILL” del robot RV-2AJ.
Posiciones/Tareas del programa “ULMILL” descargar fresadora (unload mill) del robot RV-2AJ. Este programa sirve sacar una placa base procesada desde la máquina fresadora.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
9
Sistemas de Manufactura Integrada. Guía 5
Posiciones del robot para el programa “ULMILL”
1 PBP(4)
2 PBP(3)
3 PBP(2)
4 PBP(1)
5 PWAIT 1
6 PWAIT 2
7 PCNC
Figura 6. Posiciones del programa “ULMILL” del robot RV-2AJ.
Tarea de programa para ejecutar programas en el CNC: El formato de la llamada de la macrotarea de proceso es el siguiente:
ExecProg(Variable)
El valor de la variable define el número de programa en el CNC.
Ejemplo: ExecProg (122)
De acuerdo con la siguiente tabla, se fabricaría un porta bolígrafos del tipo 3 (de bronce).
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
10
Sistemas de Manufactura Integrada. Guía 5
Tipo de programa No. en fresadora CNC
Programa CNC tipo 1, achaflanado grande 140
Programa CNC tipo 2, achaflanado pequeño 141
Programa CNC tipo 3, redondeo de radio grande 142
Programa CNC tipo 4, redondeo de radio pequeño 143
Programa CNC tipo 5, tres cajeras circulares 144
Programa CNC tipo 6, tres cajeras circulares 145
Figura 7. Tabla de números de programa en el CNC virtual
NOTA: De forma de producir placas base de mala calidad (para descarte), hay un 50% de probabilidad
que el programa número 145 arranque en lugar del programa en el rango de 140 a 144 seleccionado por
usted.
Módulos en uso:
La estación está formada por cinco módulos funcionales:
• Recepción de palés
• Compartimiento para placas base
• Compartimiento para porta bolígrafos
• Eje lineal (articulación prismática)
• Centro de maquinado Emco
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
11
Sistemas de Manufactura Integrada. Guía 5
Recepción de palés: Con este módulo es posible recoger 4 palés.
Desempeño
Entradas 4
Salidas -
Reserva máx. 4 palés
Figura 8. Módulo de recepción de palés.
Compartimiento para placas base: La placa base está aislada aquí. Este compartimiento también se conoce como alimentador.
Desempeño
Entradas 3
Salidas 1
Reserva máx. Aproximadamente 7
Figura 9 Módulo alimentador de placas base.
Tipos de placas base:
Medidas Material Condición forma No.
140x60 mm Aluminio Materia prima Rectangular 42 010
140x60 mm Aluminio Procesada Tipo 1 42 140
140x60 mm Aluminio Procesada Tipo 2 42 141
140x60 mm Aluminio Procesada Tipo 3 42 142
140x60 mm Aluminio Procesada Tipo 4 42 143
140x60 mm Aluminio Procesada Tipo 5 42 144
Programas de procesamiento para los tipos de placas base en el centro de maquinado Concept mil 105
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
12
Sistemas de Manufactura Integrada. Guía 5
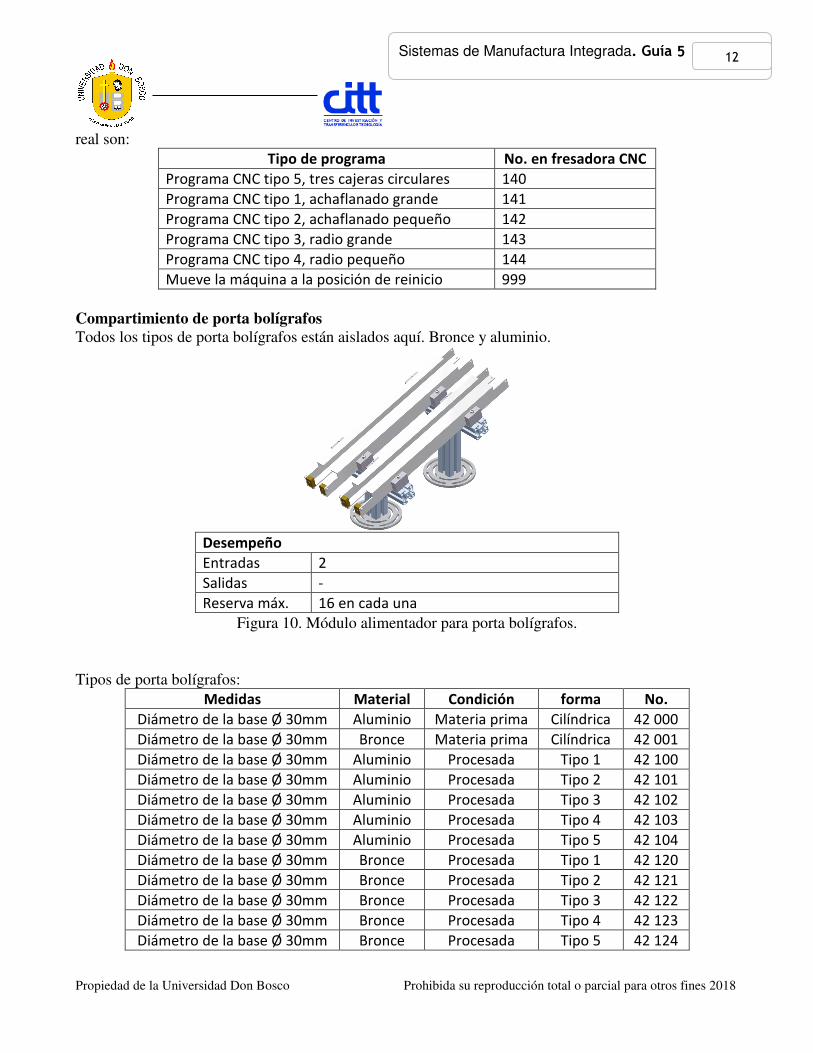
real son:
Tipo de programa No. en fresadora CNC
Programa CNC tipo 5, tres cajeras circulares 140
Programa CNC tipo 1, achaflanado grande 141
Programa CNC tipo 2, achaflanado pequeño 142
Programa CNC tipo 3, radio grande 143
Programa CNC tipo 4, radio pequeño 144
Mueve la máquina a la posición de reinicio 999
Compartimiento de porta bolígrafos Todos los tipos de porta bolígrafos están aislados aquí. Bronce y aluminio.
Desempeño
Entradas 2
Salidas -
Reserva máx. 16 en cada una
Figura 10. Módulo alimentador para porta bolígrafos.
Tipos de porta bolígrafos:
Medidas Material Condición forma No.
Diámetro de la base Ø 30mm Aluminio Materia prima Cilíndrica 42 000
Diámetro de la base Ø 30mm Bronce Materia prima Cilíndrica 42 001
Diámetro de la base Ø 30mm Aluminio Procesada Tipo 1 42 100
Diámetro de la base Ø 30mm Aluminio Procesada Tipo 2 42 101
Diámetro de la base Ø 30mm Aluminio Procesada Tipo 3 42 102
Diámetro de la base Ø 30mm Aluminio Procesada Tipo 4 42 103
Diámetro de la base Ø 30mm Aluminio Procesada Tipo 5 42 104
Diámetro de la base Ø 30mm Bronce Procesada Tipo 1 42 120
Diámetro de la base Ø 30mm Bronce Procesada Tipo 2 42 121
Diámetro de la base Ø 30mm Bronce Procesada Tipo 3 42 122
Diámetro de la base Ø 30mm Bronce Procesada Tipo 4 42 123
Diámetro de la base Ø 30mm Bronce Procesada Tipo 5 42 124
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
13
Sistemas de Manufactura Integrada. Guía 5
Eje lineal del robot RV-2AJ. El controlador del robot RV-2AJ también controla un eje lineal, éste trabaja como el eje 7 del robot. No
hay finales de carrera físicos, todo es controlado desde el software.
Figura 11. Eje lineal controlado por la unidad CR1-571-S12 del robot RV-2AJ.
Si el cable del decodificador entre el servomotor y el servoamplificador se remueve por más de 20
minutos aparecerá un mensaje de error de posición en la unidad de accionamiento
Emco Concept mill 105: En el centro de maquinado Concept mill se procesan las placas base. La forma depende de la orden.
Desempeño
Entradas 8 entradas para comunicación
Salidas 8 salidas para comunicación
Reserva máx. 1 pieza
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
14
Sistemas de Manufactura Integrada. Guía 5
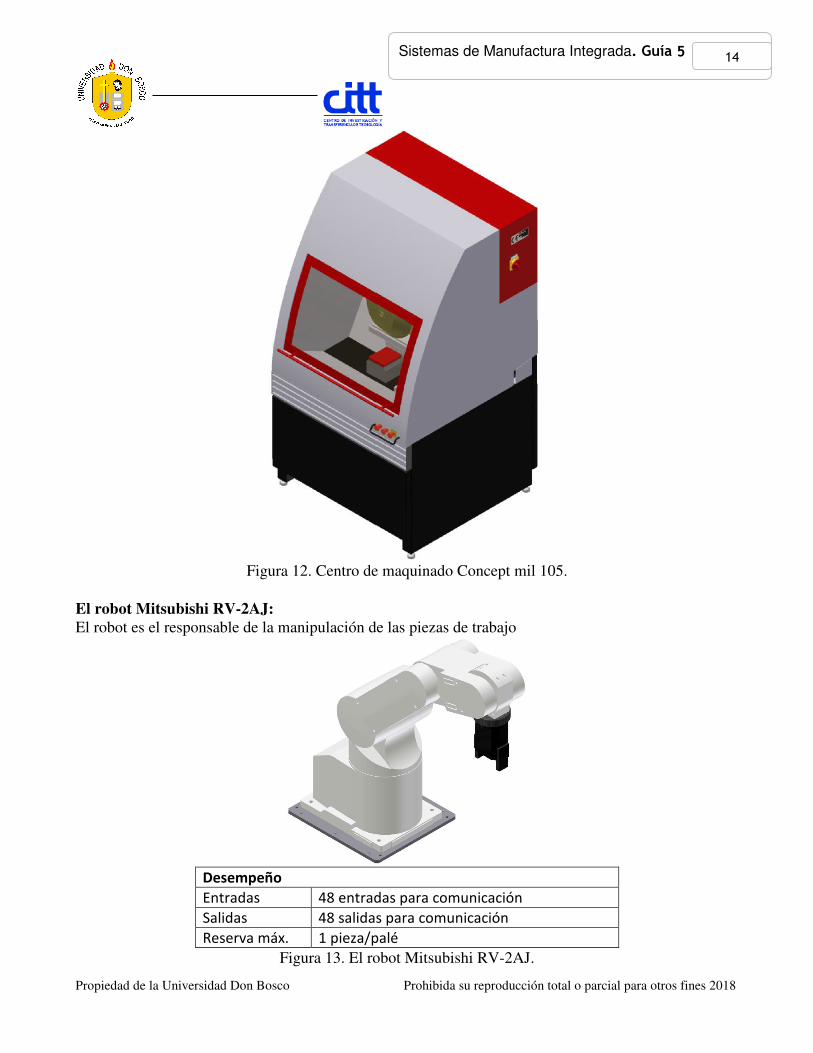
Figura 12. Centro de maquinado Concept mil 105.
El robot Mitsubishi RV-2AJ: El robot es el responsable de la manipulación de las piezas de trabajo
Desempeño
Entradas 48 entradas para comunicación
Salidas 48 salidas para comunicación
Reserva máx. 1 pieza/palé
Figura 13. El robot Mitsubishi RV-2AJ.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
15
Sistemas de Manufactura Integrada. Guía 5
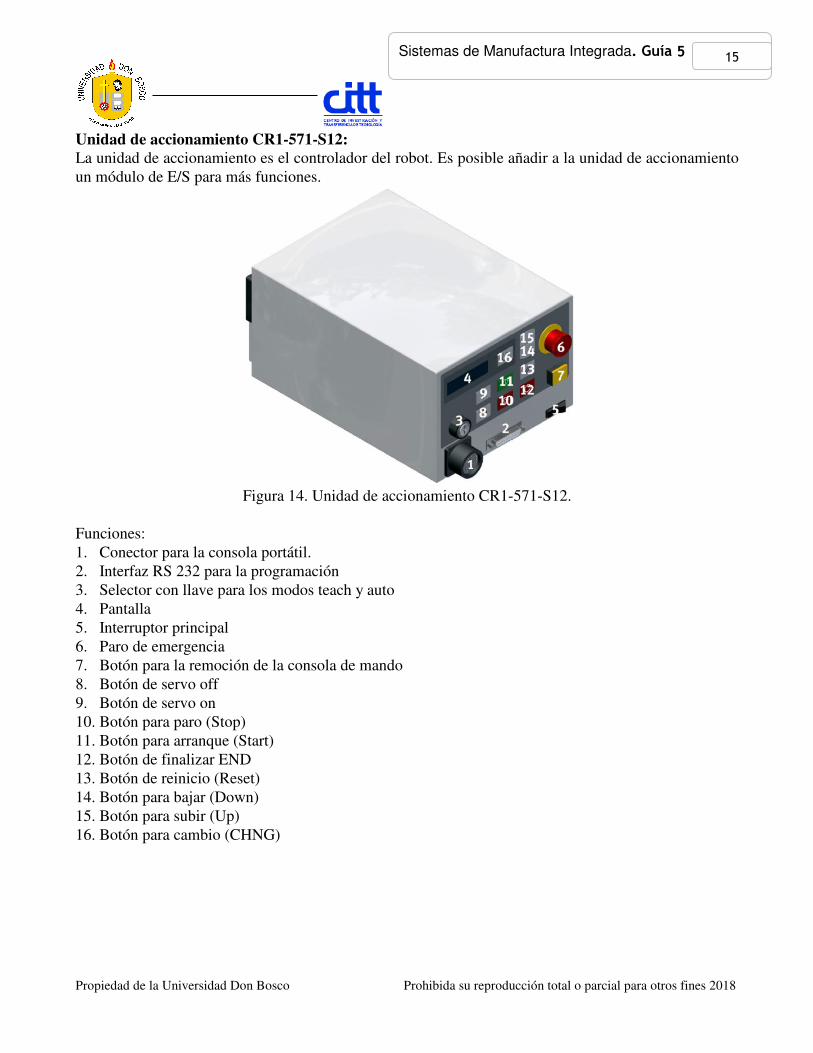
Unidad de accionamiento CR1-571-S12: La unidad de accionamiento es el controlador del robot. Es posible añadir a la unidad de accionamiento
un módulo de E/S para más funciones.
Figura 14. Unidad de accionamiento CR1-571-S12.
Funciones:
1. Conector para la consola portátil.
2. Interfaz RS 232 para la programación
3. Selector con llave para los modos teach y auto
4. Pantalla
5. Interruptor principal
6. Paro de emergencia
7. Botón para la remoción de la consola de mando
8. Botón de servo off
9. Botón de servo on
10. Botón para paro (Stop)
11. Botón para arranque (Start)
12. Botón de finalizar END
13. Botón de reinicio (Reset)
14. Botón para bajar (Down)
15. Botón para subir (Up)
16. Botón para cambio (CHNG)
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
16
Sistemas de Manufactura Integrada. Guía 5
Figura 15. Vista posterior de la unidad de accionamiento CR1-571-S12.
En el lado posterior de la unidad de accionamiento, hay más conectores e interfaces:
17. Interfaz de E/S
18. Conector de emergencia/fuente de alimentación de 24V
19. CN1 para la comunicación con el robot
20. CN2 para la comunicación con el robot
21. Fuente de alimentación de 230V
1 Estación de célula de manufactura flexible.
1 Computadora de control con sistema operativo Windows XP y software CIROS Production
Supervision.
1 Llave de hardware para el software CIROS Automation Suite.
Parte I. Creación del modelo del sistema de manufactura integrada por computadora. 1. Ejecute el programa CIROS Production Simulation
2. Cree un modelo que deberá contener al menos un sistema de transporte (Transport System 4 V1),
un almacén (Stock Single) y un torno y fresadora (Mill &Turn RV-2A)
3. Ejecute el programa CIROS Production ProjectStudio.
4. Importe el proyecto del modelo que hizo en el numeral 2 y genere el proyecto.
Parte II. Fabricación de una placa base por medio de CIROS Production. 5. Cree su propio plan de proceso para realizar un mecanizado de las tres cajeras circulares (No. de
pieza 42144 en la simulación) a partir de una pieza de materia prima (No. de pieza 42010) tomada
Procedimiento
Materiales y equipos
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
17
Sistemas de Manufactura Integrada. Guía 5
del almacén principal, este plan de proceso se debe de ejecutar cuando usted presione el botón User
2 desde la visualización.
Nota: la idea es no utilizar la macro tarea de proceso ProdBaseplate, sino hacer un plan de proceso
propio, pero sí puede usar las otras macro tareas de proceso que necesite.
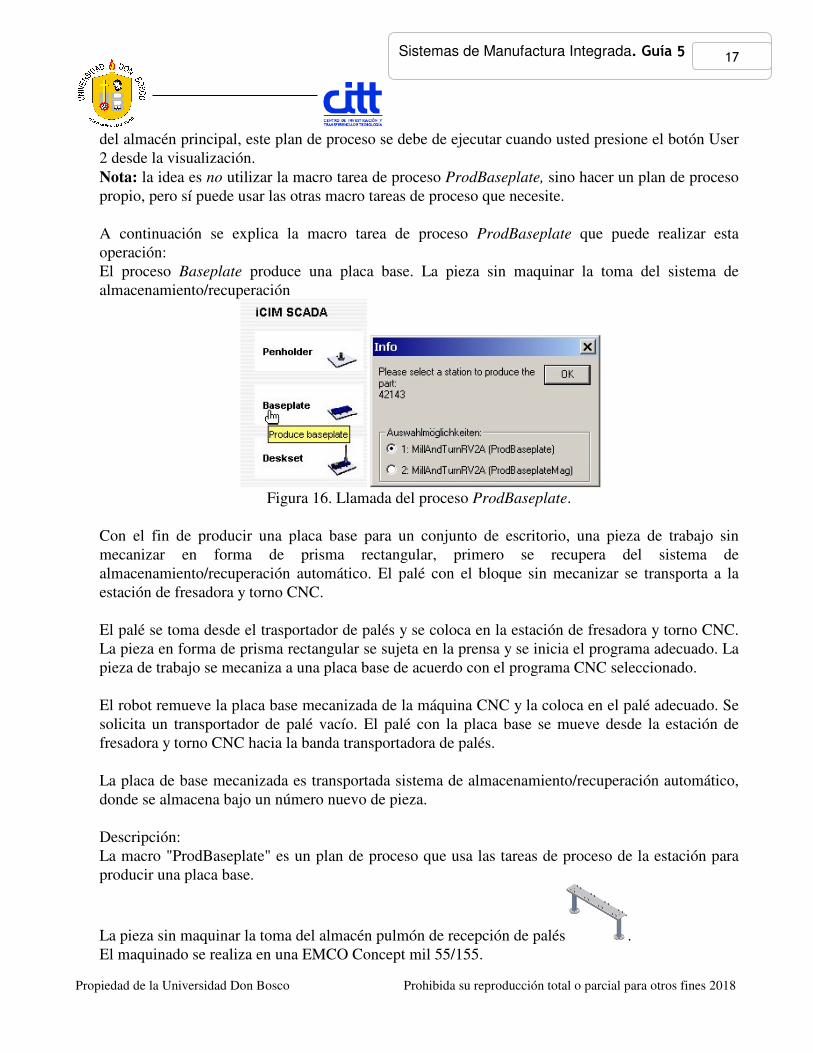
A continuación se explica la macro tarea de proceso ProdBaseplate que puede realizar esta
operación:
El proceso Baseplate produce una placa base. La pieza sin maquinar la toma del sistema de
almacenamiento/recuperación
Figura 16. Llamada del proceso ProdBaseplate.
Con el fin de producir una placa base para un conjunto de escritorio, una pieza de trabajo sin
mecanizar en forma de prisma rectangular, primero se recupera del sistema de
almacenamiento/recuperación automático. El palé con el bloque sin mecanizar se transporta a la
estación de fresadora y torno CNC.
El palé se toma desde el trasportador de palés y se coloca en la estación de fresadora y torno CNC.
La pieza en forma de prisma rectangular se sujeta en la prensa y se inicia el programa adecuado. La
pieza de trabajo se mecaniza a una placa base de acuerdo con el programa CNC seleccionado.
El robot remueve la placa base mecanizada de la máquina CNC y la coloca en el palé adecuado. Se
solicita un transportador de palé vacío. El palé con la placa base se mueve desde la estación de
fresadora y torno CNC hacia la banda transportadora de palés.
La placa de base mecanizada es transportada sistema de almacenamiento/recuperación automático,
donde se almacena bajo un número nuevo de pieza.
Descripción:
La macro "ProdBaseplate" es un plan de proceso que usa las tareas de proceso de la estación para
producir una placa base.
La pieza sin maquinar la toma del almacén pulmón de recepción de palés .
El maquinado se realiza en una EMCO Concept mil 55/155.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
18
Sistemas de Manufactura Integrada. Guía 5
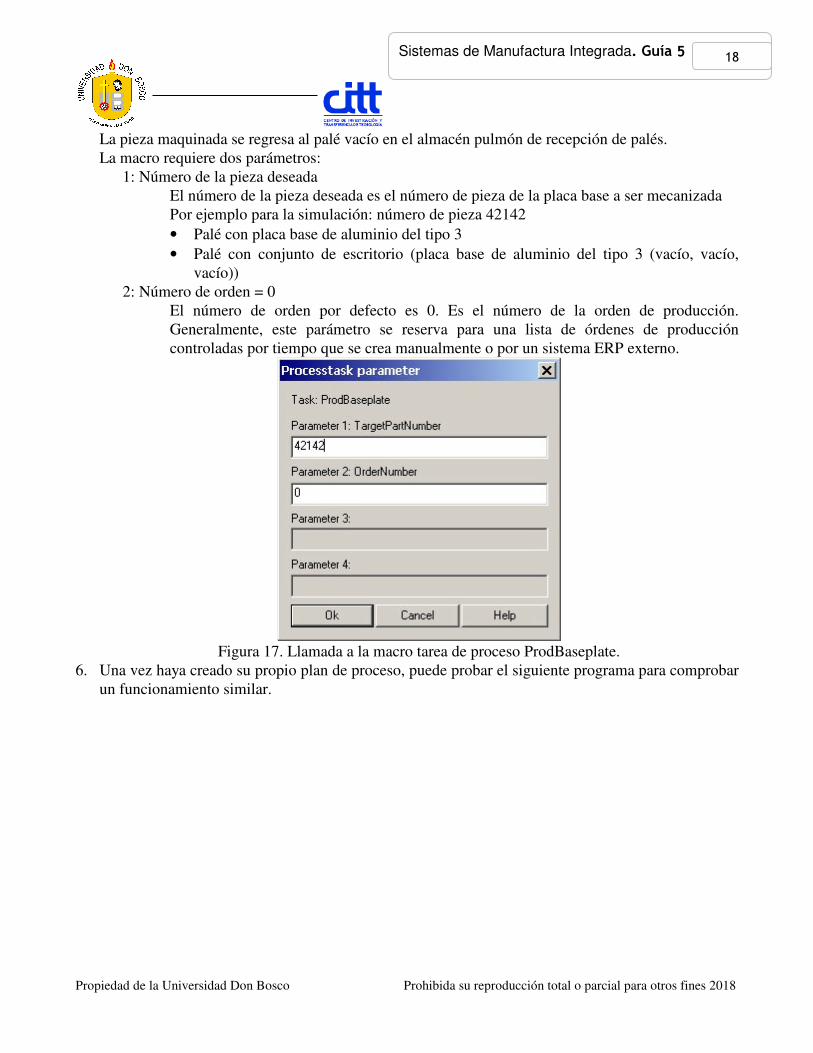
La pieza maquinada se regresa al palé vacío en el almacén pulmón de recepción de palés.
La macro requiere dos parámetros:
1: Número de la pieza deseada
El número de la pieza deseada es el número de pieza de la placa base a ser mecanizada
Por ejemplo para la simulación: número de pieza 42142
• Palé con placa base de aluminio del tipo 3
• Palé con conjunto de escritorio (placa base de aluminio del tipo 3 (vacío, vacío,
vacío))
2: Número de orden = 0
El número de orden por defecto es 0. Es el número de la orden de producción.
Generalmente, este parámetro se reserva para una lista de órdenes de producción
controladas por tiempo que se crea manualmente o por un sistema ERP externo.
Figura 17. Llamada a la macro tarea de proceso ProdBaseplate.
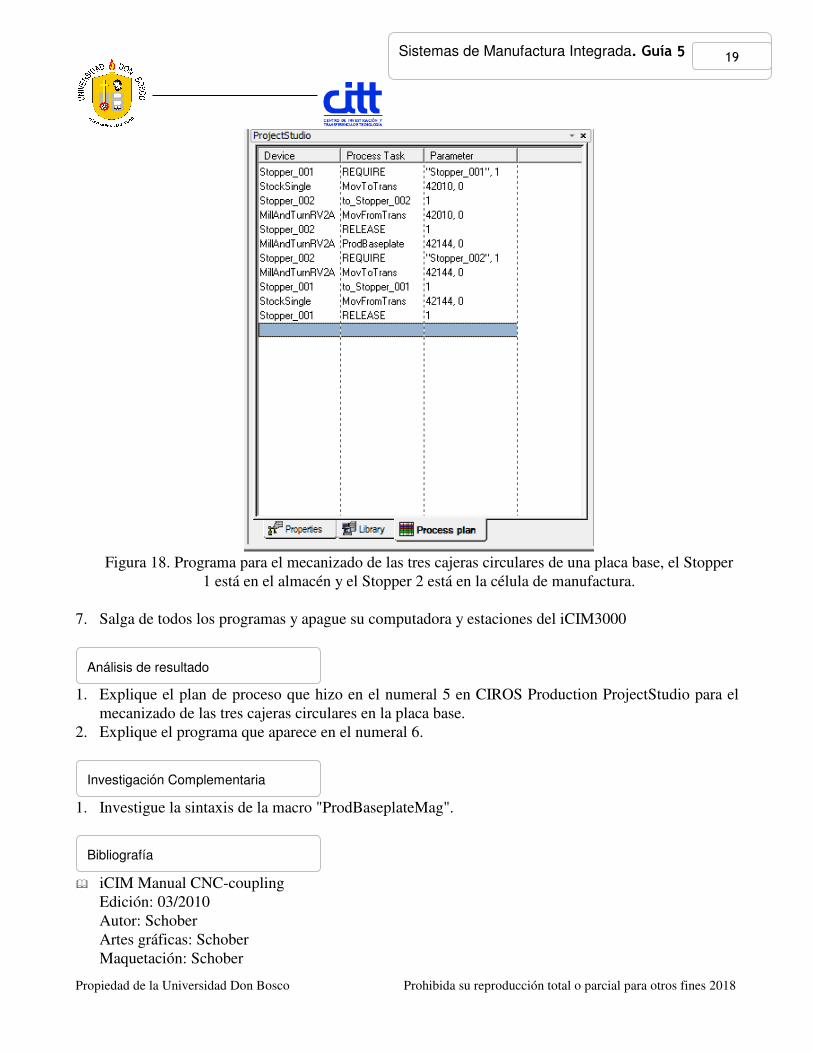
6. Una vez haya creado su propio plan de proceso, puede probar el siguiente programa para comprobar
un funcionamiento similar.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
19
Sistemas de Manufactura Integrada. Guía 5
Figura 18. Programa para el mecanizado de las tres cajeras circulares de una placa base, el Stopper
1 está en el almacén y el Stopper 2 está en la célula de manufactura.
7. Salga de todos los programas y apague su computadora y estaciones del iCIM3000
1. Explique el plan de proceso que hizo en el numeral 5 en CIROS Production ProjectStudio para el
mecanizado de las tres cajeras circulares en la placa base.
2. Explique el programa que aparece en el numeral 6.
1. Investigue la sintaxis de la macro "ProdBaseplateMag".
� iCIM Manual CNC-coupling
Edición: 03/2010
Autor: Schober
Artes gráficas: Schober
Maquetación: Schober
Investigación Complementaria
Bibliografía
Análisis de resultado
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018
20
Sistemas de Manufactura Integrada. Guía 5
FESTO Didactic
� Ayuda en línea del software CIROS Production Supervision v1.0.
� Software CIROS Production Assistant.
Propiedad de la Universidad Don Bosco Prohibida su reproducción total o parcial para otros fines 2018